هل تساءلت يومًا كيف يتم تصنيع مجاري الهواء بدقة وكفاءة؟ آلة تشكيل الفلنجات TDF هي إجابتك. سوف ترشدك هذه المقالة إلى كيفية تشغيلها، وتسلط الضوء على إمكانيات الماكينة، بما في ذلك إنتاج حواف لمجاري الهواء، وهي ضرورية لأنظمة التدفئة والتهوية وتكييف الهواء. تعرّف على كيفية إعداد هذه الأداة القوية وتشغيلها وصيانتها، مما يضمن لك أداءً وسلامة من الدرجة الأولى في مشاريعك. اكتشف التفاصيل الفنية والنصائح العملية لزيادة إمكانات ماكينتك إلى أقصى حد.
تُستخدم ماكينة تشكيل الفلنجات TDF في المقام الأول لإنتاج مجاري الهواء المربعة والمستطيلة وشفاه TDF نصف المصنعة ذاتيًا. كما يمكن استخدامها أيضاً لإنتاج القنوات الجاهزة من خلال دمجها مع خط إنتاج مجاري الهواء، وآلة القص، وآلة الطي، وآلة القفل، وآلة رمز الزاوية.
تقدم شركتنا نوعين من ماكينات تشكيل الفلنجات TDF: T12 و T15. تتراوح سماكة صفيحة الحديد المشكلة من 0.5 مم إلى 1.5 مم. هذه الماكينات مثالية لتصنيع قنوات عادم التهوية في الموقع في صناعات مثل التعدين والفنادق ومراكز التسوق والبناء، نظرًا لحجمها الصغير وتصميمها الخفيف الوزن وسهولة حركتها وقابليتها للتعديل وسهولة تشغيلها وموثوقيتها.
مكونات ماكينة تشكيل الشفة TDF: تتكون الماكينة من رف، ومكون نقل، ومكون تشكيل شفة، ومكون تشكيل خطاف، ومكون تشكيل خطاف، ومكون طاقة (محرك ومخفض).
الأبعاد الكلية: يبلغ طول الماكينة 2700 مم وعرضها 700 مم وارتفاعها 1100 مم.
الوزن: تزن الماكينة 850 كجم تقريباً.
طراز المخفض: تستخدم الماكينة مخفض RV110 بنسبة تروس 25-30.
طاقة المحرك: تبلغ طاقة المحرك 3 كيلوواط.
المواد القابلة للتطبيق: الماكينة مصممة للعمل مع الألواح العادية المجلفنة بسماكة 0.6 مم إلى 1.2 مم.
سرعة العمل: في المتوسط، تعمل الماكينة بسرعة 14 مترًا في الدقيقة تقريبًا.
حدود الطول: لا يوجد حد لطول المواد التي يمكن معالجتها بواسطة الماكينة.
دقة المنتج: لا يتجاوز خطأ الحجم ± 0.6 مم، ولا يتجاوز خطأ الزاوية ± 2 درجة.
النموذج والمعايير الفنية
الجدول 1:
الطراز
المحرك
(KW)
سُمك اللوحة
(مم)
الشكل
"أ"الحجم
(م)
الوزن
(بالكيلو جرام)
البُعد
(ل.و.ح)
T-12
3
0.5-1.2
35±0.5
850
2700×700×1100
الجدول 2
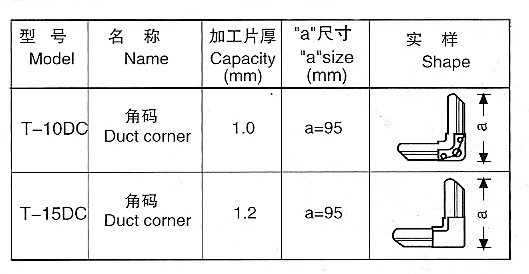
تتم معالجة زوايا مجاري الهواء باستخدام زوج من قوالب الزوايا، أحدهما للقطع والآخر للتشكيل بالضغط. تتم العملية باستخدام مثقاب 40T، على الرغم من أنه يمكن أيضًا استخدام مثقاب 25T لمعالجة زوايا مجاري الهواء من نوع T-10 DC.
فيما يتعلق برمز الخطاف حجم القطع، العرض 60 مم وسمك اللوح 1.0 مم. الماكينة مزودة ببكرة ماكينة القصمما يلغي الحاجة إلى القطع المنفصل.
