تشير أداة الآلة إلى آلة تُستخدم لتصنيع آلات أخرى. وتُعرف أيضاً باسم ماكينة العمل أو ماكينة الأدوات، ويشار إليها تقليدياً باسم أداة الآلة.
تنقسم أدوات الماكينات بشكل عام إلى أدوات ماكينات قطع المعادن، وأدوات ماكينات التشكيل، وأدوات ماكينات النجارة، وغيرها.
في التصنيع الميكانيكي الحديث، هناك العديد من الطرق لمعالجة الأجزاء الميكانيكية. فبالإضافة إلى القطع، هناك أيضًا الصب والتشكيل واللحام والختم والبثق وغيرها. ومع ذلك، فإن الأجزاء ذات الدقة العالية والدقيقة خشونة السطح يجب أن يتم تشكيلها آليًا بشكل عام باستخدام طريقة القطع على ماكينة آلية.
تلعب الأدوات الآلية دورًا مهمًا في بناء التحديث الاقتصادي الوطني.
أنواع الأدوات الآلية
هناك العديد من أنواع ومواصفات ماكينات التحكم الرقمي CNC، ويمكن أن تختلف طرق التصنيف. ومع ذلك، يمكن تصنيفها بشكل عام وفقًا للوظيفة والهيكل باستخدام المبادئ الأربعة التالية.
التصنيف وفقاً لمسار التحكم في حركة أداة الماكينة
(1) ماكينة CNC أداة مع التحكم في النقاط
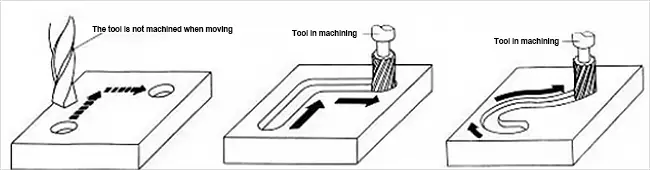
لا يتطلب التحكم في النقاط سوى التموضع الدقيق للأجزاء المتحركة لأداة الماكينة من نقطة إلى أخرى، ومتطلبات مسار الحركة بين النقاط ليست صارمة. لا يتم إجراء أي تصنيع آلي أثناء الحركة، والحركة بين محاور الإحداثيات غير ذات صلة.
من أجل تحقيق تحديد الموضع بسرعة ودقة، تتحرك الإزاحة بين نقطتين بشكل عام بسرعة أولاً، ثم تقترب ببطء من نقطة تحديد الموضع لضمان دقة تحديد الموضع. يوضح الشكل أدناه مسار الحركة للتحكم في موضع النقطة.
تشمل أدوات الماكينات المزودة بوظيفة التحكم النقطي بشكل أساسي ماكينات الحفر بنظام التحكم الرقمي، وماكينات التفريز بنظام التحكم الرقمي، واللكمات بنظام التحكم الرقمي، وغيرها.
مع تطور تكنولوجيا التحكم العددي وانخفاض سعر أنظمة التحكم العددي، أصبحت أنظمة التحكم العددي المستخدمة للتحكم النقطي فقط نادرة بشكل متزايد.
(2) أداة ماكينة التحكم الخطي باستخدام الحاسب الآلي الرقمي (CNC)
تتميز أداة ماكينة التحكم الخطي بنظام التحكم الرقمي باستخدام الحاسب الآلي، والمعروفة أيضًا باسم أداة ماكينة التحكم الرقمي باستخدام الحاسب الآلي المتوازي، بميزة ليس فقط تحديد المواقع بدقة بين نقاط التحكم ولكن أيضًا التحكم في سرعة الحركة والمسار بين نقطتين مرتبطتين.
ومع ذلك، لا يتحرك مسار حركتها إلا بالتوازي مع محور إحداثيات أداة الماكينة، مما يعني أنه يتم التحكم في محور إحداثيات واحد فقط في نفس الوقت، مما يلغي الحاجة إلى وظيفة عملية الاستيفاء في نظام التحكم الرقمي باستخدام الحاسب الآلي. أثناء الإزاحة، يمكن للأداة القطع بمعدل التغذية المحدد، ويمكنها عادةً معالجة الأجزاء المستطيلة والمتدرجة فقط.
