
الدليل الشامل ل 6GR لحام 6GR
هل تساءلت يومًا كيف يحقق اللحامون وصلات مثالية في المواضع الصعبة؟ اللحام 6GR هو تقنية متخصصة في لحام خطوط الأنابيب بحلقة عوائق بزاوية 45 درجة، وهي تقنية حاسمة لضمان...
هل تساءلت يومًا عن فن اللحام والأوضاع المختلفة التي ينطوي عليها؟ في منشور المدونة الرائع هذا، سوف نتعمق في تعقيدات أوضاع اللحام، من المسطح إلى العلوي، ونستكشف تحدياتها وتقنياتها الفريدة. سوف يرشدك مؤلفنا الخبير، الذي يتمتع بسنوات من الخبرة في الهندسة الميكانيكية، إلى عالم اللحام من الجيل الأول والجيل الثاني والجيل الثالث والجيل الرابع والجيل الخامس والجيل السادس، مقدماً لك رؤى قيمة ومعرفة عملية. استعد لتوسيع فهمك لهذه المهارة الأساسية في عالم الهندسة الميكانيكية!

يشير موضع اللحام إلى الموضع النسبي لقطعة العمل بالنسبة لمعدات اللحام أثناء عملية اللحام. هناك أربعة أنواع أساسية من مواضع اللحام: المسطح والأفقي والرأسي والرأسي والعلوي. كل وضعية لحام لها متطلباتها التشغيلية والاحتياطات الخاصة بها.
الموضع المسطح: هذا هو وضع اللحام الأكثر شيوعاً، وهو مناسب لمعظم سيناريوهات اللحام. يسمى اللحام الذي يتم إجراؤه في هذا الوضع باللحام المسطح.
الوضع الأفقي: يتم استخدام هذا الوضع عادةً عند الحاجة إلى مراقبة خط اللحام أو التعامل معه من الجانب. في اللحام الأفقي، يكون اختيار زاوية القطب الكهربائي والتيار مهمًا بشكل خاص لضمان جودة خط اللحام.
الموضع الرأسي: يتضمن اللحام العمودي وضع قطعة العمل في وضع رأسي للحام. هذا الوضع مناسب للحام المواد الطويلة والخطية مثل الأنابيب. في اللحام الرأسي، يعد اختيار القطب الكهربائي وتعديل معلمات اللحام أمرًا بالغ الأهمية لضمان جودة اللحام.
الموضع العلوي: اللحام العلوي هو وضع يتم فيه اللحام من أسفل خط اللحام، مما يجعله وضعًا صعبًا حيث يحتاج المشغل إلى محاذاة خط اللحام من أعلى. أثناء اللحام العلوي، يجب أن يكون تيار اللحام من 10% - 15% أقل من اللحام المسطح، ويجب استخدام عملية اللحام بالقوس القصير.
عند اختيار موضع اللحام، يجب مراعاة عوامل مثل سُمك اللحام وعدد طبقات اللحام ونوع الوصلة. على سبيل المثال، عند لحام الترانزستورات عالية الطاقة، قد يلزم إيلاء اهتمام خاص لضمان الإدخال المناسب لموضع الرصاص، ويجب تقليل وقت اللحام إلى أدنى حد ممكن من أجل تبديد الحرارة بشكل أفضل.

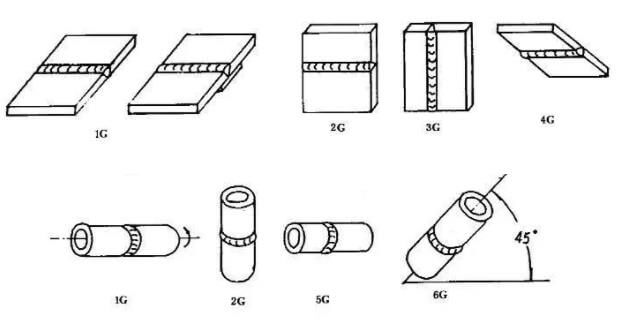
تُصنف مواضع اللحامات الأخدودية على أنها 1G و2G و3G و4G و4G و5G و6G، على التوالي تمثل اللحام المسطح، اللحام الأفقي، واللحام الرأسي، واللحام العمودي، واللحام العلوي، واللحام الأفقي الثابت لخطوط الأنابيب، واللحام الثابت المائل بزاوية 45 درجة لخطوط الأنابيب.
