
استهلاك قضبان اللحام: دليل الحساب
هل تساءلت يومًا عن كيفية حساب استهلاك قضبان اللحام بدقة؟ في منشور المدونة هذا، سنستكشف الطرق والصيغ التي يستخدمها خبراء الصناعة لتقدير استهلاك قضبان اللحام...
هل تساءلت يومًا عن سبب فشل الهياكل الملحومة أحيانًا على الرغم من مظهرها القوي؟ يغوص هذا المقال في التحديات الخفية للحام، مستكشفًا كيف يمكن أن يؤدي التسخين والتبريد غير المتكافئ إلى الإجهاد والتشويه وحتى الفشل الهيكلي. في النهاية، ستفهم العوامل الرئيسية التي تؤثر على جودة اللحام وكيفية التخفيف من هذه المشاكل.

على الرغم من استخدام الهياكل الملحومة على نطاق واسع في الصناعة، إلا أنها غالبًا ما تمثل تحديات متأصلة مرتبطة في المقام الأول بالوصلات الملحومة. ويمكن تصنيف هذه التحديات في عدة مجالات رئيسية:
1. الإجهاد المتبقي والتشويه:
تؤدي عملية اللحام إلى تسخين موضعي مكثف وموضعي يتبعه تبريد سريع، مما يؤدي إلى تمدد وانكماش حراري غير منتظم. يؤدي هذا التدوير الحراري إلى ضغوط متبقية وتشويه في الهيكل الملحوم. هذه المشكلات لا تؤثر على دقة الأبعاد والجودة الجمالية فحسب، بل تؤدي أيضًا إلى تعقيد عمليات ما بعد اللحام. وفي الحالات الشديدة، قد تتأثر السلامة الهيكلية الكلية وقدرة التحميل بشكل كبير.
2. التغييرات الهيكلية المجهرية:
تخضع الوصلات الملحومة لثلاث مراحل متميزة أثناء التكوين: الذوبان والتصلب وتطور المنطقة المتأثرة بالحرارة (HAZ). وتغير كل مرحلة من هذه المراحل البنية المجهرية للمادة، مما قد يؤدي إلى تعديل خواصها الميكانيكية ومقاومة التآكل وسلوك التعب. يمكن أن تظهر منطقة HAZ، على وجه الخصوص، خصائص مختلفة بشكل ملحوظ عن المعدن الأساسي ومعدن اللحام.
3. تعديلات الممتلكات المادية:
يمكن أن يؤدي اللحام إلى تغيير خصائص المادة الأساسية بشكل كبير. قد تشمل هذه التغييرات تعديلات في القوة والليونة والمتانة والصلابة. في بعض السبائك، يمكن أن يحدث تصلب الترسيب أو نمو الحبوب في بعض السبائك، بينما يمكن ملاحظة التليين في سبائك أخرى بسبب الإفراط في التقادم. يعد فهم هذه التغيرات المعدنية والتخفيف من حدتها أمرًا بالغ الأهمية للحفاظ على خصائص المواد المطلوبة في الهيكل الملحوم.
4. تركيز الإجهاد وأنماط الفشل:
يعمل إجهاد اللحام، وخاصة الإجهاد المتبقي، كمساهم كبير في آليات الفشل المختلفة:
5. عدم دقة الأبعاد:
يظهر تشوه اللحام كتغيرات في شكل وأبعاد الهيكل الملحوم. ويمكن أن يؤدي ذلك إلى:
يمكن أن تؤثر هذه التشوهات بشكل كبير على جودة التصنيع والأداء الوظيفي وعمر الخدمة للهيكل الملحوم. وغالبًا ما تكون استراتيجيات التخفيف مثل التصميم المناسب للمفصل، والمدخلات الحرارية الخاضعة للرقابة، وتسلسل اللحامات، ومعالجات ما بعد اللحام ضرورية لتقليل هذه الآثار الضارة.
1. التشويه
يشير التشوه في اللحام إلى التغيير غير المقصود في شكل وأبعاد قطعة العمل الناتج عن دورات التسخين والتبريد غير المنتظمة المتأصلة في عملية اللحام. تحدث هذه الظاهرة بسبب التمدد والانكماش الحراري الموضعي للمادة، بالإضافة إلى التحولات الطورية في المنطقة المتأثرة بالحرارة (HAZ).
