هل تساءلت يومًا عن كيفية الحصول على تلك اللحامات المثالية والنظيفة التي تبدو احترافية وقوية؟ يوضح هذا المقال عن أساسيات اللحام بالتيغ التقنيات والمعدات الأساسية التي تحتاجها للبدء. سواءً كنت مبتدئاً وتسعى إلى إتقان هذه الحرفة أو تتطلع إلى صقل مهاراتك، فإن هذا الدليل يغطي كل شيء بدءاً من مبادئ اللحام بالتيغ (TIG) إلى إعدادات المعدات التفصيلية والنصائح الإجرائية. تعمّق لتتعلم كيفية إنشاء طبقات لحام عالية الجودة بأقل قدر من التشوه، واكتشف تعدد استخدامات طريقة اللحام الدقيقة هذه.
الأرجون غاز خامل لا يتفاعل كيميائياً مع المعادن. كما أنه لا يذوب في المعدن السائل. وباستخدامه كطبقة غاز واقية، فإنه يمنع عناصر السبائك في المعدن الملحوم من التأكسد والاحتراق في درجات الحرارة العالية. ولذلك، ينتج عنه ارتفاع جودة اللحام.
كل شيء تقريباً المواد المعدنية يمكن لحامها باستخدام اللحام بالتيج.
(4) تقنية تشغيل سهلة الإتقان:
من السهل تنفيذ الميكنة والأتمتة بهذه الطريقة.
3. تصنيف اللحام بالتيغ
يمكن تقسيم اللحام بالتيج وفقًا لنوع مادة القطب الكهربائي المستخدمة: التنغستن الخامل اللحام بالغاز (قطب كهربائي غير قابل للاستهلاك) (يُرمز له اختصارًا ب TIG) ولحام الغاز الخامل المعدني (قطب كهربائي قابل للاستهلاك) (يُرمز له اختصارًا ب MIG).
استنادًا إلى طريقة التشغيل، يمكن تقسيمها إلى: لحام TIG اليدوي، ولحام TIG شبه الأوتوماتيكي، ولحام TIG الأوتوماتيكي.
وفقًا لنوع مصدر الطاقة المستخدم، يمكن تقسيمها إلى: لحام اللحام بالتيار المباشر (DC) واللحام بالتيار المتردد (AC).
4. معدات اللحام بغاز التنغستن الخامل (TIG)
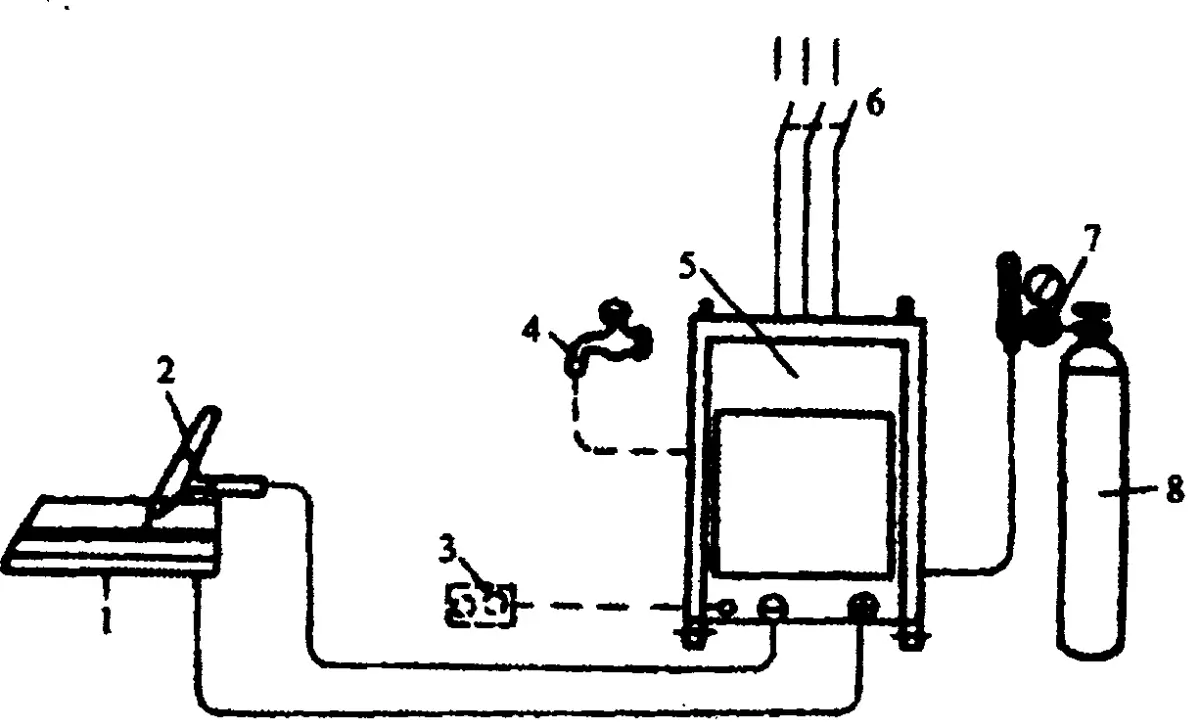
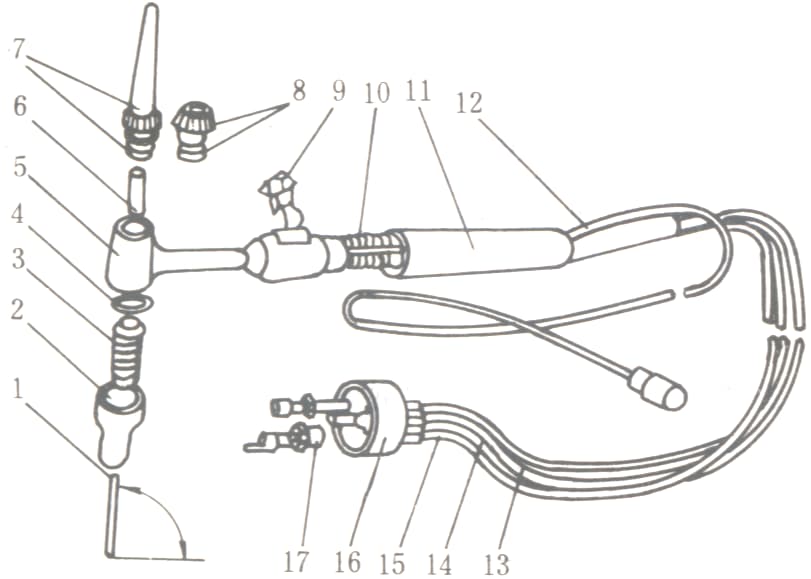
تتكون معدات اللحام اليدوي بغاز التنجستن الخامل (TIG) من طاقة اللحام إمداد، وشعلة لحام، ونظام إمداد بالغاز، ونظام تحكم، ونظام تبريد.
