
تحديد جهد اللحام والتيار: نصائح
يتطلب تحقيق لحام لا تشوبه شائبة أكثر من مجرد مهارة؛ فهو يتوقف على إتقان التفاعل بين الجهد والتيار. هذان البارامتران هما شريان الحياة في اللحام، حيث يتحكمان في كل شيء بدءًا من...
هل تساءلت يومًا كيف يحول اللحام القطع المعدنية المنفصلة إلى كل موحد؟ تستكشف هذه المقالة عالم وصلات اللحام الرائعة، وتدرس أنواعها وخصائصها الميكانيكية والعوامل الحاسمة في تصميمها. اكتشف كيف تؤثر هذه الوصلات على قوة ومتانة الهياكل المعدنية.

وصلات اللحام بالقوس الكهربائي عبارة عن هياكل معقدة تتكون من أربع مناطق متميزة، لكل منها خصائص وخصائص فريدة:
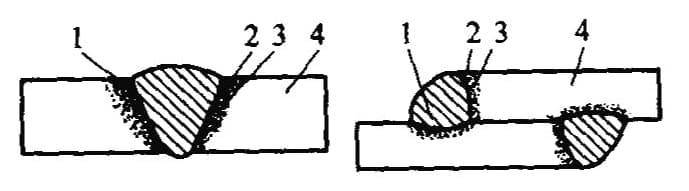
1 - لحام المعادن
2 - الأسلاك الذائبة
3 - المنطقة المتأثرة بالحرارة
4 - المادة الأساسية
عملية اللحام يضفي على المفصل الخصائص الميكانيكية التالية:
1) الأداء الميكانيكي غير المتجانس لمفاصل اللحام
وبسبب العمليات المعدنية المختلفة التي تحدث أثناء اللحام، وبسبب اختلاف الدورات الحرارية ودورات الإجهاد التي تؤثر على المناطق المختلفة، تحدث تباينات كبيرة في بنية وخصائص هذه المناطق. وينتج عن ذلك أداء ميكانيكي غير متجانس للمفصل بأكمله.
2) توزيع الإجهاد غير المتكافئ والتركيز في وصلات اللحام
تؤدي الانقطاعات الهندسية المتأصلة في وصلات اللحام إلى توزيع غير متساوٍ لإجهاد العمل وتركيز الإجهاد اللاحق. عند وجود عيوب في اللحام، أو عندما يكون شكل خط اللحام أو المفصل غير عملي، يزداد تركيز الإجهاد، مما يؤثر على قوة المفصل، خاصةً قوة الإجهاد.
3) الإجهاد المتبقي والتشوه الناتج عن التسخين غير المتساوي أثناء اللحام
اللحام هو عملية تسخين موضعي. أثناء اللحام بالقوس الكهربائي، يمكن أن تصل درجة الحرارة عند خط اللحام إلى درجة غليان المادة، ولكنها تنخفض بسرعة بعيدًا عن خط اللحام إلى درجة حرارة الغرفة. يؤدي مجال درجة الحرارة غير المتكافئ هذا إلى إجهاد متبقي وتشوه داخل اللحام.
4) صلابة عالية لمفاصل اللحام
من خلال اللحام، يصبح التماس والمكونات موحدة، مما ينتج عنه درجة أعلى من الصلابة مقارنةً بالوصلات المبرشمة أو المنكمشة.
وصلة ملحومة (يشار إليها أيضاً بالمفصل): وصلة متصلة باللحام.
وصلات ملحومة شائعة الاستخدام:
المفصل التناكبي، والمفصل التناكبي، والمفصل على شكل حرف T، والمفصل المتقاطع، ومفصل اللفة، ومفصل الزاوية، ومفصل الحافة، ومفصل الأكمام، والمفصل المائل، والمفصل ذو الحواف المائلة، والمفصل المزدوج على شكل حرف V، وغيرها.
الأنواع الأساسية للوصلات الملحومة.
| الاسم | تشكيل درز اللحام | الاسم | تشكيل درز اللحام |
| مفصل المؤخرة | 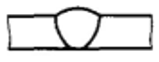 | موصل الطرفية | 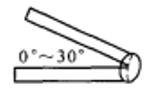 |
| تي-جوينت | 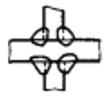 | موصل المؤخرة المائل | 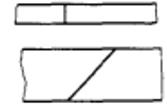 |
| مفصل الزاوية |  | موصل ذو حواف | |
| مفصل اللفة | 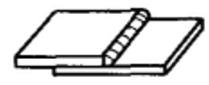 | موصل بعقب محكم الإغلاق |
1. مفصل المؤخرة
يتم تشكيل الوصلة التناكبية عن طريق لحام الحواف المتقابلة لقطعتي عمل موضوعتين في نفس المستوى. ويُعتمد هذا التكوين المشترك على نطاق واسع في مختلف الهياكل الملحومة نظرًا لتصميمه المحسّن، وقدرته الفائقة على تحمل الأحمال، ونسبة القوة إلى الوزن العالية، والاستخدام الفعال للمواد.