2. الإجهاد
يُعرّف الإجهاد بأنه القوة الداخلية لكل وحدة مساحة التي تؤثر داخل المادة استجابةً للأحمال الخارجية أو عوامل أخرى مثل التدرجات الحرارية. وفي اللحام، يظهر الإجهاد على النحو التالي:
3. إجهاد اللحام وتشويه اللحام
يشير إجهاد اللحام إلى النظام المعقد للإجهادات الداخلية التي تتطور داخل اللحام أثناء عملية اللحام وبعدها. وتنشأ هذه الضغوط من:
تشوّه اللحام هو التغير القابل للقياس في هندسة وأبعاد اللحام الناجم عن التأثيرات التراكمية لإجهادات اللحام. وتشمل الأنواع الشائعة لتشويه اللحام ما يلي:
يعد فهم العلاقة المتبادلة بين إجهاد اللحام والتشويه أمرًا بالغ الأهمية لتنفيذ استراتيجيات تخفيف فعالة في تصميم اللحام وعمليات التصنيع.
1. التسخين غير المتساوي للحامات
(1) الإجهاد والتشويه الناجمين عن التسخين المركزي للشريط الطويل (على غرار التسطيح)
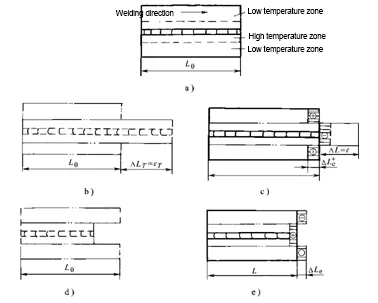
إجهاد وتشويه مركز الشريط الفولاذي أثناء التسخين والتبريد
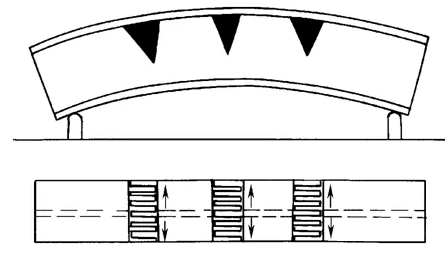
(2) الإجهاد والتشويه الناجمين عن التسخين على جانب واحد من الشريط الطويل (ما يعادل تسطيح حافة اللوحة)

الإجهاد والتشويه أثناء التسخين والتبريد على جانب واحد من صفيحة فولاذية الحافة
2. انكماش المعدن الملحوم
3. تغيير الهيكل المعدني
4. صلابة اللحام وضبطه
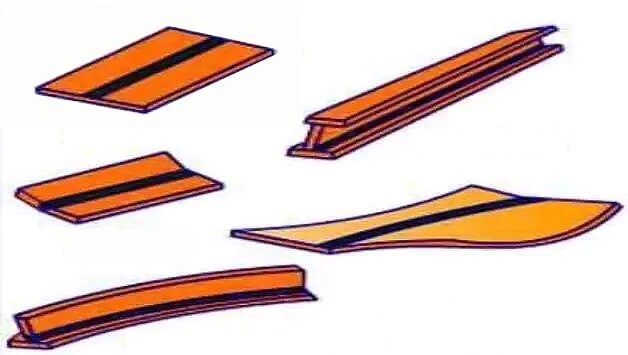
يمكن تقسيم تشويه اللحام إلى خمسة أشكال أساسية: تشويه الانكماش والتشويه الزاوي وتشويه الانحناء والتشويه الموجي والتشويه التشويهي.
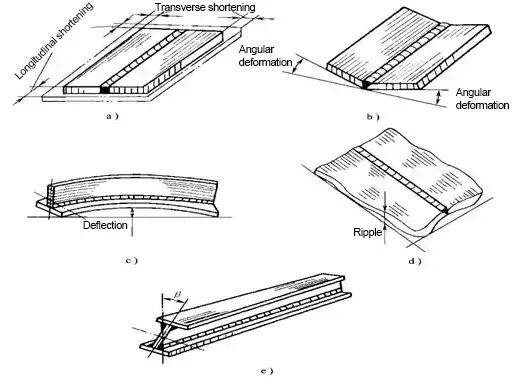
الأشكال الأساسية لتشويه اللحام
1). الانكماش تشويه
تسمى ظاهرة أن يكون حجم اللحام أقصر من حجمه قبل اللحام تشوه الانكماش.