حالة العمل
يجب ألا يتجاوز الحد الأقصى للارتفاع 2000 متر.
يجب أن تتراوح درجة الحرارة المحيطة بين -10 درجة مئوية إلى +40 درجة مئوية.
عندما تكون درجة الحرارة +40 درجة مئوية، يجب ألا تتجاوز الرطوبة النسبية للهواء 50%. عندما تكون درجة الحرارة +25 درجة مئوية، يجب ألا تتجاوز الرطوبة النسبية للهواء 90%.
يجب أن تكون الظروف الجوية خالية من المواد الخطرة التي يمكن أن تسبب انفجارات، ويجب ألا تحتوي على غازات أو غبار موصل يمكن أن يؤدي إلى تآكل المعادن أو تلف الغازات العازلة.
متطلبات الطاقة هي كما يلي: يجب أن يكون الجهد في حدود 342-418 فولت، ويجب التحكم في جهد عدم اتزان الطاقة ثلاثي الأطوار في نطاق لا يتجاوز فيه كل من التسلسل السالب والصفر 2% من التسلسل. يجب أن يكون التردد في حدود 49.5-50.5.
التكوين والهيكل
تتكون ماكينة التشكيل T12 TDF من طاولة عمل وقسم نقل وقسم تشكيل. يمكن رؤية الأبعاد التفصيلية في الشكل المرفق (الشكل 1).
حامل ماكينة تشكيل الفلنجات TDF وطاولة العمل
الحامل عبارة عن غلاف ملحوم مصنوع من القناة القياسية الوطنية 8#، وهو قوي وموثوق. يتم تثبيت قسم النقل بالكامل، وقسم التشكيل، والمخفض على الغلاف. يتم تثبيت نهاية الصفيحة الجانبية على لوحة الطاولة بلوحة ضبط القناة الأفقية على اللوحة.
جزء ناقل الحركة
كامل نظام الإرسال يتكون من صندوق توربيني يتم تشغيله بواسطة مخفض توربيني بنسبة نقل تبلغ 30:1 (أو نسب أخرى)، ويعمل بمحرك قياسي وطني بقدرة 3 كيلوواط. يقوم المخفض بتشغيل عمودي إدارة من خلال أسنان مسننة وسلسلة، وتقوم تروس عمود الإدارة بتشغيل عمود النقل. ثم يتم تشغيل حركة النظام بأكمله بواسطة عجلات تروس عبور متعددة.
يتكون كلا جانبي مكونات التشكيل من 14 بكرة، حيث يقوم أحد الجانبين بتشكيل الشفاه والجانب الآخر بتشكيل الخطافات. تُصنع بكرات التشكيل من الفولاذ الحامل GCr15 الذي خضع للمعالجة الحرارية والتشطيب بالحمام الملحي، مما يجعلها متينة.
تتم معالجة الأعمدة والتروس بالحرارة لضمان أدائها وطول عمرها. يحتوي كل ذيل على جهاز قابل للتعديل لضمان محاذاة الحافة مع المواصفات المطلوبة.
صُنعت الصفيحة الجانبية من الفولاذ المطروق وخضعت للتشطيب. تحتوي ماكينة تشكيل الفلنجات TDF على 14 مجموعة من أعمدة التشكيل، كل منها مزودة بترس محرك وبكرات يمنى ويسرى. ويتكون الجانب الأيسر من مجموعة بكرات الخطاف، بينما يحتوي الجانب الأيمن على مجموعة بكرات الشفة. بالإضافة إلى ذلك، يتميز مكون تشكيل الشفة على الجانب الأيمن بعجلة مطاطية لحمل المواد وعربة تغذية لضمان الثبات أثناء عملية التشكيل وإنتاج منتجات مؤهلة.
المسائل التي تحتاج إلى اهتمام
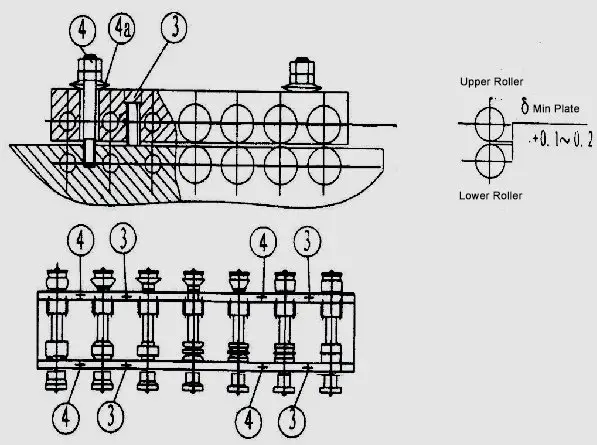
على الصفيحة الجانبية العلوية لماكينة تشكيل الفلنجات TDF، توجد مسامير طرفية مزدوجة ④ ونوابض قرصية تسمح بالتعديل التلقائي للفجوة بين البكرات العلوية والسفلية بناءً على سُمك الدرفلة. على سبيل المثال، في ماكينة T-12، يتراوح سمك اللوحة بين 0.6-1.2 مم.