تنبع شعبية الوصلة التناكبية من قدرتها على نقل القوى مباشرةً من خلال اللحام، مما يؤدي إلى توزيع إجهاد أكثر اتساقًا مقارنةً بأنواع الوصلات الأخرى. هذه الخاصية تجعلها مناسبة بشكل خاص للتطبيقات التي تنطوي على تحميل دوري أو بيئات معرضة للإجهاد، مثل أوعية الضغط وخطوط الأنابيب والأطر الفولاذية الإنشائية.
ومع ذلك، تفرض طبيعة التوصيل من الحافة إلى الحافة متطلبات صارمة على إعداد ومحاذاة أسطح التزاوج. يعد الإعداد الدقيق للحافة، بما في ذلك الحواف المشطوفة للمواد السميكة، والحفاظ على تفاوتات التثبيت الضيقة أمرًا بالغ الأهمية لضمان الاختراق الكامل وتقليل مخاطر عيوب اللحام.
في إنتاج اللحام، عادةً ما تُظهر حبة اللحام في الوصلة التناكبية شكلًا محدبًا طفيفًا بارزًا فوق سطح المادة الأساسية. في حين أن هذا التعزيز يمكن أن يوفر قوة إضافية، إلا أنه يخلق أيضًا انقطاعًا هندسيًا. يمكن أن يؤدي هذا السطح غير المنتظم إلى تركيز الإجهاد عند مقدمة اللحام - المنطقة الانتقالية بين معدن اللحام ومادة القاعدة. وللتخفيف من هذه المشكلة، يمكن استخدام معالجات ما بعد اللحام مثل الطحن أو المعالجة الآلية لتحقيق سطح متساطح، خاصةً في التطبيقات التي تكون فيها مقاومة التعب أو الخصائص الديناميكية الهوائية أمرًا بالغ الأهمية.
يمكن أن تنتج تقنيات اللحام الحديثة، مثل اللحام الآلي بالليزر أو اللحام بالشعاع الإلكتروني، وصلات ترقوية عالية الجودة مع الحد الأدنى من التشويه والمناطق المتأثرة بالحرارة الضيقة، مما يعزز من الخصائص الميكانيكية للمفصل والسلامة الهيكلية العامة.

2. تي-جوينت
يتم تشكيل الوصلة على شكل حرف T (أو الوصلة المتقاطعة) عن طريق توصيل أعضاء متعامدة باستخدام لحام فيليه، مما يخلق تكوينًا يشبه الحرف "T". يمكن لهذه الوصلة متعددة الاستخدامات أن تتحمل قوى وعزم دوران متعدد الاتجاهات، مما يجعلها ضرورية في مختلف التطبيقات الإنشائية. وتوجد الوصلات على شكل حرف T في الغالب في الهياكل الصندوقية، وتصنيع أوعية الضغط (مثل وصلات الأنبوب بالهيكل)، وربط حلقات تقوية غرف التفتيش بأجسام الأوعية.
تمثل هندسة الوصلات على شكل حرف T تحديات فريدة في توزيع الإجهاد. يؤدي الانتقال المفاجئ من خط اللحام إلى المادة الأساسية إلى تشويه كبير في تدفق القوة تحت الأحمال الخارجية، مما يؤدي إلى مجال إجهاد غير منتظم ومعقد للغاية. وتؤدي هذه الظاهرة إلى تركيزات إجهاد كبيرة في كل من جذر وأصابع اللحام على شكل شرائح، وهي مناطق حرجة معرضة للفشل الناتج عن التعب.
للتخفيف من تركيزات الضغط هذه وتحسين أداء المفاصل، يمكن استخدام عدة استراتيجيات:
عند تصميم الوصلات على شكل حرف T وتصنيعها، يجب على المهندسين النظر بعناية في عوامل مثل اختيار المواد ومعلمات اللحام وسيناريوهات التحميل المحتملة لضمان الأداء الأمثل للمفصل وطول عمره في الخدمة.