تشوه الانكماش الطولي والعرضي
(1) تشوه الانكماش الطولي
(2) تشوه الانكماش العرضي
2). الزاوي تشويه
والسبب الجذري للتشوه الزاوي هو التوزيع غير المتساوي للانكماش العرضي على طول سُمك الصفيحة.
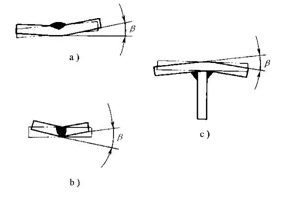
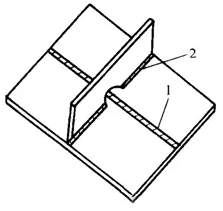
التشوه الزاوي لعدة مفاصل
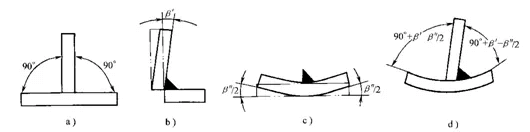
التشوه الزاوي للمفصل T
3). الانحناء تشويه
يحدث تشوه الانحناء بسبب عدم التطابق أو عدم التماثل بين الخط المركزي للحام والمحور المحايد للمقطع الهيكلي، بالإضافة إلى التوزيع غير المتساوي لانكماش اللحام على طول عرض اللحام.
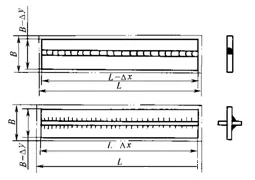
(1) تشوه الانحناء الناجم عن الانكماش الطولي

تشوه الانحناء الناجم عن الانكماش الطولي للحام
(2) تشوه الانحناء الناجم عن الانكماش العرضي
تشوه الانحناء الناجم عن الانكماش العرضي للحام
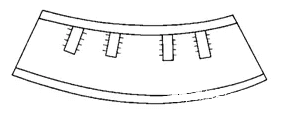
4). تشويه الموجة
غالبًا ما يحدث تشوه الموجة في عملية لحام الألواح الرقيقة التي يقل سمكها عن 6 مم، وهو ما يسمى أيضًا تشوه عدم الاستقرار.

التشويه الموجي الناجم عن تشويه شريحة اللحام
5). التشويه
السبب الرئيسي للتشوه هو التوزيع غير المتساوي لتشوه شريحة اللحام على طول اللحام.
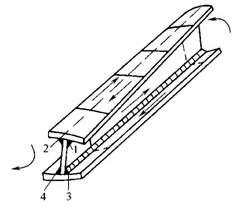
تشويه شعاع I-شعاع
1). مقاييس التصميم
(1) حدد شكل وحجم اللحام المعقولين
1) حدد أصغر حجم لحام.
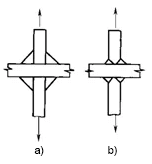
وصلة متقاطعة بنفس قدرة التحمل
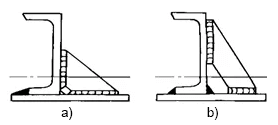
2) حدد نموذج أخدود معقول.

أخدود مفصل T
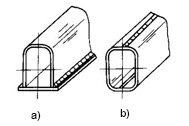
(2) تقليل عدد اللحامات
الملامح وختم الأجزاء هي الخيارات المفضلة عندما يكون ذلك ممكنًا. بالنسبة للهياكل ذات اللحامات الكثيرة والكثيفة، يمكن استخدام هياكل وصلات اللحام المصبوبة لتقليل عدد اللحامات. بالإضافة إلى ذلك، يمكن أن تساعد زيادة سُمك صفيحة الجدار لتقليل عدد الأضلاع، أو استخدام هياكل ملفوفة بدلاً من الهياكل الضلعية في منع تشويه هياكل الصفيحة الرقيقة.
(3) ترتيب معقول لموضع اللحام
غالبًا ما تعاني العوارض والأعمدة والمكونات الملحومة الأخرى من تشوه الانحناء بسبب التكوين غير المركزي للحام.