1- الأجزاء الملحومة 2- مسدس اللحام 3- صندوق التحكم عن بعد 4- مياه التبريد 5- نظام الطاقة والتحكم 6- مفتاح الطاقة 7- منظم التدفق 8- أسطوانة غاز الأرجون
(1) مصدر طاقة اللحام (1)
يتطلب اللحام بغاز التنجستن الخامل (TIG) مصدر طاقة اللحام ذات خاصية الانخفاض الحاد الخارجي، والتي يمكن أن تكون إما تياراً مباشراً (DC) أو تياراً متردداً (AC). تشمل ماكينات اللحام بالتيار المستمر TIG شائعة الاستخدام نماذج مثل WS-250 و WS-400، بينما تشمل ماكينات اللحام بالتيار المتردد TIG نماذج مثل WSJ-150 و WSJ-500. وهناك أيضًا ماكينات لحام بالتيار المتردد/التيار المستمر TIG، مثل WSE-150 وWSE-400.
(2) نظام التحكم
يدير نظام التحكم العمليات في مختلف مراحل إمداد الطاقة وإمداد الغاز واستقرار القوس الكهربائي من خلال دائرة التحكم.
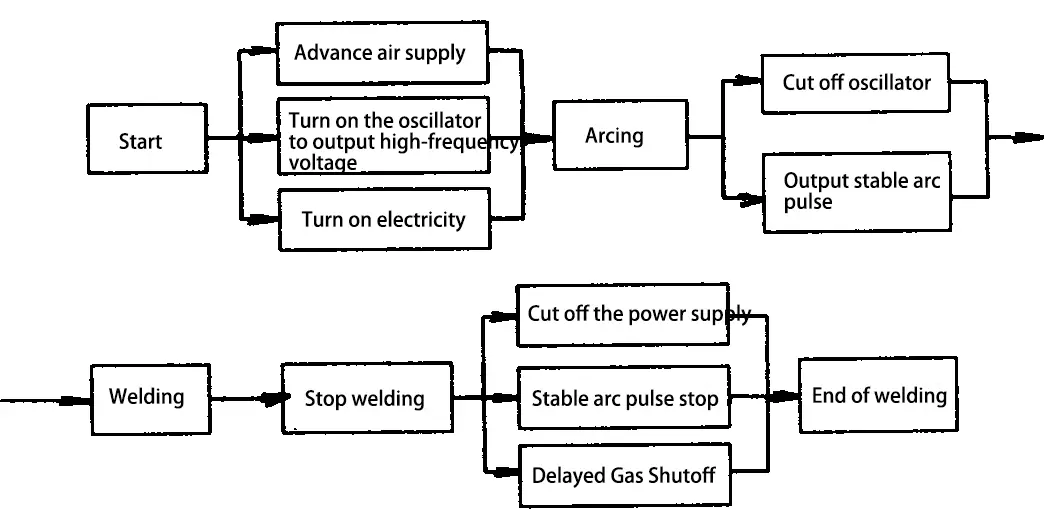
برنامج التحكم في اللحام اليدوي بغاز التنجستن الخامل (TIG)
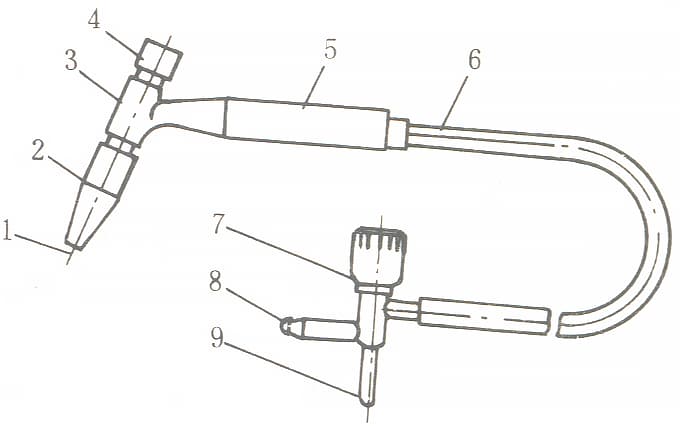
(3) شعلة لحام (3)
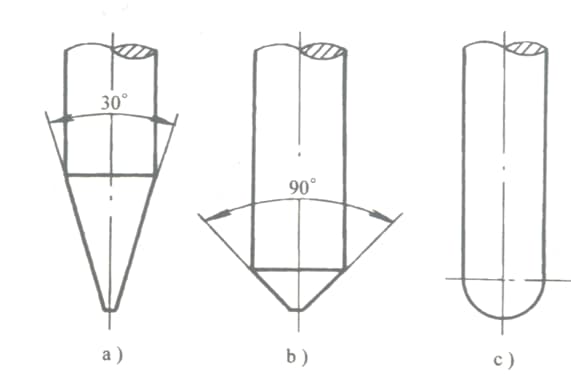
تتمثل وظيفة شعلة اللحام في تثبيت قطب التنغستن الكهربائي، وتوصيل تيار اللحام، وإخراج تدفق غاز الأرجون، وبدء أو إيقاف نظام ماكينة اللحام. تأتي شعلة اللحام بثلاثة أحجام: كبير ومتوسط وصغير. بناءً على طريقة التبريد، يمكن تقسيمها إلى أنواع مبردة بالهواء ومبردة بالماء. عندما يكون تيار اللحام المستخدم أقل من 150 أمبير، يمكن اختيار شعلة لحام مبردة بالهواء، كما هو موضح في الشكل أدناه.
أ) أسطواني بطرف مخروطي الشكل ب) أسطواني بطرف كروي الشكل ج) الشكل المخروطي
(4) نظام إمداد الغاز
يتكون نظام إمداد الغاز من أسطوانة غاز الأرجون، ومنظم تدفق غاز الأرجون، وصمام غاز كهرومغناطيسي.
