
تحديد جهد اللحام والتيار: نصائح
يتطلب تحقيق لحام لا تشوبه شائبة أكثر من مجرد مهارة؛ فهو يتوقف على إتقان التفاعل بين الجهد والتيار. هذان البارامتران هما شريان الحياة في اللحام، حيث يتحكمان في كل شيء بدءًا من...
اللحام هو العمود الفقري للتصنيع الحديث، ولكن مع وجود العديد من الطرق المتاحة، كيف تختار الطريقة المناسبة لمشروعك؟ في منشور المدونة هذا، سنغوص في عالم اللحام ونستكشف التقنيات الأكثر شيوعًا المستخدمة في الصناعة اليوم. سيرشدك مهندسنا الميكانيكي الخبير إلى إيجابيات وسلبيات كل طريقة، مما يساعدك على اتخاذ قرار مستنير لمشروعك القادم. استعد لإثارة معرفتك والارتقاء بمهاراتك في اللحام إلى المستوى التالي!

اللحام القوسي اليدوي هو أول طريقة لحام بالقوس اليدوي تم تطويرها ولا تزال أكثر طرق اللحام استخدامًا بين جميع تقنيات اللحام بالقوس.
ويستخدم قضيب لحام مطلي خارجياً كقطب كهربائي ومعدن حشو في آن واحد، مع احتراق القوس بين طرف قضيب اللحام وسطح قطعة العمل التي يتم لحامها.
تحت التأثيرات الحرارية للقوس الكهربائي، يمكن للطلاء أن يولد غازًا لحماية القوس من ناحية، ومن ناحية أخرى، يمكن أن ينتج خبثًا لتغطية سطح حوض اللحام، مما يمنع المعدن المنصهر من التفاعل مع الغاز المحيط به.
ويتمثل الدور الأكثر أهمية للخبث في الخضوع لتفاعلات فيزيائية كيميائية مع المعدن المنصهر أو إدخال عناصر السبائك، وبالتالي تعزيز خصائص درز اللحام.
اللحام بالقوس الكهربائي معدات بسيطة ومحمولة ومرنة في التشغيل. يمكن استخدامها في لحام اللحامات القصيرة في الإصلاح والتجميع، خاصة للحام في المناطق التي يصعب الوصول إليها.