ترتيب اللحام للهيكل الصندوقي
ترتيب موضع اللحام بشكل معقول لمنع التشويه
2). تدابير العملية
(1) طريقة البدل
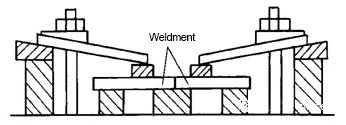
(2) طريقة التشويه العكسي
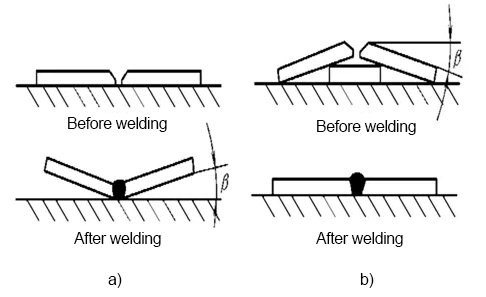
طريقة التشويه العكسي للصفيحة المسطحة اللحام التناكبي
(3) طريقة التثبيت الصلب
1) ثبت اللحام على المنصة الصلبة.
التثبيت الصلب أثناء ربط الصفيحة الرقيقة
2) يتم دمج اللحام في هيكل أكثر صلابة أو متماثل.
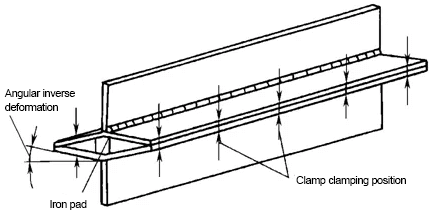
التثبيت الصلب ومكافحة تشويه العارضة T-beam
3) يتم استخدام تركيبات اللحام لزيادة صلابة وضبط الهيكل.
التثبيت الصلب أثناء الربط التناكبي
4) استخدام دعامات مؤقتة لزيادة ضبط الهيكل.
دعم مؤقت أثناء اللحام بالدرع الواقي
(4) اختيار تسلسل تجميع ولحام معقول.
إن تسلسل اللحام التجميعي له تأثير كبير على تشويه هيكل ملحوم.
(1) إذا سمحت الظروف، يجب تقسيم الهياكل الملحومة الكبيرة والمعقدة إلى عدة أجزاء ذات هياكل بسيطة، يتم لحامها بشكل منفصل، ثم تجميعها ككل.
(2) يجب أن يكون اللحام عند اللحام قريبًا من المحور المحايد للقسم الهيكلي قدر الإمكان.
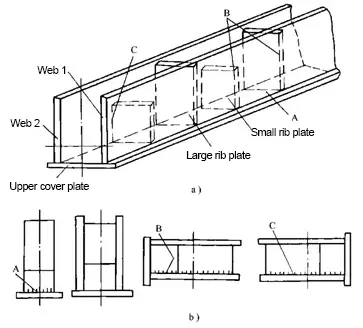
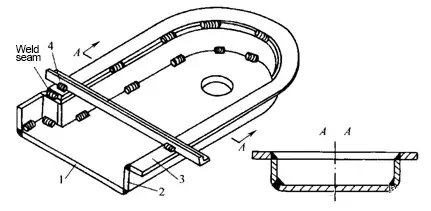
تجميع ولحام العارضة الرئيسية
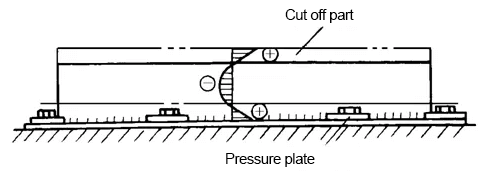
3) بالنسبة للهيكل ذي الترتيب غير المتماثل للحامات، يجب لحام الجانب الذي به عدد قليل من اللحامات أولاً أثناء لحام التجميع.

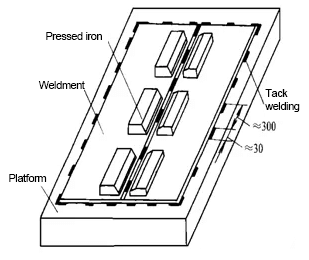
تسلسل لحام القالب العلوي للمكبس
4) يجب أن يتم لحام الهيكل ذو الترتيب المتماثل للحامات بشكل متماثل بواسطة لحامين متساويين.
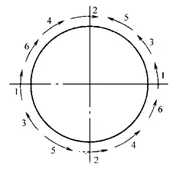
تسلسل لحام اللحام التناكبي للأسطوانة
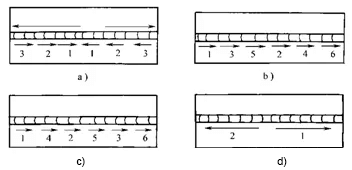
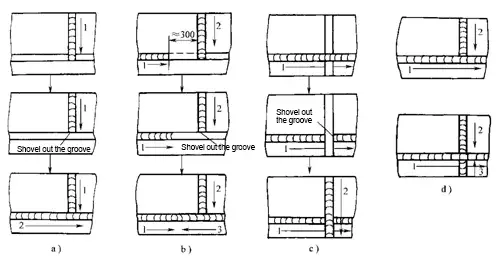
5) عند لحام اللحامات الطويلة (أكثر من 1 متر)، يمكن استخدام الاتجاه والتسلسل الموضح في الشكل أدناه لتقليل تشوه الانكماش بعد اللحام.