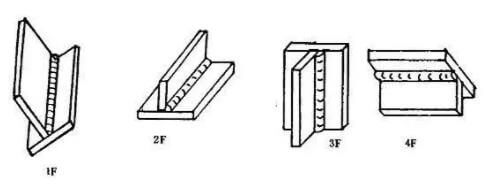
اللوحة لحامات الشرائح تصنف إلى 1F، 2F، 3F، 4F، 4F، والتي تمثل اللحام من نوع السفن، واللحام الأفقي، واللحام الرأسي، واللحام العلوي، على التوالي.
لوح أنبوبي أو أنبوب لحامات الشرائح تُصنَّف على أنها 1F و2F و2F و2F و2F و4F و5F، وهي تمثل اللحام الدوار بزاوية 45 درجة، واللحام العرضي (مع محور الأنبوب عموديًا)، واللحام الأفقي الدوار لمحور الأنبوب، واللحام الأفقي الثابت لمحور الأنبوب، واللحام الأفقي الثابت لمحور الأنبوب، على التوالي.

1G لحام مسطح

1G خصائص اللحام 1G:
يعتمد اللحام الاندماجي للمعدن في المقام الأول على وزنه للتدفق في الحوض المنصهر.
من السهل الحفاظ على شكل الحوض المنصهر وتكوينه والتحكم فيه.
عند لحام المعدن بنفس سُمك الصفيحة، يكون تيار اللحام المطلوب للحام المسطح أعلى مقارنةً بمواضع اللحام الأخرى، مما يؤدي إلى زيادة كفاءة الإنتاج.
ومع ذلك، فإن الخبث والبركة المنصهرة عرضة للاختلاط، خاصةً عند لحام اللحامات المسطحة في شرائح، مما يتسبب في تقدم الخبث بسهولة وتشكيل شوائب الخبث.
يمكن للأقطاب الكهربائية الحمضية أن تجعل من الصعب التمييز بين الخبث والبركة المنصهرة، بينما توفر الأقطاب الكهربائية القلوية الوضوح.
غير صحيح معلمات اللحام والتقنيات التي يمكن أن تؤدي إلى عيوب مثل تكوين الخرزة، والقطع السفلي، وتشوه اللحام.
في اللحام أحادي الجانب، إذا كان الجزء الخلفي حر التشكيل، قد تظهر في اللحام الأول مشاكل مثل الاختراق غير المتساوي أو ضعف تشكيل الظهر.
النقاط الرئيسية للحام 1G:
وفقًا لسمك الصفيحة، أ قضيب اللحام بقطر أكبر وتيار لحام أعلى يمكن اختياره.
عند اللحام، يجب أن يشكل القطب واللحام زاوية 60-80 درجة، ويجب التحكم في فصل الخبث والمعدن السائل لتجنب قيادة الخبث.
بالنسبة لسماكات الألواح التي يبلغ سمكها ≤6 مم، يجب استخدام أخدود من النوع الأول للحام المسطح التناكبي بشكل عام، وقطب كهربائي بقطر 3.2-4 مم مع قوس قصير تقنية اللحام يجب استخدام اللحام الأمامي بحيث يصل الاختراق إلى ثلثي سُمك اللوحة.
قبل الإغلاق الخلفي لا يجوز تنظيف الجذر، إلا في الهياكل المهمة، ولكن يجب تنظيف الخبث قبل الإغلاق الخلفي، ويمكن أن يكون التيار أعلى.
في حالة وجود التباس بين الخبث ومعدن الحوض المنصهر في اللحام المسطح التناكبي، قم بتمديد القوس، وقم بإمالة القطب إلى الأمام، وادفع الخبث خلف الحوض المنصهر لمنع احتواء الخبث.
بالنسبة للحام الأفقي والمائل، يجب استخدام اللحام المائل والأفقي لتجنب احتواء الخبث ولمنع البركة المنصهرة من التحرك للأمام.
عند استخدام اللحام متعدد الطبقات ومتعدد التمريرات، ضع في اعتبارك عدد تمريرات اللحام وتسلسل اللحام، بحيث لا تتجاوز كل طبقة 4-5 مم.