باستخدام قضيب اللحام، يمكن تطبيق اللحام بالقوس الكهربائي على معظم الفولاذ الكربوني الصناعي والفولاذ المقاوم للصدأ والحديد الزهر والنحاس والألومنيوم والنيكل وسبائكها.
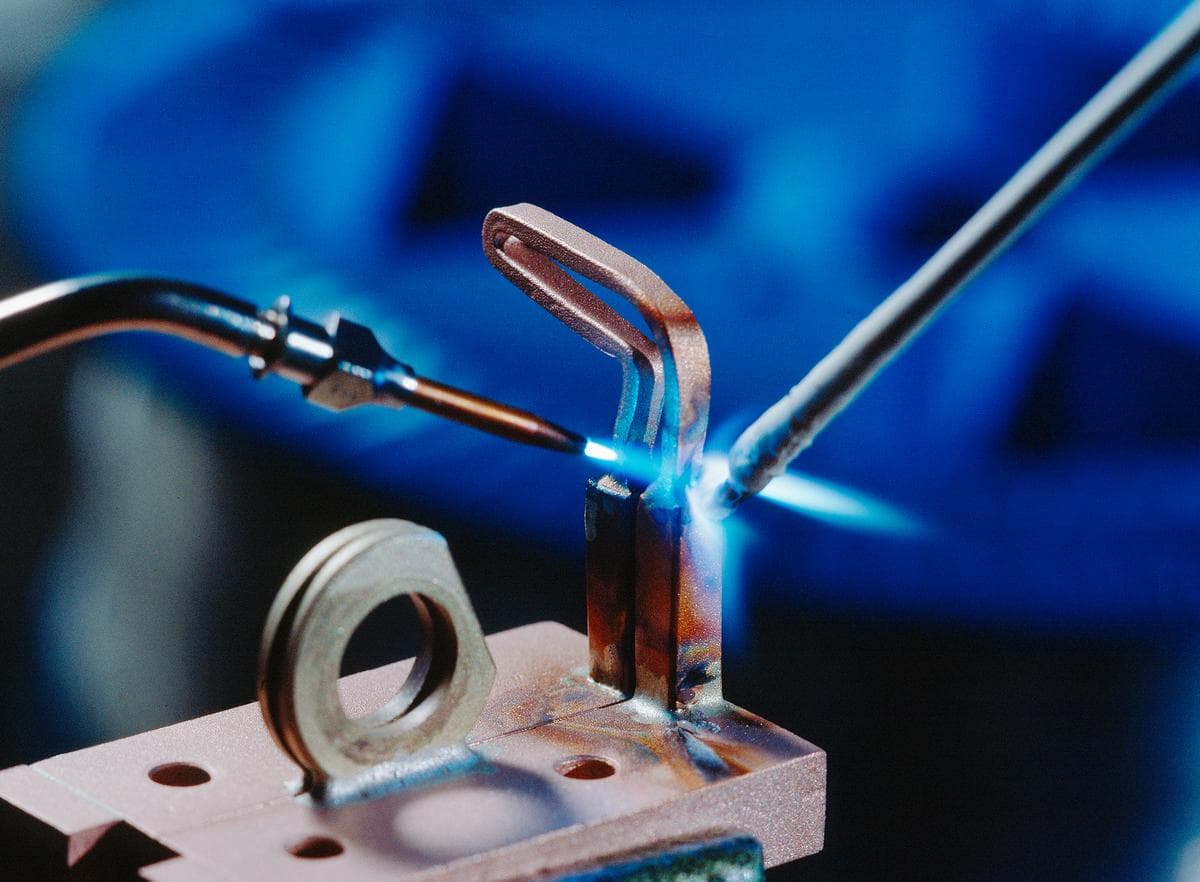
هذا نوع من اللحام القوسي المحمي بالغاز غير القابل للاستهلاك بقطب كهربائي غير قابل للاستهلاك، حيث يتسبب القوس بين قطب التنغستن وقطعة العمل في ذوبان المعدن وتشكيل خط لحام.
خلال عملية اللحامفإن قطب التنجستن لا ينصهر ويعمل فقط كقطب كهربائي.
وفي نفس الوقت، يتم تغذية غاز الأرجون أو غاز الهيليوم من فوهة شعلة اللحام للحماية. يمكن إضافة معدن إضافي حسب الحاجة، وهي عملية معروفة دوليًا باسم اللحام بالتيغ (TIG).

يعتبر اللحام بغاز التنجستن الخامل (TIG) طريقة ممتازة لربط الصفائح المعدنية الرقيقة وللحام الممر الجذري بسبب تحكمه الفائق في مدخلات الحرارة.
يمكن تطبيق هذه الطريقة على جميع الوصلات المعدنية تقريبًا، وهي مفيدة بشكل خاص لما يلي لحام المعادن مثل الألومنيوم والمغنيسيوم، والتي تشكل أكاسيد حرارية، وكذلك المعادن التفاعلية مثل التيتانيوم والزركونيوم.
في حين أن طريقة اللحام هذه توفر لحامات عالية الجودة، إلا أن سرعتها أبطأ مقارنةً بتقنيات اللحام القوسي الأخرى.
تستخدم طريقة اللحام هذه الحرارة الناتجة عن القوس المشتعل بين سلك اللحام الذي يتم تغذيته باستمرار وقطعة العمل. يتم حماية القوس بواسطة غاز يتم رشه من فوهة الشعلة.
الغاز القوس المعدني يستخدم اللحام عادةً غازات التدريع مثل الأرجون أو الهيليوم أو ثاني أكسيد الكربون أو خليط من هذه الغازات.
عندما يُستخدم الأرجون أو الهيليوم كغاز تدريع، يُشار إليه باسم الغاز الخامل المعدني اللحام بالغاز (MIG)، وهو مصطلح شائع الاستخدام دوليًا.