3. مفصل اللفة
يتم إنشاء مفصل اللفة عن طريق تداخل صفيحتين ثم إجراء لحام فيليه على الطرف أو الجانب، أو عن طريق إضافة سدادة أو لحام أخدود. نظرًا لاختلال المحاذاة بين خطي مركز اللوحين في مفصل اللفة، يتولد عزم انحناء إضافي تحت الحمل، مما قد يؤثر على قوة اللحام.
وبالتالي، لا يتم استخدام وصلات اللفة عادةً في العناصر الرئيسية الحاملة للضغط في الغلايات وأوعية الضغط.
يؤدي التغيير الكبير في شكل المكونات بسبب وصلات اللفة إلى تركيز إجهاد أكثر تعقيدًا مقارنةً بالوصلات التناكبية مما يؤدي إلى توزيع غير متساوٍ للغاية للإجهاد عبر الوصلة.
داخل وصلات اللفة، بناءً على الاتجاهات المختلفة للإجهاد المؤثر على لحام الشرائح المتداخلة، يمكن تصنيف هذه اللحامات على أنها أمامية أو جانبية أو قطرية لحامات الشرائح.

بالإضافة إلى لحام لوحين فولاذيين مكدسين على الطرف أو الجانب، تتضمن وصلات اللفة أيضًا لحام الأخدود ولحام السدادة (الثقوب المستديرة والثقوب الممدودة). يظهر هيكل وصلة اللفة الملحومة بالأخدود في الشكل.
أولاً، يتم ثقب قطعة العمل المراد توصيلها في أخدود، ثم يتم ملء الأخدود بمعدن اللحام. المقطع العرضي للحام الأخدود مستطيل، وعرضه ضعف سُمك المكوّن المتصل. يجب أن يكون طول الأخدود أقصر قليلاً من طول اللفة.

يتضمن لحام القابس الحفر الثقوب في اللوحين المراد ربطهما، واستبدال الأخدود في اللحام الأخدودي، واستخدام معدن اللحام لملء هذه الثقوب، وبالتالي ربط اللوحين. يمكن تقسيم اللحام بالسدادة إلى نوعين: لحام سدادة الفتحة الدائرية ولحام سدادة الفتحة الممدودة، كما هو موضح في الشكل.

4. مفصل الزاوية
تتكون الوصلة الزاوية عندما يتم لحام لوحين عند حافتيهما بزاوية معينة. تُستخدم الوصلات الزاوية بشكل شائع في الهياكل الصندوقية ووصلات الأنابيب السرجية والوصلات ذات الأجسام الأسطوانية. كما تأخذ الوصلة بين أنابيب النار والأغطية الطرفية في الغلايات الصغيرة هذا الشكل.
على غرار الوصلات على شكل حرف T، تتميز الوصلات أحادية الجانب بمقاومة منخفضة للغاية لعزوم الانحناء العكسي. ما لم تكن الألواح رقيقة جدًا أو لم يكن الهيكل غير حرج، ينبغي عمومًا عمل الحواف للحام على الوجهين، وإلا فلا يمكن ضمان الجودة.
عند اختيار نوع الوصلة، ضع في اعتبارك في المقام الأول هيكل المنتج، بالإضافة إلى عوامل مثل ظروف الإجهاد وتكاليف المعالجة.
على سبيل المثال
تُستخدم الوصلات التناكبية على نطاق واسع لأنها توزع الضغط بالتساوي وتوفر في المعدن. ومع ذلك، تتطلب الوصلات التناكبية أبعاد قطع وتجميع دقيقة.
تتحمل الوصلات على شكل حرف T في الغالب إجهاد القص البسيط أو تعمل فقط كلحامات توصيل.
لا تتطلب وصلات اللفائف دقة تجميع عالية ويسهل تجميعها، ولكن قدرتها على التحميل منخفضة، لذا فهي تستخدم بشكل عام في الهياكل غير الحرجة.
تحدد متطلبات جودة اللحام، وحجم اللحام، وموضع اللحام، وسُمك قطعة العمل، والأبعاد الهندسية، وظروف العمل في تصميم الوصلات الملحومة التنوع في اختيار طرق اللحام وعمليات الصياغة. لا يضمن التصميم المعقول واختيار الوصلات الملحومة بشكل معقول قوة اللحامات والهيكل الفولاذي الكلي فحسب، بل يبسط أيضًا عملية الإنتاج ويقلل من تكاليف التصنيع.