يتم تعديل جميع ماكينات الفلنجات الجديدة وتلبية المؤهلات قبل مغادرة المصنع. إذا لزم الأمر، يجب ضبط لوحة التغذية فقط. يجب عدم تعديل أو تحريك المسامير الأربعة ③ و ④ بسهولة.
رفع وتركيب ماكينة تشكيل الفلنجات TDF وتركيبها
تأكد من عدم فقدان أو حذف أي مكونات أثناء النقل. افحص بعناية جميع الأجزاء ذات الصلة للتأكد من أنها كاملة وغير تالفة قبل التركيب.
قبل رفع الماكينة، افحص جهاز الرفع بدقة للتأكد من أنه يفي بالمتطلبات. استخدم حبالتين على الأقل متساويتين في الطول أثناء عملية الرفع. حافظ على نقطة خطاف الرفع في الموضع المركزي وحافظ على مركز ثقل جيد لتجنب فقدان الماكينة توازنها وانقلابها. عند التفريغ، ضع الماكينة ببطء على أرض مستوية، بحيث تلامس الأقدام الأربعة الأرض أولاً ولا تتدلى في الهواء. استخدم حاملات إذا لزم الأمر. يجب عدم إمالة الماكينة أو وضعها بزاوية، حيث يمكن أن يتسبب ذلك في تشوهها والتأثير على وظيفتها.
يجب تركيب الماكينة على أرض مستوية وصلبة.
قم بتجميع مصدر طاقة مناسب (مع الجهد والطور والتردد المناسبين، وما إلى ذلك) وسلك تأريض وفقًا للمتطلبات. قم بتركيب النظام الكهربائي وفقًا لرمز اللون القياسي.
قم بفحص كل جزء بدقة، بما في ذلك سلسلة الشد، وشد سير المحرك، وحماية التسرب، و مسامير التثبيت، للتأكد من أن جميع الأجزاء في حالة جيدة.
العمل في وضع الخمول لعدة دقائق لفحص ظروف تشغيل الماكينة
افحص اتجاه تشغيل ماكينة تشكيل شفة TDF، واضبطه إذا كان غير صحيح.
افحص جميع أدوات التثبيت وأحكم ربط أي مثبتات أصبحت مفكوكة لإزالة أي مخاطر تتعلق بالسلامة.
استمع جيداً لأي أصوات غير طبيعية.
ضع زيت التشحيم أو الشحوم على جميع المحامل والتروس, أعمدة نقل الحركةوالبراغي.
تحقق من سلامة وموثوقية النظام الكهربائي.
تأكد من أن الدرع الواقي آمن وموثوق.
يعتمد استخدام عربة تغذية مساعدة على عرض الصفيحة والشفة.
عندما يكون طول الصفيحة أقل من 180 مم، يكون من الضروري استخدام عربة تغذية. يتم وضع الصفيحة على العربة وتثبيتها بمشبكين ودفعها للأمام بواسطة العمال أثناء عملية الدرفلة.
إذا كان طول اللوحة أكبر من 180 مم، يمكن تفكيك العربة من الجانب وتخزينها في مكان مناسب.
أثناء الاستخدام الأول، قم بقياس النتائج وتقييمها. في حالة وجود خلوص غير متساوٍ على كلا الجانبين، اضبط موضع لوحة التوقف والتوازي بين لوحة توجيه المواد واتجاه التغذية.
إذا كانت الحافة الكبيرة ذات الزاوية اليمنى للشفة تتجاوز 90 درجة، فقم بخفض عجلة التثبيت المطاطية لزيادة قوة التثبيت. إذا كانت الحافة منحنية لأعلى أو لأسفل، فاضبط عجلة ضبط الشكل وفقًا لذلك.
لاحظ أن هذه الماكينة مصممة للتشكيل من خلال الطي ولا ينبغي استخدامها كمطحنة درفلة الصب.