للوصلات على شكل حرف T، والشرائح، والزاوية المسطحة اللولبية الوصلات الملحومةإذا كان سُمك اللوحين مختلفًا، فيجب ضبط زاوية القطب لتوجيه القوس إلى جانب واحد من اللوح الأكثر سُمكًا لضمان تسخين اللوحين بالتساوي.
الاختيار الصحيح لطريقة النقل الشريطي الصحيح
(1) بالنسبة إلى سُمك اللحام أقل من أو يساوي 6 مم، يتم استخدام اللحام المسطح التناكبي I-groove.
يجب أن يستخدم اللحام على الوجهين النقل الشريطي الخطي للحام الأمامي، بوتيرة بطيئة قليلاً.
يجب أن يستخدم اللحام الخلفي أيضًا النقل الشريطي الخطي، مع تيار لحام أكبر قليلاً وسرعة أكبر.
(2) بالنسبة لسمك الصفيحة الأقل من أو يساوي 6 مم، يمكن استخدام اللحام متعدد الطبقات أو اللحام متعدد الطبقات متعدد الممرات عند استخدام أشكال الأخدود الأخرى.
يجب أن تستخدم الطبقة الأولى من اللحام الداعم قطب كهربائي منخفض التيار، وتيار قياسي منخفض، ولحام القطب الكهربائي الخطي أو المسنن.
عند لحام طبقة الحشو، يمكن اختيار الأقطاب الكهربائية ذات القطر الأكبر واللحام بالقوس القصير مع تيار لحام أعلى.
(3) لمفصل T المسطح لحام الشرائح مع حجم الساق أقل من 6 مم، يمكن اختيار اللحام أحادي الطبقة ويمكن استخدام طرق النقل الخطي أو الحلقة المائلة أو شريط سن المنشار.
بالنسبة لحجم أرجل اللحام الأكبر، يجب استخدام اللحام متعدد الطبقات أو اللحام متعدد الطبقات متعدد الممرات.
يتم استخدام طريقة النقل الشريطي الخطي للحام الدعم، ويمكن اختيار طريقة النقل الشريطي المائل أو النقل الشريطي الدائري المائل لطبقة الملء.
(4) يجب أن يستخدم اللحام متعدد الطبقات ومتعدد الممرات بشكل عام طريقة اللحام الشريطي الخطي.
2G لحام أفقي 2G


2G خصائص اللحام 2G:
يمكن للمعدن المنصهر أن يسقط بسهولة في الأخدود بسبب وزنه، مما يؤدي إلى عيوب في الجانب العلوي وعيوب في اللحام المسيل للدموع أو عيوب اختراق غير مكتملة في الجانب السفلي.
فصل المعدن المنصهر والخبث سهل نسبيًا، على غرار اللحام الرأسي.
النقاط الرئيسية للحام 2G:
يُستخدم الأخدود من النوع V أو الأخدود من النوع K بشكل عام في اللحام الأفقي التناكبي، وبالنسبة للوصلات التناكبية التي يبلغ سمك اللوحة من 3 إلى 4 مم، يمكن لحام كلا الجانبين باستخدام الأخدود من النوع I.
يجب اختيار قطب كهربائي صغير القطر ويجب أن يكون تيار اللحام أصغر من ذلك المستخدم في اللحام المسطح. يمكن لعملية القوس القصير أن تتحكم بشكل أفضل في تدفق المعدن المنصهر.
بالنسبة للحام الألواح السميكة، يجب اعتماد اللحام متعدد الطبقات ومتعدد الممرات بالإضافة إلى اللحامات الداعمة.
عند استخدام اللحام متعدد الطبقات واللحام متعدد الممرات، يجب إيلاء اهتمام خاص للتحكم في المسافة المتداخلة بين ممرات اللحام. يجب أن يبدأ كل لحام متداخل عند 1/3 من اللحام السابق لمنع التفاوت.
يجب الحفاظ على زاوية القطب المناسبة وفقًا للحالة المحددة و سرعة اللحام يجب أن تكون مسدودة قليلاً وموحدة.
يجب استخدام طريقة النقل الشريطي الصحيحة:
(1) بالنسبة للحام الأفقي التناكبي من النوع I، من الأفضل إجراء اللحام الأمامي باستخدام طريقة النقل الشريطي الخطي الترددي.
