فحوصات شد صامولة اللحام ومسمار اللحام (الفحص والفحص)
هل تساءلت يوماً كيف يتم ضمان سلامة الصواميل والبراغي الملحومة في سيارتك؟ تكشف لك هذه المقالة عن العملية الدقيقة لفحوصات الجودة والفحوصات التي تحافظ على سلامة سيارتك وموثوقيتها. تعرّف على كيفية تطبيق الاختبارات والمعايير المختلفة لضمان قوة ومتانة هذه المكونات المهمة.
يستلزم جهاز شد صواميل اللحام ومسامير اللحام ضمان الجودة أثناء عملية التركيب. يعد ضمان سلامة هذه المكونات أمرًا حاسمًا للحفاظ على الموثوقية والسلامة العامة للهيكل المجمع. لتقييم جودة اللحام وموثوقية العملية، من الضروري مراقبة قوة التركيب طوال العملية. تساعد هذه المراقبة المستمرة في الكشف عن أي انحرافات أو حالات شاذة يمكن أن تضر بسلامة اللحام.
ولزيادة إثبات موثوقية عملية التركيب، يمكن دمج قياسات إضافية لضمان الجودة في سير عمل الإنتاج. قد تشمل هذه التدابير جمع البيانات وتحليلها في الوقت الحقيقي، وأنظمة الفحص الآلي، وتقنيات التحكم في العمليات الإحصائية (SPC). من خلال دمج هذه الأساليب المتقدمة لضمان الجودة، يمكن للمصنعين الاستغناء عن الحاجة إلى عمليات الفحص اللاحقة لصواميل اللحام وبراغي اللحام، وبالتالي تبسيط عملية الإنتاج وضمان جودة متسقة.
1. لمحة عامة
يتناول هذا المستند القياسي إحكام ربط الصواميل والمسامير الملحومة على الألواح الفولاذية ويوضح عملية تركيب البراغي. وتوضح بالتفصيل شروط تركيب اللحام للمركبة بأكملها. الأقسام المناسبة مسؤولة عن عمليات الفحص هذه. يجب عدم استخدام الطرق غير المذكورة في المستند، ويتعين على قسم التصنيع إجراء فحص العملية. في حالة وجود مشكلات في الجودة، يمكن لقسم الجودة زيادة عمليات التفتيش العشوائية. ولتحسين الجودة والنظام، واستجابةً لمشكلات الجودة، من الضروري إجراء اختبارات تدميرية لإطار المركبة.
2. وثائق أخرى قابلة للتطبيق
MBN 73B - صواميل سداسية الشكل
MBN 73C - صواميل مربعة الشكل
MBN 75 - مسامير اللحام الملولبة الملولبة
MBN 10176 - صواميل سداسية مع شفة
MBN 10369 - صواميل مستديرة
MBN 10390 - صواميل مستديرة على شكل قبة
MBN 10391 - مسامير اللحام مع حلقة اللحام
N13008 - صواميل ذات حواف N13008 - صواميل ذات حواف
DIN EN ISO 14270 - أحجام العينات وإجراءات الاختبار للتجريد الميكانيكي لبقع اللحام والدرزات
DIN EN ISO 14272 - أحجام العينات وإجراءات الاختبار لاختبار الشد المتقاطع لبقع اللحام
DIN EN ISO 14273 - أحجام العينات وإجراءات الاختبار لاختبار القص لبقع اللحام والدرزات
3. استخدام الاختصارات والتعاريف والرموز
لحام الحدود: اللحام المتصل هو لحام انصهار غير مكتمل، حيث يلتصق المسمار بالمكون المعدني فقط دون القوة المطلوبة.
4. مواصفات المواد والدورة
للتحكم في المواد والدورات، يجب أن تتوافق جميع المواد والطرق والعمليات والأجزاء والأنظمة مع المواصفات القانونية المعمول بها.
5. الوصف
يمكن تطبيق المحتوى التالي على الفولاذ فقط لحام الألواح.
6. فئات التركيب
صواميل الألواح الفولاذية
الفئة (أ)
الفئة ب
الأنماط
صامولة مربعة (MBN 73C أو DIN 928)
صامولة سداسية الشكل (MBN 73B أو DIN 929)
صامولة اللحام المستديرة (MBN 10369)
النمط أ النمط ب
صامولة سداسية مع شفة (MBN 10176)
صامولة مستديرة
مسمار اللحام
الفئة أ
الفئة ب
مثال على ذلك: MBN 75MBN 10391
7. الاختبارات غير المدمرة
7.1 وصف تسلسل الإجراءات
يجب إصلاح جميع اللحامات التي تم تحديدها على أنها معيبة من خلال مراقبة البارامترات (مثل علامات اللون). يجب فصل عينات الاختبار الإضافية عن قطع الاختبار العشوائية المحددة التي يتم إنتاجها. يجب الرجوع إلى وثائق العملية ذات الصلة عند فحص مسامير اللحام وصواميل اللحام. يحتاج قسم الفحص إلى تسجيل عملية الفحص بالتفصيل، بما في ذلك الطرق المستخدمة لتحديد العيوب في قطع الاختبار.
7.2 الفحص البصري 7.2 الفحص البصري
7.2.7.1 عملية التفتيش
يجب أن تتوافق عمليات التفتيش البصري مع معايير التقييم المعمول بها. وينبغي إجراء عمليات الفحص هذه بواسطة مفتشين مدربين في ظل مسافات وظروف إضاءة مناسبة لضمان الدقة والاتساق.
7.2.2.2 سجلات التفتيش
يجب تسجيل عمليات الفحص البصري بدقة في قائمة مراجعة. يجب معالجة أي عيوب مؤكدة، مثل نقاط اللحام التي تتجه نحو الحافة، وتصحيحها على الفور داخل نظام الإنتاج أو معدات اللحام لمنع تكرارها.