العوامل الرئيسية في تصميم واختيار الوصلات الملحومة:
الجدول 1-2: التصميم المقارن لأشكال وصلات اللحام
| مبادئ التصميم المشترك | تصميم معرّض للخطأ | تصميم محسّن |
| زيادة الواجهة الأمامية لحام الزاوية |  |  |
| يجب أن يسهل موضع خط اللحام المصمم اللحام والفحص |  |  |
| لتقليل تركيز الإجهاد عند خط لحام اللفة، يجب تصميمها كمفصل مع تخفيف إجهاد معين |  |  |
| قطع الزوايا الحادة من أضلاع التسليح | 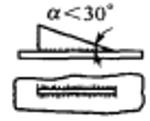 |  |
| يجب توزيع طبقات اللحام |  |  |
| تجنب طبقات اللحام المتقاطعة |  |  |
| يجب تصميم طبقات اللحام على المحور المحايد أو بالقرب منه في وضع متماثل |  |  |
| يجب تصميم طبقات اللحام المعرضة للانحناء على جانب الشد، وليس على جانب الضغط غير الملحوم. |  |  |
| تجنب وضع طبقات اللحام حيث يتركز الضغط. |  |  |
| يجب أن تبتعد طبقات اللحام عن المناطق ذات الضغط الأقصى. |  |  |
| يجب أن يكون سطح المعالجة خاليًا من طبقات اللحام. |  |  |
| يجب تصميم موضع طبقات اللحام الأوتوماتيكية حيث يتم تقليل تعديل معدات اللحام وعدد مرات تقليب قطع العمل إلى الحد الأدنى. |  |  |
درزة اللحام هي الوصلة التي تتكون بعد لحام الأجزاء معاً.
الفئات:
1. استناداً إلى الموضع المكاني، يمكن تقسيمها إلى: طبقات اللحام المسطحة، طبقات اللحام الأفقية، طبقات اللحام العمودية، طبقات اللحام العلوية.
2. استناداً إلى طريقة الوصل، يمكن تصنيفها إلى: طبقات اللحام التناكبي، ودرزات اللحام الزاوية، ودرزات اللحام بالسدادة.
3. استناداً إلى الاستمرارية يمكن تصنيفها إلى: طبقات لحام متصلة ودرزات لحام متقطعة.
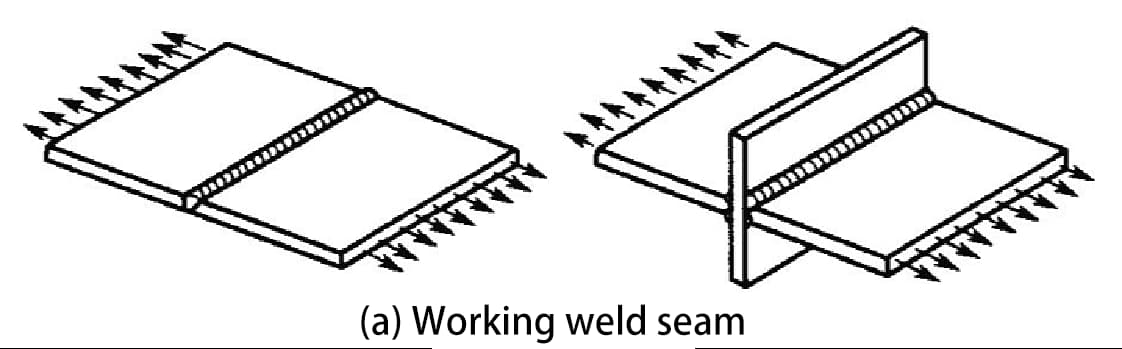
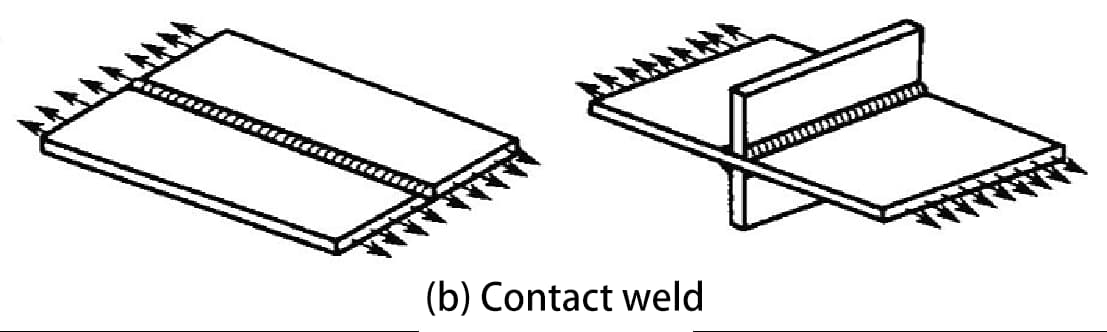
4. استناداً إلى التحميل، يمكن تقسيمها إلى: طبقات اللحام العاملة ودرزات اللحام الملامسة.
