يتطلب تحقيق لحام لا تشوبه شائبة أكثر من مجرد مهارة؛ فهو يتوقف على إتقان التفاعل بين الجهد والتيار. هذان العاملان هما شريان الحياة في عملية اللحام، حيث يحددان كل شيء بدءًا من عمق الاختراق وحتى ثبات القوس. سواءً كنت تقوم بضبط الإعدادات لمشروع جديد أو استكشاف المشكلات الشائعة مثل الترشيش أو الاحتراق، فإن فهم كيفية عمل الجهد والتيار [...].
يتطلب تحقيق لحام لا تشوبه شائبة أكثر من مجرد مهارة؛ فهو يتوقف على إتقان التفاعل بين الجهد والتيار. هذان العاملان هما شريان الحياة في عملية اللحام، حيث يحددان كل شيء بدءًا من عمق الاختراق وحتى ثبات القوس. سواء كنت تقوم بضبط الإعدادات لمشروع جديد أو استكشاف المشكلات الشائعة مثل الترشيش أو الاحتراق، فإن فهم كيفية تأثير الجهد والتيار على عملية اللحام أمر ضروري.
تكشف لك هذه المقالة عن العلم والتطبيق العملي وراء هذه العوامل الحاسمة، وترشدك إلى التعديلات المثلى لنوع المادة والسُمك وحجم القطب الكهربائي. من اختيار المعلمات الصحيحة لتحسين جودة اللحام إلى حل التحديات الشائعة، ستحصل على رؤى قابلة للتنفيذ لرفع مستوى خبرتك في اللحام. إذا كنت قد تساءلت يومًا عن كيفية تحقيق التوازن المثالي للحامات الدقيقة التي يمكن الاعتماد عليها، فأنت في المكان المناسب. استمر في القراءة لاكتشاف التقنيات وأفضل الممارسات التي ستغير أسلوبك في اللحام.
دور الجهد والتيار في عملية اللحام
فهم الجهد والتيار في اللحام
يعد الجهد والتيار من العوامل الرئيسية في اللحام التي تؤثر على جودة اللحام وعمقه واستقراره. هذه المعلمات مترابطة ويجب التحكم فيها بدقة لتحقيق أفضل نتائج اللحام.
الجهد في اللحام
الجهد في اللحام هو القوة الكهربائية التي تحرك التيار. وهو يتحكم بشكل أساسي في طول القوس، مما يؤثر على حبة اللحام.
طول القوس وثباته: ينتج عن الجهد العالي قوسًا أطول، مما ينتج عنه حبة لحام أعرض وأكثر انبساطًا. ينتج عن الجهد المنخفض قوس أقصر، والذي يمكنه تركيز الحرارة ولكن قد يكون أقل استقرارًا.
مدخلات الحرارة: على الرغم من أن الجهد الكهربي يؤثر في المقام الأول على طول القوس، إلا أنه يؤثر أيضًا على مدخلات الحرارة. يعمل الجهد العالي على نشر الحرارة على نطاق أوسع، مما يؤثر على عرض حبة اللحام ومظهرها الجانبي.
مظهر الخرزة: يؤدي ضبط الجهد إلى تغيير مظهر اللحام. يمكن أن يؤدي الجهد الزائد عن الحد إلى ظهور حبة مقعرة مع تقصير، بينما يمكن أن يؤدي الجهد الزائد عن الحد إلى ظهور حبة عالية وضيقة.
التيار في اللحام
التيار، أو الأمبيرية، هو تدفق الشحنة الكهربائية التي تحدد شدة الحرارة واختراق اللحام.
عمق الاختراق: ينتج تيار أعلى حرارة أكبر، مما يسمح باختراق أعمق. التيار المنخفض أفضل للمواد الرقيقة أو اللحامات السطحية.
معدل الترسيب: يؤثر التيار على مدى سرعة ذوبان مادة القطب الكهربائي وإضافتها إلى حوض اللحام. التيار العالي يعني ترسيب أسرع.
أوضاع نقل المعادن: يتحكم التيار أيضًا في كيفية نقل المعدن في عمليات مثل اللحام بالقوس المعدني الغازي (GMAW). قد يتسبب التيار المنخفض في نقل دائرة كهربائية قصيرة، بينما يمكن أن يؤدي التيار العالي إلى نقل كروي أو رذاذ.
التأثيرات على جودة اللحام
يؤثر مزيج الجهد والتيار على جودة اللحام:
الانصهار: تضمن إعدادات الجهد والتيار المناسبة الاندماج الكامل بين المعادن الأساسية ومعادن الحشو، مما يقلل من العيوب.
المنطقة المتأثرة بالحرارة (HAZ): تؤثر هذه الإعدادات أيضًا على المنطقة المتأثرة بالحرارة (HAZ)، مما يؤثر على الخواص الميكانيكية للحام.