بالنسبة للأجزاء الأكثر سمكًا، يجب استخدام شريط حلقي خطي أو مائل صغير ويجب استخدام شريط خطي على الظهر. يمكن زيادة تيار اللحام بشكل مناسب.
(2) بالنسبة للحام الأفقي التناكبي الأخدودي الآخر، إذا كانت الفجوة صغيرة، يمكن استخدام النقل الشريطي المستقيم للحام الخلفي.
إذا كانت الفجوة كبيرة، يجب أن تستخدم الطبقة الخلفية النقل الشريطي الخطي الترددي ويمكن للطبقات الأخرى استخدام النقل الشريطي الحلقي المائل أثناء اللحام متعدد الطبقات. يجب استخدام النقل الشريطي الخطي أثناء اللحام متعدد الطبقات متعدد الطبقات.
3G لحام رأسي 3G

3G خصائص اللحام 3G:
ينفصل المعدن المنصهر والخبث بسهولة بسبب الجاذبية، مما قد يؤدي إلى حدوث عيوب مثل تخرز اللحام والقطع السفلي وإدراج الخبث.
إن ارتفاع درجة حرارة الحوض المنصهر يجعل المعدن يتدفق إلى أسفل، مما يؤدي إلى لحام غير متساوٍ.
يمكن أن يحدث اختراق غير كامل في جذر اللحامات على شكل حرف T، ومن الأسهل التحكم في درجة الاختراق.
ومع ذلك، فإن إنتاجية اللحام أقل مقارنة باللحام المسطح.
النقاط الرئيسية للحام 3G:
حافظ على زاوية القطب الصحيحة;
يشيع استخدام اللحام الرأسي لأعلى في الإنتاج ويجب استخدام قضيب لحام متخصص في اللحام الرأسي لأسفل لضمان الجودة.
يكون تيار اللحام للحام الرأسي لأعلى أقل من 10 إلى 151 تيرابايت 3 تيرابايت أقل من تيار اللحام المسطح، ويجب اختيار قطر قطب كهربائي أصغر (أقل من 4 مم).
يتم استخدام اللحام بالقوس القصير لتقليل المسافة من انتقال القطرة إلى الحوض المنصهر.
اعتماد طريقة النقل الشريطي الصحيحة.
(1) عند اللحام رأسيًا لأعلى على وصلة ترقوية على شكل حرف T (تُستخدم عادةً للألواح الرقيقة)، يشيع استخدام طرق النقل الخطية والمسننة والهلالية. يجب ألا يتجاوز الحد الأقصى لطول القوس 6 مم.
(2) بالنسبة للأشكال الأخرى من اللحام الرأسي الأخدودي التناكبي، غالبًا ما تستخدم الطبقة الأولى من اللحام اللحام المكسور واللحام الهلالي مع تأرجح صغير واللحام الشريطي المثلث. يمكن نقل الطبقات اللاحقة باستخدام شكل الهلال أو سن المنشار.
(3) أثناء اللحام الرأسي للمفاصل على شكل T، يجب أن يكون للقطب الكهربائي وقت سكن مناسب على جانبي اللحام وزواياه العلوية، ويجب ألا تكون سعة تأرجح القطب الكهربائي أكبر من عرض اللحام. تشبه عملية نقل القطب الكهربائي عملية اللحام الرأسي لأشكال الأخدود الأخرى.
(4) عند لحام طبقة الغطاء، يعتمد شكل سطح اللحام على طريقة نقل الشريط. يمكن استخدام شريط على شكل هلال إذا كانت هناك حاجة إلى جودة سطح أعلى قليلاً، في حين يمكن استخدام طريقة نقل الشريط على شكل سن المنشار لسطح مستوٍ (يرتبط الشكل المقعر الأوسط بوقت التوقف المؤقت).
4G لحام علوي 4G

4G خصائص اللحام 4G:
ويسقط المعدن المنصهر بفعل الجاذبية الأرضية، ويشكل التحكم في شكل وحجم الحوض المنصهر تحديًا كبيرًا.
يصعب نقل الشريط، ولا يمكن تحقيق سطح مستوٍ على اللحام بسهولة.
