
اللحام بالخرق الكهربائي: فهم الأساسيات
هل تساءلت يومًا عن كيفية لحام القطع المعدنية السميكة للغاية بدون تمريرات متعددة؟ يقدم اللحام بالخبث الكهربائي (ESW) حلاً فعالاً باستخدام الخبث المنصهر لتوليد الحرارة اللازمة للحام...
تشكل أبخرة اللحام خطرًا كبيرًا على البيئة وصحة العمال، حيث تحتوي على غازات سامة وجسيمات دقيقة يمكن أن تؤدي إلى أمراض تنفسية وجهازية خطيرة. تستكشف هذه المقالة تكوين أبخرة اللحام ومخاطرها وطرق التحكم الحالية في أبخرة اللحام، مع التأكيد على الحاجة الملحة لإيجاد حلول فعالة في البيئات الصناعية. سيكتسب القراء رؤى حول آليات توليد الأبخرة والمخاطر الصحية والاستراتيجيات العملية لتحسين جودة الهواء والسلامة في عمليات اللحام.

اللحام عملية أساسية مستخدمة على نطاق واسع في مختلف مجالات التصنيع الصناعي. ومع ذلك، فإنه يولد منتجات ثانوية ضارة مثل ضوء القوس الكهربائي، والإشعاع الكهرومغناطيسي، والغازات السامة، وجزيئات الدخان. هذه المنتجات الثانوية لا تلوث البيئة فحسب، بل تشكل أيضًا خطرًا كبيرًا على صحة الموظفين.
من بين هذه المخاطر، يُعد دخان اللحام هو الأكثر تعقيدًا وصعوبة في التحكم في إنتاج اللحام. لذلك، فإن إجراء البحوث حول التحكم في أبخرة اللحام أمر ضروري لتحسين بيئة إنتاج اللحام وحماية صحة الموظفين.
تقدم هذه المقالة ملخصًا لآلية تكوين دخان اللحام ومخاطره وتدابير معالجته. كما يحلل التحديات التي تواجه معالجة أبخرة اللحام في التطبيقات الهندسية ويحدد اتجاه تطوير معالجة أبخرة اللحام.
قراءة ذات صلة: الدليل النهائي للحام

كعملية أساسية للتصنيع الحديث, تكنولوجيا اللحام تطورت من طرق التوصيل الأحادية التقليدية إلى تقنية تشكيل ساخنة متعددة التخصصات تدمج الكهرباء والآلات والمواد وأجهزة الكمبيوتر. وهي تلعب دورًا لا يمكن الاستغناء عنه في مجالات مختلفة مثل الآلات الهندسية وحفظ المياه والطاقة المائية وبناء السفن والنقل والمعدات العسكرية وغيرها.
ومع ذلك، فإن عملية اللحام تنبعث منها إشعاعات قوسية ودرجة حرارة عالية وضوضاء وأبخرة لحام وغازات سامة لا تلوث البيئة فحسب، بل تعرض صحة العاملين للخطر أيضًا.
في حين أن الأقنعة وسدادات الأذن توفر حماية جيدة ضد ضوء القوس الكهربائي ودرجة الحرارة المرتفعة والضوضاء، إلا أنها ليست فعالة ضد أبخرة اللحام، والتي تعتبر من المواد المسرطنة الأساسية.
تحتوي أبخرة اللحام في المقام الأول على غازات سامة وجزيئات السخام. قد تسبب جزيئات السخام الربو والتهاب الشعب الهوائية والالتهاب الرئوي والوذمة الرئوية والتسمم الحاد وأمراض الجهاز العصبي وحتى التسمم الرئوي وحرارة الأبخرة المعدنية وتغيرات وظائف الجهاز التنفسي والسرطان وأمراض أخرى.
الغازات السامة مثل غاز أول أكسيد الكربون الخانق والغازات المهيجة مثل الأوزون والفلورايد والكلوريد وثاني أكسيد الكبريت والغازات السامة للأعصاب مثل أكسيد النيتروجين والفوسجين يمكن أن تسبب للموظفين الصداع والدوار والسعال والبلغم وألم الصدر وطنين الأذن والتوتر والقلق.
وقد أدت رداءة بيئة اللحام بسبب دخان اللحام والمخاطر الأخرى المرتبطة به إلى انخفاض عدد الأشخاص الراغبين في الانخراط في أعمال اللحام عاماً بعد عام. وقد أصبح ذلك إحدى المشاكل البارزة التي تحد من التطور الصحي لصناعة اللحام.
في السنوات الأخيرة، مع الزيادة الكبيرة في أعباء العمل في تصنيع اللحام وشعبية تصنيع اللحام الفعال طرق اللحاممثل الأسلاك المغلفة بالتدفق وغيرها من العمليات والمواد المنتجة للغبار العالي، أصبحت المشاكل المهنية الناجمة عن أبخرة اللحام بارزة بشكل متزايد.
في الأيام الأولى، كان تركيز الدخان والغبار المسموح به في هواء الورش في الصين 6 ملجم/م3.

في الوقت الحالي، خفضت جمعية اللحام الصينية التركيز المسموح به من الدخان والغبار إلى 4 ملجم/م3، ووضعت متطلبات واضحة لكمية الغبار الناتجة عن مواد اللحام. في ضوء المخاطر المرتبطة بأدخنة اللحام، وضعت جمعية اللحام الأمريكية أيضًا دليل تهوية لتقليل تركيز أبخرة اللحام في ورش العمل.
في مطلع هذا القرن، وضعت اليابان معايير ذات صلة للحد من تركيز الدخان والغبار في ورش اللحام وعززت بنشاط البحث والتطوير لمواد لحام جديدة.
ومع ذلك، في الإنتاج الفعلي، وخاصة في المناطق ذات كثافة اللحام العالية والأماكن المغلقة نسبيًا، مثل ورش أحواض بناء السفن، يمكن أن يصل تركيز السخام إلى 9-18 ملغم/م3 وحتى 38-312 ملغم/م3 في الأماكن الضيقة في المقصورة، وهو ما يزيد كثيرًا عن الحد الأدنى لتركيز السخام المطلوب بموجب المعايير وهو ضار للغاية بصحة الإنسان.
من الواضح أن الحد من المواد الخطرة في الدخان والغبار وتحسين بيئة العمل لمحترفي اللحام أصبح قضية ملحة تحتاج إلى حل في صناعة اللحام.
في الوقت الحاضر، تتم معالجة دخان اللحام في الداخل والخارج بشكل رئيسي في الاتجاهات الثلاثة التالية:
(1) تعزيز الحماية الشخصية؛ (2) تحسين عملية اللحام والمواد؛ (3) ضمان التهوية الكافية وعادم الدخان.