7.2.3 معايير التقييم 7.2.3
يجب أن يلتزم فحص صواميل اللحام بالمعايير المبينة في الجدول أدناه. تضمن هذه المعايير استيفاء جميع اللحامات لمعايير الجودة والسلامة المطلوبة.
الرقم التسلسلي
معايير التقييم:
مثال على ذلك
1
اللحامات المفقودة من المسامير/الصواميل
2
تلف أو تلوث المسامير/الصواميل (بما في ذلك ترشيش اللحام وتلف اللولب)
3
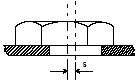
الفجوة غير مناسبة ح > 0.1 م
4
الانحراف عن موضع المركز يجب ألا تعيق الصواميل تركيب البراغي.
القيم المرجعية: بالنسبة للصواميل ذات M ≤ 5، يجب أن تكون S ≤ 1 مم. بالنسبة للصواميل ذات M ≥ 6، يجب أن تكون S ≤ 2 مم. بالنسبة للصواميل المستديرة المقوسة، يجب أن يكون S < 0.8 مم.
من خلال الالتزام بهذه المعايير، يمكن الحفاظ على جودة اللحامات وموثوقيتها، مما يضمن سلامة المنتج النهائي وأدائه.
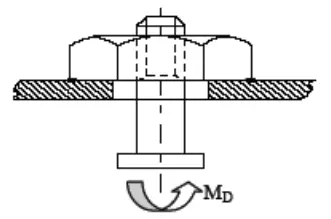
7.3 اختبار عزم الدوران
7.3.1 الصواميل الملحومة
الفحص الخارجي
قبل إجراء اختبار عزم الدوران على الصواميل الملحومة، يكون الفحص الخارجي إلزاميًا. ويجب أن يلتزم هذا الفحص بالمعايير المحددة في القسم 7-2-3. الغرض من هذا الفحص هو تحديد أي عيوب أو مخالفات مرئية قد تؤثر على سلامة اللحام أو أداء الصامولة أثناء اختبار عزم الدوران.
إجراء اختبار عزم الدوران
يعد اختبار عزم الدوران خطوة حاسمة لضمان قوة وموثوقية الصواميل الملحومة. توضح الخطوات التالية الإجراء الصحيح:
اختيار مفتاح عزم الدوران: استخدم مفتاح عزم الدوران الذي تمت معايرته ويقع ضمن نطاق الاختبار المناسب لنوع الصامولة الملحومة التي يتم اختبارها.
تطبيق عزم الدوران: قم بتطبيق عزم الدوران تدريجيًا على الصامولة. من الضروري زيادة عزم الدوران بثبات لتجنب الإجهاد المفاجئ الذي قد يؤدي إلى عطل سابق لأوانه.
مراقبة التماس اللحام: مراقبة خط اللحام بعناية أثناء تطبيق عزم الدوران. وينصب التركيز الأساسي على اكتشاف أي علامات قص أو تشقق.
تقييم القوة: إذا تم قص أو تشقق درز اللحام قبل الوصول إلى الحد الأدنى لعزم الدوران المحدد، فإن الصامولة الملحومة تعتبر ذات قوة غير كافية وتفشل في الاختبار.
معايير الاختبار
ترد المعايير والإجراءات التفصيلية لاختبار عزم دوران الصواميل الملحومة في القسم 7-3-3. توضح هذه المعايير قيم عزم الدوران المحددة وشروط الاختبار ومعايير القبول التي يجب استيفاؤها لضمان صلاحية الصواميل الملحومة للاستخدام.
قياس عزم الدوران
M4
6 نيوتن متر
M5
8 نيوتن متر
M6
14 نيوتن متر
M8
32 نيوتن متر
M10
70 نيوتن متر
M12
100 نيوتن متر
ملحوظة: يجب إجراء فحص عزم الدوران على الصواميل المربعة والسداسية، بينما يجب إجراء فحص سمك صفيحة فولاذية لا يلزم النظر في الصواميل ذات الشكل المقوس والمستديرة.
7.3.3.2 مسامير اللحام
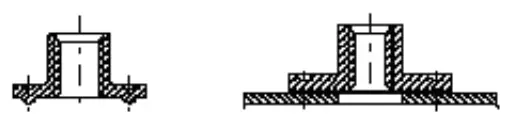
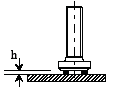
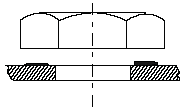
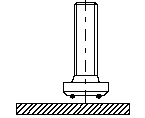
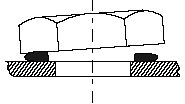
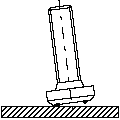
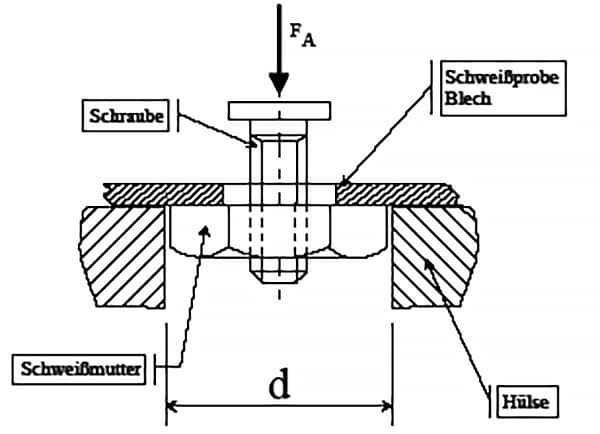
أثناء عملية فحص عزم الدوران، قم أولاً بإحكام ربط الصامولتين على مسمار اللحام (كما هو موضح في الشكل 1)، ثم قم بتطبيق عزم دوران فحص Mtest المحدد مسبقًا باستخدام مفتاح عزم مناسب، وبالتالي تعريض الصامولة لحمل التوائي (كما هو موضح في الشكل 2).