الوقاية من العيوب: يمكن أن يتسبب الجهد أو التيار غير الصحيح في حدوث عيوب مثل الترشيش، أو الاحتراق، أو اللفات الباردة.
التفاعل بين الجهد والتيار
يعمل الجهد والتيار معًا لتحديد القوس وأداء اللحام بشكل عام:
سلوك القوس: يتحكم الجهد في طول القوس، بينما يؤثر التيار على شدته. يحتاج القوس المستقر إلى توازن بين الاثنين.
توزيع الحرارة: يعمل التيار العالي على تركيز الحرارة للاختراق، بينما يعمل الجهد على نشر الحرارة وتشكيل الحبة وحوض اللحام.
تحسين العمليات: تأتي جودة اللحام المثلى من موازنة الجهد والتيار بناءً على سُمك المادة ونوعها وموضع اللحام.
يعد فهم الجهد والتيار والتحكم فيهما أمرًا بالغ الأهمية لإنشاء لحامات قوية وخالية من العيوب وضمان كفاءة عمليات اللحام.
تيار اللحام
1. تيار اللحام
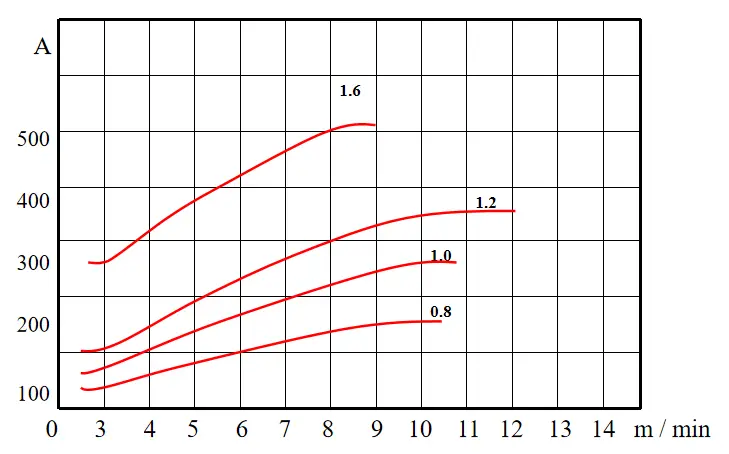
يعد اختيار تيار اللحام المناسب أمرًا بالغ الأهمية في ثاني أكسيد الكربون2 اللحام ويتم تحديده من خلال معلمات اللحام المختلفة، بما في ذلك سُمك اللوحة وموضع اللحام وسرعة اللحام وخصائص المادة. في CO2 ماكينات اللحام، يعني ضبط التيار بشكل فعال تعديل سرعة تغذية الأسلاك، مما يسلط الضوء على العلاقة المعقدة بين هاتين المعلمتين.
من الضروري الحفاظ على توازن دقيق بين تيار اللحام والجهد. يضمن هذا التوازن محاذاة سرعة تغذية السلك بشكل مثالي مع معدل انصهار سلك اللحام عند الجهد المحدد، وبالتالي الحفاظ على طول قوس ثابت. هذا التزامن أساسي لتحقيق اللحامات عالية الجودة وكفاءة العملية المثلى.
العلاقة بين تيار اللحام وسرعة تغذية الأسلاك
العلاقة بين تيار اللحام وسرعة تغذية الأسلاك:
علاقة سرعة التغذية بالتيار: بالنسبة لقطر سلك لحام معين، توجد علاقة تناسبية مباشرة بين التيار وسرعة تغذية السلك. وكلما زاد التيار، يجب زيادة سرعة تغذية السلك في المقابل للحفاظ على استقرار العملية.
تأثير قطر السلك: عند الحفاظ على تيار ثابت، تتناسب سرعة تغذية السلك عكسيًا مع قطر السلك. تتطلب الأسلاك الأقل سمكًا سرعات تغذية أسرع مقارنة بالأسلاك الأكثر سمكًا عند نفس إعداد التيار.
اعتبارات خاصة بالمواد: قد تتطلب المواد المختلفة علاقات محددة لسرعة التغذية بالتيار بسبب الاختلافات في التوصيل الحراري ونقطة الانصهار والمقاومة الكهربائية.
الضبط الديناميكي: غالبًا ما تشتمل أنظمة اللحام الحديثة بثاني أكسيد الكربون على خوارزميات تحكم تكيفية تقوم تلقائيًا بضبط سرعة تغذية الأسلاك في الوقت الفعلي بناءً على خصائص القوس، مما يضمن جودة لحام متسقة حتى في ظل الظروف المختلفة.
يعد فهم هذه العلاقة وتحسينها أمرًا ضروريًا لتحقيق جودة لحام فائقة وتقليل العيوب وزيادة الإنتاجية في تطبيقات اللحام بثاني أكسيد الكربون في مختلف الصناعات.