تتكون أدوات الماكينات المزودة بوظيفة التحكم الخطي بشكل أساسي من مخارط بنظام التحكم الرقمي البسيطة نسبيًا، وماكينات التفريز بنظام التحكم الرقمي، وماكينات الطحن بنظام التحكم الرقمي، وما إلى ذلك. ويُعرف نظام التحكم الرقمي باستخدام الحاسب الآلي لأداة الماكينة هذه أيضًا بنظام التحكم الرقمي باستخدام الحاسب الآلي الخطي. وبالمثل, أدوات ماكينات CNC التي تُستخدم فقط للتحكم الخطي نادرة.
(3) أداة ماكينة CNC للتحكم الكنتوري CNC
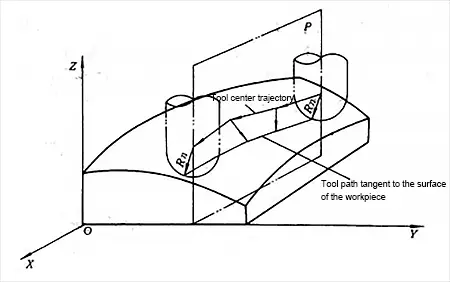
رسم تخطيطي للتشغيل الآلي لماكينة التحكم الكنتوري باستخدام الحاسب الآلي
تتميز ماكينة التحكم الكنتوري لماكينة التحكم الرقمي باستخدام الحاسب الآلي، والمعروفة أيضًا باسم ماكينة التحكم الرقمي باستخدام الحاسب الآلي المستمر بالتحكم المستمر في الإزاحة والسرعة لإحداثيات حركتين أو أكثر في وقت واحد.
للوفاء بمسار الحركة النسبية للأداة على طول محيط الشغل ومتطلبات كفاف تصنيع الشغل، يجب تنسيق التحكم في الإزاحة والتحكم في السرعة لكل حركة إحداثية بدقة وفقًا للعلاقة التناسبية المحددة. لذلك، يتطلب جهاز NC في وضع التحكم هذا وظيفة عملية الاستيفاء.
يتضمن الاستيفاء وصف شكل الخط أو القوس من خلال المعالجة الرياضية لآلة حاسبة الاستيفاء في نظام NC، استنادًا إلى مدخلات البيانات الأساسية للبرنامج، مثل إحداثيات نهاية الخط وإحداثيات نهاية القوس وإحداثيات المركز أو نصف القطر. يتم بعد ذلك توزيع النبضات على كل وحدة تحكم في محور الإحداثيات بناءً على نتائج الحساب، والتحكم في إزاحة الوصلة لكل محور إحداثيات لتلبية الكفاف المطلوب.
أثناء الحركة، يمكن للأداة قطع سطح قطعة العمل باستمرار ومعالجة جميع أنواع الخطوط المستقيمة والأقواس والمنحنيات. تتكون أدوات الماكينات هذه بشكل أساسي من مخارط بنظام التحكم الرقمي، وماكينات التفريز بنظام التحكم الرقمي، وماكينات القطع السلكي بنظام التحكم الرقمي، ومراكز التصنيع الآلي، وما إلى ذلك.
يُطلق على جهاز NC المقابل اسم نظام NC للتحكم الكنتوري للتحكم الكنتوري، والذي يمكن تصنيفه إلى الأشكال التالية بناءً على عدد محاور إحداثيات الربط التي يتحكم فيها:
① وصلة ثنائية المحور
يُستخدم بشكل أساسي في مخرطة NC تصنيع الأسطح الدوارة أو ماكينة تفريز NC لتصنيع الأسطح الأسطوانية المنحنية.
② شبه ربط ثنائي المحور
يُستخدم في المقام الأول للتحكم في أدوات الماكينات ذات أكثر من ثلاثة محاور. يمكن ربط محورين، ويمكن تغذية المحور الآخر بشكل دوري.
③ وصلة ثلاثية المحاور
تنقسم بشكل عام إلى فئتين. الأولى هي الربط بين ثلاثة محاور إحداثيات خطية X/Y/Z، والتي تستخدم في الغالب في ماكينات التفريز باستخدام الحاسب الآلي ومراكز الماكينات وما إلى ذلك.