الشكل 1: منظر جانبي لمسمار اللحام
الشكل 2: معدات الفحص (مسمار لحام، صامولتان، مفتاح عزم الدوران)
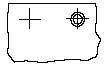
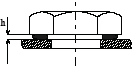
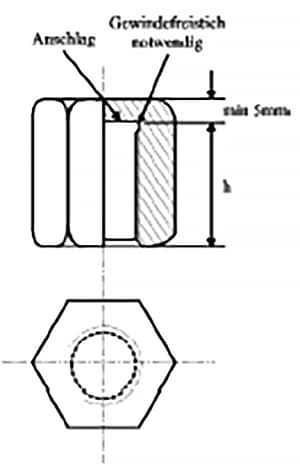
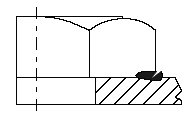
بعد ذلك، قم بإزالة الصامولتين. من المعقول استخدام صامولة مناسبة (كما هو موضح في الشكل 3). قم بتثبيت الصامولة بالكامل، ثم قم بإجراء فحص عزم الدوران.
الشكل 3: صامولة قابلة للتحديد (ح: حسب الظروف الفعلية)
7.3.3.3 معايير التقييم
بعد فحص عزم الدوران، يجب تقييم تركيب البراغي والصواميل بناءً على الأوصاف الواردة في الجدول أدناه.
قبل إجراء اختبارات عزم الدوران على الصواميل الدائرية، يجب إجراء الفحص البصري أولاً كما هو محدد في القسم 7.2.3. ابدأ بربط مسمار في الصامولة الدائرية باستخدام مفتاح عزم الدوران مع نطاق عزم دوران مناسب.
أثناء الاختبار، يتم تعريض الصامولة لعزم دوران بواسطة المسمار. إذا ظهر شرخ في التماس قبل الوصول إلى الحد الأدنى لعزم الدوران، فإنه يعتبر غير كافٍ في القوة. معيار الاختبار في القسم 7.3.3.
الحد الأدنى لعزم الدوران للصامولة الدائرية M5: 8 نيوتن متر
الحد الأدنى لعزم الدوران للصامولة الدائرية M6: 14 نيوتن متر
الحد الأدنى لعزم الدوران للصامولة الدائرية M8: 32 نيوتن متر
الحد الأدنى لعزم الدوران للصامولة الدائرية M10: 70 نيوتن متر
الحد الأدنى لعزم الدوران للصامولة الدائرية M20: 100 نيوتن متر
7.3.5 اختبار عزم الدوران لصواميل التأريض
قبل إجراء اختبارات عزم الدوران، يجب إجراء الفحوصات البصرية أولاً كما هو موضح في القسم 7.2.3. ابدأ بربط البرغي في الصامولة الأرضية باستخدام مفتاح عزم الدوران مع نطاق عزم دوران مناسب.
أثناء الاختبار، يتم تعريض الصامولة لعزم دوران بواسطة البرغي. إذا ظهر تشقق في التماس قبل الوصول إلى الحد الأدنى لعزم الدوران، تعتبر القوة غير كافية. يوجد معيار الاختبار في القسم 7.3.3.
عزم دوران صامولة التأريض M6: 14 نيوتن متر
عزم دوران صامولة التأريض M8: 27 نيوتن متر
7.3.6 اختبار عزم الدوران للصواميل التي يتعذر الوصول إليها
بالنسبة للصواميل المثبتة في التجاويف التي لا تتطلب اختبارًا منتظمًا، يمكن اختبارها باستخدام براغي بدون رأس. قم بربط البرغي بدون رأس في الصامولة، ثم استخدم مفتاح عزم الدوران مع نطاق عزم دوران مناسب لاختبار عزم دوران الصامولة.
إذا ظهر تشقق في الصامولة قبل الوصول إلى الحد الأدنى لعزم الدوران، تعتبر القوة غير كافية. يرد معيار الاختبار في القسم 7.3.3.
قياس عزم الدوران
M4
4 نيوتن متر
M5
5 نيوتن متر
M6
8 نيوتن متر
M8
20 نيوتن متر
M10
50 نيوتن متر
M12
80 نيوتن متر
ملاحظة: يمكن استخدام براغي محسنة إذا لزم الأمر.
8. الاختبار التدميري
الاختبار التدميري هو أسلوب فحص متخصص يتم إجراؤه على إطارات المركبات لتعزيز الجودة والتحقيق في مشاكل الجودة. يتضمن هذا النوع من الاختبارات إتلاف أو تدمير المكوّن عمداً لتقييم أدائه وسلامته تحت الضغط.
8.1 الاختبار المدمر لصواميل التأريض
قبل إجراء اختبار تدميري على صواميل التأريض، يجب إجراء فحص بصري كما هو موحد في القسم 7-3-3.
التحضير: استخدم الأدوات المناسبة لتجريد الصفيحة الفولاذية الملحومة من صامولة التأريض.
الفحص: تحقق مما إذا كان 80% أو أكثر من محيط اللحام ملحومًا.
ملاحظة:: يعتبر اللحام 80% كافياً لأغراض التأريض.
8.2 اختبار عزم الدوران المدمر
يتضمن اختبار عزم الدوران المدمر استخدام مفتاح عزم الدوران مع نطاق عزم دوران مناسب لتحديد عزم الدوران المطلوب لفك الصامولة. ويرد في الجدول 6-6 الحد الأدنى لعزم فصل اللحام في الجدول 6-6.