2. جهد اللحام
جهد اللحام، والمعروف أيضًا باسم جهد القوس، هو معلمة حاسمة توفر الطاقة لعملية اللحام. وهو يؤثر بشكل مباشر على خصائص القوس، ومدخلات الحرارة، وجودة اللحام بشكل عام. العلاقة بين جهد القوس وطاقة اللحام تناسبية: ينتج عن جهد القوس الأعلى طاقة لحام أكبر، وذوبان أسرع لسلك اللحام، وزيادة تيار اللحام.
يمكن التعبير عن جهد القوس الفعال بالمعادلة التالية:
جهد القوس الكهربائي = جهد الخرج - انخفاض الجهد
أين:
جهد الخرج هو الجهد الكهربائي الذي يوفره مصدر طاقة اللحام
يمثل انخفاض الجهد الفولطية الفقد في دائرة اللحام
يحدث انخفاض الجهد في المقام الأول بسبب المقاومة في كابلات اللحام والتوصيلات والقوس نفسه. عندما يتم تركيب ماكينة اللحام وفقًا لمواصفات الشركة المصنعة، غالبًا ما يكون المصدر الأكثر أهمية لانخفاض الجهد هو تمديد كابلات اللحام.
للحصول على الأداء الأمثل للحام، من الضروري تعويض انخفاض الجهد، خاصة عند استخدام كابلات اللحام الممتدة. يوفر الجدول التالي إرشادات لضبط جهد الخرج بناءً على تمديدات طول الكابل:
طول كابل اللحام الحالي
100A
200A
300A
400A
500A
10m
1 فولت تقريباً
1.5 فولت تقريباً
1 فولت تقريباً
1.5 فولت تقريباً
2 فولت تقريباً
15m
1 فولت تقريباً
2.5 فولت تقريباً
2 فولت تقريباً
2.5 فولت تقريباً
3 فولت تقريباً
20m
1.5 فولت تقريباً
3 فولت تقريباً
2.5 فولت تقريباً
3 فولت تقريباً
4 فولت تقريباً
25m
2 فولت تقريباً
4 فولت تقريباً
3 فولت تقريباً
4 فولت تقريباً
5 فولت تقريباً
ملاحظة: هذه القيم هي إرشادات عامة. قد تختلف تعديلات الجهد الفعلية بناءً على عوامل مثل مقياس الكابل، والمواد، ومتطلبات تطبيق اللحام المحددة.
عند ضبط جهد اللحام، من المهم مراعاة تأثيراته على:
ثبات القوس
ملف تعريف حبة اللحام
عمق الاختراق
توليد الرذاذ
حجم المنطقة المتأثرة بالحرارة (HAZ)
يعد اختيار الجهد والتعويض المناسبين ضروريين لتحقيق اللحامات عالية الجودة والحفاظ على كفاءة العملية في تطبيقات اللحام المختلفة.
ضبط جهد اللحام
حدد تيار اللحام بناءً على ظروف اللحام المحددة وسُمك قطعة العمل. احسب جهد اللحام المناسب باستخدام المعادلات التجريبية التالية:
ملحوظة: استشر دائمًا إرشادات الشركة المصنعة لمعدات اللحام وقم بإجراء عمليات لحام اختبارية لتحسين إعدادات الجهد لتطبيقات محددة. قد تؤثر عوامل مثل تركيبة غاز التدريع وسرعة تغذية السلك وسرعة الحركة على اختيار الجهد الأمثل.
اختيار تيار اللحام
يوفر جهد اللحام الطاقة اللازمة لصهر سلك اللحام. تؤدي الفولتية الأعلى إلى سرعة ذوبان أسرع للسلك. من ناحية أخرى، فإن تيار اللحام هو في الأساس النتيجة المتوازنة لسرعة تغذية السلك وسرعة الانصهار. إذن كيف يجب أن نختار تيار اللحام المناسب؟
1) يتم اختيار قيمة تيار اللحام المناسبة بناءً على عوامل مثل نوع قضيب اللحاموسمك الصفيحة وقطر القضيب
يتناسب التيار مع كل من سُمك الصفيحة وقطر السلك. يمكن حساب التيار (I) باستخدام المعادلة I=(35-55)d، حيث "d" هو قطر القضيب. على سبيل المثال، إذا كان قطر القضيب 4 مم، يتم تحديد قيمة تيار اللحام بين 140-220 أمبير.
2) يتم اختيار تيار اللحام وفقًا لموضع اللحام:
140 أمبير لدرزات اللحام العلوية؛ ما بين 140-160 أمبير للدرزات الرأسية والأفقية اللحام التناكبيأكثر من 180 أمبير للحام المسطح التناكبي. بالنسبة للحام في جميع المواضع (بما في ذلك المواضع المسطحة والأفقية والرأسية والعليا)، يجب أن يكون تيار اللحام المحدد عالميًا، وعادةً ما يأخذ قيمة تيار اللحام الرأسي. عند لحام أنبوب ثابت أفقيًا للمفصل التناكبي، يتم استخدام تيار اللحام بجميع المواضع، وعادةً ما يأخذ قيمة تيار اللحام التناكبي الرأسي.