يعتبر خط اللحام مكونًا أساسيًا في الوصلة الملحومة. والأشكال الأساسية لدرزة اللحام هي درزة اللحام التناكبي ودرزة اللحام الزاوية.
1. درزات اللحام التناكبي:
يتم تشكيل طبقات اللحام التناكبي على طول الوصلة بين جزأين. ويمكن أن يكون لها إما شكل غير محزوز (أو أخدود على شكل حرف I) أو شكل محزوز. يمكن أن يكون شكل سطح درز اللحام إما محدباً أو مسطحاً مع السطح.
2. درزات لحام الزاوية:

طبقات اللحام العاملة (المعروفة أيضًا باسم طبقات اللحام الحاملة)
هذه هي طبقات اللحام التي، في سلسلة مع الأجزاء الملحومة، تتحمل الأحمال في المقام الأول. إذا تمزقت هذه اللحامات فإن الهيكل الفولاذي سيعاني على الفور من أضرار جسيمة.
طبقات اللحام التلامسية (المعروفة أيضًا باسم طبقات اللحام غير الحاملة للحمل)
وهي عبارة عن طبقات لحام توحد جزأين أو أكثر من الأجزاء الملحومة بشكل متوازي (أي توفر الاتصال). لا تتحمل هذه اللحامات أحمالاً مباشرةً وتخضع لأدنى حد من القوة أثناء التشغيل. إذا تمزق مثل هذا التماس فلن ينهار الهيكل على الفور.
الأخدود هو خندق يتم تشكيله عن طريق تشكيل أشكال هندسية معينة في الأجزاء المراد لحامها من قطعة العمل وفقًا لمتطلبات التصميم أو العملية.
إعداد الأخدود:
عملية تشكيل الأخدود باستخدام الطرق الميكانيكية أو اللهب أو القوس الكهربائي.
الغرض من إعداد الأخدود:
(1) لضمان تغلغل القوس بعمق في جذر خط اللحام لتحقيق الاندماج الكامل، ولتحقيق تشكيل مثالي لخط اللحام، ولتسهيل إزالة الخبث.
(2) بالنسبة إلى سبائك الفولاذ، يضبط الأخدود أيضًا نسبة المعدن الأساسي إلى معدن الحشو (أي نسبة الاندماج).
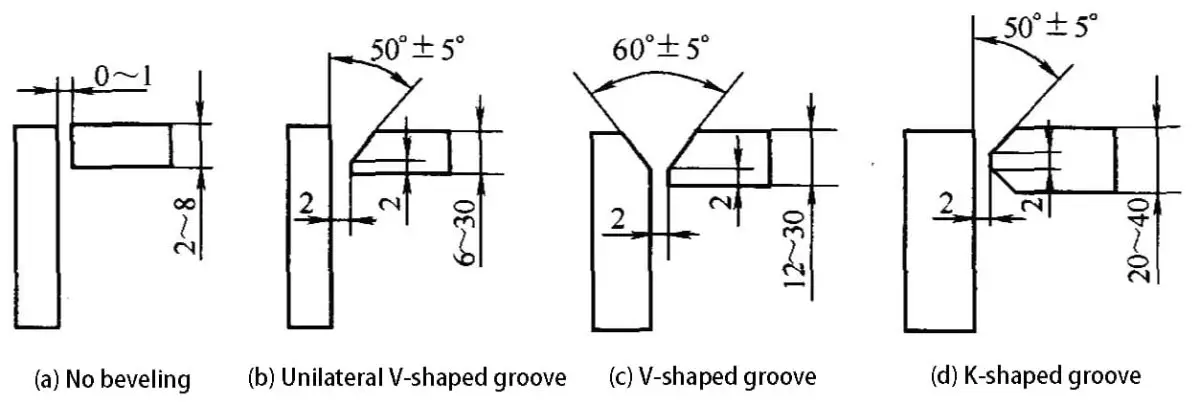
اعتمادًا على سُمك الصفيحة، يمكن دحرجة حواف اللحام لدرزات اللحام التناكبي أو تربيعها أو تشكيلها آليًا على شكل حرف V وشكل X وشكل K وشكل U.

(2) اعتمادًا على سمك قطعة العمل، والهيكل، وظروف التحميل، يمكن تقسيم أشكال الأخدود لمفاصل الزوايا والمفاصل على شكل حرف I، وشكل حرف V أحادي الجانب بحافة غير حادة، وشكل حرف K.