تحلل هذه المقالة آلية توليد أبخرة اللحام وتقارن بين مزايا وعيوب تدابير التحكم في أبخرة اللحام السائدة حاليًا. ويقترح مفهومًا جديدًا للتحكم في أبخرة اللحام من خلال التصنيع الذكي، والذي يوفر مرجعًا مفيدًا لتحسين التحكم في أبخرة اللحام.
نظرًا للمخاطر الفيزيائية والكيميائية لأبخرة اللحام على العاملين، فمن الضروري حماية صحتهم والحفاظ على جودة الهواء في بيئة عمليات اللحام. يمكن تحقيق ذلك من خلال فهم آلية توليد أبخرة اللحام والعوامل المؤثرة عليها، واستكشاف توليدها ونموها وبلمرتها عملية اللحام الأبخرة، والتحكم في الأبخرة وحمايتها من المصدر.
وعلاوة على ذلك، يضع هذا النهج أساسًا نظريًا لمعايير قبول الصناعة لأبخرة اللحام.
اقترحت الأبحاث المبكرة أن آلية توليد أبخرة اللحام هي عملية تنطوي على ارتفاع درجة الحرارة والتبخر والأكسدة والتكثيف، كما هو موضح في الشكل 1.
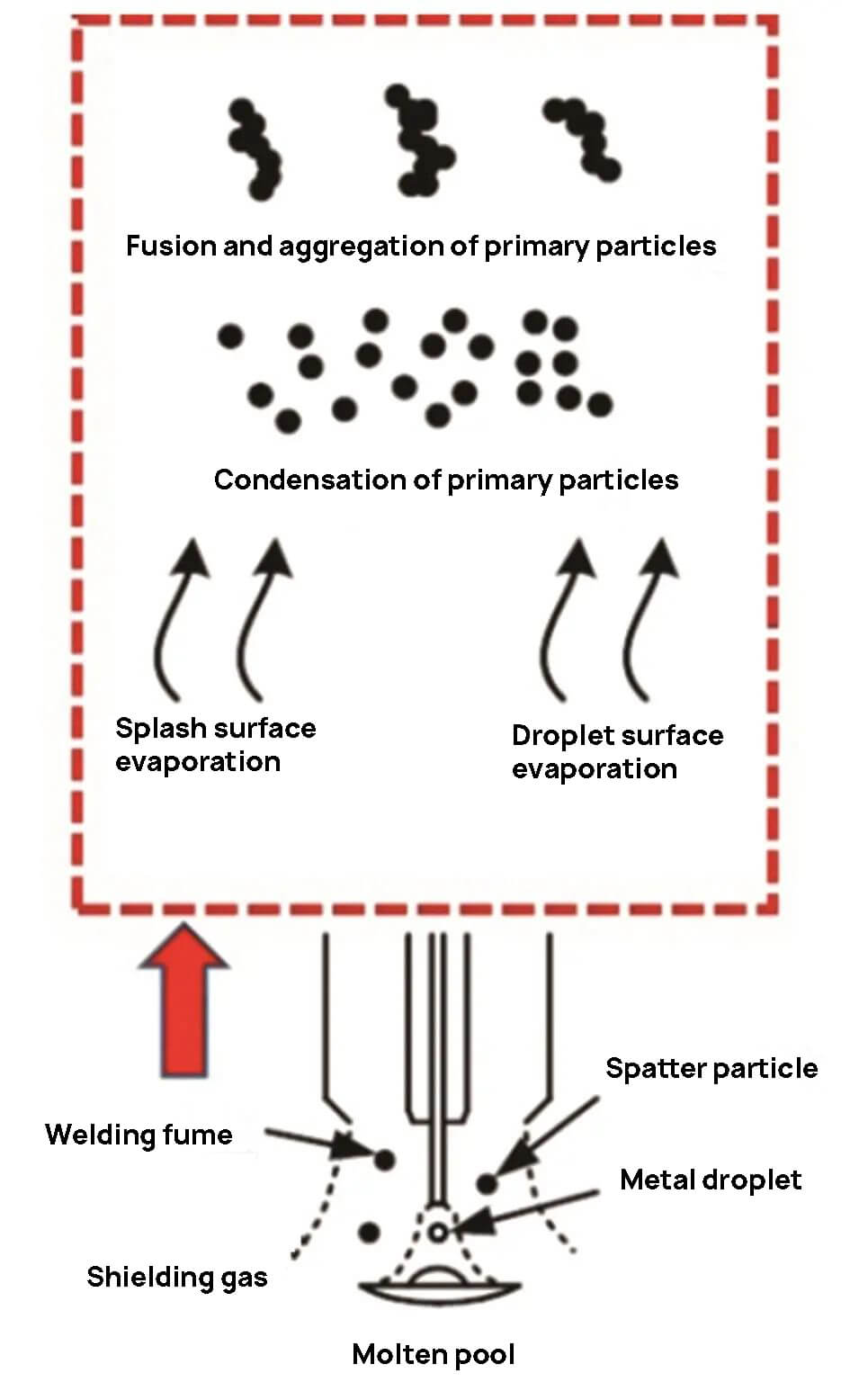
في عملية اللحام، تكون درجة الحرارة في مركز القوس عالية، مما يتسبب في تبخر كل من المعدن السائل و غير معدنية المواد، والتي بدورها تولد بخارًا عالي الحرارة وتحافظ على تركيز جسيمات معينة.
عندما يصل البخار ذو درجة الحرارة العالية إلى المنطقة ذات درجة الحرارة المنخفضة عند حافة القوس، يتأكسد ويتكثف بسرعة، مما يؤدي إلى تكوين "جسيمات أولية".
تكون هذه الجسيمات الأولية كروية بشكل عام ويبلغ قطرها 0.01 - 0.4 ميكرومتر، ويبلغ قطر معظمها 0.1 ميكرومتر.
ونظرًا للكهرباء الساكنة والمغناطيسية للجسيمات الأولية نفسها، فإنها تتبلمر وتشكل "جسيمات ثانوية" مع انخفاض درجة الحرارة، والتي تنتشر بعد ذلك بطريقة معينة.
أجرى شي يوكسيانغ، من جامعة ووهان جياوتونغ للعلوم والتكنولوجيا، دراسة متعمقة حول آلية تكوين أبخرة اللحام. واقترح آلية الهباء الجوي لأبخرة اللحام، والتي تهدف إلى شرح عملية تحول البخار والأبخرة.
واقترح أن آلية تنوي جسيمات هباء اللحام الهوائي بالقرب من القوس تنقسم إلى تنوي متجانس وتنوي غير متجانس.
تم فحص التوزيع الطيفي والتشكيل والتركيب والخصائص الهيكلية للجسيمات الأولية بشكل منهجي تجريبيًا ونظريًا من خلال الفحص المجهري الإلكتروني بالعينة المباشرة و DMPS.
