
8 حوادث لحام آمنة تحتاج إلى معرفتها
هل تساءلت يوماً كيف يمكن لمهمة لحام بسيطة أن تتحول في لحظة إلى مميتة؟ تستكشف هذه المقالة حوادث اللحام الواقعية، وتكشف عن تدابير السلامة الهامة التي غالباً ما يتم تجاهلها. تعلم أساسيات...
تخيل أنه يمكنك تحويل قطع معدنية بسيطة إلى هياكل معقدة ببضع خطوات دقيقة. تتعمق هذه المقالة في الخطوات الأساسية للحام، من التحضير إلى اللمسات النهائية. تعرّف على كيفية ضمان الحصول على لحامات نظيفة وقوية وتجنب المزالق الشائعة. سواءً كنت مبتدئاً أو تتطلع إلى تحسين تقنيتك، اكتشف أسرار إتقان فن اللحام. استعد لتعزيز مهاراتك وتحقيق نتائج لا تشوبها شائبة!

قبل التركيب، يجب فحص كل مكون قبل التركيب للتأكد من جودته (بما في ذلك الطراز والقيم ومقاومة الجهد والقطبية). ويجب استبدال أي مكونات لا تستوفي هذه المعايير على الفور.
بعد ذلك، يجب تنظيف خيوط كل مكون بورق صنفرة أو سكين لكشف البريق المعدني، ثم طلاءها بالتدفق للتخفيف.
وأخيرًا، يجب ثني أسلاك المكونات وفقًا للأطوال التي يتطلبها وضعها على لوحة الدارة.
عند ثني الأسلاك، تأكد من أن العلامات متجهة إلى الخارج. أمسك قاعدة المكوّن بملاقط في إحدى يديك واثنِ السلك باليد الأخرى، مع عمل قوس عند الانحناء.
يجب الاسترشاد في التركيب بمخطط التركيب. عادة، يتم توجيه الرسم التخطيطي بحيث يكون جانب الرقاقة النحاسية للوحة الدوائر المطبوعة متجهاً لأعلى، وجانب المكونات متجهاً لأسفل.
ابدأ بتركيب المكونات الكبيرة، ثم أدخل المكونات الأصغر مثل المقاومات والمكثفات في فتحات اللحام.
يجب ترتيب المكونات بشكل أنيق وجمالي، مع وضع أرقام الطرازات والقيم متجهة إلى الخارج لسهولة الرؤية، مما يسهل الفحص والصيانة. وأخيرًا، بعد اختبار الترانزستورات أو الدوائر المتكاملة، يمكن إدخالها في فتحات اللحام ولحامها.
تقنيات اللحام:
بمجرد تثبيت المكونات على لوحة الدوائر المطبوعة، فإن الخطوة التالية هي اللحام.
يمكنك إما لحام كل مكون على حدة أثناء تركيبها، أو تركيب جميع المكونات أولاً ثم لحامها كلها مرة واحدة.
في كلتا الحالتين، تنطبق نفس المتطلبات العامة.
يجب الحفاظ على طرف مكواة اللحام نظيفاً وخالياً من خبث اللحام والمواد المؤكسدة الأخرى.
قم بالضغط المناسب على المنطقة التي يتم تسخينها بمكواة اللحام. يجب أن تكون الزاوية بين المكواة والرقائق النحاسية حوالي 40 إلى 60 درجة.
عند لحام المكونات على لوحة الدوائر المطبوعة، تأكد من ملامسة المكواة لكلا العنصرين اللذين يتم لحامهما، بحيث يتم توزيع الحرارة بالتساوي.
بالنسبة للمكونات ذات السعة الحرارية المنخفضة، مثل الأسلاك الرفيعة على لوحة الدوائر المطبوعة، يمكن تخطي هذه الخطوة.
أثناء التسخين، يجب تسخين جميع أجزاء المكوّن التي تتطلب التعليب بالتساوي، وليس جزء واحد فقط. تجنب زيادة الضغط بالمكواة لمنع حدوث تلف أو مخاطر خفية.
أولاً، ضع كمية صغيرة من اللحام على رقائق النحاس ونقاط إمداد المكونات لتحسين التوصيل الحراري.
إذا كانت هناك دبابيس، أضف كمية صغيرة من اللحام إلى السطح المقطوع من الدبابيس لمنع الأكسدة.
نظرًا لطبيعة تدفق اللحام من درجات الحرارة المنخفضة إلى المرتفعة، قم بتلقيم سلك اللحام ببطء من نقطة بعيدة عن مكواة اللحام، مع ضبط كمية وسرعة الإمداد وفقًا لذلك.
تجنب تزويد اللحام مباشرة بطرف مكواة اللحام. يجب وضع طرف مكواة اللحام في وضع يمكنها من تسخين الرقاقة النحاسية والمكون في نفس الوقت.
اعتمادًا على حجم الرقاقة النحاسية ومادة الرقاقة النحاسية، إذا كانت الرقاقة النحاسية والمكون كبيرتين، يجب أن تكون مساحة التلامس في طرف مكواة اللحام كبيرة؛ وعلى العكس، إذا كانت صغيرة، يجب أن تكون مساحة التلامس صغيرة.
وهذا يسمح لرقائق النحاس والمكوّن بالوصول إلى درجة الحرارة نفسها في الوقت نفسه.