3) يتم تحديد القيمة الحالية وفقًا لطبقات اللحام:
يتم استخدام قيمة تيار أصغر بشكل عام لطبقة الجذر، وقيمة تيار أكبر لطبقة الملء، والقيمة الحالية لطبقة الغطاء منخفضة نسبيًا. على سبيل المثال، في اللحام التناكبي المسطح، عادةً ما يتم استخدام نهج اللحام متعدد الطبقات ومتعدد الممرات.
يتم لحام طبقة الجذر بتيار 150 أمبير، بينما يمكن أن تستخدم طبقة الحشو قيمة تيار تتراوح بين 180-200 أمبير. وتستخدم طبقة الغطاء قيمة تيار مخفضة بمقدار 10-15 أمبير، لضمان الحصول على نتيجة جمالية مبهجة وتجنب عيوب اللحام مثل التقويض.
4) اختيار تيار اللحام على أساس نوع اللحام القضيب وطريقة التلاعب:
1. وفقًا لـ نوع قضيب اللحام: الحمضي > القلوي > الفولاذ المقاوم للصدأ. تستخدم الأقطاب الكهربائية الحمضية أعلى قيمة تيار. عندما يكون قطر القطب 4 مم، يمكن لطبقة حشو اللحام التناكبي المسطح استخدام تيار 180 أمبير.
ومع ذلك، مع نفس قطر القطب الكهربائي باستخدام قطب كهربائي قلوي، يجب أن يكون تيار اللحام أقل بمقدار 20 أمبير، أي تيار لحام 160 أمبير. إذا تم اللحام باستخدام A137 قطب كهربائي من الفولاذ المقاوم للصدأ، يجب أن يكون التيار 20% أقل، 140 أمبير تقريبًا. خلاف ذلك، قد يتحول لون قضيب اللحام إلى اللون الأحمر وقد تتقشر طبقة التدفق في منتصف الطريق خلال عملية اللحام.
2. الاختيار على أساس طريقة المعالجة: تستخدم القيم الحالية الصغيرة بشكل عام لطريقة قوس السحب، بينما تستخدم قيم تيار أعلى قليلاً لطريقة قوس الرفع. عند إجراء اللحام التناكبي العمودي أو طريقة اللحام العمودي لحام الزاوية باستخدام قطب كهربائي قلوي Ф4، يمكن استخدام طريقة قوس السحب بقدرة 120 أمبير، بينما يمكن استخدام طريقة قوس الرفع بقدرة 135 أمبير.
5) اختيار تيار اللحام بناءً على خبرة الإنتاج:
انظر إلى الترشيش، فتيار اللحام يقرر تقريبًا قوة القوس، والمزيد من الترشيش يعني المزيد من قوة القوس؛ أما تيار اللحام الأقل يعني قوة قوس أقل، مما يجعل من الصعب التمييز بين الخبث والمعدن المنصهر.
انظر إلى تشكيل اللحام: من المرجح أن يتسبب تيار اللحام الأعلى في حدوث تقصير، مع تقوية أقل؛ ويؤدي تيار اللحام المنخفض إلى لحام ضيق ولكن مرتفع. راقب حالة انصهار القطب: يؤدي تيار اللحام الأعلى إلى ذوبان القطب بشكل أسرع، مما يحوله إلى اللون الأحمر؛ قد يتسبب تيار اللحام المنخفض في حدوث التصاق.
تأثير جهد اللحام على أداء اللحام
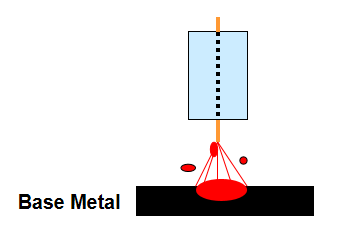
عندما يكون الجهد مرتفعاً جداً:
كلما زاد طول القوس، زاد حجم جزيئات الترشيش، وزاد احتمال حدوث المسامية، و حبة اللحام يتسع، بينما ينخفض عمق الاختراق والتعزيز.
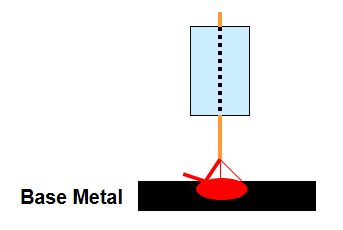
عندما يكون الجهد منخفضاً جداً:
ينغمس سلك اللحام في المادة الأساسية، ويزداد الترشيش، وتضيق حبة اللحام، بينما يزداد عمق الاختراق والتعزيز.
التعديل القياسي
يتم إجراء التصنيع المسبق وفقًا للصيغة المرجعية قبل اللحام.
اللحام التجريبي
في البداية، يتم تحديد التيار.
يتم تقييم مستوى الجهد بناءً على الاستجابة اللمسية والصوت وثبات القوس الكهربائي.