من الشائع رؤية عيوب مثل احتواء الخبث، والاختراق غير الكامل، وتخرز اللحام، وسوء تشكيل اللحام. يمكن أن يتسبب تناثر معدن اللحام المنصهر وانتشاره في وقوع حوادث احتراق.
اللحام العلوي أقل كفاءة مقارنة بمواضع اللحام الأخرى.
النقاط الرئيسية في لحام 4G:
بالنسبة للحام اللحام التناكبي العلوي، عندما يكون سمك اللحام ≤ 4 مم، يجب استخدام أخدود من النوع I، ويجب اختيار قطب كهربائي 3.2 مم، ويجب أن يكون تيار اللحام معتدلًا.
عندما يكون سُمك اللحام ≥ 5 مم، يجب استخدام اللحام متعدد الطبقات ومتعدد الممرات.
بالنسبة للحام العلوي للحامات الوصلات على شكل حرف T، يجب استخدام اللحام أحادي الطبقة عندما تكون ساق اللحام أقل من 8 مم، ويجب استخدام اللحام متعدد الطبقات ومتعدد الممرات عندما تكون ساق اللحام أكبر من 8 مم.
يجب اختيار طريقة النقل الشريطي الصحيحة بناءً على الحالة المحددة:
(1) عندما يكون حجم ساق اللحام صغيرًا، يجب استخدام النقل الشريطي الترددي الخطي أو الخطي الترددي، ويجب إكمال اللحام أحادي الطبقة.
عندما يكون حجم ساق اللحام كبيرًا، يمكن استخدام اللحام متعدد الطبقات أو نقل شريط اللحام متعدد الطبقات ومتعدد الممرات.
يجب نقل الطبقة الأولى باستخدام النقل الشريطي الخطي، ويمكن أن تستخدم الطبقات اللاحقة النقل الشريطي المثلث المائل أو النقل الشريطي الحلقي المائل.
(2) بغض النظر عن طريقة نقل الشرائط المستخدمة، يجب ألا تكون كمية معدن اللحام المضافة إلى حوض اللحام المنصهر في وقت واحد مفرطة.
منفذ التثبيت الأفقي لخط الأنابيب هو موضع 5G 5G



الوصلة الملحومة المائلة بزاوية 45 درجة للأنبوب هي موضع 6G


إن اختيار موضع اللحام له تأثير كبير على جودة اللحام. أولاً، يؤثر موضع اللحام بشكل مباشر على إجهاد وتشوه اللحام. إذا تم اختيار موضع اللحام بشكل غير صحيح، فقد يؤدي ذلك إلى تشوه مفرط أو إجهاد داخلي في اللحام. وهذا لا يقلل من جودة اللحام فحسب، بل يمكن أن يؤدي أيضًا إلى إلغاء اللحام في الحالات الشديدة.
وعلاوة على ذلك، يمكن أن تؤثر مواضع اللحام المختلفة على شكل وموقع حوض اللحام، خاصةً عند اللحام في مواضع رأسية أو أفقية أو علوية. ونظرًا لتأثير الجاذبية، يمكن أن تحدث مشكلات مثل التقويض بسهولة.
لذلك، يعد ترتيب موضع وعدد اللحامات بشكل معقول أحد التدابير الحاسمة للتحكم في تشوه اللحام وتحسين جودة اللحام.
ينعكس تأثير اختيار موضع اللحام على جودة اللحام بشكل أساسي في الجوانب التالية:
ولذلك، أثناء عمليات اللحام، يجب اختيار موضع اللحام المناسب بناءً على متطلبات اللحام المحددة وخصائص المواد والصلابة الهيكلية، من بين عوامل أخرى، لتحقيق أفضل نتائج لحام.
تتمثل مزايا وعيوب اللحام الرأسي واللحام العلوي في التطبيقات العملية فيما يلي:
تكمن نقاط قوة اللحام العمودي بشكل رئيسي في الحفاظ على المواد، وتخفيض الوزن، وبساطة المعدات، والمرونة التشغيلية، والتكلفة المنخفضة. إنه فعال بشكل خاص في اللحامات غير المنتظمة، واللحامات القصيرة، واللحامات العلوية، واللحامات ذات الارتفاعات العالية، واللحامات ذات المواقع الضيقة، مما يوفر مرونة في التطبيق والتشغيل دون عناء. جودة اللحام عالية بسبب درجة حرارة القوس العالية، وسرعة اللحام الأسرع، والمنطقة المتأثرة بالحرارة الأصغر. تعد طريقة تشغيل المثلث المتساوي الأضلاع مناسبة للحام العمودي للوصلات التناكبية المشطوفة والمفاصل على شكل حرف T، وهي قادرة على إنتاج مقاطع عرضية أكثر سمكًا للحام دفعة واحدة. كما أنها تقلل من العيوب مثل احتواء الخبث، وبالتالي تعزز كفاءة الإنتاج.