تم اكتشاف أن بلورات Fe3O4 تتكون بشكل أساسي من جسيمات بمقياس 0.01 ميكرومتر، والتي نشأت من هباء اللحام، في حين أن جسيمات الدخان التي يبلغ مقياسها 0.1 ميكرومتر تحتوي على نوعين من الهياكل البلورية، نوع الإسبنيل ونوع الفلورايد، والتي تشكلت بواسطة آلية التكثيف غير المتجانس لانتقال جسيمات البخار.
تشكلت جسيمات السخام التي يزيد حجمها عن 1 ميكرومتر في المقام الأول عن طريق آلية انتقال الجسيمات الفقاعية. بالإضافة إلى ذلك، اقتُرح نموذج لمنطقة تنوي جسيمات قوس اللحام ذات الأهمية الكبيرة في تحليل عملية تكوين جسيمات هباء اللحام.
تخضع جسيمات السخام المتولدة أثناء اللحام للنمو في عملية الانتشار من خلال التجميع والاندماج.
أثناء عملية الاندماج، تندمج عدة جسيمات أولية في جسيم واحد كبير، حيث تكون مساحة السطح الكلية لهذا الأخير أقل من مجموع مساحات سطح الجسيمات الأولية، ولا توجد حدود بينها.
في المقابل، تتكون عملية التجميع من عشرات أو حتى مئات الجسيمات الأولية التي تلتصق بالسطح، وتظهر حدودًا مميزة بين الجسيمات.
وبغض النظر عما إذا كان يحدث تجمع الجسيمات أو اندماجها، فإن حجم الجسيمات وشكلها وتركيزها في دخان اللحام سيخضع لتغيرات.
يمكن أن تنتج عملية اللحام كمية كبيرة من الدخان والغازات السامة الضارة بصحة الإنسان.
وتتكون نسبة كبيرة من دخان اللحام من جسيمات عالقة تنتشر في الهواء، بينما ينتشر جزء آخر في صورة غاز سام.
توجد جسيمات السخام الناتجة أثناء اللحام في المقام الأول كأكاسيد معدنية، وهي معقدة التركيب، ولزجة للغاية، وذات درجات حرارة عالية، مع أحجام جسيمات غير موحدة.
عادةً ما تكون سعة تنفس عمال اللحام حوالي 20 لتر/دقيقة في بيئات إنتاج اللحام. ولذلك، تبلغ سعة تنفسهم لمدة عام واحد حوالي 2300 م3.
في لحام رديء بيئات الإنتاج، قد يستنشق العامل 100 جرام من الجسيمات يوميًا و2.5 كجم من المواد الضارة على مدار 25 عامًا من العمل.
يعرض الجدول 1 جسيمات أكسيد الفلز الشائعة التي تنتج أثناء اللحام والمخاطر المرتبطة بها.
الجدول 1 مخاطر الجسيمات في الأبخرة الملحومة
| المواد | المصدر | الخطر |
| أكسيد الحديديك | من مادة الحشو والمعدن الأساسي | داء تغبر الرئة الحديدي أو مرض ترسب الحديد الناجم عن الاستنشاق طويل الأمد |
| أكسيد الألومنيوم | عملية اللحام من مواد الألومنيوم الأساسية | يتسبب ترسب الغبار في الرئة في الإصابة بالتغبر الرئوي |
| أكسيد المنجنيز | عملية اللحام من مواد اللحام المحتوية على المنجنيز | مهيج للجهاز التنفسي، مما يسبب الالتهاب الرئوي. يؤدي التعرض الطويل الأمد إلى تلف الجهاز العصبي |
| الأكسيد | قطب كهربائي أساسي أو سلك مغلف | تهيج الغشاء المخاطي للمعدة، مما يتسبب في تلف العظام |
| مركب الباريوم | حشو اللحام المحتوي على الباريوم | السمية، مما يسبب نقص البوتاسيوم في الأنسجة البشرية |
| أكسيد النيكل | مواد لحام من النيكل النقي أو سبائك النيكل الأساسية | تلف الغشاء المخاطي للأنف وسرطان الرئة، مادة مسرطنة من الفئة الأولى |
وفقًا لحجم الجسيمات، يمكن أن تسبب أبخرة اللحام درجات متفاوتة من الضرر لجسم الإنسان.
أجرى الفريق بقيادة يانغ ليجون في جامعة تيانجين بحثًا حول توزيع حجم جسيمات أبخرة اللحام MIG، وحللوا تأثير معلمات اللحام ونقل القطرات على حجم جسيمات الأبخرة. أظهرت النتائج أن جسيمات السخام أظهرت خصائص توزيع شبه متماثلة، حيث تقع أحجام الجسيمات في الغالب في نطاق 0.1 إلى 1 ميكرومتر، وهو ما يمثل أكثر من 85%، وأحجام الجسيمات الأقل من 0.1 ميكرومتر تمثل حوالي 10%. بالإضافة إلى ذلك، فإن عمليات اللحام وأشكال نقل القطرات و معلمات اللحام جميعها لها تأثيرات معينة على حجم جزيئات السخام. وعلى وجه التحديد، فإن تقليل جهد اللحام أدى إلى تقليل حجم جزيئات السخام.
حسب جوميز ج ف وآخرون أن حجم جسيمات أبخرة اللحام المتولدة أثناء عملية اللحام يبلغ حوالي 0.5 ميكرومتر.
وقد أظهرت الأبحاث أن جسيمات الدخان التي يزيد قطرها عن 10 ميكرومتر في الهواء تترسب في البلعوم الأنفي، بينما تلك التي يقل قطرها عن 10 ميكرومتر يمكن أن يستنشقها جسم الإنسان. يمكن تصريف جسيمات الدخان التي يتراوح قطرها من 2 إلى 10 ميكرومتر، أما تلك التي يقل قطرها عن 0.5 ميكرومتر فتترسب في الرئتين ويصعب إزالتها.
ويبين الجدول 2 الكمية المتبقية من ثاني أكسيد التيتانيوم بأحجام جسيمات مختلفة في أنسجة رئة الجرذان لعدة أيام (الوحدة: ميكروغرام). وكلما كان حجم الجسيمات أصغر، كلما كان حجم الجسيمات أصغر، كلما كان اختراقها أكثر وصعوبة التخلص منها من الجسم. وعلاوة على ذلك، تتفرق جزيئات الدخان إلى جسيمات أولية أصغر في الحويصلات الهوائية البشرية، مما يؤدي إلى تفاقم آثارها الضارة على الجسم.