أ) شكل I
ب) شكل V أحادي الجانب (بحافة غير حادة)
ج) شكل K (بحافة غير حادة)
2. مبادئ تصميم الأخدود
يتم اختيار شكل الأخدود وأبعاده وتصميمه في المقام الأول بناءً على سُمك الهيكل الفولاذي وطريقة اللحام المختارة وموضع اللحام وعملية اللحام. يجب أن يكون التصميم:
1) تقليل كمية مادة الحشو في خط اللحام;
2) عرض جيد قابلية اللحام;
3) التأكد من سهولة تشكيل الأخدود في الماكينة;
4) تسهيل تعديل تشوه اللحام;
بشكل عام، بالنسبة للحام قطع العمل التي يصل سمكها إلى 6 مم باستخدام اللحام بالقوس الكهربائي، أو للحام الأوتوماتيكي لقطع العمل التي يصل سمكها إلى 14 مم، من الممكن الحصول على خط لحام مؤهل دون تحضير الأخدود.
ومع ذلك، يجب الحفاظ على وجود فجوة بين اللوحين لضمان أن يملأ معدن الحشو حوض اللحام، مما يضمن الاندماج الكامل. إذا كان صفيحة فولاذية يتجاوز السُمك المذكور أعلاه، لا يمكن للقوس أن يخترق الصفيحة، وينبغي النظر في إعداد الأخدود.
لضمان التصنيع الدقيق والدقيق لتصميماتهم، يجب على المهندسين توصيل المواصفات الفنية للهياكل والمنتجات بشكل شامل من خلال رسومات التصميم التفصيلية ووثائق المواصفات الشاملة.
بالنسبة للوصلات الملحومة، يستخدم المصممون في المقام الأول رموز اللحام الموحدة ورموز عملية اللحام. في حين يمكن استخدام طرق الصياغة الفنية التقليدية، يمكن أن يصبح تفصيل متطلبات عملية اللحام المعقدة واعتبارات الوصلات المعقدة بيانيًا أو نصيًا مرهقًا للغاية وعرضة لسوء التفسير.
وبالتالي، يعد تنفيذ الرموز والرموز الموحدة أمرًا بالغ الأهمية لتحديد الجوانب الحرجة التالية للوصلات الملحومة بشكل لا لبس فيه:
لا يقتصر دور هذه التمثيلات الموحدة على تبسيط سير العمل من التصميم إلى التصنيع فحسب، بل تقلل أيضًا من أخطاء الاتصال وتعزز الإنتاجية وتضمن جودة متسقة عبر بيئات التصنيع المختلفة. وعلاوة على ذلك، فإنها تسهل الامتثال الأسهل لمعايير اللحام الدولية مثل AWS A2.4 أو ISO 2553، والتي تعتبر ضرورية لعمليات التصنيع العالمية وضمان الجودة.
رموز لحام التماس اللحام: الرموز المحددة على الرسومات لتمثيل شكل وحجم وطريقة اللحام.
يتم تنظيمها من خلال GB/T324-1998 "التمثيل الرمزي لدرزات اللحام" (ينطبق على اللحام بالانصهار المعدني واللحام بالمقاومة) و GB/T5185-1999 "رموز التمثيل للحام المعادن و اللحام بالنحاس طرق على الرسومات.
يتكون رمز التماس اللحام من:
الرموز الأساسية: وتمثل هذه الرموز شكل المقطع العرضي لدرزة اللحام، مما يقارب شكل المقطع العرضي لدرزة اللحام.
| أسماء طبقات اللحام | شكل المقطع العرضي لدرزة اللحام. | الرمز |
| تماس اللحام على شكل حرف I |  |  |
| تماس اللحام على شكل حرف V | 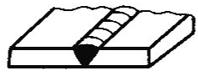 |  |
| درزة لحام على شكل حرف V غير حادة الحواف |  |  |
| تماس لحام على شكل حرف V أحادي الجانب | 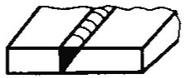 |  |
| درزة لحام أحادية الحواف على شكل حرف V ذات حواف غير حادة |  | |
| درزة لحام على شكل حرف U غير حادة الحواف |  |  |
| ختم التماس اللحام |  | |
| لحام فيليه | 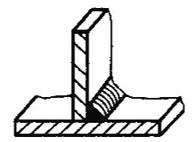 |  |
| لحام السدادة أو لحام الأخدود | 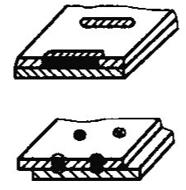 |  |
| لحام فلير-في |  |  |
| لحام البقعة |  |  |
| لحام التماس | 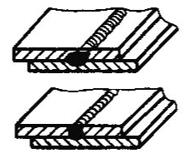 |  |
الرموز التكميلية: تمثل هذه الرموز متطلبات إضافية لخصائص الشكل السطحي لدرزة اللحام. تستخدم الرموز التكميلية بشكل عام مع رموز درز اللحام الأساسية عندما تكون هناك متطلبات خاصة لشكل سطح درز اللحام.