والآخر هو التحكم في محور إحداثي الدوران الذي يدور حول أحد محوري الإحداثيات الخطية بالإضافة إلى الإحداثيين الخطيين في X/Y/Z في آن واحد.
على سبيل المثال، في مركز الخراطة، بالإضافة إلى ربط محوري الإحداثيات الطولية (المحور Z) والعرضية (المحور x)، يحتاج أيضًا إلى التحكم في ربط محور الدوران الرئيسي (المحور c) الذي يدور حول المحور z في نفس الوقت.
④ وصلة رباعية المحاور
يتحكّم في الوقت نفسه في الربط بين محاور الإحداثيات الخطية الثلاثة X/Y/Z ومحور الإحداثيات الدوارة.
⑤ وصلة خماسية المحاور
بالإضافة إلى التحكم في الربط بين محاور الإحداثيات الثلاثة X/Y/Z في نفس الوقت، يتحكم أيضًا في محوري الإحداثيات A وB وC اللذين يدوران حول محاور الإحداثيات الخطية هذه، مما يشكل ربطًا للتحكم في خمسة محاور في نفس الوقت.
في هذا الوقت، يمكن ضبط الأداة في أي اتجاه في الفضاء. على سبيل المثال، يمكن التحكم في الأداة للتأرجح حول المحور x والمحور y في نفس الوقت، بحيث تحافظ الأداة على اتجاه عمودي مع السطح الكنتوري المشغول عند نقطة القطع، مما يضمن سلاسة السطح المشغول، وتحسين دقة وكفاءة التشغيل الآلي، وتقليل خشونة السطح المشغول.
2. مصنفة حسب وضع التحكم المؤازر
(1) أداة ماكينة CNC ذات التحكم الرقمي ذات الحلقة المفتوحة
المحرك المؤازر للتغذية لهذا النوع من أدوات الماكينة مفتوح الحلقة، مما يعني أنه لا يوجد جهاز تغذية مرتجعة للكشف. بشكل عام، محرك القيادة الخاص بها هو محرك متدرج. الميزة الأساسية للمحرك المتدرج هي أنه في كل مرة تغير فيها دائرة التحكم إشارة نبض الأوامر، يدور المحرك بزاوية متدرجة، ويتمتع المحرك نفسه بقدرة القفل الذاتي.
تتحكم إشارة أمر التغذية الناتجة عن نظام NC في دائرة القيادة من خلال موزع النبضات. وهي تتحكم في الإزاحة الإحداثية بعدد نبضات التحويل، وسرعة الإزاحة بتردد نبضات التحويل، واتجاه الإزاحة بترتيب توزيع نبضات التحويل. ولذلك، فإن أهم ميزة لوضع التحكم هذا هو التحكم المريح، والهيكل البسيط، والسعر المنخفض.
يكون تدفق إشارة الأوامر المرسلة من نظام NC أحادي الاتجاه، لذا لا توجد مشكلة استقرار في نظام التحكم. ومع ذلك، نظرًا لعدم تصحيح خطأ النقل الميكانيكي عن طريق التغذية المرتدة، فإن دقة الإزاحة ليست عالية. استخدمت أدوات الماكينات بنظام التحكم الرقمي باستخدام الحاسب الآلي في وقت مبكر وضع التحكم هذا، ولكن معدل الفشل كان مرتفعًا نسبيًا.
في الوقت الحاضر، لا يزال يستخدم على نطاق واسع بسبب التحسينات في دائرة القيادة. في الصين، على وجه الخصوص، غالبًا ما يستخدم وضع التحكم هذا في تحويل NC لأنظمة NC الاقتصادية العامة والمعدات القديمة. بالإضافة إلى ذلك، يمكن تكوين وضع التحكم هذا باستخدام كمبيوتر صغير أحادي الشريحة أو كمبيوتر أحادي اللوحة كجهاز تحكم رقمي، مما يقلل من سعر النظام بأكمله.