الجدول 2 المحتوى من أحجام مختلفة من TiO2 في أنسجة رئة الفئران (ميكروغرام)
| الوقت/اليوم | TiO2-د(0.03 ميكرومتر) | TiO2-F(0.25 ميكرومتر) |
| 1 | 347.7±13.1 | 324.3±6.1 |
| 29 | 202.8±23.0 | 172.8±12.1 |
| 59 | 140.9±22.6 | 128.5±16.6 |
وجد لورين م. ف. وآخرون أن Fe2O3 هو الأكسيد المعدني الوحيد الذي يعزز سرطان الرئة، وأن اتجاه أكاسيد المعادن المسببة لالتهاب الرئة هو Fe2O3 > Cr2O3+CaCrO4 > NiO. من بينها، التأثير السام ل Fe2O3 على الرئة مستمر، في حين أن التأثير السام ل Cr2O3+CaCrO4 على الرئة حاد.
وجد روث ج. أ. وآخرون أن التعرض لفترات طويلة لأبخرة اللحام والاستنشاق المفرط للمنغنيز يمكن أن يكون له آثار ضارة على صحة الإنسان، بما في ذلك تلف الرئتين والكبد والكلى والجهاز العصبي المركزي. كما أن العمال الذكور أكثر عرضة للإصابة بالعقم.
يمكن أن يؤدي التعرض طويل الأمد لبيئات تزيد تركيزات المنجنيز فيها عن 1 ملغم/م3 إلى زيادة خطر التسمم بالمنجنيز، على غرار مرض باركنسون.
بالإضافة إلى العديد من جزيئات الدخان الضارة الناتجة عن اللحام، فإنه ينبعث منه أيضًا العديد من الغازات الضارة، بما في ذلك أول أكسيد الكربون وأكاسيد النيتروجين والأوزون والفوسجين وفلوريد الهيدروجين وغيرها من المكونات الضارة.
يسرد الجدول 3 مخاطر الغازات الضارة في بعض أبخرة اللحام على جسم الإنسان.
الجدول 3 الغازات الضارة والمخاطر في أبخرة اللحام
| الغازات الضارة | إنتاج | الخطر |
| أول أكسيد الكربون | تدفق اللحام أو غاز التدريع ينتج عن احتراق ثاني أكسيد الكربون وتحلله. | الصداع، والدوار، والارتباك، والاختناق |
| أكسيد النيتريك | ينتج عن عمل الأشعة فوق البنفسجية الناتجة عن القوس الكهربائي على النيتروجين في الهواء | تهيج العينين والجهاز التنفسي، مما يؤدي إلى احتقان رئوي |
| الأوزون | وينتج عن تفاعل الأشعة فوق البنفسجية الناتجة عن القوس والنيتروجين في الهواء | الشعور بجفاف الجهاز التنفسي، مما يسبب الصداع والإرهاق والاحتقان الرئوي والأمراض الرئوية |
| فوسجين | يتم إنتاجه عن طريق تحلل المذيب المحتوي على الفلورايد والبولي تترافلوروإيثيلين وطلاء السطح وما إلى ذلك. | مهيّج للجهاز التنفسي والأنف والعينين، سامّ، ويؤدي إلى وذمة رئوية. |
| فلوريد الهيدروجين | طلاء القطب الكهربائي والتدفق | تهيج العينين والأنف والحنجرة واحتقان الرئة وتغيرات العظام |
ينبغي اتخاذ تدابير شاملة لتنقية بيئة العمل في اللحام وحماية صحة العاملين عن طريق الحد من الانبعاثات من المصدر، وتعزيز الحماية، وتشجيع الابتكار التكنولوجي. سيساعد ذلك على ضمان بقاء تركيز المواد الضارة الناتجة عن اللحام ضمن النطاق المسموح به.
في الوقت الحالي، هناك العديد من تدابير المعالجة الشائعة المتاحة، مثل الحماية الشخصية، وتحسين عملية اللحام والمواد، وتنفيذ أنظمة التهوية وعوادم الدخان.
تنطوي تدابير الحماية الشخصية لأبخرة اللحام بشكل أساسي على ارتداء أقنعة التهوية وإزالة الغبار، بالإضافة إلى معدات حماية الجهاز التنفسي الأخرى، للحد من الضرر الذي تسببه أبخرة اللحام للعمال.
ويوضح الشكل 2 أربع آليات ترشيح لأجهزة التنفس لجزيئات الدخان والغبار من مختلف الأحجام.
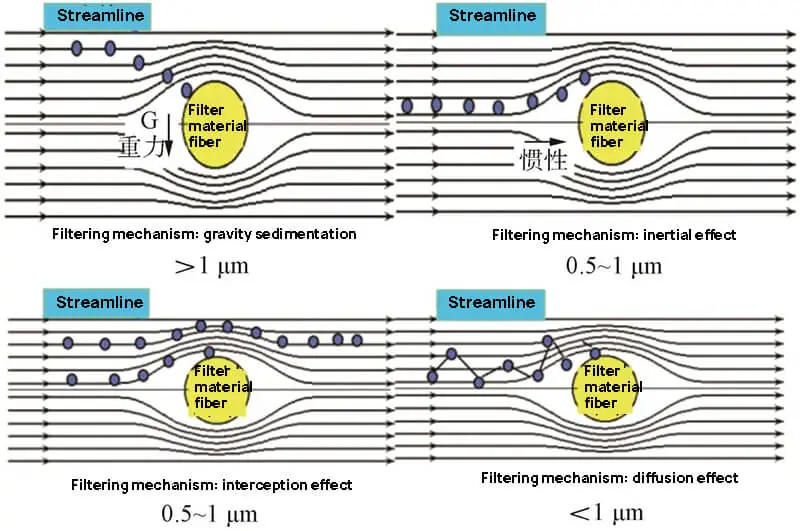
(1) تأثير الجاذبية:
أثناء مرور الهواء الذي يحتوي على جسيمات الغبار عبر طبقة الألياف في مادة المرشح، تنزاح الجسيمات من اتجاه تدفق الهواء بفعل جاذبيتها الخاصة وتترسب على مادة المرشح.
عادة، يتم ترشيح جسيمات الغبار الأكبر من 1 ميكرومتر في الحجم بشكل فعال، بينما يمكن تجاهل الجسيمات الأصغر حجمًا بسبب تأثيرها الضئيل على الجاذبية مقارنةً بمعدل تدفق الغاز وعوامل أخرى.
(2) تأثير الاعتراض:
الألياف داخل مادة المرشح مكدسة بشكل غير منتظم ومتشابكة مع بعضها البعض.
عندما تتلامس جسيمات الدخان عالية السرعة في الهواء مع مادة الألياف، فإنها تلتصق بسطح الألياف، مما يؤدي إلى اعتراض الجسيمات بشكل فعال.