عندما يتم استخدام خليط من الغاز الخامل والغاز المؤكسد (O2، CO2) كغاز تدريع، أو عند استخدام غاز ثاني أكسيد الكربون أو خليط من CO2 + O2، يشار إليه عالميًا باسم اللحام بالغاز النشط المعدني (MAG).
المزايا الأساسية لـ اللحام بالمغناطيس المغناطيسي تشمل القدرة على اللحام بسهولة في مجموعة متنوعة من الأوضاع، إلى جانب سرعة اللحام العالية ومعدل الترسيب.
يتوافق لحام MAG مع معظم المعادن الرئيسية، بما في ذلك الفولاذ الكربوني و سبائك الصلب. وفي المقابل، فإن لحام القوس المعدني الغازي (GMAW) بدرع غاز خامل مناسب للفولاذ المقاوم للصدأ والألومنيوم والمغنيسيوم والنحاس, تيتانيوموالزركونيوم وسبائك النيكل. يمكن استخدام طريقة اللحام هذه أيضًا في اللحام الموضعي.
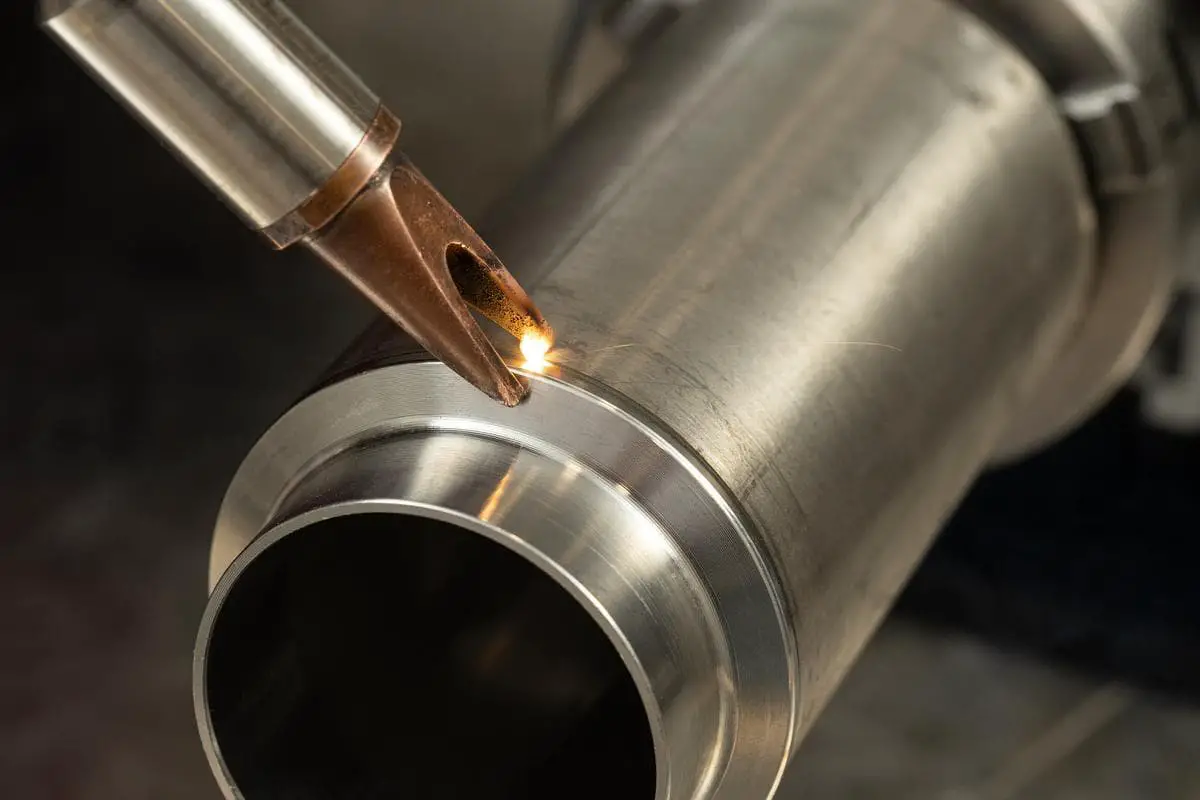
اللحام بقوس البلازما هو نوع من اللحام بالقوس الكهربائي غير القابل للاستهلاك. وهو يستخدم قوساً مضغوطاً بين القطب الكهربائي وقطعة العمل (المعروف باسم القوس المنقول) لتحقيق اللحام.