يتم إجراء ضبط دقيق للجهد.
اعتبارات المواد والمعدات
تأثير سماكة المادة ونوعها
تلعب سماكة ونوع المادة الأساسية دورًا حاسمًا في تحديد معلمات اللحام المناسبة، بما في ذلك إعدادات الجهد والتيار.
سُمك المادة
عند لحام المواد الرقيقة، يلزم وجود إعدادات جهد وتيار أقل لمنع الاحتراق وتقليل مدخلات الحرارة الزائدة. بالنسبة للمواد الأكثر سمكًا، تكون الإعدادات الأعلى ضرورية لضمان الاختراق والاندماج المناسبين. تساعد زيادة مدخلات الحرارة على تحقيق وصلة لحام قوية من خلال السماح للحام بالتغلغل بعمق في المادة.
نوع المادة
يتطلب الفولاذ بشكل عام إعدادات معتدلة للجهد والتيار. على سبيل المثال، يستخدم لحام الفولاذ الطري عادةً من 17 إلى 19 فولت و200 إلى 250 أمبير، حسب السُمك. يحتاج الألومنيوم، نظرًا لتوصيله الحراري العالي، إلى إعدادات جهد أعلى لتوزيع الحرارة بشكل مناسب. يجب أن يستخدم الفولاذ المقاوم للصدأ إعدادات تيار أقل لتجنب ارتفاع درجة الحرارة والحفاظ على خصائصه المقاومة للتآكل.
نوع القطب وحجمه
يؤثر اختيار نوع القطب وحجمه تأثيرًا مباشرًا على معلمات اللحام وجودة اللحام بشكل عام.
نوع القطب الكهربائي
تحتاج الأسلاك الصلبة، التي غالبًا ما تستخدم في اللحام بالقوس المعدني الغازي (GMAW)، إلى إعدادات محددة للجهد والتيار من أجل نقل المعدن بشكل متسق وخصائص قوس مستقرة. تحتوي الأسلاك ذات التدفق المتدفق على مادة التدفق التي تعمل على استقرار القوس وتحسن من اختراق اللحام، مما يتطلب إعدادات مختلفة عن الأسلاك الصلبة.
حجم القطب الكهربائي
الأقطاب الكهربائية الأصغر حجمًا مناسبة للمواد الرقيقة واللحامات الدقيقة، وتحتاج إلى إعدادات تيار أقل لمنع إدخال الحرارة الزائدة. الأقطاب الكهربائية الأكبر حجمًا مثالية للمواد السميكة، مما يسمح بإعدادات تيار أعلى لاختراق أعمق ومعدلات ترسيب أسرع.
سرعة تغذية الأسلاك (WFS) وعلاقتها بتيار اللحام
تعد سرعة تغذية السلك أمرًا بالغ الأهمية في عمليات مثل GMAW لأنها تؤثر بشكل مباشر على تيار اللحام. تزيد سرعة تغذية السلك الأعلى من التيار، مما يؤدي إلى زيادة مدخلات الحرارة ومعدلات ترسيب أسرع.
تعد موازنة سرعة تغذية السلك مع الجهد الصحيح أمرًا ضروريًا للحفاظ على قوس مستقر وتحقيق حبة اللحام المطلوبة. قد يؤدي التوازن غير الصحيح إلى حدوث عيوب مثل الترشيش أو الاختراق الضعيف.
استشارة مواصفات إجراءات اللحام (WPS) وتوصيات الشركة المصنعة
يضمن اتباع الإرشادات المعمول بها وتوصيات الشركة المصنعة الأداء والجودة المثلى للحام.
مواصفات إجراءات اللحام (WPS)
توفر مستندات WPS معلمات لحام موحدة، مثل الجهد والتيار وسرعة الحركة ومتطلبات غاز التدريع، المصممة خصيصًا لمواد وسماكات محددة. يضمن اتباع WPS عمليات لحام متسقة، مما يؤدي إلى لحامات عالية الجودة وتقليل العيوب.
توصيات الشركة المصنعة
تقدم الشركات المصنعة إرشادات محددة لضبط الجهد والتيار والمعلمات الأخرى بناءً على المعدات والمواد المستخدمة. يساعد اتباع هذه التوصيات على تحقيق أفضل النتائج وإطالة عمر المعدات. كما أنها توفر معلومات التوافق للأقطاب الكهربائية والأسلاك المختلفة، مما يضمن الأداء الأمثل ويمنع عدم تطابق المكونات.
من خلال مراعاة سمك المادة ونوعها ومواصفات القطب الكهربائي والالتزام بإرشادات WPS وإرشادات الشركة المصنعة، يمكن لعمال اللحام ضبط إعدادات الجهد والتيار بفعالية لتحقيق لحامات عالية الجودة ومتسقة.