(3) تأثير القصور الذاتي:
تترسب جسيمات الدخان على سطح الألياف بسبب تأثير قوة القصور الذاتي، حيث يتغير اتجاه تدفق الهواء بشكل متكرر أثناء مروره عبر مادة المرشح، مما يتسبب في انفصالها عن خط الانسياب. وتنطبق هذه الظاهرة بشكل خاص على جسيمات الدخان التي يتراوح حجم جسيماتها بين 0.5 و1.0 ميكرومتر، والتي يتم اعتراضها بشكل أساسي بسبب تأثير القصور الذاتي.
(4) تأثير الانتشار:
تتحرك الجسيمات التي يقل قطرها عن 0.1 ميكرومتر في درجة حرارة الغرفة بشكل أساسي من خلال الحركة البراونية. وكلما كانت الجسيمات أصغر، كان من الأسهل إزالتها.
تكون الجسيمات الأكبر من 0.5 ميكرومتر في حركة بالقصور الذاتي بشكل أساسي. وكلما كانت الجسيمات أكبر، كان من الأسهل إزالتها.
الجسيمات التي يتراوح حجمها بين 0.1 ميكرومتر و0.5 ميكرومتر ليس لها تأثيرات انتشار وقصور ذاتي واضحة ويصعب إزالتها.
في أثناء اللحام، يتراوح حجم جسيمات الدخان من 10-3 إلى 102 ميكرومتر في خمس مراتب من حيث الحجم، حيث تكون الجسيمات من 0.1-0.5 ميكرومتر هي الأكثر اختراقًا.
في الوقت الحالي، لا يمكن لأي جهاز تنفس أن يحقق تأثير ترشيح مثالي على جميع جزيئات الدخان.
إن معدات الحماية الشخصية في الوقت الحالي لها تأثير وقائي ضعيف على الغازات السامة، ولا يمكن تحقيق الوقاية من الغازات السامة من خلال الحماية الشخصية فقط.

يتضمن تحسين عمليات ومواد اللحام بشكل أساسي التحكم في أبخرة اللحام عن طريق تقليل معدل توليد الأبخرة ومحتوى المواد السامة داخلها.
هناك العديد من العوامل التي تؤثر على كمية غبار اللحام الناتج.
في الوقت الحالي، تركز الأبحاث حول غبار اللحام في البيئات المحلية والدولية بشكل أساسي على جانبين:
الأول هو دراسة تأثير طرق اللحام المختلفة ومعلمات العملية على كمية الغبار المتولدة، والثاني هو دراسة تأثير تركيبة سلك اللحام والطلاء وغاز التدريع على كمية الغبار الناتج.
2.1 تأثير عملية اللحام على انبعاث الغبار
تختلف كمية الغبار المتولدة حسب طريقة اللحام المستخدمة.
عند استخدام نفس معلمات العملية نفسها، ينتج اللحام بالقوس المغمور معدل توليد غبار أعلى بكثير من اللحام بغير القوس المغمور. وعلى العكس من ذلك، فإن الدخان المتولد عن اللحام بالقوس المغمور يكون ضئيلاً للغاية.
قراءة ذات صلة: لحام MIG مقابل لحام TIG
يعرض الجدول 4 كمية الغبار المتولدة عن طرق اللحام المختلفة تحت مواصفات متطابقة.
بشكل عام، عند استخدام طريقة اللحام نفسها، تزداد كمية الغبار الناتج عند استخدام نفس طريقة اللحام كلما زاد تيار اللحام والجهد الكهربائي الارتفاع.
بالمقارنة مع اللحام بالتيار المستمر، يولد اللحام بالتيار المتردد كمية أكبر من الغبار، ولكن كمية الغبار تتناقص كلما سرعة اللحام الزيادات.
الجدول 4 معدل توليد الغبار لطرق اللحام المختلفة
| عملية اللحام | معدل التوليد/(ملغم-دقيقة-1) |
| FCAW | 900~1300 |
| SMAW | 300~800 |
| MIG/MAG | 200~700 |
| GTAW | 3~7 |
| SAW | 3~6 |
توليد كميات كبيرة من الغبار من اللحام بالأسلاك ذات التدفق المحفور في التدفق، واللحام المحمي قوس معدني اللحام، وللحام MIG تأثير خطير على كل من عمال اللحام والبيئة، مما يجعله محور تركيز بحثي رئيسي على الصعيدين المحلي والدولي.
أجرى شي تشيان وزملاؤه من جامعة لانتشو للعلوم والتكنولوجيا بحثًا عن كمية الغبار الناتج عن اللحام بالأسلاك ذاتية التدفق المحفور ذاتي التدفق في ظل معايير عملية مختلفة.
تشير النتائج التي توصلوا إليها إلى أنه في اللحام بالمواصفات الصغيرة، تزداد كمية الغبار المتولدة بشكل كبير بسبب الزيادة في الترشيش أثناء انتقال الدائرة القصيرة وانتقال عمود الخبث. في اللحام بالمواصفات الكبيرة، يتسارع معدل تبخر القطرة والمعدن الأساسي المسخن بسبب الزيادة في المدخلات الحرارية، مما يؤدي إلى زيادة كمية الغبار المتولد. كان لوضع نقل القطرات تأثير ضئيل على كمية الغبار المتولدة.
كما تم تأكيد هذه النتائج أيضًا في بحث تشانغ جونكيانغ حول آلية توليد الدخان والغبار من لحام الأسلاك ذاتية التدفق المحفور ذاتي التدفق. ووجدت الدراسة أن الدخان والغبار الكلي المتولد في منطقة دخان الرذاذ والغبار ومنطقة دخان القطرات والغبار زاد بشكل كبير من إجمالي كمية الدخان والغبار.
استخدم ياماموتو وآخرون غاز ثاني أكسيد الكربون كغاز تدريع عند اللحام بسلك محفور بالتدفق 26%.
مع زيادة تيار اللحام، تنخفض كمية غبار اللحام تدريجيًا.
طوّر المؤلف أيضًا عملية لحام القوس المحمي بغاز ثاني أكسيد الكربون النقي المتقدم باستخدام طريقة التيار النبضي للتحكم في القطرة.
تستخدم هذه الطريقة تيارًا عاليًا لإذابة سلك اللحام ثم تقلل من التيار أثناء نقل القطرات. ويضمن ذلك إمكانية نقل القطرة بسلاسة إلى الحوض المنصهر بطول ثابت، مما يؤدي إلى تكوين وفصل منتظم للقطرات المعدنية وتقليل كمية الغبار المتولدة من 50%.
درست سكوتي تأثير طول القوس وقطر القطرة وتيار الدائرة القصيرة على كمية الغبار المتولدة من GMAW باستخدام طريقة متغير التحكم.