يتضمن الجانب السلبي للحام العمودي حقيقة أن الفولتية المنخفضة للتيار بالكاد تستخدم عند اللحام من أعلى إلى أسفل أثناء التشغيل، مما يؤدي إلى ضعف القوة. على الرغم من أن التشكيل مبهج من الناحية الجمالية، إلا أن الحفاظ على زاوية القطب الصحيحة أمر ضروري.
تشمل مزايا اللحام العلوي الأداء الجيد للعملية، وسهولة بدء القوس، والقوس المستقر، وقوس مستقر، وتناثر أقل، وإزالة الخبث بشكل جيد، وتشكيل لحام جميل من الناحية الجمالية، وسهولة إتقان تقنية اللحام، ومقاومة جيدة لمسامية الأقطاب الكهربائية الحمضية، ونادراً ما يسبب معدن اللحام مشاكل.
تكون عيوب اللحام العلوي أكثر وضوحًا، ويرجع ذلك أساسًا إلى ميل المعدن المنصهر إلى السقوط تحت الجاذبية، مما يجعل انتقال القطرات وتشكيل اللحام أمرًا صعبًا. بالإضافة إلى ذلك، يكون أداء عملية سلك اللحام الصلب أضعف، مما يجعل التشكيل أكثر صعوبة، ويمكن أن يؤثر غياب التدفق أيضًا على تشكيل اللحام.
يتميز اللحام العمودي بمزايا واضحة من حيث المرونة التشغيلية والفعالية من حيث التكلفة والقدرة على التكيف مع اللحامات المعقدة، ولكنه قد يواجه مشكلات عدم كفاية القوة في بعض الحالات. في حين أن اللحام العلوي له مزاياه من حيث تشكيل اللحام بشكل جمالي وإتقان تقني، فإن عيبه الرئيسي هو زيادة صعوبة اللحام بسبب المعدن المنصهر المتساقط.
يمكن إجراء كل طريقة لحام باستخدام اللحام اليدوي أو اللحام الميكانيكي أو اللحام الآلي، مع رموزها كما هو موضح في الجدول أدناه.
| طريقة اللحام | الكود |
| اللحام بالعصا | SMAW |
| اللحام بالغاز | مكتب العمل الفلبيني |
| اللحام بالتيج | GTAW |
| قوس البلازما اللحام | GMAW |
| اللحام بالقوس المغمور | SAW |
| اللحام بالخرامة الكهربائية | ESW |
| اللحام بقوس البلازما | باو |
| الغاز لحام القوس التنغستن في الوضع الرأسي | EGW |
| اللحام بالاحتكاك | ف.ر.و. |
| لحام القوس المسمار | SW |
الأشكال والمواضع ورموزها لقطع الاختبار موضحة في الجدول أدناه. يحدد موضع قطعة الاختبار بشكل أساسي موضع اللحام.
الجدول 1. نماذج قطع الاختبار ومواضعها ورموزها.