استكشاف المشكلات الشائعة وإصلاحها
تحديد مشاكل اللحام الشائعة
الحرق من خلال
يحدث الاحتراق عندما تتسبب الحرارة الزائدة في ذوبان المادة الأساسية تمامًا، مما يؤدي إلى تكوين ثقوب في اللحام.
الأسباب:
التيار أو الجهد الزائد.
إعدادات غير ملائمة للمواد الرقيقة.
سرعة اللحام غير مناسبة، وغالبًا ما تكون بطيئة جدًا.
الحلول:
خفض التيار أو الجهد واختيار أقطاب كهربائية مناسبة للمواد الرقيقة.
استخدم سرعة حركة أسرع لتوزيع الحرارة بشكل متساوٍ.
الرذاذ
يتضمن الترشيش تناثر قطرات المعدن المنصهر حول منطقة اللحام، مما يؤدي إلى حدوث عيوب وتحديات في التنظيف.
الأسباب:
عدم التطابق بين إعدادات الجهد والتيار.
طول القوس غير متناسق أو سرعة تغذية السلك.
تركيبة غاز التدريع غير صحيحة.
الحلول:
قم بزيادة الجهد قليلاً لتثبيت القوس.
تأكد من سرعة تغذية الأسلاك المتسقة ومسافة الشعلة المناسبة.
استخدم غاز تدريع مناسب، مثل خليط الأرجون العالي للحام القوسي المعدني الغازي (GMAW).
المسامية
تشير المسامية إلى تكوين جيوب أو فراغات غازية صغيرة داخل اللحام، مما يضعف سلامته الهيكلية.
الأسباب:
الملوثات مثل الزيت أو الشحوم أو الصدأ على المادة الأساسية.
تغطية غير كافية لغاز التدريع أو معدل تدفق غير مناسب.
يؤدي استخدام قوس طويل للغاية إلى تعريض حوض اللحام للهواء.
الحلول:
نظف المادة الأساسية جيدًا قبل اللحام.
افحص تدفق غاز التدريع وأصلح أي تسربات.
حافظ على طول قوس ثابت ومناسب.
لصق الأسلاك
يحدث التصاق السلك عندما يلتصق سلك القطب الكهربائي بالمادة الأساسية، مما يؤدي إلى توقف عملية اللحام.
الأسباب:
إعدادات الجهد المنخفض أو التيار المنخفض.
سرعة تغذية الأسلاك غير متسقة.
الأسلاك التالفة أو غير المستوية.
الحلول:
قم بزيادة إعدادات الجهد والتيار ضمن النطاقات الموصى بها.
قم بضبط سرعة تغذية السلك بدقة للحصول على لحام سلس.
افحص بكرة السلك بحثاً عن أي التواءات أو مخالفات واستبدلها إذا لزم الأمر.
حلول لتصحيح المشكلات
ضبط الجهد الكهربائي
مرتفع للغاية: يؤدي إلى حرارة مفرطة، مما يؤدي إلى تقصير أو حبة لحام ضحلة. قم بخفض الجهد بشكل تدريجي وراقب شكل حبة اللحام.
منخفضة للغاية: يتسبب في ضعف الاختراق والتناثر. قم بزيادة الجهد تدريجيًا حتى يستقر القوس وتتشكل الحبة بشكل صحيح.
ضبط التيار
مرتفع للغاية: يخلق اختراقًا عميقًا، مما يؤدي إلى خطر الاحتراق. خفض التيار ومراقبة حجم حوض اللحام.
منخفضة للغاية: ينتج عنه لحامات ضعيفة وسطحية. زيادة التيار لتحقيق اختراق كامل ومفصل لحام قوي.
معلمات الضبط الدقيق
طول القوس: الحفاظ على مسافة ثابتة بين القطب والمادة الأساسية لتجنب عدم الاستقرار.
سرعة السفر: وازن بين السرعة والحرارة - وازن بين السرعة والحرارة - أبطأ للمواد السميكة، وأسرع للمواد الرقيقة.
سرعة تغذية الأسلاك (WFS): طابق WFS مع إعدادات الجهد والتيار لمنع التغذية غير المنتظمة أو التصاق الأسلاك.
من خلال معالجة هذه المشكلات الشائعة بشكل منهجي وإجراء تعديلات دقيقة على الجهد والتيار والمعلمات الأخرى، يمكن لعمال اللحام تحقيق نتائج متسقة وعالية الجودة مع تقليل العيوب.
الأسئلة المتداولة
فيما يلي إجابات على بعض الأسئلة المتداولة:
كيف يمكنني ضبط الجهد والتيار للحام MIG؟
لضبط الجهد والتيار للحام MIG، يمكنك التحكم في المقام الأول في سرعة تغذية السلك (WFS) لضبط التيار وضبط الجهد يدويًا على ماكينة اللحام. تؤدي زيادة WFS إلى زيادة التيار، مما يؤثر على عمق الاختراق وكمية المعدن المترسب. تتحكم تعديلات الجهد في طول القوس وعرض الحبة؛ ينتج عن الجهد العالي حبة أعرض وأكثر انبساطًا، بينما ينتج عن الجهد المنخفض حبة أضيق وأكثر تسطحًا. استخدم المعادلات، مثل (U=(0.05I+14) ± 2V)، لتقدير الجهد المناسب بناءً على التيار، وقم بإجراء تعديلات دقيقة بناءً على الإشارات البصرية والسمعية أثناء اللحام لتحقيق جودة اللحام المثلى.