تُظهر النتائج أنه أثناء انتقال الدائرة القصيرة، تؤدي الزيادة في قطر القطرة وتيار الدائرة القصيرة وطول القوس إلى زيادة كمية الغبار المتولدة. يؤدي ارتفاع تيار الدائرة القصيرة إلى جعل تبخر المعدن على سطح جسر السائل أكثر كثافة عندما تدخل القطرة إلى الحوض المنصهر، مما يزيد من كمية الغبار المتولد. عندما تعمل هذه العوامل معًا، تكون الزيادة في انبعاث الغبار أكثر وضوحًا.
أجرى بو جيتشيانغ من جامعة هوبي للتكنولوجيا وآخرون تجربة متعامدة مع ثاني أكسيد الكربون اللحام المحمي بالغاز من أسلاك اللحام الصلبة كهدف للبحث، واستخدموا تيار اللحام وجهد اللحام وسرعة اللحام كعوامل تجريبية ثلاثة. أخذوا معدل غبار اللحام وكميته كمؤشرات تجريبية.
من خلال تحليل التباين وتحليل المدى لبيانات الاختبار المتعامد، أظهرت النتائج أن العوامل الرئيسية التي تؤثر على معدل تكوين دخان اللحام هي تيار اللحام وجهد اللحام، وسرعة اللحام ليس لها تأثير كبير على معدل تكوين دخان اللحام. عندما يكون جهد اللحام 22-24 فولت، وتيار اللحام 290-320 أمبير، وسرعة اللحام 26 سم/دقيقة، تكون كمية غبار اللحام هي الأقل.
لا ترتبط كمية أدخنة اللحام بمادة الحشو فحسب، بل ترتبط أيضًا ارتباطًا وثيقًا بتكوين غاز التدريع.
K. ر. كاربنتر وآخرون إضافة الأكسجين وثاني أكسيد الكربون إلى الغاز الواقي من GMAW ووجدوا أن إضافة 2% O2 إلى خليط ثنائي Ar-CO2 لم يكن له أي تأثير على معدل توليد الغبار.
عندما يزداد O2 في الخليط الثلاثي، يزداد معدل توليد الغبار عند مستوى 5% CO2، ولكنه لا يزداد بشكل ملحوظ عند مستوى 12% CO2.
يمكن التحكم في كمية الغبار المتولدة عن طريق ضبط كمية ثاني أكسيد الكربون المضافة إلى الغاز المختلط، وفقًا لدراسة أجراها فريق لي زوكسين من جامعة بكين للتكنولوجيا على محتوى الكروم (Ⅵ) في دخان لحام الفولاذ المقاوم للصدأ.
أشارت نتائجهم إلى أن الجزء الكتلي من الكروم (Ⅵ) في الدخان يزداد مع زيادة أكسدة غاز التدريع أثناء اللحام المحمي بالغاز. وبالإضافة إلى ذلك، زاد الكروم (Ⅵ) مع ارتفاع التيارات الكهربائية (150 ~ 250 أمبير) أثناء اللحام بالمغناطيس المغناطيسيوكانت النسبة الكتلية للكروم (Ⅵ) في دخان نقل الدائرة القصيرة إلى إجمالي الكروم أعلى من دخان النقل النفاث أثناء GMAW.
أشار التقرير الذي قدمه فيشال فاتس في الاجتماع المؤقت للجنة الثامنة للجنة الثامنة للمعهد الدولي للصناعات الكيميائية لعام 2022 إلى أن إضافة الأكسجين إلى غاز GMAW الواقي من GMAW من شأنه أن يعزز تكوين Cr3+ وC6+، بالإضافة إلى زيادة العناصر الضارة مثل المنغنيز والحديد والنيكل في الدخان.
تشير هذه النتائج إلى أن كمية غبار اللحام تتأثر بمعلمات عملية اللحام، ويمكن أن يؤدي اختيار المعلمات المناسبة إلى تقليل انبعاثات الغبار وتعزيز بيئة صحية أكثر. ومع ذلك، هناك تأثير اقتران بين عملية اللحام و جودة اللحام التي قد تتطلب التضحية بالجودة والكفاءة لتقليل انبعاثات الدخان، وهو ما يمثل قيودًا في التطبيقات العملية.
يؤدي الاستخدام المتزايد لطرق اللحام الفعالة (اللحام بالأسلاك المزدوجة/اللحام بالأسلاك المتعددة، واللحام الهجين بقوس الليزر) في الهندسة إلى زيادة متطلبات مواصفات اللحام ويجعل معالجة أبخرة اللحام أكثر صعوبة.

2.2 تأثير مواد اللحام على انبعاث الغبار
أثناء عملية اللحام، تنتج أكاسيد المعادن الناتجة عن اللحام المواد في درجات حرارة عالية تختلط بمواد مسرطنة مختلفة. إذا استنشق المشغلون هذه الجسيمات بشكل مفرط، فقد يتسبب ذلك في الإصابة بمجموعة من الأمراض.
وللتخفيف من هذه المخاطر، فإن تطوير مواد اللحام الخضراء يمكن أن يتحكم بفعالية في المكونات الضارة للدخان والغبار من المصدر.
تركز الأبحاث حول مواد اللحام الخضراء في الداخل والخارج بشكل أساسي على ثلاثة جوانب:
(1) من خلال تعديل تركيبة الجلد الدوائي، من الممكن تقليل كمية الغبار الناتج عن المادة.
(2) لتقليل محتوى المواد الثقيلة عناصر معدنية في دخان اللحام والغبار.
(3) يجب معالجة أبخرة اللحام باستخدام مواد لحام مزيلة للأبخرة.
وتتأثر كمية الغبار المتولدة أثناء اللحام بتركيبة طلاء القطب الكهربائي، والتركيب الكيميائي للمسحوق، وشريط سلك اللحام الفولاذي. العوامل المؤثرة معقدة.
يعتبر الفلوريت وسيليكات الصوديوم من المساهمين الرئيسيين في توليد الغبار في طلاء الأقطاب الكهربائية، وتمثل نواتج تفاعلهما أكثر من 501 تيرابايت من إجمالي كمية الدخان والغبار.
المواد التي تحتوي على الكالسيوم والصوديوم تزيد من كمية الغبار المتولدة، في حين أن سبائك الكالسيوم السيليكونية ومسحوق المغنيسيوم يمكن أن تثبطه.
وجدت الأبحاث التي أجراها جيانغ جيانمين وآخرون في جامعة بكين للتكنولوجيا أن تقليل محتوى مسحوق الحديد في قلب السلك المتدفق يمكن أن يقلل من كمية الغبار المتولد أثناء اللحام من 33% إلى 47%.