(2) أداة ماكينة التحكم في الحلقة المغلقة
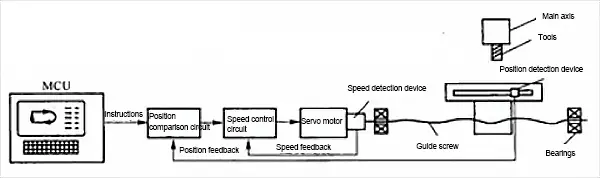
يعمل محرك سيرفو التغذية لهذا النوع من أدوات الماكينات NC باستخدام وضع التحكم في التغذية الراجعة ذات الحلقة المغلقة. يمكن أن يكون محرك القيادة محرك سيرفو تيار مستمر أو محرك سيرفو تيار متردد، ويجب تكوين تغذية راجعة للموضع وتغذية راجعة للسرعة.
أثناء التشغيل الآلي، يتم اكتشاف الإزاحة الفعلية للأجزاء المتحركة باستمرار وتغذيتها إلى المقارنة في نظام NC في الوقت المناسب. ثم تتم مقارنة هذه القيمة بإشارة الأمر التي تم الحصول عليها من خلال عملية الاستيفاء. يتم استخدام الفرق بين الاثنين كإشارة تحكم لمحرك المؤازرة، الذي يحرك جزء الإزاحة لإزالة أي أخطاء في الإزاحة.
يحدد موضع تركيب عنصر الكشف عن التغذية الراجعة للموضع وجهاز التغذية الراجعة المستخدم ما إذا كان وضع التحكم في الحلقة المغلقة الكاملة أو شبه المغلقة.
① تحكم كامل في الحلقة المغلقة
كما هو موضح في الشكل، يعتمد جهاز التغذية الراجعة للموضع على عنصر كشف الإزاحة الخطية، مع استخدام المساطر الشبكية بشكل شائع في الوقت الحالي. يتم تركيبها في سرج أداة الماكينة، مما يسمح لها بالكشف المباشر عن الإزاحة الخطية لإحداثيات أداة الماكينة.
من خلال التغذية الراجعة، يمكن التخلص من خطأ النقل في سلسلة النقل الميكانيكية بأكملها من المحرك إلى سرج الماكينة، مما يؤدي إلى دقة عالية في تحديد الموضع الثابت لأداة الماكينة.
ومع ذلك، داخل حلقة التحكم بأكملها، تكون خصائص الاحتكاك والصلابة والخلوص للعديد من وصلات النقل الميكانيكية غير خطية. بالإضافة إلى ذلك، فإن وقت الاستجابة الديناميكية لسلسلة النقل الميكانيكية بأكملها أكبر بكثير مقارنة بوقت الاستجابة الكهربائية، مما يجلب صعوبات كبيرة لتصحيح استقرار نظام الحلقة المغلقة بأكمله. وعلى هذا النحو، يكون تصميم النظام وتعديله معقدًا للغاية أيضًا.
يُستخدم وضع التحكم في الحلقة المغلقة الكاملة هذا بشكل أساسي لماكينات الإحداثيات بنظام التحكم الرقمي وماكينات الطحن الدقيق بنظام التحكم الرقمي التي لها متطلبات دقة عالية.
② التحكم في الحلقة شبه المغلقة
كما هو موضح في الشكل، تستخدم التغذية الراجعة للموضع عنصر كشف الزاوية، مع كون أجهزة التشفير هي النوع الرئيسي المستخدم حاليًا. يتم تركيبها مباشرة في نهاية المحرك المؤازر أو المسمار اللولبي.
نظرًا لعدم تضمين معظم وصلات النقل الميكانيكية في الحلقة المغلقة للنظام، فإنه يتم استدعاؤها للحصول على خصائص تحكم أكثر استقرارًا.
لا يمكن تصحيح أخطاء الإرسال الميكانيكية، مثل تلك الموجودة في المسمار اللولبي الرئيسي، في أي وقت من خلال التغذية الراجعة. ومع ذلك، يمكن استخدام طريقة تعويض إعداد البرنامج لتحسين الدقة.
في الوقت الحاضر، تعتمد معظم أدوات الماكينات بنظام التحكم الرقمي باستخدام الحاسب الآلي وضع تحكم شبه مغلق الحلقة.