1) أسطوانة غاز الأرجون
السطح الخارجي مطلي باللون الرمادي ومكتوب عليه كلمة "أرغون" بطلاء أخضر. الضغط الأقصى لأسطوانة غاز الأرجون هو 15 ميجا باسكال، وحجمها 40 لتر.
2) صمام الغاز الكهرومغناطيسي
يتحكم هذا الجهاز في فتح وإغلاق مسار الغاز، ويدار بواسطة مرحل تأخير زمني. يمكنه أداء وظائف إمداد الغاز مقدمًا وإيقاف إمداد الغاز لاحقًا.
3) منظم تدفق الأرجون 3) منظم تدفق الأرجون
يُستخدم هذا الجهاز لخفض الضغط وتثبيت وتعديل تدفق الأرجون. يكون مظهر منظم تدفق الأرجون كما هو موضح في الشكل على اليمين.
(5) نظام التبريد
يستخدم هذا النظام لتبريد كابل اللحام ومسدس اللحام وقطب التنغستن. إذا كان تيار اللحام أقل من 150 أمبير، فإن التبريد بالماء ليس ضروريًا. ومع ذلك، عندما يتجاوز تيار اللحام 150 أمبير، يكون التبريد بالماء إلزاميًا، ويتم التحكم فيه بواسطة مفتاح ضغط الماء.
5. مواد اللحام الخاصة باللحام بغاز التنغستن الخامل (TIG)
تشمل المواد الأساسية للحام بغاز التنغستن الخامل (TIG) أقطاب التنغستن وغاز الأرجون وسلك اللحام.
(1) أقطاب التنجستن الكهربائية
أثناء اللحام بالتيج، تعمل أقطاب التنجستن على توصيل الكهرباء وإشعال القوس والحفاظ على قوس مستقر. وفيما يلي أنواع مواد أقطاب التنغستن الكهربائية المستخدمة حاليًا:
1) أقطاب التنجستن النقي: بمستويات نقاء تتجاوز 99.85%، ويتم تحديدها بالتسميات W1 و W2. تتطلب أقطاب التنجستن النقي جهدًا كهربائيًا أعلى بدون حمل من ماكينة اللحام ولديها قدرة حمل تيار أضعف عند استخدام التيار المتردد، لذلك نادرًا ما يتم استخدامها الآن. ولتسهيل التعرف عليها، عادةً ما تكون مطلية باللون الأخضر.
2) يتم تصنيع قطب التنغستن الثوري، الذي يحمل رقمي الطرازين WTh-10 وWTh-15، بإضافة 1% إلى 2% ثاني أكسيد الثوريوم (ThO2) إلى التنغستن النقي. تم تحسين معدل انبعاث الإلكترونات من قطب التنجستن الثوريومي، مما يوسع نطاق التيار المسموح به، ويقلل من جهد عدم التحميل، ويحسن بدء القوس الكهربائي واستقراره. ومع ذلك، فإنه يحتوي على نشاط إشعاعي طفيف. ولسهولة التعرف عليه، غالبًا ما يتم تلوينه باللون الأحمر.
3) قطب التنغستن المُرَقَّد، الذي يحمل رقم الموديل Wce-20، مصنوع بإضافة أكسيد السيريوم 2% إلى التنغستن النقي. إن قطب التنجستن المُرَقَّق أسهل في بدء القوس الكهربائي مقارنةً بالتنجستن المرقق، كما أن عمره الافتراضي أطول، ونشاطه الإشعاعي منخفض للغاية، مما يجعله القطب الموصى به مادة القطب الكهربائي قيد الاستخدام حاليًا. لتسهيل التعرف عليها، عادة ما تكون ملونة باللون الرمادي.
مواصفات قطب التنجستن الكهربائي:
يتراوح الطول المزود من 76 إلى 610 مم;
الأقطار الشائعة الاستخدام هي 0.5 و1.0 و1.6 و2.0 و2.4 و3.2 و4.0 و5.0 و6.3 و8.0 و10 مم.
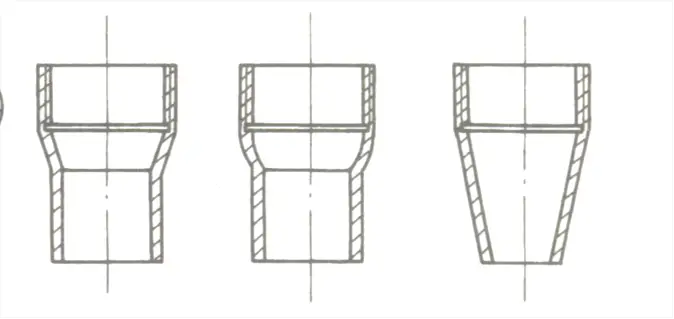
شكل طرف قطب التنغستن الكهربائي:
أ) مخروطي الشكل
ب) فرستم
ج) كروي
(2) غاز الأرجون
وهو غاز خامل، وكثافة الأرجون أكبر من كثافة الهواء، مما يشكل طبقة غازية مستقرة تغطي المنطقة المحيطة بالمجمع المنصهر، مما يوفر حماية ممتازة ل منطقة اللحام. نقاء الأرجون المستخدم في اللحام بالتيغ مطلوب بشدة. ووفقًا للمعايير الوطنية الحالية، يجب أن تصل درجة نقاوته إلى 99.99%.
يتم توريد غاز الأرجون المستخدم في اللحام في زجاجات مطلية باللون الرمادي ومكتوب عليها كلمة "أرجون" باللون الأخضر. يبلغ حجم أسطوانة غاز الأرجون بشكل عام 40 لتر، مع ضغط عمل أقصى يبلغ 15 ميجا باسكال. أثناء الاستخدام، يجب وضعها عادةً في وضع مستقيم.
(3) سلك لحام (3)
تنقسم أسلاك اللحام الخاصة بلحام Tig Welding بشكل أساسي إلى فئتين: سلك لحام فولاذي وسلك لحام معدني غير حديدي. يمكن اختيار سلك اللحام وفقًا لمعيار GB/T8110-1995 "أسلاك اللحام الفولاذية المصنوعة من الكربون وسبائك الفولاذ المنخفضة للحام القوسي المحمي بالغاز" و YB/T5092-1996 "اللحام لحام الفولاذ المقاوم للصدأ السلك.