| الاسم | المساعدة تقنية اللحام | الرمز | التعليمات |
| الرمز المسطح |  | يشير إلى سطح لحام متدفق. | |
| الرمز المقعر | 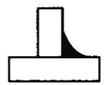 | يشير إلى سطح لحام مقعر. | |
| الرمز المحدب |  | يشير إلى سطح لحام محدب. |
رموز تقوية اللحام: هذه رموز تستخدم لتوضيح خصائص معينة لدرزة اللحام.
| الاسم | الاستمارة | الرمز | المؤشر |
| الرمز مع الوسادة |  | يشير إلى وجود شريط دعم في الجزء السفلي من خط اللحام. | |
| رمز اللحام ثلاثي الجوانب |  |  | يقترح طبقات اللحام ثلاثية الجوانب واتجاه الفتحة. |
| رمز اللحام المحيط |  |  | يرمز إلى خط اللحام المحيط بقطعة العمل. |
| رمز الحقل |  | يشير إلى اللحام الذي يتم إجراؤه في الموقع أو في موقع البناء. | |
| رمز الذيل |  | يمكن الرجوع إلى الرمز GB5185-1999 لطرق اللحام والرموز المماثلة في نهاية خط الرصاص". |
رموز أبعاد درز اللحام: هذه هي الرموز المستخدمة لتمثيل أبعاد ميزات الأخدود ودرز اللحام.
| الرمز | الاسم | مخطط تخطيطي |
| σ | سُمك الورقة |  |
| c | عرض درز اللحام | 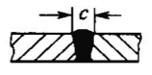 |
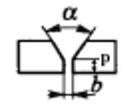
| b | الفجوة الجذرية |  |
| K | ارتفاع مقدمة اللحام | 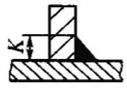 |
| p | ارتفاع الحافة الحادة |  |
| d | قطر بقعة اللحام |  |
| a | زاوية الأخدود |  |
| h | تقوية اللحام |  |
| s | سُمك اللحام الفعالمفصل اللحام نفسه | 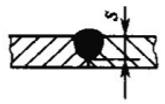 |
| N | رمز الكمية |  |
| e | تباعد اللحام |  |
| l | طول اللحام |  |
| R | نصف قطر الجذر |  |
| H | ارتفاع الأخدود |  |
خط القائد يتألف من خط قائد مرسوم عليه سهم، وخطين مرجعيين (خطين أفقيين) - خط متصل وآخر متقطع، وقسم الذيل.

من أجل تبسيط الشرح والشرح النصي لطرق اللحام، يمكن استخدام الرموز التي تمثل طرق اللحام المختلفة مثل اللحام المعدني واللحام بالنحاس، كما هو مبين بالأرقام العربية وفقًا للمعيار الوطني GB/T 5185-1999.
توجد التعليقات التوضيحية لطريقة اللحام في نهاية الخط الإرشادي.
| الاسم | طريقة اللحام |
| اللحام بالقوس الكهربائي | 1 |
| محمية القوس المعدني اللحام | 111 |
| اللحام بالقوس المغمور | 12 |
| معدن خامل اللحام بالغاز (MIG) | 131 |
| اللحام بغاز التنجستن الخامل (TIG) | 141 |
| اللحام بالضغط | 4 |
| اللحام بالموجات فوق الصوتية | 41 |
| اللحام بالاحتكاك | 42 |
| اللحام بالانتشار | 45 |
| اللحام بالانفجار | 441 |
| اللحام بالمقاومة | 2 |
| اللحام الموضعي | 21 |
| لحام التماس | 22 |
| اللحام الوميضي | 24 |
| اللحام بالغاز | 3 |
| اللحام بالأكسجين والأسيتيلين | 311 |
| اللحام بالأوكسجين والبروبان | 312 |
| طرق اللحام الأخرى | 7 |
| اللحام بالليزر | 751 |
| شعاع الإلكترون | 76 |
التمثيل التخطيطي للحامات
وفقًا للمعيار الوطني GB/Tl2212-1990 "الرسم الفني - الأبعاد والنسب والتمثيل المبسط لـ رموز اللحام"، عندما يكون من الضروري تصوير اللحامات بطريقة مبسطة على الرسومات، يمكن تمثيلها باستخدام مناظر أو مناظر مقطعية أو مناظر مقطعية أو مناظر مقطعية أو حتى مناظر محورية لأغراض التوضيح.