لذلك، من الضروري وجود فجوة معينة (سمك اللوحة تقريبًا زائد 0.1-0.2 مم) بين البكرات العلوية والوسطى والسفلية، وقد تم ضبط الفجوة قبل مغادرة المصنع، ويجب على المستخدمين عدم تدوير البراغي ذات الرأس الغاطسة ③مسمار التثبيت ④ ونابض القرص بشكل تعسفي (انظر الشكل 2 و 5)
الشكل 5
إذا تفاوتت الفجوة بين البكرات بسبب صواميل البراغي ③ والبراغي ④ أو لأسباب أخرى، اضبطها على النحو التالي:
قم بفك جميع الصواميل ④ ووضع صفيحة بنفس سمك الفجوة بين البكرات. اضبط البرغي ③ حتى تتساوى تقريبًا الفجوات بين البكرات ذات الجوانب الأربعة. ثم أحكم ربط الصامولة ④ [δ= الحد الأدنى لسُمك اللوحة + 0.1-0.2]. إذا كنت تريد الحد الأدنى من فجوة اللوحة، فمن المقبول ترك مسافة طفيفة.
تعديل شكل العظام
لاستيعاب الألواح ذات العروض أو السماكات المتفاوتة، قم بفك البراغي الموجودة على اللوحة التوجيهية للوحة التوجيهية وحرك اللوحة في اتجاه موازٍ للفتحة. ثم، أحكم ربط اللوحة التوجيهية.
إذا كانت الألواح رقيقة أثناء إنتاج الفلنجات وكان حجم الخطاف الجانبي للفلنجات غير كافٍ، فاضبط لوحة التغذية الجانبية للفلنجات قليلاً نحو الداخل.
تكنولوجيا السلامة
يجب تشغيل ماكينة تشكيل الفلنجات TDF بواسطة مشغل محترف على دراية تامة بهيكل الماكينة وأدائها وتلقى التدريب المناسب. يجب أن يتبع المشغل إجراءات تشغيل السلامة بدقة. في حالة وجود عدة مشغلين، يجب أن يكون هناك شخص محترف مسؤول عن توجيه الإنتاج.
قم بفحص ماكينة تشكيل شفة TDF بانتظام، بما في ذلك حالتها ومقاومة التأريض والحماية من التسرب، للتأكد من أن جميع الدوائر والمكونات الكهربائية في حالة عمل آمنة.
قبل إجراء الصيانة أو الفحص، يجب فصل الطاقة وإزالة المفتاح وإغلاقه.
يجب ألا يتجاوز جهد الطاقة الجهد المقنن بأكثر من 10% لمنع تدهور العزل الكهربائي.
يجب عدم إجراء أي إصلاحات أو تعديلات أثناء تشغيل الماكينة.
يحظر لمس البكرات الدوارة والسلاسل والتروس بيديك.
في حالة حدوث أي أصوات أو روائح غير طبيعية، قم بإيقاف الماكينة على الفور واستكشاف المشكلة وإصلاحها.
يجب أن يكون الغطاء الواقي للماكينة سليمًا. لا يمكن وضع الماكينة المجمعة بشكل غير كامل في مرحلة الإنتاج.
صيانة الماكينة والعناية بها
قبل إجراء الصيانة على الماكينة، يجب أن يكون موظفو الصيانة على دراية بأدائها ومواصفاتها وإجراءات السلامة ومواضع الآلية ووظائفها والنظريات الميكانيكية والكهربائية ونظريات النقل، وكذلك العلاقة بين تسلسل الترتيب والعمل وإجراءات التشغيل.
يجب إضافة شحم أو زيت التشحيم قبل كل وردية وفقًا لمتطلبات التشحيم.
يحظر تشكيل صفائح بها ندوب لحام أو نتوءات أو صفائح سميكة للغاية.
يجب أخذ اعتبارات الحماية من الصدمات والرطوبة والغبار للمحرك والمكونات الكهربائية ومكونات التحكم. خلال موسم الأمطار، إذا لم يتم استخدام الماكينة لفترة طويلة من الوقت (أكثر من شهر واحد)، يجب مراجعة المحرك والعزل الكهربائي وإزالة الرطوبة قبل الاستخدام.
تأكد من أن أي خراطيم وأسلاك مكشوفة سليمة.