يُصنع القطب المستخدم عادةً من التنجستن. غاز البلازما الذي يولِّد قوس البلازما يمكن أن يكون الأرجون أو النيتروجين أو الهيليوم أو مزيجًا من الاثنين.
بالإضافة إلى ذلك، يتم استخدام غاز خامل للحماية من خلال الفوهة. وأثناء اللحام، يمكن إضافة معدن الحشو، على الرغم من أنه ليس ضرورياً دائماً.

أثناء اللحام بقوس البلازما، وبسبب القوس المستقيم وكثافة الطاقة العالية، يكون اختراق القوس قويًا. ويسمح تأثير ثقب المفتاح الناتج أثناء اللحام بقوس البلازما بما يلي اللحام التناكبي لمعظم المعادن ضمن نطاق سُمك معين دون الحاجة إلى أخدود، مما يضمن انصهارًا متسقًا في اللحام وتساويًا في اللحامات.
لذلك، يتميز اللحام بقوس البلازما بمعدل إنتاجية عالٍ وممتاز جودة اللحام. ومع ذلك، فإن البلازما معدات اللحام بالقوس الكهربائيبما في ذلك الفوهة، معقدة نسبيًا وتتطلب تحكمًا عاليًا في معلمات عملية اللحام.
يمكن لحام معظم المعادن التي يمكن لحامها باستخدام اللحام بغاز التنغستن الخامل (TIG) باستخدام اللحام بقوس البلازما.
بالمقارنة مع هذا، يمكن إجراء اللحام بقوس البلازما بشكل أكثر فعالية للمعادن الرقيقة للغاية التي تقل عن 1 مم.
يستخدم اللحام بالقوس السلكي الأنبوبي أيضاً القوس المحترق بين سلك اللحام الذي يتم تغذيته باستمرار وقطعة العمل كمصدر للحرارة للحام، والذي يمكن اعتباره نوعاً من اللحام بالقوس المعدني الغازي. سلك اللحام المستخدم أنبوبي، مملوء بمكونات مختلفة من التدفق.
أثناء اللحام، يضاف الغاز الواقي، وهو في المقام الأول ثاني أكسيد الكربون، خارجيًا. وعندما يتم تسخين التدفق، يتحلل أو يذوب عند تسخينه، مما يوفر خبثًا لحماية حوض اللحام وانتشار السبيكة وتثبيت القوس.

بالإضافة إلى فوائد اللحام بالقوس المغلف بالتدفق، بالإضافة إلى فوائد اللحام بالقوس المعدني الغازي المذكور أعلاه، فهو متفوق من الناحية المعدنية بسبب وظيفة التدفق الداخلي. يمكن تطبيق هذه الطريقة في لحام الوصلات المختلفة لمعظم المعادن الحديدية.
تم اعتماد اللحام بالقوس ذو التدفق المغلف على نطاق واسع في العديد من البلدان الصناعية المتقدمة. ومصطلح "السلك ذو التدفق الملولب" هو ما نشير إليه حالياً باسم "سلك اللحام الأنبوبي".
تستخدم هذه الفئة من طرق اللحام حرارة المقاومة كمصدر للطاقة، بما في ذلك اللحام بالخبث الكهربائي الذي يعمل بحرارة مقاومة الخبث المنصهر و اللحام بالمقاومة تعمل بالحرارة المقاومة الصلبة. ستتم مناقشة اللحام بالخبث الكهربائي، الذي يتميز بخصائص فريدة من نوعها، في وقت لاحق.
يقدم هذا القسم في المقام الأول أنواعًا مختلفة من اللحام بالمقاومة التي تستخدم حرارة المقاومة الصلبة كمصدر للطاقة، بما في ذلك اللحام النقطي ولحام اللحام بالدرز, لحام الإسقاطواللحام التناكبي.