| نموذج قطعة الاختبار | موضع قطعة الاختبار | الكود | |
| صفائح معدنية قطعة اختبار لحام بعقب اللحام | قطعة اختبار اللحام المسطح | 1G | |
| قطعة اختبار اللحام الأفقية | 2G | ||
| قطعة اختبار اللحام العمودي | 3G | ||
| قطعة اختبار اللحام العلوية | 4G | ||
| قطعة اختبار اللحام بعقب الأنبوب | قطعة اختبار اللحام بالدوران الأفقي | 1G (التناوب) | |
| قطعة اختبار اللحام الثابتة العمودية | 2G | ||
| قطعة اختبار اللحام الثابتة الأفقية | اللحام التصاعدي | 5G | |
| اللحام السفلي | 5GXX (الأسفل) | ||
| قطعة اختبار اللحام المثبتة بزاوية 45 درجة | اللحام التصاعدي | 6G | |
| اللحام السفلي | 6GXX (الأسفل) | ||
| قطعة اختبار وصلة الأنبوب إلى اللوح في الزاوية | قطعة اختبار اللحام بالدوران الأفقي | 2FRG | |
| قطعة اختبار اللحام المسطحة الثابتة العمودية | 2FG | ||
| قطعة اختبار اللحام العلوية الثابتة العمودية الثابتة | 4FG | ||
| قطعة اختبار اللحام الثابتة الأفقية | 5FG | ||
| قطعة اختبار اللحام المثبتة بزاوية 45 درجة | 6FG | ||
| قطعة اختبار لحام زاوية الصفائح المعدنية | قطعة اختبار اللحام المسطح | 1F | |
| قطعة اختبار اللحام الأفقية | 2F | ||
| قطعة اختبار اللحام العمودي | 3F | ||
| قطعة اختبار اللحام العلوية | 4F | ||
| قطعة اختبار لحام زاوية الأنبوب (بما في ذلك قطعة اختبار اللحام من أنبوب إلى لوحة، وقطعة اختبار اللحام من أنبوب إلى أنبوب). | قطعة اختبار اللحام بالدوران 45 درجة | 1F (التناوب) | |
| قطعة اختبار اللحام الأفقية الثابتة العمودية الثابتة | 2F | ||
| قطعة اختبار اللحام بالدوران الأفقي | 2 ف ر 2 | ||
| قطعة اختبار اللحام العلوية الثابتة العمودية الثابتة | 4F | ||
| قطعة اختبار اللحام الثابتة الأفقية | 5F | ||
| قطعة اختبار لحام مسمار اللحام الملولب | قطعة اختبار اللحام المسطح | 1S | |
| قطعة اختبار اللحام الأفقية | 2S | ||
| قطعة اختبار اللحام العلوية | 4S | ||
يمكن تقسيم قطعة اختبار اللحام التناكبي للصفائح المعدنية، وقطعة اختبار اللحام التناكبي للأنابيب، وقطعة اختبار وصلة الأنبوب إلى لوحة، إلى نوعين: مع وسادات دعم وبدونها.
للحامات الشرائح على الوجهين، واللحامات الأخدودية، ووصلات الزوايا من أنبوب إلى لوح حيث اختراق كامل غير مطلوبة، فهي تعتبر كما هو الحال مع وسادات الدعم.
ومع ذلك، عند استخدام اللحام من جانب واحد مع خامل اللحام المحمي بالغاز، لا يمكن اعتباره كما هو الحال مع وسادات الدعم.
(1) قطعة اختبار اللحام التناكبي للصفائح المعدنية (عندما لا يكون هناك أخدود، فهي قطعة اختبار لحام فيليه).

(2) قطعة اختبار لحام زاوية الصفائح المعدنية.

الجدول 2. مواضع اللحام القابلة للتطبيق لقطع الاختبار
| قطعة الاختبار | نطاق اللحام القابل للتطبيق | ||||
| اللحام التناكبي المنصب | وضع اللحام في الزاوية | زاوية الأنبوب إلى اللوحة اللحام المشترك المنصب | |||
| الاستمارة | الكود | الصفائح المعدنية والأنابيب التي يزيد قطرها الخارجي عن 600 مم | الأنابيب التي يقل قطرها الخارجي عن 600 مم أو يساويها | ||
| لحام الصفائح المعدنية بعقب اللحام (الملاحظة أ-2) | 1G | مسطحة | مسطحة | مسطحة | / |
| 2G | مسطحة وأفقية | مسطحة وأفقية | مسطحة وأفقية | / | |
| 3G | مسطحة ورأسية | مسطحة | مسطحة وأفقية ورأسية | / | |