ما هي تأثيرات الجهد والتيار على خط اللحام؟
يؤثر الجهد والتيار بشكل كبير على خط اللحام في عمليات اللحام. ويؤثر تيار اللحام في المقام الأول على عمق الاختراق وتقوية اللحام؛ يزيد التيار العالي من الاختراق والسماكة ولكنه قد يؤدي إلى احتراق، في حين أن التيار المنخفض يمكن أن يؤدي إلى نقص الانصهار أو المسامية. يتحكم الجهد في طول القوس وعرض الحبة؛ حيث يؤدي الجهد العالي إلى إنتاج حبة أعرض وأكثر انبساطًا والجهد المنخفض إلى إنتاج حبة أضيق وأكثر سمكًا. يمكن أن تؤدي الإعدادات غير الصحيحة إلى الإضرار بجودة اللحام، مما يسبب عيوبًا مثل الترشيش أو المسامية أو التصاق السلك. يضمن الضبط المتوازن لهذه المعلمات جودة اللحام المثلى وسلامة اللحام.
كيف تؤثر سماكة المادة ونوعها على جهد اللحام والتيار؟
تؤثر سماكة المادة ونوعها بشكل كبير على إعدادات جهد اللحام والتيار. تتطلب المواد الأكثر سمكًا عمومًا أمبيرية أعلى لضمان الاختراق الكافي، مع وجود مبدأ توجيهي تقريبي يقترح 1 أمبير لكل 0.001 بوصة من السُمك. على سبيل المثال، قد يتطلب لحام الفولاذ بسمك 1/4 بوصة حوالي 250 أمبير. وعلى العكس من ذلك، تحتاج المواد الرقيقة إلى أمبير أقل لمنع الاحتراق.
يلعب نوع المادة أيضًا دورًا حاسمًا بسبب الاختلافات في التوصيل الحراري ونقاط الانصهار. فغالبًا ما يتطلب الألومنيوم، ذو الموصلية الحرارية العالية، أمبيرية أقل مقارنةً بالفولاذ لتجنب المدخلات الحرارية المفرطة. على سبيل المثال، قد يحتاج الألومنيوم مقاس 1/8 بوصة إلى 120-140 أمبير، بينما يتطلب الفولاذ بنفس السُمك أمبير أعلى. بالإضافة إلى ذلك، يجب تعديل إعدادات الجهد وفقًا لذلك؛ فالمواد الأكثر سمكًا تحتاج عادةً إلى جهد أعلى للحفاظ على ثبات القوس وتحقيق الاختراق المناسب، في حين أن مواد مثل الفولاذ المقاوم للصدأ، التي تتطلب تحكمًا دقيقًا، قد تستخدم إعدادات جهد أقل.
من خلال فهم هذه العوامل والرجوع إلى مواصفات إجراءات اللحام (WPS)، يمكن لعمال اللحام تحسين إعدادات الجهد والتيار لتحسين جودة اللحام وقوته.
ما العلاقة بين سرعة تغذية السلك وتيار اللحام؟
العلاقة بين سرعة تغذية السلك (WFS) وتيار اللحام في اللحام بالقوس المعدني الغازي (GMAW) مباشرة وحاسمة للحفاظ على عملية لحام مستقرة. في GMAW، خاصة مع مصادر طاقة الجهد الثابت، يؤدي ضبط سرعة تغذية السلك تلقائيًا إلى ضبط تيار اللحام. تؤدي زيادة سرعة تغذية السلك إلى زيادة تيار اللحام، بينما يؤدي تقليل سرعة تغذية السلك إلى تقليل تيار اللحام. ويرجع ذلك إلى أن ماكينة اللحام توفر التيار اللازم لصهر السلك بمعدل تغذيته. تؤثر هذه العلاقة على وضع نقل المعدن واختراق اللحام ومظهر الخرزة. تؤدي سرعات تغذية الأسلاك الأعلى إلى تيارات لحام أعلى، مما يؤدي إلى اختراق أعمق وربما تغيير وضع النقل من الكروي إلى الرذاذ، اعتمادًا على مستوى التيار والمواد. تعد موازنة معدل تغذية السلك ومعدل الاحتراق أمرًا ضروريًا لتجنب مشاكل مثل ذوبان السلك مرة أخرى إلى طرف التلامس أو التغذية بسرعة كبيرة في حوض اللحام.