حافظ على سطح الأسطوانة نظيفًا وأزل الشوائب وبقايا الحديد في الوقت المناسب لإطالة عمر الماكينة التشغيلي.
إنشاء ملف للمعدات ووضع خطة صيانة منتظمة، بما في ذلك سجلات وسجلات الصيانة.
في نهاية كل وردية، قم بتنظيف جميع الخردة وإزالة الحديد والغبار وإيقاف تشغيل الطاقة وقفل الماكينة.
المسائل التي تحتاج إلى اهتمام
تتميز ماكينة تشكيل الفلنجات TDF بجهد دخل 380 فولت، ويجب أن يكون لمقبس طاقة الإدخال خط تأريض مناسب لضمان السلامة.
لقد تم تشحيم المحامل الكروية المشتركة في ماكينة تشكيل الشفة TDF بالكامل ولا تتطلب عناية خاصة بشكل عام. ومع ذلك، عند استخدام الماكينة للمرة الأولى، ضع كمية صغيرة من الزيت على الجزء الداخلي للوحة الجانبية. يجب اتخاذ التدابير اللازمة لمنع سقوط قصاصات الحديد في المحامل والتأثير على عمرها التشغيلي.
تستخدم الماكينة محركًا مفتوحًا، ويجب وضع شحم التشحيم بانتظام على أسنان التروس.
قم بإزالة بقايا الحديد التي تسقط على الترس والبكرات، وقم بتشحيم سطح البكرة حسب الضرورة.
أثناء عملية الدرفلة، حيث يتم تشكيل قطع العمل تدريجيًا، يحظر سحب الصفيحة بمجرد وصولها إلى الأسطوانة الخامسة. إذا كان من الضروري إزالة المادة، فقم بفك الصامولة ④ ورفع العارضة ⑥، ثم قم بسحب المادة. وإلا فقد تتعرض الماكينة للتلف.
لاستبدال الملحقات، يُرجى تحديد طراز الماكينة وسنة وشهر التصنيع أو الشراء ورقم المصنع المدون على الماكينة أو دليل المستخدم. بعد ذلك، يمكنك الحصول على الملحقات من مصنعنا أو وكلاء المصنع.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
هل عانيت من قبل في تحقيق انحناءات دقيقة في الصفائح المعدنية؟ تزيل هذه المقالة الغموض عن ماكينة الطي اليدوية، وهي أداة متعددة الاستخدامات ضرورية لثني الصلب والمعادن غير الحديدية. من خلال قراءة...
هل تساءلت يوماً كيف يتم تصنيع قنوات التهوية الصناعية بدقة؟ في هذا المقال، سوف نستكشف ماكينة بيتسبرغ لوكفورمر - وهي أعجوبة في صناعة أنابيب التهوية. ستتعرف على وظائفها الرئيسية، ومعاييرها التقنية، و...
قد يكون اتخاذ قرار بشأن اختيار ماكينة بيتسبرغ لوكفورمر المناسبة لاحتياجاتك في تصنيع مجاري الهواء أمرًا مربكًا، خاصةً بالنسبة للقادمين الجدد. يبسط هذا الدليل العملية من خلال تحليل الاعتبارات الرئيسية مثل الجهد،...
لماذا يتم تفضيل القنوات الدائرية على القنوات المستطيلة في أنظمة التدفئة والتهوية وتكييف الهواء؟ على الرغم من الاستخدام التقليدي للقنوات المستطيلة، إلا أن الهندسة الحديثة تكشف أن القنوات الدائرية توفر مزايا كبيرة. فهي...
تخيل تعطل نظام تكييف الهواء الخاص بك خلال يوم صيفي حارق بسبب تركيب مجاري الهواء بشكل غير صحيح. تقدم هذه المقالة دليلاً تفصيلياً خطوة بخطوة لإنشاء وتركيب أنابيب تكييف الهواء ذات الحجم الكبير،...
هل تساءلت يوماً لماذا يبدو الهواء داخل منزلك خانقاً أو حتى غير صحي؟ تستكشف هذه المقالة الدور الحاسم لأنظمة التهوية في الحفاظ على جودة الهواء الداخلي. سوف...
هل تشعر بالفضول بشأن إتقان استخدام ماكينة كوع مجرى الهواء؟ سيوضح لك هذا الدليل كيفية تشغيلها بكفاءة وأمان. ستتعرف على هيكل الماكينة، وعملية التشكيل خطوة بخطوة...













{kind=link}