| 4G | مسطحة وعلوية | مسطحة | مسطحة وأفقية وعلوية | / | |
| قطعة اختبار اللحام بعقب الأنبوب | 1G | مسطحة | مسطحة | مسطحة | / |
| 2G | مسطحة وأفقية | مسطحة وأفقية | مسطحة وأفقية | / | |
| 5G | مسطحة ورأسية وعلوية | مسطحة ورأسية وعلوية | مسطحة ورأسية وعلوية | / | |
| 5GX | مسطحة، ورأسية لأسفل، وعلوية | مسطحة، ورأسية لأسفل، وعلوية | مسطحة ورأسية لأسفل وفوقية | / | |
| 6G | مسطحة وأفقية ورأسية وعمودية وعلوية | مسطحة وأفقية ورأسية وعمودية وعلوية | مسطحة وأفقية ورأسية وعلوية | / | |
| 6GX | مسطحة، ورأسية لأسفل، وأفقية، وعلوية. | مسطحة، ورأسية لأسفل، وأفقية، وعلوية. | مسطحة، ورأسية لأسفل، وأفقية وعلوية | / | |
| وصلة زاوية من أنبوب إلى لوحة | 2FG | / | / | مسطحة وأفقية | 2FG |
| 2FRG | / | / | مسطحة وأفقية | 2FRG 2FG | |
| 4FG | / | / | مسطحة وأفقية وعلوية | 4FG 2FG | |
| 5FG | / | / | مسطحة وأفقية ورأسية وعلوية | 5FG 2FRG 2FG | |
| 6FG | / | / | مسطحة وأفقية ورأسية وعلوية | جميع المناصب | |
| لحام زوايا الصفائح المعدنية | 1F | / | / | مسطحة | / |
| 2F | / | / | مسطحة وأفقية | / | |
| 3F | / | / | مسطحة وأفقية ورأسية | / | |
| 4F | / | / | مسطحة وأفقية وعلوية | / | |
| لحام زاوية الأنبوب | 1F | / | / | مسطحة | / |
| 2F | / | / | مسطحة وأفقية | / | |
| 2 ف ر 2 | / | / | مسطحة وأفقية | / | |
| 4F | / | / | مسطحة وأفقية وعلوية | / | |
| 5F | / | / | مسطحة، ورأسية، وأفقية، وعلوية. | / | |
ينعكس تأثير تعديل تيار اللحام على مواضع اللحام المختلفة بشكل أساسي في جودة خط اللحام، بما في ذلك عمق الاختراق، وعرض الانصهار، والتناثر، والمسامية. فيما يلي بعض الأمثلة المحددة:
عندما يزيد تيار اللحام (مع عدم تغير الظروف الأخرى)، يزداد عمق الاختراق وتقوية خط اللحام، في حين أن التغير في عرض الانصهار ليس كبيرًا أو يزيد قليلاً. يشير هذا إلى أنه في أوضاع اللحام المختلفة، من خلال ضبط تيار اللحام، يمكن التحكم في شكل وحجم خط اللحام.
يؤثر حجم تيار اللحام بشكل مباشر على سرعة انصهار المعدن وجودة الوصلة الملحومة. عندما يكون التيار مرتفعًا جدًا، يذوب المعدن بسرعة، مما يؤدي إلى اختراق عميق، وتناثر معدني كبير، وعيوب مثل الاحتراق والقطع السفلي. لذلك، في مواضع اللحام المختلفة، من الضروري ضبط تيار اللحام بشكل مناسب وفقًا للحالة الفعلية لضمان جودة خط اللحام.
في اللحام ب CO2/MAG/MIG، فإن ضبط تيار اللحام هو في الواقع ضبط سرعة تغذية السلك، بينما يؤدي ضبط جهد القوس إلى تغيير سرعة انصهار السلك. فقط عندما تكون سرعة انصهار السلك وسرعة التغذية متساوية يمكن ضمان جودة اللحام. يشير هذا إلى أنه في مواضع اللحام المختلفة، من خلال الضبط الدقيق لتيار اللحام وجهد القوس، يمكن تحقيق ذوبان وتغذية السلك بشكل موحد، وبالتالي تحسين الجودة الإجمالية لدرزة اللحام.
في اللحام المحمي الثانوي، يعد ضبط التيار والجهد عاملين مهمين يؤثران على جودة خط اللحام. فهما يحددان بشكل مباشر عمق الاختراق، وعرض الانصهار، والتناثر، والمسامية، وغيرها من خصائص خط اللحام. وهذا يعني أنه في مواضع اللحام المختلفة، من خلال الضبط الدقيق للتيار والجهد، يمكن التحكم بفعالية في البنية المجهرية والأداء الكلي لدرزة اللحام.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.