اللحام بالمقاومة هو طريقة تقوم بإذابة الأسطح الملامسة بين قطعتي عمل باستخدام الحرارة المقاومة المتولدة عندما يمر التيار عبر قطع العمل تحت ضغط قطب كهربائي معين. تستخدم هذه العملية عادةً تياراً كبيراً.
ولمنع حدوث تقوس في سطح التلامس ولحام معدن اللحام بالمقاومة، يجب تطبيق الضغط باستمرار أثناء اللحام. في هذا النوع من اللحام بالمقاومة، تعتبر نظافة سطح قطعة العمل أمرًا بالغ الأهمية لتحقيق جودة لحام مستقرة.
ولذلك، من الضروري تنظيف الأسطح الملامسة بين القطب الكهربائي وقطعة العمل، وبين قطع العمل قبل اللحام.
يتميز اللحام النقطي ولحام التماس واللحام بالإسقاط بتيار لحام عالي (أحادي الطور، من بضعة آلاف إلى عشرات الآلاف من الأمبيرات)، وزمن تنشيط قصير (من بضع دورات إلى بضع ثوانٍ)، ومعدات باهظة الثمن ومعقدة، وإنتاجية عالية، مما يجعلها مناسبة للإنتاج بكميات كبيرة.
تستخدم هذه الطرق في المقام الأول في لحام تجميعات الصفائح الرقيقة التي يقل سمكها عن 3 مم. ويمكنها لحام جميع أنواع الفولاذ، والمعادن غير الحديدية مثل الألومنيوم والمغنيسيوم وسبائكهما والفولاذ المقاوم للصدأ.
اللحام بالشعاع الإلكتروني هو طريقة تستخدم الطاقة الحرارية الناتجة عن اصطدام شعاع إلكتروني مركز عالي السرعة بسطح قطعة العمل.
أثناء اللحام بالشعاع الإلكتروني، يقوم مدفع إلكتروني بتوليد شعاع الإلكترون وتسريعه.
تشمل الأنواع الشائعة للحام بالشعاع الإلكتروني: اللحام بالشعاع الإلكتروني عالي التفريغ واللحام بالشعاع الإلكتروني منخفض التفريغ واللحام بالشعاع الإلكتروني غير الفراغي.
يتم تنفيذ أول طريقتين داخل غرفة تفريغ الهواء. إن وقت التحضير للحام (في المقام الأول وقت الضخ بالتفريغ) طويل للغاية، وحجم قطعة العمل محدود بحجم غرفة التفريغ.

بالمقارنة مع اللحام بالقوس الكهربائي، يتميز اللحام بالشعاع الإلكتروني بعمق اختراق اللحاموعرض الذوبان الضيق، والنقاء المعدني العالي. إنه متعدد الاستخدامات، وقادر على اللحام الدقيق للمواد الرقيقة، وكذلك التعامل مع المكونات السميكة للغاية، حتى 300 مم.
جميع المعادن والسبائك التي يمكن لحامها بالانصهار باستخدام طرق أخرى مناسبة للحام بالشعاع الإلكتروني. وهي تستخدم في المقام الأول في لحام المنتجات عالية الجودة.
علاوة على ذلك، يمكن أن يحل مشاكل اللحام المرتبطة بالمعادن غير المتشابهة، والمعادن التي تتأكسد بسهولة، والمعادن التي يصعب صهرها. ومع ذلك، فهي غير مناسبة للعناصر المنتجة بكميات كبيرة.
اللحام بالليزر يستخدم تياراً عالي الطاقة ومتماسكاً وأحادي اللون من الفوتونات المركزة في شعاع ليزر كمصدر للحرارة لعملية اللحام. يتضمن نهج اللحام هذا عادةً اللحام بالليزر بالطاقة المستمرة واللحام بالليزر بالطاقة النبضية.
إن ميزة الليزر اللحام هو أنه لا يحتاج إلى إجراء اللحام في الفراغ، ولكن الجانب السلبي له هو أن قوة اختراقه ليست قوية مثل اللحام بالحزمة الإلكترونية.