(5) اختيار معقول طرق اللحام ومعلمات عملية اللحام
لحام هيكل المقطع غير المتماثل
(6) طريقة التوازن الحراري
استخدام طريقة التوازن الحراري لمنع تشويه اللحام
(7) طريقة تبديد الحرارة

1). التصحيح اليدوي
2). طريقة التصحيح الميكانيكي
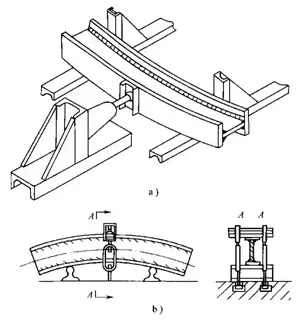
تصحيح تشوه الانحناء للحزمة بطريقة التصحيح الميكانيكي
3). طريقة تصحيح التسخين باللهب
تشمل طرق تسخين اللهب التسخين النقطي والتسخين الخطي والتسخين الثلاثي.
(1) التدفئة الموضعية
(2) التسخين الخطي
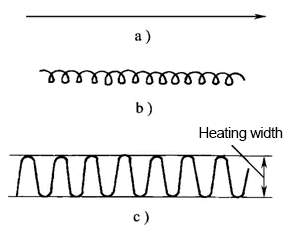
(3) تسخين ثلاثي
تصحيح اللهب لتشويه الانحناء في العارضة I-beam
يعتمد تصحيح تشوه اللحام عن طريق تسخين اللهب على العوامل الثلاثة التالية:
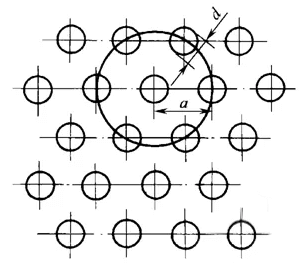
(1) وضع التدفئة
(2) موضع التسخين
(3) درجة حرارة التسخين ومساحة منطقة التسخين
1). وفقًا لأسباب الإجهاد
(1) الإجهاد الحراري
ينشأ الإجهاد الحراري من التوزيع غير المنتظم لدرجات الحرارة أثناء عملية اللحام. عندما يسخن معدن اللحام والمادة الأساسية المحيطة به ويبرد بمعدلات مختلفة، يحدث تمدد وانكماش موضعيين، مما يؤدي إلى تطور الإجهاد.
(2) إجهاد التحول
ينتج إجهاد التحول، والمعروف أيضًا باسم إجهاد التحول الطوري، من تغيرات الحجم المرتبطة بالتغيرات في البنية المجهرية في المادة أثناء دورات التسخين والتبريد. ويكتسب هذا الأمر أهمية خاصة في الفولاذ الذي يخضع لتحولات مارتينسيتية أو بينيتية.
(3) إجهاد الإجهاد البلاستيكي
يتطور إجهاد الإجهاد البلاستيكي عندما تتعرض المادة للإخضاع الموضعي بسبب التدرجات الحرارية والقيود أثناء اللحام. يساهم هذا التشوه البلاستيكي غير المنتظم في حالة الإجهاد المتبقي بعد التبريد.
2). وفقًا لوقت وجود الإجهاد
(1) إجهاد اللحام العابر
يحدث إجهاد اللحام العابر، الذي يشار إليه أيضًا بالإجهاد اللحظي، أثناء عملية اللحام نفسها. وهو عبارة عن حالة إجهاد ديناميكية تتطور بسرعة مع تحرك مصدر الحرارة على طول مسار اللحام، مما يتسبب في تغيرات مستمرة في توزيع درجة الحرارة وخصائص المواد.
(2) إجهاد اللحام المتبقي
الإجهاد المتبقي في اللحام هو الإجهاد الساكن الذي يبقى في الهيكل الملحوم بعد تبريده بالكامل إلى درجة الحرارة المحيطة وإزالة جميع الأحمال الخارجية. يمكن أن يؤثر هذا الإجهاد بشكل كبير على السلوك الميكانيكي وعمر الخدمة للمكونات الملحومة.