الإجراءات: تشبه طريقة اختبار الصواميل المستديرة الاختبار غير المتلف (انظر القسم 7.2.3).
التطبيق: قم بتطبيق عزم الدوران على الصامولة باستخدام برغي حتى يفشل اللحام.
الأداة: استخدم نفس مفتاح عزم الدوران المحدد في القسم 9.
8.2.2.2 اختبار عزم دوران اللحام المدمر
الإجراءات: طريقة اختبار مسامير اللحام مشابهة للاختبار غير المتلف (انظر القسم 7-3-2).
التطبيق: قم بتطبيق عزم الدوران على الصامولة باستخدام برغي حتى يفشل اللحام.
الأداة: استخدم نفس مفتاح عزم الدوران المحدد في القسم 9.
8.3 اختبار الضغط
8.3.1 تسلسل الاختبار
المعدات: يجب أن تكون قوة ضغط معدات الاختبار كافية لقياس اللحام المنفصل.
المقارنة: يجب مقارنة القوة $1T$ F_A $$ مع الحد الأدنى لقيمة القوة المدرجة في الجدول 8-4.
التقييم: بالإضافة إلى ذلك، يجب تقييم سطح الكسر لتحديد ما إذا كان قد تم تشكيل نقطة لحام كاملة.
8.3.2 معدات الاختبار 8.3.2
صامولة سداسية الشكل
صامولة مربعة
القطر (مم)
سُمك اللوحة (مم)
الطول (مم)
M3
10
2
40
M4
M4
12
M5
M5
13
M6
M6
14
M8
18
M8
21
M10
23
M12
M10
27
M14
M12
31
M16
M14
33
بالنسبة للمكونات غير المدرجة في الجدول، مثل البراغي الدائرية أو الصواميل، يجب أن تكون معدات الفحص مماثلة لما سبق.
8.4 قائمة تفتيش القوة 8.4
المكونات المذكورة في القسم السادس.
قطر الخيط
سُمك اللوحة
قوة الضغط
M4
0.75 1.0 1.5
> 1.3 كيلو نيوتن
M5
0.75 1.0 1.5
> 2.0 كيلو نيوتن
M6
1.0 1.5 2.5
> 2.5 كيلو نيوتن
M8
1.0 2.0 3.0
> 3.0 كيلو نيوتن
M10
1.25 2.0 3.0
> 4.0 كيلو نيوتن
7/16''
1.25 2.0 3.0
> 5.0 كيلو نيوتن
M12
1.5 2.0 3.0
>6.0 كيلو نيوتن
يجب أن يتم الاتفاق مع الإدارات المسؤولة ذات الصلة على الضغط المفرط الذي يتجاوز النطاق.
8.5 فحص اختبار التقشير 8.5
يعتبر فحص اختبار التقشير طريقة حاسمة لتقييم سلامة صواميل الألواح الفولاذية الملحومة. تتضمن هذه الطريقة تقشير الصامولة عن الصفيحة الفولاذية باستخدام أدوات مناسبة مثل المطرقة أو الإزميل أو معدات اختبار الشد. الهدف هو التأكد من أن نقاط اللحام تحافظ على أبعادها وسلامتها بعد اللحام.
الإجراء:
تقشير الجوز: باستخدام أدوات مناسبة، قم بتقشير الصامولة بعناية من اللوح الفولاذي.
فحص نقاط اللحام: افحص كل نقطة لحام للتحقق من تطابق أبعاد نقطة اللحام على الصفيحة الفولاذية المقشرة مع أبعاد ما قبل اللحام. على سبيل المثال:
يجب أن تحافظ نقطة اللحام التي يبلغ قطرها قبل اللحام 24 مم على قطر لا يقل عن 24 مم بعد اللحام.
يجب أن تحافظ نقطة اللحام ذات أبعاد ما قبل اللحام 3 × 8 مم على بعد 3 × 8 مم كحد أدنى بعد اللحام.
معايير القبول:
اللحامات الموضعية: تعتبر طبقات اللحام مقبولة إذا استوفت الشروط التالية:
3 من أصل 4 لحامات موضعية تفي بالمتطلبات.
2 من أصل 3 لحامات موضعية تفي بالمتطلبات.
8.6 فحص المقاطع العرضية المعدنية الخاصة
في حالات خاصة معينة، يتم استخدام فحص المقطع العرضي المعدني لتقييم حالة التثبيت للمسامير والصواميل. توفر هذه الطريقة عرضًا تفصيليًا للهيكل الداخلي وسلامة التثبيت.
الإجراء:
التدريب الخاص: يجب إجراء هذا التفتيش من قبل موظفين تلقوا تدريبًا متخصصًا.
إرشادات التدريب: يجب تقديم التدريب من قبل مهندس لحام معتمد أو خبير لحام معتمد.
الأهمية:
تعتبر طريقة الفحص هذه ضرورية لضمان موثوقية وسلامة التثبيت في التطبيقات التي قد لا تكفي فيها طرق الفحص القياسية.
9. جدول اختبار عزم الدوران
كما ذكرنا في القسم 6، بالنسبة للأجزاء.
الاختبار التدميري
الاختبارات غير المدمرة
قطر الخيط
سُمك اللوحة
إعداد عزم الدوران في نظام اللحام.
مراقبة عزم الدوران أثناء عملية فحص الجزء، والذي يرتبط بسُمك اللوحة.