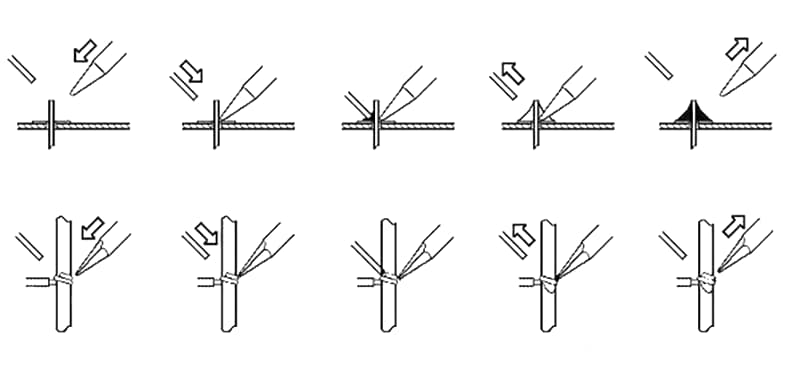
بمجرد ذوبان كمية معينة من سلك اللحام، حرّك سلك اللحام على الفور بزاوية 45 درجة إلى أعلى اليسار.
يجب سحب مكواة اللحام نحو الزاوية اليمنى العليا. لا تُحرّك مكواة اللحام حتى تنتشر مكواة اللحام بالكامل إلى حافة الرقاقة النحاسية.
يجب أن يكون الوقت المستغرق من الخطوة 5 إلى الخطوة 7 من ثانية إلى ثانيتين تقريباً. بالنسبة إلى جودة اللحام، يجب ألا يتجاوز وقت التلامس بين مكواة اللحام والرقائق النحاسية 3 ثوانٍ.
تتطلب إزالة مكواة اللحام الدقة. يعد توقيت وزاوية واتجاه سحب المكواة أمرًا محوريًا لتشكيل وصلة اللحام. يمكن أن يؤثر اتجاه إزالة مكواة اللحام على كمية القصدير في وصلة اللحام.
ضع رأس مكواة اللحام - التي لا تزال ملتصقة باللحام - على حامل مكواة اللحام.
احتياطات اللحام:
1) عند إجراء عملية لحام القصدير، اتبع التسلسل من اليسار إلى اليمين ومن أعلى إلى أسفل لتجنب الفحص أو الإصلاح الفائت أثناء اللحام.
2) قم بتنظيف طرف مكواة اللحام بشكل متكرر أثناء اللحام لمنع حدوث عيوب مثل اللحام الخاطئ والثقوب واللحام الزائد الناجم عن الحطام الموجود على طرف مكواة اللحام.
3) لا تقم بإضافة لحام إلى طرف مكواة اللحام على الركيزة. أثناء عملية الإنتاج، لا تقم بهز اللحام أو طرقه أو نفضه لمنع سقوط خبث اللحام أو الخرز على الركيزة.
4) عند الضغط على المكونات أو تفكيكها، قم أولاً بإضافة اللحام إلى سطح الرقاقة النحاسية للوحة الدارة الكهربائية. احرص على التسخين المنتظم لمنع عدم فعالية الصنوبري أو رقائق النحاس من الالتفاف وإتلاف الدائرة.
5) بعد استخدام مكواة اللحام، ضعها بإحكام على حامل مكواة اللحام. احرص على عدم ملامسة طرف مكواة اللحام بالأسلاك أو غيرها من الحطام لتجنب حرق الأسلاك أو التسبب في حدوث تسربات كهربائية أو حوادث أخرى.
6) حافظ على نظافة طرف مكواة اللحام: أثناء اللحام، يظل طرف مكواة اللحام في درجة حرارة عالية ويتلامس مع مواد حمضية ضعيفة مثل التدفق، مما يجعل سطحه عرضة للأكسدة والتآكل وتراكم الشوائب السوداء.
تشكل هذه الشوائب طبقة عازلة، مما يعيق انتقال الحرارة بين طرف مكواة اللحام والمكونات الملحومة.
ولذلك، قم دائمًا بتنظيف طرف مكواة اللحام بقطعة قماش مبللة أو إسفنجة من الألياف الخشبية المبللة. بالنسبة لرؤوس مكواة اللحام العادية، يمكن استخدام مبرد لإزالة طبقة الأكسدة السطحية عندما يكون التآكل والتلوث شديدًا. ومع ذلك، لا ينبغي استخدام هذه الطريقة أبدًا مع أطراف مكواة اللحام ذات العمر الطويل.
7) استخدم كمية مناسبة من التدفق: كمية مناسبة من التدفق مفيدة جدًا للحام. يتطلب الإفراط في استخدام التدفق الصنوبري إزالة التدفق الزائد بعد اللحام ويطيل وقت التسخين، مما يقلل من كفاءة العمل.
إذا كان وقت التسخين غير كافٍ، فمن السهل تكوين عيب "تضمين الخبث". عند لحام المفاتيح والموصلات، يمكن أن يتدفق التدفق الزائد على نقطة التلامس، مما يتسبب في ضعف التلامس.
يجب أن تكون الكمية المناسبة من التدفق كافية فقط لتبليل الجزء الذي سيشكل وصلة اللحام ويجب ألا تتدفق عبر الفتحات الموجودة في لوحة الدوائر المطبوعة. بالنسبة إلى اللحام باستخدام سلك لحام الصنوبري الأساسي، لا توجد حاجة في الأساس إلى استخدام تدفق إضافي.
8) لتقليل ضرر المواد الكيميائية المتطايرة أثناء تسخين التدفق على الإنسان ولتقليل استنشاق الغازات الضارة، يجب ألا تقل المسافة من مكواة اللحام إلى الأنف بشكل عام عن 20 سم، وعادة ما تكون حوالي 30 سم مناسبة.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