1). التوزيع الطولي الإجهاد المتبقي σx
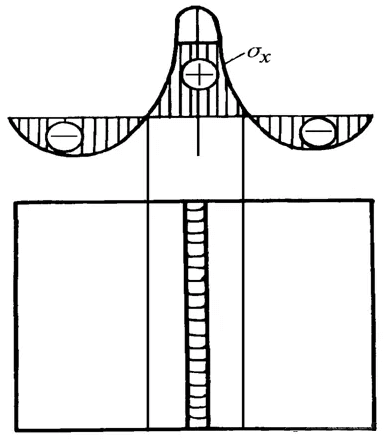
توزيع الوصلة التناكبية على المقطع العرضي للحام 0x
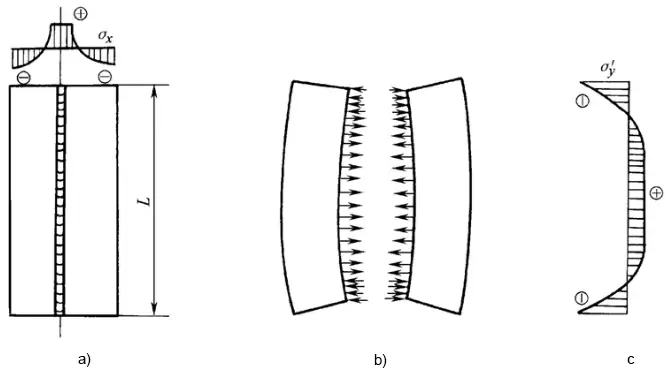
2). توزيع الإجهاد العرضي المتبقي σy
(1) الإجهاد المستعرض الناجم عن الانكماش الطولي للحام ومنطقة التشوه اللدائني المجاورة له هو σ'y
(2) الإجهاد الميكانيكي الناتج عن سنة الانكماش العرضي σ" y
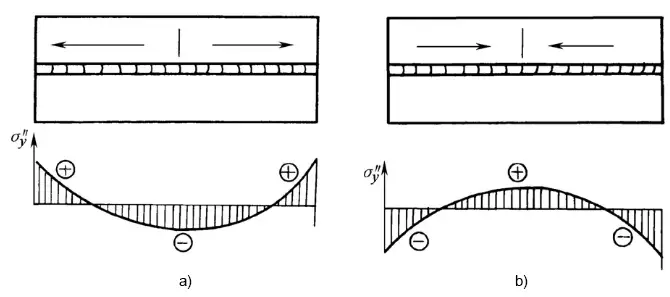
توزيع σ" Y أثناء اللحام في اتجاهات مختلفة
1). التأثير على القوة الهيكلية
2). التأثير على دقة الأبعاد لمعالجة اللحام
الإجهاد الداخلي الإطلاق والتشويه الناجم عن التشغيل الآلي
3). التأثير على ثبات أعضاء الضغط
1). مقاييس التصميم
1) تقليل عدد وحجم اللحامات على الهيكل.
2) تجنب التركيز المفرط للحامات، والحفاظ على مسافة كافية بين اللحامات.
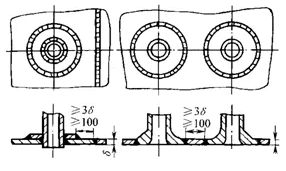
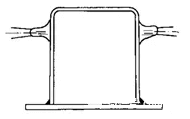
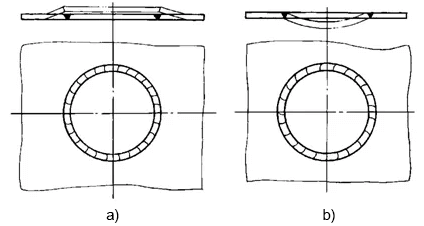
لحام فوهة الوعاء
3) يجب اعتماد شكل المفصل الأقل صلابة.

تدابير لتقليل صلابة المفاصل
2). تدابير العملية
1) اعتماد تسلسل واتجاه لحام التجميع المعقول.
① عند لحام اللحام على مستوى، يجب التأكد من أن الانكماش الطولي والعرضي للحام يمكن أن يكون حرًا نسبيًا.