يتم لحام المعادن غير الحديدية بشكل عام بسلك لحام مماثل للمادة الأم. وتشمل أقطار أسلاك اللحام بالتيج بشكل أساسي أكثر من عشرة مواصفات مثل 0.8، 1.0، 1.2، 1.4، 1.4، 1.5، 1.6، 2.0، 2.4، 2.5، 4.0، 5.0، 6.0 مم، مع أسلاك قطرها 2.0 إلى 4.0 مم شائعة الاستخدام.
ثانياً. معلمات عملية لحام TIG
1. أنواع إمدادات طاقة اللحام وقطبيتها
يمكن أن يستخدم اللحام بغاز التنغستن الخامل (TIG) إما التيار المتردد (AC) أو التيار المباشر (DC). يعتمد اختيار مصدر الطاقة على نوع المعدن أو سبيكة يتم لحامها؛ عند استخدام مصدر طاقة تيار مستمر، يجب أيضًا مراعاة اختيار القطبية.
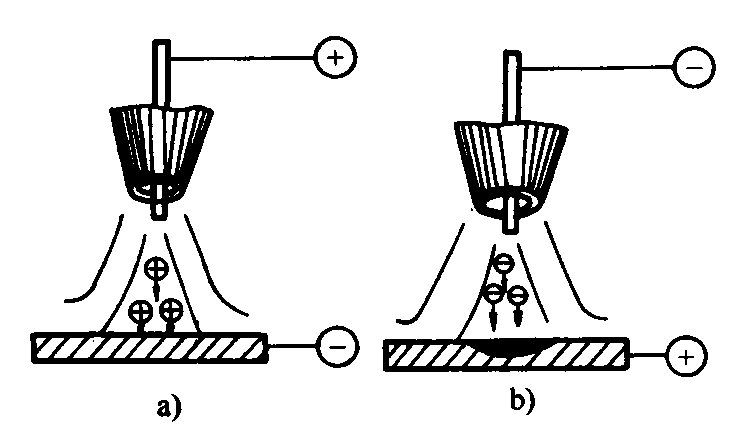
عند استخدام القطبية العكسية للتيار المباشر، تعمل قطعة العمل ككاثود، وتتدفق أيونات الأرجون الموجبة عالية الكتلة نحوها. تصطدم هذه الأيونات بسطح حوض ذوبان المعدن، مما يؤدي إلى تكسير طبقة الأكسيد الكثيفة التي يصعب ذوبانها على أسطح المعادن مثل الألومنيوم والمغنيسيوم. وتُعرف هذه الظاهرة باسم "تفكك القطب السالب".
ومع ذلك، أثناء القطبية العكسية للتيار المباشر، يميل قطب التنجستن المتصل بالطرف الموجب إلى السخونة الزائدة أو الاحتراق بسبب ارتفاع درجة الحرارة. لذلك، لا يوصى عمومًا باستخدام قطبية عكسية للتيار المباشر في الألومنيوم والمغنيسيوم وسبائكهما. وبدلاً من ذلك، يجب استخدام التيار المتردد في اللحام قدر الإمكان.
وعلى النقيض من ذلك، لا يؤدي التيار المباشر ذو القطبية المستقيمة إلى "تفكك القطب السالب"، مما يجعله مناسبًا للحام الفولاذ المقاوم للصدأ والفولاذ المقاوم للحرارة والتيتانيوم والنحاس وسبائكها.
يتحدد جهد القوس الكهربائي في المقام الأول بطول القوس الكهربائي. يمكن أن تؤدي الزيادة في طول القوس إلى اختراق غير مكتمل وتدهور تأثيرات التدريع، لذلك من الضروري التحكم في طول القوس قدر الإمكان دون التسبب في حدوث ماس كهربائي. وعمومًا، يكون طول القوس مساويًا تقريبًا لقطر قطب التنغستن.
4. سرعة اللحام
عادةً ما يتم ضبط سرعة اللحام بواسطة عامل اللحام بناءً على حجم حوض اللحام وشكله وحالة انصهاره. يمكن لسرعة اللحام المفرطة أن تعطل جو الغاز الواقي، مما يؤدي إلى اختراق غير كامل ومسامية في خط اللحام. وعلى العكس من ذلك، عندما تكون سرعة اللحام بطيئة للغاية، من المحتمل أن يحدث احتراق في اللحام وتقليل التماس اللحام.
5. معدل تدفق الأرجون وقطر الفوهة
يؤثر قطر الفوهة بشكل مباشر على نطاق منطقة التدريع، والذي يتم اختياره بشكل عام بناءً على قطر قطب التنغستن. واستنادًا إلى خبرة الإنتاج، يجب أن يكون قطر الفوهة ضعف قطر قطب التنغستن بالإضافة إلى 4 مم.
عندما يكون معدل التدفق مناسبًا، يكون حوض اللحام ثابتًا، ويكون السطح لامعًا وخاليًا من الخبث، ولا توجد آثار أكسدة، ويكون خط اللحام متشكلًا بشكل جمالي.
عندما يكون معدل التدفق غير مناسب، يكون سطح حوض اللحام به خبث، ويصبح سطح خط اللحام داكنًا أو به قشرة أكسيد. معدل تدفق الأرجون المناسب هو 0.8-1.2 ضعف قطر الفوهة.
6. المسافة بين الفوهة وقطعة العمل
يجب أن تكون المسافة بين الفوهة وقطعة العمل بين 8-14 مم. إذا كانت المسافة كبيرة جدًا، يكون تأثير التدريع الغازي ضعيفًا. إذا كانت المسافة صغيرة جدًا، على الرغم من أنها مفيدة لتدريع الغاز، إلا أن النطاق المرئي ومنطقة الحماية تصبح أصغر.
7. طول تمديد قطب التنغستن الكهربائي
لمنع حرارة القوس الكهربائي من إتلاف الفوهة، يجب أن يبرز طرف قطب التنجستن خارج الفوهة. يتراوح طول التمديد بشكل عام بين 3-4 مم. إذا كان طول التمديد قصيرًا جدًا، فمن غير الملائم أن يراقب عامل اللحام حالة الانصهار، وهو ما يضر بالتشغيل. إذا كان طول التمديد طويلًا جدًا، فقد يتأثر تأثير التدريع بالغاز.