ووفقًا لتقرير أعده Mruczek MF، طورت إحدى الشركات الأجنبية المصنعة لمواد اللحام سلكًا محفورًا منخفض المحتوى من المنجنيز يمكن أن يقلل بشكل فعال من محتوى المنغنيز في دخان اللحام. ومع ذلك، قد يؤدي ذلك إلى ضعف الخواص الميكانيكية للحام.
وجد نورث تي إتش أن إضافة جسيمات مركبة تحتوي على المنغنيز في اللب يمكن أن تقلل بشكل كبير من محتوى المنغنيز في دخان اللحام عن طريق منع أكسدة المنغنيز وترك المزيد من المنغنيز في اللحام.
وأضاف دينيس جيه إتش وآخرون العناصر النشطة (الزنك، والألومنيوم، والمغ) إلى السلك ذي التدفق المحفور الذي يمكن أن يقلل بشكل كبير من محتوى Cr6+ في دخان اللحام عن طريق السماح للعناصر النشطة بالتأكسد بشكل تفضيلي. ومع ذلك، فإن إضافة الزنك إلى لحام الفولاذ المقاوم للصدأ يمكن أن يقلل السلك من محتوى الكروم في دخان اللحام ولكنه يسرع من معدل تكوين الدخان.
اكتشف Mortazavi S B. وآخرون أن تقليل محتوى K في مواد اللحام وزيادة محتوى الليثيوم يمكن أن يقلل من محتوى K2CrO4 وبالتالي يقلل من محتوى Cr6+ في دخان اللحام من خلال الليثيوم.
بالإضافة إلى ذلك، أظهر Topham N. وآخرون أن تقليل محتوى الصوديوم والكالسيوم في مواد اللحام من الفولاذ الأوستنيتي المقاوم للصدأ وإضافة رباعي إيثيل السيلان (TEOS) 30% في غاز التدريع يمكن أن يقلل من محتوى الكروم (VI) في دخان لحام الفولاذ المقاوم للصدأ.
ومع ذلك، فإن طريقة إزالة السبائك من مواد اللحام المستخدمة لتقليل المكونات الضارة في أبخرة اللحام قد لا تفي بمتطلبات الخواص الميكانيكية ومقاومة التآكل ومقاومة التآكل اللازمة لهياكل اللحام.
وفي الوقت الحالي، تكون درجة الإشابة في المعدن الأساسي المستخدم عالية جدًا. من الفولاذ منخفض الكربون إلى الفولاذ منخفض السبائك، ثم إلى السبائك عالية الإنتروبي، يتزايد مستوى الإشابة.
وفي الوقت نفسه، فإن إضافة عناصر السبائك مثل المنغنيز والكروم والنيكل والنيكل والمونيوم والكوبالت وغيرها إلى مواد اللحام (المواد الأساسية + أسلاك اللحام) يمكن أن تعزز بشكل كبير الخواص الميكانيكية ومقاومة التآكل لمكونات اللحام، وتزيد من عمر خدمتها، وتوسع نطاق استخدام المواد المعدنية.
ونتيجة لذلك، لا يكون من العملي في كثير من الأحيان معالجة الدخان والغبار عن طريق التعامل مع مواد اللحام في الإنتاج الفعلي.

تُعد التهوية وعادم الدخان من أكثر طرق المعالجة فعالية في الإنتاج حاليًا، والتي تشمل بشكل أساسي نوعين من الطرق:
تتضمن الطريقة الأولى تركيب أجهزة شفط دخان موضعية أو استخدام مسدسات اللحام الدخانية على محطة اللحام للتحكم في زيادة انتشار دخان اللحام والغازات الضارة والتحكم فيها من المصدر.
وتتضمن الطريقة الثانية تحسين بيئة العمل في ورشة اللحام من خلال التهوية الشاملة والتهوية الإزاحة للمصنع.
3.1 استخراج الدخان المحلي
في الوقت الحالي، تشمل الطرق الأساسية لاستخراج الدخان الموضعي بشكل أساسي تدخين مسدسات اللحام والتهوية المحلية وإزالة الغبار.
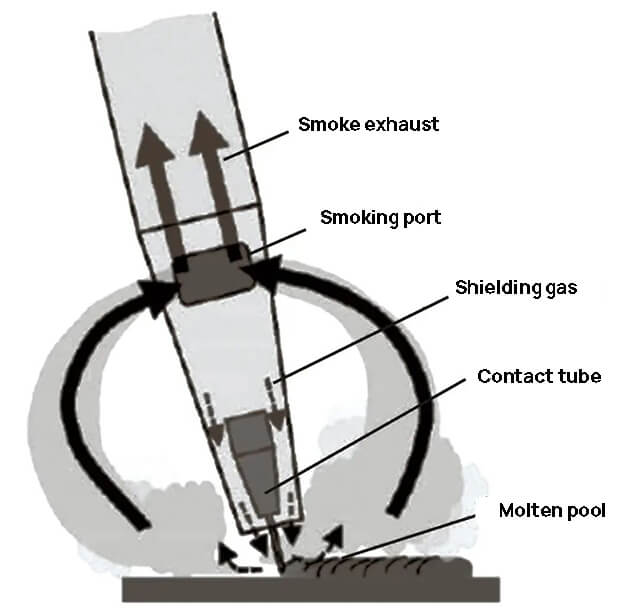
يوضح الشكل 3 مبدأ مسدس اللحام المدخن. تولد فوهة التدخين عملية شفط لالتقاط الدخان والغبار، مما يمنع انتشارهما وتلوث البيئة.
بالمقارنة مع معدات المعالجة المحلية الأخرى، توفر مسدسات اللحام بالتدخين مرونة أكبر من حيث تحديد المواقع وتعديل الزوايا، مما يتيح للحامين العمل بقيود أقل.
تتضمن التهوية الموضعية استخدام أغطية غبار متخصصة لاستخراج دخان اللحام مباشرةً من منطقة اللحام ثم إطلاق الدخان المتجمع في الخارج بعد الخضوع لمعالجة تقليل الغبار. ويوضح الشكل 4 مبدأ التهوية المحلية.

تشير الأبحاث إلى أن التهوية الموضعية أكثر كفاءة من التهوية العامة.
أجرى فلين MR دراسة تقارن بين فعالية إزالة الغبار من نظام التهوية تحت ثلاثة ظروف: عدم وجود تهوية داخلية، والرياح الطبيعية، والتهوية الميكانيكية. وكشفت النتائج أن المروحة المقترنة بنظام التهوية المحلية حققت أعلى كفاءة في إزالة الغبار.
في تجربة أخرى، قيّم ميكر جيه دي تجربة أخرى للتهوية المحلية التجارية و معدات إزالة الغبار. ووجدت الدراسة أن تركيز المنغنيز في دخان الهواء انخفض بنسبة 25%، وانخفضت الجسيمات بنسبة 40%، وانخفض تركيز Cr6+ بنسبة 68% بعد استخدام المعدات. وبالتالي، فإن التهوية الموضعية وإزالة الغبار هي طريقة تهوية فعالة.