يسمح اللحام بالليزر بالتحكم الدقيق في الطاقة، مما يتيح لحام الأجهزة الدقيقة الدقيقة. ويمكن تطبيقه على العديد من المعادن، ولا سيما حل لحام بعض المعادن التي يصعب لحامها والمعادن غير المتشابهة.
الطاقة من أجل اللحام بالنحاس يمكن أن تأتي إما من حرارة التفاعل الكيميائي أو الطاقة الحرارية غير المباشرة. ويستخدم معدن ذو درجة انصهار أقل من المادة التي يتم لحامها بالنحاس كمادة حشو.
يذوب هذا المعدن عند التسخين، وتسحب الحركة الشعرية الحشو إلى الفجوة الموجودة على سطح التلامس في الوصلة، مما يؤدي إلى ترطيب سطح المعدن الذي يتم لحامه بالنحاس.
ينتج عن هذه العملية وصلة ملحومة من خلال الانتشار المتبادل بين المرحلتين السائلة والصلبة. ولذلك، فإن اللحام بالنحاس هو طريقة لحام بالنحاس تتضمن المرحلتين الصلبة والسائلة.
تعمل عملية اللحام بالنحاس في درجة حرارة تسخين منخفضة نسبيًا، مما يترك المعدن الأساسي غير منصهر دون الحاجة إلى أي ضغط مطبق.
ومع ذلك، من الضروري اتخاذ تدابير معينة لتنظيف سطح قطعة العمل من الزيت والغبار وطبقات الأكسدة قبل اللحام بالنحاس. هذه خطوة حاسمة في ضمان ترطيب جيد لقطعة العمل وجودة الوصلة.
يُصنَّف اللحام بالنحاس على أنه لحام بالنحاس الصلب عندما يكون خط سائل سبيكة اللحام بالنحاس أعلى من 450 ℃، ولكن أقل من درجة انصهار المعدن الأساسي. عندما يكون أقل من 450 ℃، يُطلق عليه لحام نحاسي ناعم.
واعتمادًا على مصدر الحرارة أو طريقة التسخين، يمكن تصنيف اللحام بالنحاس إلى اللحام بالنحاس باللهب واللحام بالنحاس بالحث واللحام بالنحاس في الفرن واللحام بالنحاس بالغمس واللحام بالنحاس المقاوم وغير ذلك.
وبالنظر إلى درجة حرارة التسخين المنخفضة نسبيًا أثناء اللحام بالنحاس، فإن التأثير على خواص المواد لقطعة العمل، مع انخفاض التشوه الإجهادي. ومع ذلك، تميل قوة الوصلات الملحومة بالنحاس إلى أن تكون أقل، مع مقاومة ضعيفة للحرارة.
يمكن استخدام اللحام بالنحاس في ربط الفولاذ الكربوني والفولاذ المقاوم للصدأ والسبائك عالية الحرارة والألومنيوم والنحاس وغيرها من المواد المعدنية. كما يسمح بتوصيل المعادن غير المتشابهة، وكذلك المعادن وغير المعادن.
وهو مناسب بشكل خاص للوصلات التي تتحمل أحمالاً منخفضة أو تعمل في درجة حرارة الغرفة، وينطبق بشكل خاص على قطع العمل الدقيقة والمصغرة والمعقدة متعددة الدرزات.
اللحام بالخرامة الكهربائية هي طريقة تستخدم الحرارة المقاومة للخبث المنصهر كمصدر للطاقة. يتم إجراء عملية اللحام في فجوة تجميعية مكونة من الوجوه الطرفية لقطعتي عمل ومنزلقين نحاسيين مبردين بالماء في وضع لحام عمودي.
أثناء اللحام، يتم استخدام الحرارة المقاومة الناتجة عن التيار الكهربائي الذي يمر عبر الخبث المنصهر لصهر أطراف قطع العمل.
اعتمادًا على شكل القطب الكهربائي المستخدم أثناء اللحام، يمكن تصنيف اللحام بالخرث الكهربائي إلى اللحام بالخرث الكهربائي السلكي واللحام بالخرث الكهربائي للقطب الكهربائي واللحام بالخرث الكهربائي للقطب الكهربائي للوحة واللحام بالخرث الكهربائي للفوهة القابلة للاستهلاك.