بشكل عام، يُسمح بنوع واحد فقط من التمثيل لكل رسم.


(أ) طريقة رسم طريقة رسم منظر وجه طرف اللحام
(ب) طريقة رسم طريقة عرض مقطع التماس اللحام
(ج) طريقة رسم الملامح الجانبية للحام


وتنص كل من المواصفة القياسية الوطنية GB/T324-1988 و GB/T5185-1999 و GB/T12212-1990 على طرق الشرح لرموز اللحام ورموز طرق اللحام.
(1) يمكن تمثيل رموز اللحام ورموز طرق اللحام بدقة ودون لبس من خلال الخطوط الإرشادية واللوائح ذات الصلة.
(2) عند وضع تعليقات توضيحية على اللحامات، قم أولاً بوضع تعليقات توضيحية لرموز اللحام الأساسية أعلى أو أسفل الخطوط المرجعية، ويتم وضع تعليقات توضيحية للرموز الأخرى في مواضعها الخاصة بها على النحو المنصوص عليه.
(3) لا توجد بشكل عام متطلبات محددة لموضع خط السهم بالنسبة للحام، ولكن عند وضع تعليقات توضيحية على شكل حرف V، أو على شكل حرف V أحادي الجانب، أو على شكل حرف J، وما إلى ذلك، يجب أن يشير السهم إلى قطعة العمل ذات الأخدود.
(4) عند الضرورة، يمكن ثني خط السهم مرة واحدة.
(5) يمكن رسم الخط المرجعي التخيلي أعلى أو أسفل الخط المرجعي الحقيقي.
(6) يجب أن يكون الخط المرجعي موازيًا بشكل عام للحافة السفلية للرسم، ولكن في ظل ظروف خاصة، يمكن أن يكون عموديًا على الحافة السفلية.
(7) إذا كان اللحام والخط السهمي على نفس الجانب من المفصلة، يوضع رمز اللحام الأساسي على جانب الخط المرجعي الفعلي؛ وعلى العكس، إذا لم يكن اللحام والخط السهمي على نفس الجانب من المفصلة، يوضع رمز اللحام الأساسي على جانب الخط المرجعي الوهمي.
عند الضرورة، يمكن أن يكون رمز اللحام الأساسي مصحوبًا برموز وبيانات الحجم.

مبادئ الشرح:
1) يتم تمييز الأبعاد الموجودة على المقطع العرضي لدرزة اللحام على الجانب الأيسر من الرمز الأساسي، مثل: ارتفاع الحافة الحادة p، وارتفاع الأخدود H، وحجم زاوية اللحام K، والارتفاع المتبقي لدرزة اللحام h، والسُمك الفعال لدرزة اللحام S، ونصف قطر الجذر R، وعرض درزة اللحام C، وقطر كتلة اللحام d.
2) يتم تحديد الأبعاد في اتجاه طول خط اللحام على الجانب الأيمن من الرمز الأساسي، مثل: طول خط اللحام L، وفجوة خط اللحام e، وعدد طبقات اللحام المتماثلة n.
3) يتم وضع علامة على زاوية الأخدود α، وزاوية وجه الأخدود β، والفجوة الجذرية b، والأبعاد الأخرى على الجانب العلوي أو السفلي من الرمز الأساسي.
4) يتم وضع رمز لعدد طبقات اللحام المتماثلة في نهاية الذيل.
5) عندما يكون هناك العديد من الأبعاد المراد تمييزها وليس من السهل تمييزها، يمكن إضافة رمز البعد المقابل أمام البيانات.
| الاسم | مخطط تخطيطي | وضع العلامات |
| لحام التماس اللحام التناكبي |  |  |
 |  | |
| لحام التماس اللحام الشرائحي المتقطع |  |  |
| تماس اللحام الشرائحي المتقطع المتقطع المتداخل |  |  |
| لحام اللحام الموضعي |  |  |
| لحام التماس اللحام |  |  |
| سدادة لحام السدادة أو سدادة لحام الأخدود |  |  |
وفي GB/T12212212-1990، تم النص أيضًا على طرق شرح مبسطة لوصلة اللحام في ظروف معينة.


بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