M4
0.7 1.25 1.5
13 نيوتن متر 13 نيوتن متر 16 نيوتن متر
6 نيوتن متر 8 نيوتن متر 8 نيوتن متر
M5
0.7 1.25 1.5
20 نيوتن متر 29 نيوتن متر 29 نيوتن متر
8 نيوتن متر 10 نيوتن متر 10 نيوتن متر
M6
0.8 1.5 2.0
24 نيوتن متر 33 نيوتن متر 34 نيوتن متر
14 نيوتن متر 20 نيوتن متر 20 نيوتن متر
M8
1.0 2.0 3.0
58 نيوتن متر 61 نيوتن متر 60 نيوتن متر
32 نيوتن متر 38 نيوتن متر 38 نيوتن متر
M107/16''
1.25 2.0 3.0
112 نيوتن متر 133 نيوتن متر 125 نيوتن متر
70 نيوتن متر 90 نيوتن متر 90 نيوتن متر
M12
>1.5
140 نيوتن متر
100 نيوتن متر
ملاحظة: معيار الفحص الوارد في 6.2.3 مخصص لألواح الصلب الرقيقة.
10. وثيقة التفتيش
يجب تسجيل فحص العينات العشوائية. ويجب الاحتفاظ بنتائج عمليات الفحص العشوائي لفترة محددة.
10.1 التدابير العلاجية للعيوب
إذا تم اكتشاف عيوب أثناء عملية التفتيش، يجب تصحيحها على الفور. بالإضافة إلى ذلك، يجب فحص الأنظمة ذات الصلة أو تصحيحها.
يجب إصلاح جميع المركبات التي تعاني حالياً من نفس المشاكل. يجب إزالة صواميل البرشام المعيبة، ولتأمين البراغي أو الصواميل الجديدة، يجب الحفاظ على سطح اللوحة نظيفاً ومسطحاً.
بالنسبة للحالات الفردية التي لا يمكن فيها استبدال البراغي والصواميل، يجب إنشاء طرق إصلاح مناسبة من خلال QPQ (Quench-Polish-Quench) و EP/CSV (Electropolishing/CSV (Electropolishing/CSV) (المعالجة السطحية الكهربائية/المعالجة السطحية الكيميائية).
11. أدوات الفحص
يحتاج قسم الفحص أيضًا إلى التحقق من أدوات الفحص.
يجب أن تستوفي مفاتيح عزم الدوران المستخدمة الشروط التالية:
فرق عمل العزم في حدود 10% من نطاق الفحص
نتائج الفحص المرئي
الأسئلة المتداولة
فيما يلي إجابات على بعض الأسئلة المتداولة:
ما هي أفضل الممارسات لتركيب صواميل اللحام؟
تتضمن أفضل الممارسات لتركيب صواميل اللحام إعدادًا دقيقًا وتقنيات لحام دقيقة واختبارات شاملة لضمان اتصال قوي وموثوق.
أولاً، حدد النوع المناسب من صامولة اللحام وطريقة التركيب. الطريقتان الأساسيتان هما اللحام بالإسقاط واللحام بالتفريغ السعوي. اللحام بالإسقاط هو الأكثر شيوعًا، باستخدام صواميل ذات نتوءات يتم تسخينها بواسطة تيار كهربائي حتى تنهار وتندمج مع الصفيحة المعدنية. يستخدم اللحام بالتفريغ السعوي أيضًا تيارًا كهربائيًا ولكنه أقل شيوعًا.
يعد التموضع السليم وإعداد السطح أمرًا بالغ الأهمية. تأكد من محاذاة صامولة اللحام بشكل صحيح مع الثقب في الصفيحة المعدنية. يجب أن يكون السطح مسطحًا ونظيفًا وخاليًا من الحطام لتحقيق لحام موثوق به. بالنسبة للصواميل ذات النتوءات، يجب أن تكون هذه الصواميل ملامسة مباشرة للوح المعدن المزاوج.
أثناء عملية اللحام، يجب أن يكون التيار كافيًا لتسخين النتوءات إلى درجة حرارة اللحام دون التسبب في طرد المعدن. يجب أن تكون قوة القطب الكهربائي كافية لجعل أداة التثبيت ملامسة للصفائح المعدنية دون التسبب في انهيار النتوءات قبل الأوان. عند اللحام داخل أنبوب أو مساحة مغلقة، استخدم ماكينة لحام سلكية، مع توجيهها من خلال الفتحة للحام مباشرة على الصامولة وتجنب لحام الفتحة نفسها. تأكد من أن الأنبوب أو الصفيحة المعدنية في وضع رأسي لاستخدام الجاذبية لصالحك.
بعد اللحام، قم بإجراء اختبارات سحب للتطبيقات الحرجة لضمان قدرة صامولة اللحام على تحمل الأحمال المتوقعة. قد يكون من الضروري أيضًا إجراء اختبارات تدميرية على التجميعات الفرعية لضمان الجودة.
ضع في اعتبارك مادة كل من الصامولة واللوح المعدني. استخدم صواميل مصنوعة من مواد متوافقة، مثل صواميل A307 أو A563 من الدرجة A، والتي لا تتم معالجتها بالحرارة. يمكن أن تؤثر سماكة الصفيحة المعدنية ومادتها على قوة اللحام، حيث توفر الصفائح والمواد الأكثر سمكًا مثل DP600 المغلفة بالزنك لحامات أقوى.
في الحالات التي يكون فيها اللحام غير ممكن، ضع في اعتبارك بدائل مثل صواميل البرشام العمياء، والتي توفر تركيبًا سريعًا وبسيطًا دون الحاجة إلى الوصول إلى جانبي المادة. يمكن أيضًا النظر في الحلول المخصصة التي تستخدم صواميل مثقوبة ومثقوبة وملحومة مصنوعة من مخزون القضبان لتلبية متطلبات محددة.
من خلال الالتزام بأفضل الممارسات هذه، يمكنك التأكد من تثبيت صواميل اللحام بشكل صحيح، مما يوفر حل تثبيت يمكن الاعتماد عليه لمختلف التطبيقات.