كيف يمكنني تحديد إعدادات الجهد والتيار الأمثل لمشروع اللحام الخاص بي؟
لتحديد الإعدادات المثلى للجهد والتيار لمشروع اللحام الخاص بك، ابدأ بالرجوع إلى مواصفات إجراءات اللحام (WPS) لمعرفة النطاقات الموصى بها بناءً على المواد وتكوين الوصلة. ضع في اعتبارك سُمك المادة ونوعها، حيث تتطلب المواد الأكثر سُمكًا تيارات أعلى بشكل عام. حدد نوع وحجم القطب الكهربائي المناسب، حيث أن لها نطاقات تشغيل محددة للتيار والجهد. في اللحام بالقوس المعدني الغازي (GMAW)، اضبط سرعة تغذية السلك (WFS) للتحكم في تيار اللحام، مع ضمان توازنه مع الجهد للحفاظ على ثبات القوس. إجراء عمليات اللحام الاختباري على مواد الخردة لتقييم الإعدادات وضبطها ومراقبة ظروف اللحام باستمرار. استخدم أدوات القياس للتحقق من الإعدادات وتوثيق المعلمات المثلى لتحقيق الاتساق في مهام اللحام المستقبلية.
ما هي عواقب إعدادات الجهد والتيار غير الصحيحة؟
يمكن أن تؤثر إعدادات الجهد والتيار غير الصحيحة في اللحام بشكل كبير على جودة اللحام وسلامته. إذا كان الجهد الكهربي عاليًا جدًا، فقد يكون اللحام عريضًا جدًا ومسطحًا مع اختراق غير كافٍ، مما يؤدي إلى وصلات ضعيفة. وعلى العكس من ذلك، يؤدي الجهد المنخفض جدًا إلى لحامات ضحلة وضيقة مع انصهار ضعيف. يمكن أن تتسبب إعدادات التيار غير الصحيحة في حدوث مشكلات مثل الاحتراق والتناثر المفرط وضعف ثبات القوس. هذه العيوب تضر بالسلامة الهيكلية للحام، مما يؤدي إلى أعطال محتملة. بالإضافة إلى ذلك، تزيد الإعدادات غير الصحيحة من خطر حدوث صدمة كهربائية ومخاطر المعدات. يعد ضمان إعدادات الجهد والتيار الصحيحة أمرًا بالغ الأهمية لإنتاج لحامات قوية وخالية من العيوب والحفاظ على بيئة عمل آمنة.
بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.
لماذا يعد اختيار الغاز المختلط المناسب أمرًا بالغ الأهمية لنجاح اللحام؟ تستكشف هذه المقالة كيف يمكن أن يؤدي اختيار خليط الغاز المناسب إلى تحسين جودة اللحام بشكل كبير من خلال تنقية القطرات وتقليل التناثر، وتقليل الترشيش،...
هل تساءلت يومًا عن سبب فشل الهياكل الملحومة أحيانًا على الرغم من مظهرها القوي؟ يغوص هذا المقال في التحديات الخفية للحام، ويستكشف كيف يمكن أن يؤدي التسخين والتبريد غير المتكافئ إلى...
هل تساءلت يوماً كيف تقف ناطحات السحاب شامخة أو كيف تبقى السيارات ملحومة معاً؟ تكشف هذه المدونة عن السحر الكامن وراء آلات اللحام الكهربائية. تعرّف على أفضل الشركات المصنعة مثل لينكولن إلكتريك وميلر للحام...
هل تساءلت يومًا ما هي العلامات التجارية لمعدات اللحام التي تقود الصناعة اليوم؟ تستكشف هذه المقالة أفضل عشر شركات مصنعة لماكينات اللحام، وتسلط الضوء على ابتكاراتها وحضورها العالمي ونقاط قوتها الفريدة....
هل تساءلت يومًا ما معنى تلك الأرقام والحروف الموجودة على قضبان اللحام؟ يزيل هذا المقال الغموض عن نظام ترميز قضبان اللحام المصنوعة من الفولاذ المقاوم للصدأ والكربون، مما يساعدك على فهم قوة الشد الخاصة بها...
هل تساءلت يومًا عن كيفية حساب استهلاك قضبان اللحام بدقة؟ في منشور المدونة هذا، سنستكشف الطرق والصيغ التي يستخدمها خبراء الصناعة لتقدير استهلاك قضبان اللحام...
يمكن أن يؤدي تشوه اللحام في الفولاذ المقاوم للصدأ إلى مشاكل كبيرة في تصنيع المعادن. تستكشف هذه المقالة طرقًا مختلفة للتحكم في هذه التشوهات وتصحيحها، مثل استخدام ألواح النحاس، والماء...
هل تساءلت يومًا ما عن كيفية لحام أنواع مختلفة من الفولاذ المقاوم للصدأ بفعالية؟ تتعمق هذه المقالة في طرق اللحام المتخصصة للفولاذ المقاوم للصدأ المارتنسيتي والدوبلكس الفولاذ المقاوم للصدأ، وتوضح بالتفصيل التحديات...