نصائح التشغيل:
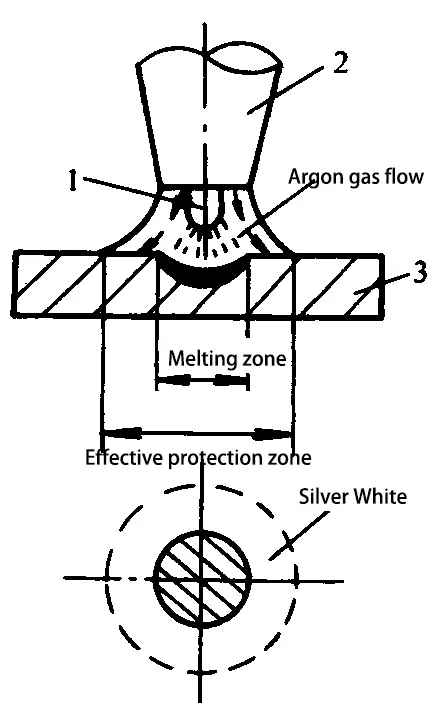
اختبار فعالية التدريع بالغاز باستخدام طريقة اللحام النقطي. تتضمن الطريقة المحددة اللحام الموضعي على صفيحة ألومنيوم. بعد أن يشتعل القوس، تظل شعلة اللحام ثابتة، وبعد 5-10 ثوانٍ، يتم فصل مصدر الطاقة.
عند هذه النقطة، وبسبب تأثير "تحطيم المهبط"، تظهر منطقة بيضاء فضية اللون حول البقعة على صفيحة ألومنيوم. هذه هي منطقة التدريع الفعال للغاز، والمعروفة باسم منطقة غشاء إزالة الأكسدة. كلما كان قطر هذه المساحة أكبر، كان تأثير التدريع أفضل.
1- قطب التنجستن الكهربائي، 2-شعلة اللحام، 3-قطعة العمل
في الإنتاج الفعلي، يمكن تقييم فعالية الحماية من الغازات من خلال الملاحظة المباشرة للون ووجود أي مسام على سطح اللحام، كما هو موضح في الجدول أدناه.
تحديد فعالية الحماية من الغازات في الفولاذ المقاوم للصدأ و سبائك الألومنيوم.
II. النقاط الرئيسية لعمليات اللحام اليدوي بقوس الغاز الخامل التنغستن اليدوي
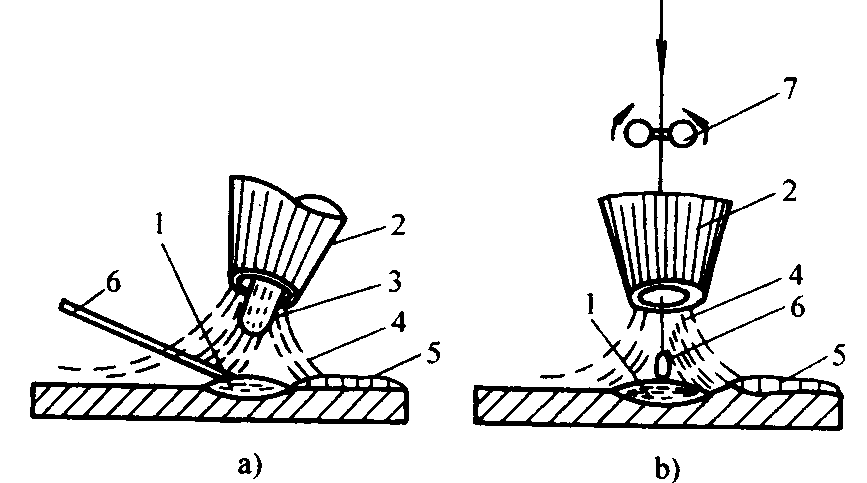
(1) اشتعال القوس الكهربائي
عادةً ما تكون ماكينات اللحام القوسي بالغاز الخامل التنغستن اليدوي مزودة بجهاز إشعال القوس (مولد نبض عالي الجهد أو مذبذب عالي التردد) يسمح بإشعال القوس مباشرةً على نقطة اللحام من خلال الحفاظ على مسافة معينة بين قطب التنغستن وقطعة العمل دون تلامس.
إذا كانت الماكينة تفتقر إلى جهاز إشعال القوس، يمكن استخدام صفيحة نحاسية نقية أو صفيحة جرافيت كلوح إشعال القوس الكهربائي. يتم إشعال القوس على هذا اللوح لتسخين طرف قطب التنجستن إلى درجة حرارة معينة (حوالي 1 ثانية)، ثم يتم نقله على الفور إلى موضع اللحام للحام القوسي. يمكن أن ينتج عن هذا الإشعال التلامسي تيار دائرة كهربائية قصيرة كبيرة، والتي يمكن أن تحرق بسهولة طرف قطب التنغستن.
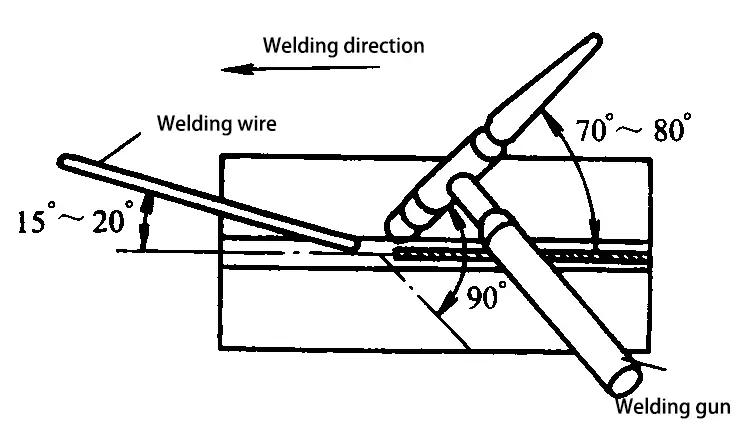
يتضمن الموضع النسبي لمسدس اللحام وقطعة العمل وسلك اللحام عادةً أن يشكل مسدس اللحام زاوية تتراوح بين 70° إلى 80° تقريبًا مع سطح قطعة العمل، بينما يشكل سلك اللحام الحشو زاوية تتراوح بين 15° إلى 20° مع سطح قطعة العمل.