ما هي الأدوات الضرورية لتركيب صامولة اللحام؟
لتركيب صواميل اللحام، يلزم وجود العديد من الأدوات الأساسية لضمان وجود رابطة قوية وموثوقة. تشمل الأدوات الرئيسية ما يلي:
ماكينة لحام الإسقاط: تُستخدم هذه الماكينة عادةً في لحام الصواميل عن طريق تطبيق تيار كهربائي لتسخين النتوءات الموجودة على الصامولة ودمجها مع المادة المحيطة بها.
معدات اللحام بالتفريغ السعوي: على غرار اللحام بالإسقاط، تستخدم هذه المعدات التفريغ الكهربائي لإذابة بروزات الصامولة ودمجها مع المكون المعدني.
الأقطاب الكهربائية: ضرورية لتوصيل التيار الكهربائي أثناء اللحام، يجب وضع الأقطاب الكهربائية بشكل صحيح على جانبي المكون.
لقم الثقب: لقم الثقب الدقيق ضروري لعمل ثقوب في الصفيحة المعدنية حيث سيتم تركيب صامولة اللحام. يجب أن يكون حجم لقم الثقب أصغر قليلاً من البرغي لتجنب زيادة حجم الثقب.
الصنابير: تُستخدم لاستعادة أو إنشاء خيوط جديدة في حالة تلف خيوط صامولة اللحام أو إنشاء خيوط جديدة، وهي مفيدة بشكل خاص في الأماكن الضيقة.
أدوات أو مفاتيح ربط أو مفاتيح ربط مخصصة: لتثبيت الصامولة في مكانها ومنعها من الدوران أثناء اللحام، خاصةً في الأماكن الضيقة أو المحصورة.
المشابك والتركيبات: تضمن هذه الأدوات المحاذاة السليمة وتأمين الصامولة أثناء عملية اللحام، وهو أمر بالغ الأهمية للتطبيقات الدقيقة.
معدات الحماية الشخصية (PPE): نظارات السلامة والقفازات وخوذة اللحام ضرورية للحماية من مخاطر اللحام مثل الشرر والأشعة فوق البنفسجية والصدمات الكهربائية.
إن استخدام هذه الأدوات، إلى جانب التقنيات المناسبة، يضمن تركيب صواميل اللحام بكفاءة وفعالية مما ينتج عنه رابطة قوية وموثوقة لمختلف التطبيقات.
كيف يمكنني التأكد من المحاذاة الصحيحة أثناء تركيب صامولة اللحام؟
لضمان المحاذاة السليمة أثناء تركيب صامولة اللحام، يجب مراعاة العديد من العوامل والتقنيات الهامة:
أولاً، يجب أن يكون إعداد الماكينة والإلكترود دقيقًا. يجب أن يكون حجم ماكينة اللحام مناسبًا للقفل المحدد الذي يتم لحامه، ويجب أن تكون ظروف اللحام ضمن نطاق التشغيل العادي للماكينة. يجب أن يكون إطار ماكينة اللحام ومجموعة القطب الكهربائي صلبًا لمنع الانثناء والاختلال تحت الحمل. من المهم التأكد من أن قوة القطب قادرة على تثبيت كل بروز بإحكام على الختم أثناء فترة اللحام الأولية، حيث إنها تمنع طرد المعدن قبل التقاء الأجزاء معًا.
من الضروري أيضًا صيانة ومحاذاة الأقطاب الكهربائية. يجب أن تكون أسطح الأقطاب الكهربائية مسطحة ومحاذاة بشكل جيد وخالية من الزيت أو الأوساخ أو الأغشية. يجب أن تكون الأقطاب الكهربائية العلوية على نفس خط الوسط. يمكن أن يساعد استخدام أقطاب كهربائية من سبائك النحاس من الفئة 2 أو أقطاب نحاسية نحاسية أكثر صلابة في تقليل تآكل القطب. يجب أن يكون مسمار اللحام للقطب السفلي مصنوعًا من مادة معزولة بشكل صحيح، مثل السيراميك، ويجب أن يكون محملًا بنابض أو هواء للمساعدة في تبريد اللحام وطرد أي ترشيش لحام.
يمكن أن يساعد تصميم صامولة اللحام نفسها بشكل كبير في المحاذاة. يمكن لصواميل اللحام ذاتية التحديد، والتي تتميز بطوق محاذاة، أن تمنع ترشيش اللحام من دخول منطقة اللولب والمحاذاة الذاتية في أحجام الفتحات القياسية. وتوفر التصميمات المختلفة، مثل صواميل اللحام ذات الإسقاط اللولبي أو صواميل اللحام ذات الإسقاط السداسي 3، إسقاطات متعددة تساعد على تحقيق لحامات قوية وموثوقة.
الإعداد والتركيب مهمان بنفس القدر. من الضروري إجراء حفر دقيق للثقوب في الجزء المعدني لمطابقة أبعاد صامولة اللحام. يمكن أن يساعد استخدام مسمار مقلوب إلى القطر الأساسي في تحديد موقع الصامولة في الثقب وضمان محاذاة متحدة المركز. نظافة الأقطاب الكهربائية ومواد الصفيحة وصواميل اللحام أمر حيوي؛ يجب أن تكون جميع المكونات خالية من الشحوم أو الصدأ أو النتوءات أو غيرها من الملوثات قبل التركيب.
أثناء إجراء اللحام، من المهم اتباع الخطوات الموصوفة، مع مراعاة نوع الصامولة أو المسمار وحجم وموقع النتوءات وسُمك الجزء المختوم ودرجة مادته. من المهم تحديد جدول اللحام الأمثل، بما في ذلك قوة القطب الكهربائي ووقت اللحام وتيار اللحام. يمكن أن يؤدي إجراء اختبارات مدمرة مثل اختبارات الدفع أو التقشير إلى التحقق من تحقيق الحد الأدنى لعزم الدوران المحدد باستخدام المعلمات المحددة.