التجميع المعقول وتسلسل اللحام المعقول للحامات الربط
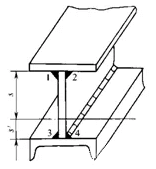
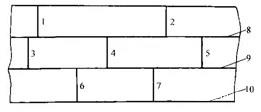
② يجب أن يتم لحام اللحام ذو الانكماش الأكبر أولاً.

تسلسل اللحام لهيكل العارضة المزدوجة مع لوحة الغطاء
③ يجب أن يتم لحام اللحام الذي يتعرض لأكبر إجهاد أثناء التشغيل أولاً.
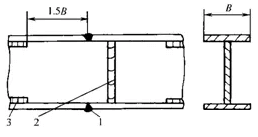
تسلسل لحام العارضة I-العقبية
④ عندما يتم لحام اللحام المتقاطع المستوي، من السهل إنتاج إجهاد لحام كبير عند تقاطع اللحام.
تسلسل لحام اللحامات المستوية المتقاطعة
⑤ الهيكل حيث اللحامات التناكبية و لحامات الشرائح تقاطع.
2) طريقة التسخين المسبق.
3) اللحام البارد.
4) تقليل ضبط اللحامات.
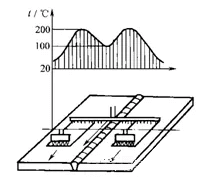
تقليل التصلب الموضعي و الإجهاد الداخلي

رسم تخطيطي لطريقة تسخين "منطقة تخفيف الضغط"
(1) المعالجة الحرارية المتكاملة
(2) المعالجة الحرارية المحلية
2). طريقة التمدد الميكانيكي
3). طريقة تمدد فرق درجة الحرارة
رسم تخطيطي لإزالة الإجهاد المتبقي عن طريق "طريقة الشد بفرق درجة الحرارة"
4). لحام المطرقة
5). طريقة الاهتزاز
1). الطرق الميكانيكية
(1) طريقة التقسيم
تتضمن طريقة التقطيع تقطيع المكوّن الملحوم بعناية إلى قطع أصغر، مما يسمح بتحرير وقياس الإجهادات المتبقية. توفر هذه التقنية المدمرة صورة إجهاد شاملة عبر اللحام والمنطقة المتأثرة بالحرارة (HAZ).
(2) طريقة الحفر بالثقب
تنطوي هذه الطريقة شبه المدمرة على حفر ثقب صغير في المنطقة الملحومة وقياس استرخاء الإجهاد الناتج. وهي فعالة بشكل خاص لقياس الإجهاد المتبقي بالقرب من السطح ويمكن أن توفر بيانات توزيع الإجهاد على أعماق مختلفة.
2). الطرق الفيزيائية غير المدمرة
(1) الطرق المغناطيسية
تستغل تقنيات مثل تحليل ضوضاء بارخهاوزن (BNA) والتقلص المغناطيسي العلاقة بين الخصائص المغناطيسية للمادة وحالة إجهادها. هذه الطرق مناسبة بشكل خاص للمواد المغناطيسية الحديدية ويمكن أن توفر قياسات سريعة في الموقع.
(2) حيود الأشعة السينية (XRD)
يستخدم XRD مبدأ قانون براج لقياس التشوهات الشبكية الناتجة عن الضغوط المتبقية. هذه الطريقة عالية الدقة غير مدمرة ويمكنها قياس الإجهادات السطحية بدقة مكانية ممتازة، مما يجعلها مثالية للأشكال الهندسية المعقدة واللحامات متعددة المسارات.
(3) طرق الموجات فوق الصوتية
تستفيد هذه التقنيات من التأثير الصوتي المرن، حيث تتغير سرعة الموجات فوق الصوتية مع حالة إجهاد المادة. يشيع استخدام الموجات الطولية المنكسرة بشكل حاسم (TOFD) والموجات الطولية المنكسرة بشكل حاسم (LCR) لقياس الإجهاد المتبقي عبر السماكة في المكونات الملحومة السميكة.
(4) حيود النيوترون
على الرغم من عدم ذكره في القائمة الأصلية، إلا أن حيود النيوترونات هو طريقة قوية غير مدمرة لقياس الضغوط المتبقية في عمق المكونات الملحومة السميكة. وهي توفر عمق اختراق ممتاز وهي مفيدة بشكل خاص في الأشكال الهندسية المعقدة والمواد متعددة الأطوار.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