ومع ذلك، تجدر الإشارة إلى أن معدات استخراج الدخان المحلية مناسبة فقط للحام قطع العمل صغيرة الحجم ولها تطبيق محدود في الشغل الثقيل لحام الهيكل ورش العمل. ويرجع ذلك إلى حقيقة أن محطة اللحام للهياكل الثقيلة متنقلة، ونقاط الدخان والغبار تتغير باستمرار، مما يجعل من الصعب مراعاة المساحة الكلية باستخدام إزالة الغبار المحلي.
3.2 التهوية العامة وتهوية الإزاحة
تشير التهوية العامة، والمعروفة أيضًا باسم التهوية المخففة، إلى عملية تخفيف الهواء الملوث في الأماكن المغلقة بهواء نظيف من خلال استخدام الأبواب والنوافذ والأسطح. يتم ذلك لتقليل تركيز المواد الضارة في الهواء الداخلي وضمان أن بيئة الهواء الداخلي تفي بمعايير جودة الهواء.
يظهر مبدأها في الشكل 5.
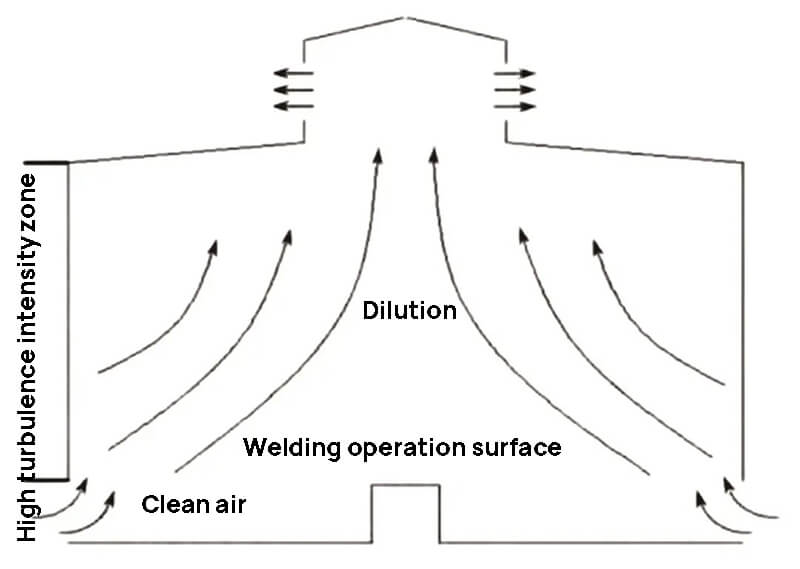
تعتبر التهوية العامة مناسبة للبيئات ذات التركيزات المنخفضة من المواد الضارة وتستخدم عادةً كوضع مساعد للتهوية المحلية وإزالة الغبار.
C. فيغلي وآخرون دراسة ومناقشة عامل الأمان K في معادلة حساب حجم الهواء للتهوية المخففة، واقترحوا عامل خلط أكثر موضوعية Km استنادًا إلى القياسات التجريبية.
أجرى ليو سيان وآخرون اختبارات لتقييم تركيز المخاطر الكيميائية في ورشة لحام قبل وبعد تنفيذ معالجة التهوية الميكانيكية. وبعد المعالجة بالتهوية، انخفض محتوى الهواء من المنجنيز ومركباته ودخان اللحام والأوزون وأول أكسيد الكربون وأكاسيد النيتروجين في الورشة، حيث وجد أكبر انخفاض في تركيز المنجنيز ومركباته عند انخفاض تركيز 82%.
تم تطوير تهوية الإزاحة على أساس التهوية العامة، ومبدأها موضح في الشكل 6.

نظرًا للحرارة المتولدة أثناء عملية اللحام، يتشكل تدرج ثابت في درجة الحرارة في ورشة اللحام، مما يقلل من سرعة الرياح ويسبب فرقًا في درجة الحرارة (ΔT = 2 ~ 4 ℃) بين الهواء النقي الذي يتم توفيره مباشرة إلى منطقة العمل الداخلية.
ونتيجة لذلك، ينزل الهواء الأكثر برودة أولاً تحت تأثير الجاذبية وينتشر تدريجياً عبر الأرض، مكوناً طبقة من الهواء النقي. وكلما ارتفعت درجة الحرارة، يرتفع هذا الهواء النقي ليأخذ الهواء الملوث بعيداً باستمرار.
وعلاوة على ذلك، يتم تزويد الغرفة بالهواء النقي باستمرار من خلال مجرى الهواء، بينما تسحب فتحة عودة الهواء فوق الورشة الهواء الداخلي بسبب عوامل متعددة.
يتحرك الهواء النقي فوق سطح الأرض في منطقة العمل ببطء إلى أعلى، مما يشكل تدفق هواء صاعد موحد. وهذا يحل تدريجياً محل الهواء الملوث في الورشة، مما يؤدي إلى تنقية الهواء.
لا توفر طريقة إزالة الغبار بالتهوية بالإزاحة استهلاك الطاقة فحسب، بل توفر أيضًا كفاءة تنقية أعلى. أجرى R. Nienel وآخرون دراسة على نظام تهوية الإزاحة لمصانع اللحام الكبيرة.
من خلال تحليل التوزيع المكاني للجسيمات المتولدة أثناء عملية اللحام، وجدوا أن تركيز الجسيمات في منطقة نشاط الأفراد في الجزء السفلي من المصنع كان أقل بكثير من تركيزها في الجزء العلوي من المصنع، مما يدل على فعالية تهوية الإزاحة في تفريغ الجسيمات من مصنع اللحام.
في الوقت الحالي، تركز الأبحاث حول تهوية الإزاحة بشكل أساسي على تحسين توزيع الهواء ومعلمات إمداد الهواء وموضع مخرج تهوية الإزاحة باستخدام المحاكاة العددية باستخدام CFD. يهدف هذا البحث إلى تحسين كفاءة التهوية وتوفير إرشادات نظرية لتحسين تصميم تهوية الإزاحة.
(1) يتم تحديد توليد أبخرة اللحام وخطرها من خلال عمليات فيزيائية وكيميائية معقدة، ويلزم اتخاذ تدابير شاملة لمعالجتها.
(2) لا يمكن تحقيق السيطرة الكاملة على أبخرة اللحام والعوامل الخطرة الأخرى من خلال الحماية السلبية وحدها.
(3) فتح ابتكار عمليات اللحام الذكية والأوتوماتيكية وأنظمة اللحام طريقًا جديدًا لتحقيق اللحام الأخضر والفعال والإنتاج النظيف.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