تشمل مزايا اللحام بالخرث الكهربائي قدرته على لحام قطع العمل الكبيرة السُمك (تتراوح سماكتها من 30 مم إلى أكثر من 1000 مم) ومعدل الإنتاج العالي. يتم استخدامه في الغالب في لحام الوصلات التناكبية والمفاصل على شكل حرف T.
يمكن استخدام اللحام بالخبث الكهربائي في لحام الهياكل الفولاذية المختلفة، وكذلك في لحام تجميع المسبوكات.
نظرًا لبطء عملية التسخين والتبريد، فإن الخبث الكهربائي وصلة اللحام تحتوي على منطقة واسعة متأثرة بالحرارة مع بنى مجهرية خشنة، مما يؤدي إلى تحسين الصلابة. ولذلك، فإنها تتطلب عموماً معالجة حرارية بعد اللحام.
يستخدم اللحام عالي التردد حرارة مقاومة الحالة الصلبة كمصدر للطاقة.
أثناء عملية اللحام، يولد التيار عالي التردد حرارة مقاومة داخل قطعة العمل، مما يؤدي إلى تسخين سطح منطقة اللحام إلى حالة منصهرة أو شبه بلاستيكية.
وبعد ذلك، يتم تطبيق قوة تزوير (أو عدم تطبيقها)، مما يؤدي إلى اندماج المعادن. وبالتالي، فهي نوع من طرق اللحام بالمقاومة في الحالة الصلبة.

يمكن تصنيف اللحام عالي التردد إلى لحام عالي التردد بالملامسة ولحام عالي التردد بالحث على أساس كيفية توليد التيار عالي التردد للحرارة في قطعة العمل.
في اللحام بالتردد العالي التلامسي، يتم نقل التيار العالي التردد إلى قطعة العمل من خلال التلامس الميكانيكي. في اللحام بالتردد العالي الحثي، يستحث التيار العالي التردد تياراً كهربائياً داخل قطعة العمل من خلال تأثير اقتران ملف حثي خارجي.
اللحام عالي التردد هو طريقة لحام عالية التخصص تتطلب معدات مخصصة وفقًا للمنتج.
يوفر معدل إنتاج مرتفع، مع سرعات لحام تصل إلى 30 م/دقيقة. تُستخدم في المقام الأول في لحام اللحامات الطولية أو الحلزونية عند تصنيع الأنابيب.
اللحام بالغاز هو نوع اللحام طريقة تستخدم لهب الغاز كمصدر للحرارة. والأكثر استخداماً هو لهب الأكسجين والأسيتيلين الذي يستخدم الأسيتيلين كوقود.
على الرغم من أن المعدات بسيطة وسهلة الاستخدام، إلا أن اللحام بالغاز له معدل تسخين أبطأ وإنتاجية أقل. كما أنها تنتج منطقة أكبر متأثرة بالحرارة ومن المحتمل أن تؤدي إلى تشوه كبير.

يمكن استخدام اللحام بالغاز لربط العديد من المعادن الحديدية والمعادن غير الحديدية وسبائكها. ويستخدم عادةً للإصلاح والقطع الرقيقة أحادية القطعة لحام الألواح.
يستخدم اللحام بالغاز المضغوط، مثل اللحام بالغاز، لهب الغاز كمصدر للحرارة. أثناء العملية، يتم تسخين طرفي قطعتي العمل المراد وصلهما إلى درجة حرارة معينة، ثم يتم تطبيق ضغط كافٍ لتحقيق وصلة قوية.
هذه الطريقة هي نوع من اللحام في المرحلة الصلبة. أثناء اللحام بالغاز المضغوط، لا يضاف أي معدن حشو. تُستخدم عادةً في لحام السكك الحديدية و لحام حديد التسليح.

اللحام التفجيري هو طريقة لحام أخرى في الحالة الصلبة تستخدم الحرارة الناتجة عن تفاعل كيميائي كمصدر للطاقة.