(3) اللحام الأيمن واللحام الأيسر
اللحام الأيمن مناسب للحام الأجزاء السميكة، حيث تتحرك شعلة اللحام من اليسار إلى اليمين، ويتم توجيه القوس نحو الجزء الملحوم بالفعل. وهذا مفيد لغاز الأرغون لحماية سطح اللحام من الأكسدة في درجات الحرارة العالية.
اللحام الأيسر مناسب للحام الأجزاء الرقيقة، حيث تتحرك شعلة اللحام من اليمين إلى اليسار، ويتجه القوس نحو الجزء غير الملحوم. هذا له تأثير التسخين المسبق، مما يسهل مراقبة والتحكم في درجة حرارة حوض اللحام. يكون تشكيل خط اللحام جيدًا، ومن السهل إتقان العملية. بشكل عام، يتم اعتماد اللحام الأيسر.
(4) طريقة التغذية بالأسلاك
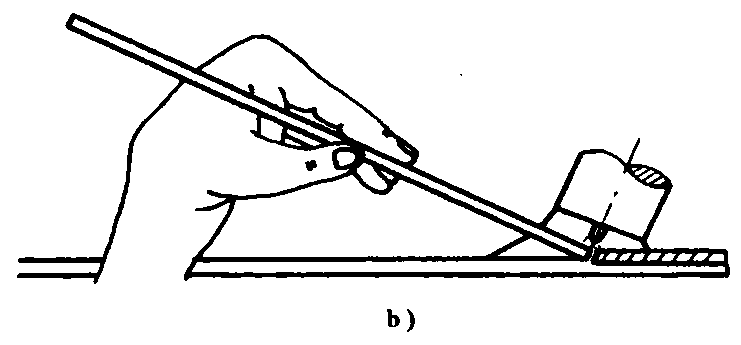
تتضمن إحدى الطريقتين إمساك سلك اللحام بإبهام وسبابة اليد اليسرى، بينما يوفر الإصبع الأوسط وقاعدة الإبهام الدعم. عند الحاجة إلى تغذية السلك، قم بفرد الإبهام والسبابة ممسكًا بسلك اللحام المثني كما هو موضح في الشكل التالي ب. سيؤدي ذلك إلى تغذية سلك اللحام بثبات في منطقة اللحام.
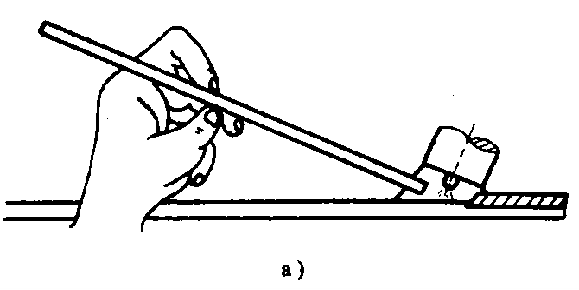
ثم، قم بثني الإبهام والسبابة بسرعة بدعم من الإصبع الوسطى وقاعدة الإبهام، وقم بتثبيت سلك اللحام كما هو موضح في الشكل التالي أ. تتكرر عملية الملء وإعادة الملء هذه لسلك اللحام.
وتظهر طريقة أخرى في الشكل التالي، حيث يتعاون إبهام اليد اليسرى والسبابة والوسطى لتغذية السلك. يمسك إصبع البنصر والخنصر بسلك اللحام للتحكم في الاتجاه. من خلال حركات متكررة لأعلى ولأسفل للذراع والمعصم يتم تغذية الطرف المنصهر من سلك اللحام في حوض اللحام. تُستخدم هذه الطريقة غالباً في اللحام بجميع المواضع.
(5) إنهاء القوس
بشكل عام، يتم تجهيز ماكينات اللحام بالتيج بأجهزة اضمحلال التيار الأوتوماتيكي. عند إنهاء القوس، يقوم الزر الموجود على مقبض شعلة اللحام بتزويد الطاقة بشكل متقطع لملء الحفرة. في حالة عدم وجود جهاز اضمحلال التيار، يمكن استخدام الإنهاء اليدوي للقوس.
المفتاح هو تقليل حرارة قطعة العمل تدريجيًا، مثل تغيير زاوية شعلة اللحام وإطالة القوس قليلاً وإمداد الطاقة بشكل متقطع. عند إنهاء القوس، املأ الحفرة وارفع القوس ببطء حتى ينطفئ. لا تقطع القوس فجأة.
بعد إطفاء القوس، سيتأخر غاز الأرجون تلقائيًا لبضع ثوانٍ قبل إيقاف تشغيله لمنع تأكسد المعدن في درجات الحرارة العالية.
1. تحضير ما قبل اللحام
(1) معدات اللحام: آلة لحام بالغاز الخامل التنغستن الخامل (TIG) من نوع WS-300.
(2) أسطوانة غاز الأرجون ومنظم التدفق (نوع AT-15).
(3) قطب كهربائي من التنجستن المسنن (Wce-20)، قطره 2.4 مم.
استخدم اللحام الأيسر. الزوايا بين سلك اللحام وشعلة اللحام وقطعة العمل كما هو موضح في الشكل التالي.
في بداية اللحام، قم بتحريك القوس المشتعل بثبات نحو حافة خط اللحام اللاصق. قم بلمس منطقة اللحام بسرعة بسلك اللحام للاستكشاف. عندما تشعر بأن المنطقة أصبحت لينة وبدأت في الذوبان، أضف سلك اللحام على الفور. بشكل عام، يتم استخدام التنقيط المتقطع لملء سلك اللحام. وفي هذه الأثناء، تقوم شعلة اللحام بتأرجح طفيف للأمام.
أثناء عملية اللحام، إذا أصبحت الفجوة بين قطع العمل أصغر، يجب عليك التوقف عن إضافة السلك، وخفض القوس بمقدار 1-2 مم، والمضي قدمًا في عملية اللحام بضربة مباشرة. عندما تصبح الفجوة أكبر، يجب إضافة سلك اللحام بسرعة إلى حوض اللحام، ثم تحريك شعلة اللحام إلى الأمام.