وأخيرًا، من الضروري استكشاف المشكلات الشائعة التي يمكن أن تؤثر على المحاذاة وجودة اللحام وإصلاحها. يجب تحديد المشاكل مثل قوة القطب العالية، ومستويات التيار المنخفضة، واللوحات أو الصواميل المتسخة، والصواميل غير المتمركزة، وتنظيم الضغط غير المتناسق، وأوقات اللحام غير الصحيحة ومعالجتها على الفور.
من خلال الالتزام بهذه الإرشادات، يمكن للمصنعين تقليل الأخطاء إلى أدنى حد ممكن، مما يضمن تركيب صواميل اللحام بنجاح وموثوقية.
ما هي المشاكل الشائعة التي تواجهها أثناء تركيب صامولة اللحام وكيف يمكنني حلها؟
عند تركيب صواميل اللحام، يمكن أن تنشأ العديد من المشاكل الشائعة، ولكل منها حلول محددة لضمان نجاح وموثوقية اللحام.
إحدى المشكلات الشائعة هي تناثر اللحام وتشويه الخيط. لتجنب ذلك، تأكد من أن أسطح القطب الكهربائي مسطحة ومحاذاة جيدًا وخالية من الزيت أو الأوساخ أو الأغشية. يمكن أن يساعد استخدام مسمار مدعوم بالهواء في القطب السفلي في تبريد اللحام وطرد أي ترشيش لحام، مما يمنعها من الالتصاق بمسمار التوجيه وتقليل تآكل غطاء القطب الكهربائي.
اللحامات الباردة هي مشكلة أخرى متكررة، تحدث إذا لم يتم ضبط ظروف اللحام بشكل صحيح. تأكد من أن ماكينة اللحام مضبوطة الحجم بشكل صحيح بالنسبة للقفل الذي يتم لحامه، وأن ظروف اللحام المطلوبة تقع ضمن نطاق التشغيل العادي للماكينة. يجب أن تثبت قوة القطب الكهربائي كل نتوء بإحكام على الختم خلال الفترة الأولية من وقت اللحام وأن يكون لها خصائص متابعة جيدة عندما تنهار النتوءات أثناء عملية اللحام.
يمكن منع اختلال محاذاة الثقب عن طريق ضمان تثبيت القطب الكهربائي العلوي لبروزات القطب في مكانها بدقة على الجزء المعدني المختوم. يجب أن يكون إطار ماكينة اللحام ومجموعة القطب الكهربائي صلبًا لتجنب الانثناء واختلال المحاذاة تحت الحمل.
يمكن أن تنشأ مشاكل المعالجة الحرارية عند التعامل مع البراغي والصواميل عالية القوة والمعالجة بالحرارة، حيث يمكن أن تتسبب الحرارة والتبريد السريع من اللحام بالتبريد في حدوث تشقق أو تغيير خصائص المادة. لتجنب ذلك، استخدم الصواميل غير المعالجة حراريًا، مثل صواميل A307 أو A563 من الدرجة A. وبدلاً من ذلك، ضع في اعتبارك استخدام مواد مثل مخزون قضبان القضبان A36 أو غيرها من المواد المؤهلة مسبقًا والمناسبة للحام.
يمكن أن يؤدي الاختراق الضعيف للحام، خاصة في الصواميل الملحومة على الفور إلى انفصال الصواميل بمرور الوقت. تأكد من اختراق اللحام بشكل صحيح من خلال ضبط معلمات اللحام واستخدام قوة القطب الصحيحة. بالنسبة للحامات الضعيفة الموجودة، قد يتضمن إصلاح صواميل اللحام أو استبدالها حفر ثقوب جديدة واستخدام مفتاح ربط وصامولة على الجانب الخلفي، على الرغم من أن هذا الأمر غير مرغوب فيه بسبب احتمال تلف الإطار.
من خلال اتباع إرشادات الإعداد السليم، واختيار المواد المناسبة، واستخدام تقنيات اللحام الصحيحة، وإجراء عمليات فحص منتظمة بعد اللحام، والاستعداد للإصلاح والاستبدال عند الضرورة، يمكن للمصنعين التخفيف من المشاكل الشائعة المرتبطة بتركيب صواميل اللحام، مما يضمن لحامات موثوقة وعالية الجودة.
كيف تقارن صواميل Rivnuts و Plus Nuts بصواميل اللحام التقليدية؟
عند مقارنة صواميل Rivnuts وصواميل Plus بصواميل اللحام التقليدية، يجب مراعاة عدة عوامل رئيسية، بما في ذلك طريقة التركيب وملاءمة التطبيق والقوة وسهولة الاستخدام.
طريقة التركيب: يتم لحام صواميل اللحام بمكون معدني آخر باستخدام ماكينة لحام. تتطلب هذه العملية معدات متخصصة وتضمن وجود رابطة قوية ودائمة. ومع ذلك، فإن عملية اللحام تعني أن صواميل اللحام عادةً ما تكون غير مطلية وقد تتطلب طلاء أو طلاء لاحق للحماية من التآكل.
يتم تثبيت صواميل الصواميل (المعروفة أيضًا باسم صواميل البرشام العمياء) باستخدام أداة يدوية أو أداة هوائية ويمكن تثبيتها بالكامل من جانب واحد. وهذا يجعلها مفيدة بشكل خاص للتطبيقات التي يتعذر فيها الوصول إلى جانبي المادة. يتم إدخال صواميل البرشام ثم تنتفخ على الجانب الخلفي أثناء إحكام التثبيت، مما يؤدي إلى تثبيت التجميع في مكانه.