ومع ذلك، فإنه يستفيد من الطاقة المتولدة من تفجير متفجر لتسهيل ربط المعادن. وتحت تأثير الموجة الانفجارية يمكن تسريع قطعتين من المعدن والتأثير عليهما لتشكيل رابطة معدنية في أقل من ثانية.

من بين جميع طرق اللحام، يوفر اللحام بالمتفجرات أوسع نطاق لربط المعادن غير المتشابهة. ويمكنه دمج معدنين غير متوافقين من الناحية المعدنية في وصلات انتقالية مختلفة.
يشيع استخدام اللحام التفجيري في تكسية الأسطح للألواح المسطحة الكبيرة وهو طريقة فعالة لتصنيع الألواح المركبة.
اللحام بالاحتكاك هي عملية لحام في الحالة الصلبة تعمل بالطاقة الميكانيكية. وهي تستخدم الحرارة المتولدة من الاحتكاك الميكانيكي بين سطحين لتحقيق التوصيل المعدني.
تتركز الحرارة في اللحام بالاحتكاك عند الوصلة، وبالتالي تكون المنطقة المتأثرة بالحرارة ضيقة.
يجب تطبيق الضغط بين السطحين، وفي معظم الحالات، يتم زيادة الضغط في نهاية مرحلة التسخين، مما يؤدي إلى خضوع المعدن المسخن للتشكيل المضطرب والالتحام معًا. وعادةً لا ينصهر سطح الوصلة.

يوفر اللحام بالاحتكاك إنتاجية عالية، ومن الناحية النظرية، يمكن لحام جميع المعادن التي يمكن تشكيلها على الساخن بالاحتكاك. ويمكن استخدام هذه التقنية أيضًا في لحام المعادن غير المتشابهة.
ينطبق على قطع العمل التي يبلغ أقصى قطر مقطع عرضي دائري لها 100 مم.
اللحام بالموجات فوق الصوتية هو طريقة لحام بالموجات فوق الصوتية وهي طريقة لحام بالحالة الصلبة تعتمد على الطاقة الميكانيكية كمصدر للطاقة.
أثناء العملية، تتعرض قطعة العمل تحت ضغط ساكن منخفض نسبيًا إلى اهتزازات عالية التردد ناتجة عن القطب الصوتي. يؤدي ذلك إلى حدوث احتكاك شديد على سطح الوصلة، مما يؤدي إلى تسخينها إلى درجة حرارة اللحام وتكوين رابطة.

يمكن استخدام اللحام بالموجات فوق الصوتية لربط معظم المواد المعدنية، مما يسهل لحام المعادن والمعادن غير المتشابهة والوصل بين المعادن وغير المعادن.
هذه الطريقة مناسبة للإنتاج المتكرر للأسلاك المعدنية أو الرقائق أو الرقائق المعدنية الرقيقة صفائح معدنية أقل من 2-3 مم.
اللحام بالانتشار يستخدم عادةً الحرارة غير المباشرة كمصدر للطاقة في اللحام في المرحلة الصلبة. وعادة ما يتم إجراؤه تحت التفريغ أو في جو واقٍ.
أثناء عملية اللحام، يتم تلامس سطحي قطعتي العمل المراد لحامهما تحت درجات حرارة عالية وضغط كبير، ويتم تثبيتهما هناك لفترة زمنية معينة لتحقيق مسافات بين الذرات. ويؤدي الانتشار الذري اللاحق إلى الترابط.
قبل اللحام، لا يجب فقط تنظيف سطح قطعة العمل من الأكاسيد والشوائب الأخرى قبل اللحام، ولكن يجب أيضًا تنظيف خشونة السطح يجب أيضًا أن يكون أقل من قيمة معينة لضمان جودة اللحام.

لا يُظهر اللحام بالانتشار أي آثار ضارة على خصائص المواد التي يتم ربطها.
يمكن استخدامه في لحام مجموعة واسعة من المعادن المتجانسة وغير المتجانسة على حد سواء، بالإضافة إلى بعض غير معدنية مواد مثل السيراميك.
وبالإضافة إلى ذلك، فإن اللحام بالانتشار قادر على ربط الهياكل والمكونات المعقدة ذات الاختلافات الكبيرة في السماكة.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