بعد استهلاك سلك اللحام، لا ترفع شعلة اللحام في الوقت الحالي. اضغط على مفتاح اضمحلال التيار، واستبدل سلك اللحام بسرعة بيدك اليسرى، وضع طرف سلك اللحام على حافة حوض اللحام، ثم ابدأ تيار اللحام العادي واستمر في اللحام.
(2) لحام الغطاء
بالنسبة للحام طبقة الغطاء، يجب زيادة تيار اللحام بشكل مناسب واختيار قطر أكبر قليلاً من قطب التنجستن وسلك اللحام مقارنةً بلحام طبقة الجذر. أثناء التشغيل، يجب أن تكون الزاوية بين سلك اللحام وقطعة اللحام صغيرة قدر الإمكان، ويجب أن تتحرك شعلة اللحام بنمط سن المنشار الصغير بشكل جانبي.
(3) بعد اللحام، أغلق خط الغاز ومصدر الطاقة ونظف موقع العملية.
نموذج تقييم جودة اللحام
المشروع
متطلبات التقييم:
النتيجة
معايير الخصم:
نتائج الفحص
النتيجة
تشغيل ماكينة اللحام
الاستخدام السليم لماكينات اللحام
10
لا توجد نقاط للإجابات غير الصحيحة.
اختيار معلمة العملية
الاختيار العقلاني للمعلمات
10
لا نقاط للإجابات غير المنطقية.
تباين عرض التماس اللحام
≤1
10
لا توجد نقاط لتجاوز المعايير.
ارتفاع التماس اللحام المتبقي
0~2
10
لا توجد نقاط لتجاوز المعايير.
التباين في ارتفاع التماس اللحام المتبقي
≤1
5
لا توجد نقاط لتجاوز المعايير.
عدم محاذاة الحافة
لا يوجد
5
لا توجد نقاط لتجاوز المعايير.
التشوه الزاوي بعد اللحام
≤3
5
لا توجد نقاط لتجاوز المعايير.
إدراج الخبث
لا يوجد
10
خصم 5 نقاط لكل تكرار.
مسامية
لا يوجد
5
خصم نقطتين لكل تكرار.
الاختراق غير الكامل
لا يوجد
5
خصم 5 نقاط لكل تكرار.
اندماج غير مكتمل
لا يوجد
5
خصم 5 نقاط لكل تكرار.
تقويض
لا يوجد
5
خصم 4 نقاط لكل تكرار.
الاكتئاب
لا يوجد
5
خصم 4 نقاط لكل تكرار.
تشكيل مظهر التماس اللحام
التمويج متساوي وممتع من الناحية الجمالية.
10
سيتم إجراء الخصومات بشكل مناسب بناءً على الوضع الفعلي.
الأسئلة الشائعة حول لحام TIG
1. ماذا لو لامس سلك اللحام قطب التنغستن عن طريق الخطأ أثناء التشغيل؟
إذا لامس سلك اللحام قطب التنغستن، مما تسبب في حدوث ماس كهربائي فوري وتلويث خط اللحام وحبس التنغستن، يجب التوقف عن اللحام على الفور. استخدم عجلة طحن لطحن المنطقة الملوثة حتى يظهر البريق المعدني. يجب إعادة شحذ قطب التنغستن الملوث قبل مواصلة اللحام.
2. ما هو تأثير معدل تدفق غاز الأرجون على جودة خط اللحام في اللحام اليدوي اللحام بقوس التنغستن?
إذا كان تدفق غاز الأرجون صغيرًا جدًا، فمن المحتمل أن تحدث عيوب مثل المسامية وأكسدة خط اللحام. إذا كان تدفق غاز الأرجون كبيرًا جدًا، فسيتم توليد اضطراب، مما سيؤدي إلى سحب الهواء إلى منطقة اللحام، مما يقلل من التأثير الوقائي. في ممارسة الإنتاج، بالنسبة للفوهة التي يبلغ قطرها 12-20 مم، فإن نطاق التدفق الأمثل لغاز الأرجون هو 8-16 لتر/الدقيقة.
3. كيف يمكن تحديد ما إذا كان تيار اللحام مناسباً في اللحام بالقوس التنغستن اليدوي؟
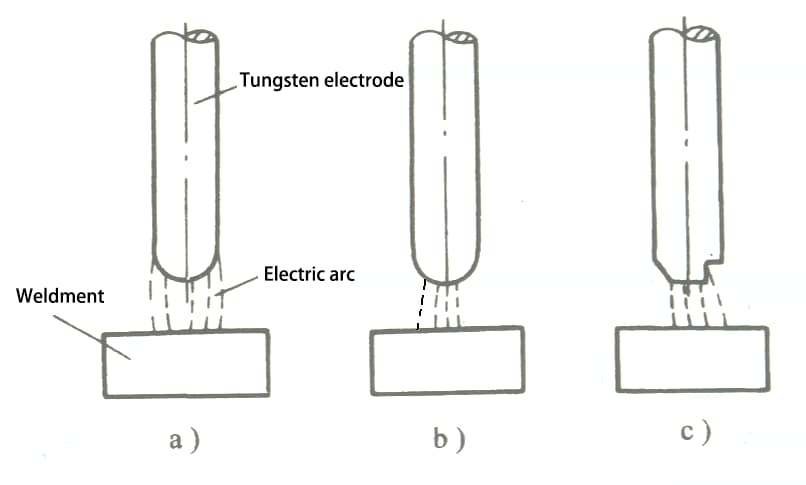
عندما يكون تيار اللحام مناسبًا، يكون القوس عند طرف قطب التنجستن نصف كروي (كما هو موضح في الشكل (أ) أدناه)، وعندها يكون القوس مستقرًا ويكون تشكيل اللحام جيدًا.
إذا كان تيار اللحام صغيرًا جدًا، فإن القوس عند طرف قطب التنغستن سينحرف، مما يتسبب في انحراف القوس (كما هو موضح في الشكل (ب) أدناه).
إذا كان تيار اللحام كبيرًا جدًا، فسوف يسخن طرف قطب التنجستن، وسوف يذوب جزء من قطب التنجستن ويسقط في حوض اللحام (كما هو موضح في الشكل (ج) أدناه)، مما يسبب عيوبًا مثل التنجستن المحبوس، وسوف يكون القوس غير مستقر، مما يؤدي إلى لحام رديء الجودة.