المكسرات الزائدة، على الرغم من عدم تفصيلها بشكل صريح، إلا أنها تعمل بشكل عام بشكل مماثل للصواميل المخروطية ولكن قد يكون لها اختلافات تصميمية محددة. ينطبق المبدأ العام المتمثل في إدخالها ثم تأمينها من خلال إجراء ميكانيكي (مثل الانتفاخ).
ملاءمة التطبيق: تعتبر صواميل اللحام مثالية للتطبيقات التي تتطلب أقوى رابطة ممكنة، خاصةً في الصفائح المعدنية الرقيقة أو حيث تكون القوة والمتانة العالية أمرًا بالغ الأهمية. وغالبًا ما تستخدم في الاستخدامات الشاقة والحرجة حيث تكون سلامة التثبيت أمرًا بالغ الأهمية.
الصواميل متعددة الاستخدامات ومناسبة لمجموعة واسعة من المواد، بما في ذلك الصفائح المعدنية والمواد المصفحة والركائز الهشة حيث لا يمكن استخدام ثقب الثقب العادي. وهي مفيدة بشكل خاص في التطبيقات التي يكون فيها الوصول إلى جانبي المادة محدودًا.
القوة والمتانة: توفر صواميل اللحام أقوى رابطة من بين الخيارات الثلاثة بسبب عملية اللحام التي تدمج الصامولة بالمعدن. وهذا يجعلها مناسبة للتطبيقات عالية الإجهاد والحمولة العالية.
على الرغم من قوة الصواميل، إلا أنها لا تضاهي بشكل عام قوة صواميل اللحام. ومع ذلك، فإنها توفر حلاً موثوقاً وآمناً للتثبيت، خاصةً في السيناريوهات التي لا يكون فيها اللحام ممكناً أو عملياً.
سهولة الاستخدام والتكلفة: تتطلب صواميل اللحام معدات لحام متخصصة ويمكن أن يتطلب تركيبها عمالة أكثر كثافة. وهذا يزيد من تكلفة وتعقيد عملية التركيب. بالإضافة إلى ذلك، تحتاج صواميل اللحام عادةً إلى طلاء أو دهان بعد التركيب للحماية من التآكل.
من الأسهل تركيب صواميل Rivnuts باستخدام أدوات يدوية أو أدوات تعمل بالهواء المضغوط، وهي أقل تكلفة نسبيًا مقارنةً بمعدات اللحام. وهذا يجعل صواميل Rivnuts خيارًا أكثر سهولة وفعالية من حيث التكلفة للعديد من التطبيقات.
الملخص: توفر صواميل اللحام أقوى رابطة وهي مناسبة للتطبيقات عالية الإجهاد ولكنها تتطلب معدات متخصصة ويتطلب تركيبها عمالة أكثر كثافة وتكلفة أعلى. من ناحية أخرى، فإن صواميل اللحام أسهل في التركيب، ومناسبة لمختلف المواد وسيناريوهات الوصول المحدودة، وهي حل أكثر فعالية من حيث التكلفة ومتعددة الاستخدامات، على الرغم من أنها لا تضاهي قوة صواميل اللحام. عند الاختيار بين هذه الخيارات، ضع في اعتبارك الاحتياجات المحددة للاستخدام الخاص بك، بما في ذلك القوة المطلوبة وسهولة التركيب والمواد المستخدمة.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
هل تساءلت يومًا لماذا تصمد بعض الهياكل الفولاذية أمام اختبار الزمن بينما تتعثر هياكل أخرى؟ تستكشف هذه المقالة عالم الوصلات الملحومة والمثبتة بمسامير في الهياكل الفولاذية، وتسلط الضوء على...
هل سبق لك أن فكرت في الأبطال المجهولين الذين يربطون آلاتنا ببعضها البعض؟ في هذا المقال، سنستكشف في هذا المقال العالم الرائع للوصلات الميكانيكية، من البرشام المتواضع إلى اللحام العظيم....
تخيّل تحويل أغراضك البلاستيكية اليومية إلى مكونات متينة وعالية القوة بمجرد تضمين صواميل نحاسية صغيرة. يستكشف منشور المدونة هذا العالم الرائع لصواميل النحاس الذائب على الساخن، ويكشف عن...
لماذا تستخدم الطائرات المسامير بدلاً من اللحام؟ تكمن الإجابة في التحديات الفريدة لهندسة الطيران. يوفر التثبيت بالمسامير ثباتًا وموثوقية أكبر، وهو أمر ضروري للمواد الرقيقة وخفيفة الوزن...
هل تساءلت يومًا ما الذي يدخل في اختيار مضخة المياه المثالية؟ في منشور المدونة هذا، سنغوص في عالم الشركات المصنعة للمضخات ونستكشف العوامل الرئيسية التي يجب أن...
كيف تختار بين مقياس التدفق ذي الفتحة ومقياس التدفق الإسفيني؟ يعمل كلاهما على قياس التدفق، ولكن لهما مزايا وعيوب مميزة. تشتهر مقاييس التدفق ذات الفوهة بخصائصها...
هل عانيت من قبل في إنشاء خيوط مثالية في قطع العمل الخاصة بك؟ تكشف هذه المقالة النقاب عن أسرار النقر، وهي عملية حاسمة في التصنيع الآلي. تعرّف على كيفية تحسين أداء الحنفية واختيار الخيط المناسب...
هل تساءلت يومًا عن مدى أهمية موانع التسرب الميكانيكية في منع التسريبات وضمان التشغيل السلس للآلات؟ في منشور المدونة هذا، سوف نتعمق في عالم الموانع الميكانيكية...