③ أداة ماكينة التحكم الهجين بنظام التحكم الرقمي باستخدام الحاسب الآلي
يتم دمج خصائص أنماط التحكم المذكورة أعلاه بشكل انتقائي لتشكيل مخطط تحكم هجين.
كما ذكرنا سابقًا، يتمتع وضع التحكم في الحلقة المفتوحة باستقرار جيد وتكلفة منخفضة ودقة ضعيفة، بينما يكون استقرار الحلقة المغلقة الكاملة ضعيفًا.
لذلك، لتكملة بعضها البعض وتلبية متطلبات التحكم في بعض أدوات الماكينة، يجب اعتماد وضع تحكم هجين.
يتم استخدام تعويض الحلقة المفتوحة وتعويض الحلقة شبه المغلقة على نطاق واسع.
3. مصنفة وفقًا للمستوى الوظيفي لنظام التحكم الرقمي باستخدام الحاسب الآلي
وفقًا للمستوى الوظيفي لـ أ CNC النظام، وعادةً ما يتم تقسيمها إلى درجات منخفضة ومتوسطة وعالية.
تعتبر حدود الدرجات المنخفضة والمتوسطة والعالية نسبية، وتختلف معايير التقسيم في الفترات المختلفة.
وفقًا لمستوى التطور الحالي، فإن الأنواع المختلفة من أنظمة CNC يمكن تقسيمها إلى درجات منخفضة ومتوسطة وعالية بناءً على وظائف ومؤشرات معينة.
من بينها، يُشار إلى الدرجات المتوسطة والعالية عمومًا باسم الماكينات بنظام التحكم الرقمي ذات الوظائف الكاملة أو الماكينات بنظام التحكم الرقمي القياسية.
4. التصنيف وفقا لنوع تكنولوجيا المعالجة واستخدام الأدوات الآلية
(1) قطع المعادن
يشير هذا إلى أدوات الماكينات بنظام التحكم الرقمي باستخدام الحاسوب مع عمليات القطع المختلفة مثل الخراطة والتفريز, الحفروالطحن، والتوسيع، والتوسيع، والتخطيط.
يمكن تقسيمها إلى الفئتين التاليتين:
① أدوات الماكينات العادية بنظام التحكم الرقمي CNC
مثل المخارط بنظام التحكم الرقمي، وماكينات التفريز بنظام التحكم الرقمي، والمطاحن بنظام التحكم الرقمي، وما إلى ذلك.
② مراكز الماكينات
الميزة الرئيسية لها هي مخزن أدوات مزود بآلية تغيير تلقائي للأدوات، وتمر قطعة العمل مرة واحدة.
بعد التثبيت، عن طريق تغيير جميع أنواع أدوات القطع، تتم معالجة عمليات مختلفة مثل مفتاح التفريز (الخراطة)، والمفصلة، والحفر، والاستدقاق بشكل مستمر على كل سطح من أسطح التشغيل الآلي لقطعة العمل على نفس أداة الماكينة، مثل مراكز الماكينات (البناء/التفريز)، ومراكز الخراطة، ومراكز الحفر، وما إلى ذلك.
(2) تشكيل المعادن
يشير ذلك إلى أدوات ماكينات التحكم الرقمي باستخدام الحاسب الآلي التي تعتمد البثق والتثقيب واللكم والكبس والسحب وغيرها من عمليات التشكيل. يشيع استخدام مكابس التحكم الرقمي باستخدام الحاسب الآلي، والحاسب الآلي مكابح الضغط ماكينات التصنيع باستخدام الحاسب الآلي، وماكينات ثني الأنابيب باستخدام الحاسب الآلي، وماكينات الغزل باستخدام الحاسب الآلي، إلخ.
(3) المعالجة الخاصة
توجد بشكل أساسي ماكينة تشكيل الآلات الميكانيكية بنظام التحكم الرقمي باستخدام الحاسب الآلي، وماكينة التشكيل باستخدام الحاسب الآلي باستخدام الحاسب الآلي، وماكينة القطع باللهب باستخدام الحاسب الآلي, ماكينة التصنيع الآلي بالليزر CNCإلخ.
(4) المسح والرسم
هناك بشكل أساسي CMM، وأداة إعداد الأدوات NC، وراسم NC، وما إلى ذلك.