أ) تيار لحام عادي ب) تيار لحام صغير جداً ج) تيار لحام كبير جداً
4. ما الذي يجب ملاحظته أثناء عملية اللحام بقوس التنغستن اليدوي؟
أثناء لحام الجذر، يجب استخدام اللحام بالقوس القصير قدر الإمكان، ويجب أن تكون كمية سلك الحشو أقل، ويجب أن تتحرك شعلة اللحام بأقل قدر ممكن. عندما تكون الفجوة بين قطع العمل صغيرة, لحام الاختراق يمكن إجراؤها مباشرة. إذا كانت هناك عيوب في درز اللحام اللولبي، يجب طحن العيوب، ولا يسمح باستخدام طريقة إعادة الصهر للتعامل مع العيوب الموجودة على درز اللحام اللولبي.
أثناء اللحام بالتغطية، يجب إضافة سلك الحشو بالتساوي وبسرعة مناسبة. إذا كان سريعًا جدًا، سيكون للحام ارتفاع متبقي عالٍ؛ وإذا كان بطيئًا جدًا، سيكون خط اللحام مقعرًا ومقعرًا. سترتفع درجة حرارة قطعة العمل بشكل كبير في نهاية اللحام، في هذا الوقت يجب زيادة سرعة اللحام بشكل مناسب، ويجب إضافة بضع قطرات أخرى لملء حفرة القوس عند إطفاء القوس لمنع تكوين شقوق حفرة القوس.
ينطوي اللحام اليدوي بقوس التنغستن اليدوي على تشغيل كلتا اليدين في وقت واحد، وهو ما يختلف عن اللحام بالقوس الكهربائي. أثناء التشغيل، يكون التنسيق بين كلتا اليدين مهمًا بشكل خاص. ولذلك، ينبغي تعزيز التدريب على المهارات الأساسية في هذا المجال.
5. كيف تستخدم ماكينة لحام القوس التنغستن اليدوي بشكل صحيح؟
قبل البدء في العمل، يجب على عمال اللحام قراءة التعليمات الخاصة باستخدام معدات اللحام، وفهم الهيكل العام لمعدات اللحام وطريقة الاستخدام الصحيحة؛ يجب توصيل ماكينة اللحام بشكل صحيح وفقًا لمخطط الأسلاك الخارجية، ويجب أن تتطابق قيمة الجهد على لوحة الاسم مع قيمة جهد الشبكة، ويجب تأريض الغلاف بشكل موثوق؛ قبل استخدام ماكينة اللحام، يجب فحص توصيلات دوائر الماء والغاز لضمان إمداد الماء والغاز بشكل طبيعي أثناء اللحام. عند الانتهاء من العمل أو مغادرة موقع العمل مؤقتًا، يجب قطع التيار الكهربائي وإغلاق مصدر المياه وصمام أسطوانة الغاز.
6. ما هي الأعطال الشائعة لماكينات اللحام بالقوس التنغستن اليدوي؟ كيف يتم استكشاف الأعطال وإصلاحها؟
تشمل الأعطال الشائعة في ماكينات اللحام بقوس التنغستن انسداد أو تسرب دوائر الماء والغاز؛ عدم إحكام ظرف قطب التنغستن الخاص بشعلة اللحام مما يتسبب في عدم استقرار القوس؛ سوء الاتصال بين قطعة العمل والسلك الأرضي أو عدم نظافة قطب التنغستن لا يمكن أن يتسبب في حدوث القوس؛ صمامات آلة اللحام ذات دائرة مفتوحة، ومفتاح شعلة اللحام في حالة تلامس سيئ مما يجعل آلة اللحام غير قادرة على بدء التشغيل بشكل طبيعي؛ تلف المكونات الإلكترونية الداخلية لآلة اللحام أو أعطال المعدات الميكانيكية الأخرى، إلخ. الأعطال الشائعة و طرق استكشاف الأخطاء وإصلاحها مدرجة في الجدول التالي.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
تخيل تحويل عملية اللحام باستخدام تقنية تعزز الكفاءة دون المساس بالجودة. يحقق اللحام بالسلك الساخن TIG ذلك بالضبط عن طريق التسخين المسبق لسلك اللحام، مما يعزز السرعة والجودة.
هل تساءلت يومًا ما إذا كان اللحام باستخدام MIG أو TIG هو الخيار الأفضل لمشروعك؟ تتناول هذه المقالة الاختلافات الرئيسية والمزايا والتطبيقات الخاصة بكل طريقة لحام. من الكفاءة...
تخيل الحصول على لحامات بعمق وقوة غير مسبوقة، مما يُحدث ثورة في مشاريع التصنيع الخاصة بك. تستكشف هذه المقالة الاختلافات بين اللحام باستخدام TIG واللحام باستخدام A-TIG، مع التركيز على كيفية تعزيز اللحام باستخدام A-TIG لاختراق اللحام...
ماذا لو كان بإمكانك تعزيز اختراق اللحام وكفاءته بشكل كبير باستخدام طريقة لحام جديدة؟ تستكشف هذه المقالة اللحام النشط المقترن بمجمع المسحوق الذائب المقترن باللحام النشط TIG، وهي تقنية تقدم MnCl2...
هل اللحام بالاختراق الكامل أفضل دائمًا من اللحام بالانصهار العميق؟ يحير هذا السؤال الكثيرين في صناعة تشغيل المعادن. تفصّل هذه المقالة نقاط القوة والضعف في كلتا التقنيتين، وتوضح بالتفصيل...
كيف يمكن أن يكون لحام الفولاذ الكربوني ممارسة شائعة وتحديًا معقدًا في نفس الوقت؟ يستكشف هذا الدليل عالم لحام الفولاذ الكربوني المعقد، ويغطي أنواع الفولاذ الكربوني وأنواعه...
هل تساءلت يومًا كيف تبقى الآلات المعقدة متصلة بسلاسة؟ يغوص هذا المقال في عالم اللحام التناكبي الرائع - وهي طريقة عالية الكفاءة تستخدم لربط المعادن. سوف تتعرف على...
هل تساءلت يومًا كيف يتم لحام خزانات الوقود وبراميل النفط معًا بسلاسة؟ لحام التماس، وهي تقنية رائعة تستخدم الأقطاب الكهربائية الدوارة هي المفتاح. في هذا المقال، سوف تكتشف...