
نصائح الخبراء لاختيار محور تركيز القطع بالليزر
ماذا لو كان ضبط بؤرة ماكينة القطع بالليزر قد يعني الفرق بين القطع النظيف والمشروع الفاشل؟ في القطع بالليزر، يكون موضع النقطة البؤرية أمرًا بالغ الأهمية...
أحدثت عملية القطع بالليزر ثورة في التصنيع، ولكن هل تعلم أن ضاغط الهواء يلعب دورًا حاسمًا في نجاحها؟ في منشور المدونة هذا، سوف نتعمق في تعقيدات اختيار ضاغط الهواء المثالي لقاطع الليزر الخاص بك. سيرشدك مهندسنا الميكانيكي الخبير إلى العوامل الرئيسية التي يجب مراعاتها لضمان الأداء الأمثل وجودة القطع المثالية. استعد لاكتشاف الأسرار الكامنة وراء تسخير قوة الهواء المضغوط في القطع بالليزر!

إن اختيار وتكوين ضاغط هواء لماكينة القطع بالليزر عملية معقدة تتطلب النظر في عوامل متعددة، بما في ذلك الضغط ومعدل التدفق وجودة الهواء. فيما يلي بعض الاستنتاجات التي توصلنا إليها:
متطلبات الضغط: تتطلب قواطع الليزر عادةً ضغط هواء يتراوح بين 10 و16 كيلوغرامًا. وتستخدم معظم قواطع الليزر ضاغط هواء من النوع اللولبي بضغط يتراوح بين 13 و16 كيلوغرامًا، مما يشير إلى أن هذا هو الطلب الأساسي ضمن نطاق الضغط هذا.
متطلبات معدل التدفق: تعتمد كمية الغاز التي يستخدمها القاطع بالليزر على قوته والمادة وسُمك الجسم الذي يتم قطعه. على سبيل المثال، بالنسبة لماكينة القطع بالليزر بقدرة 3000 واط، يمكن تحديد معدل التدفق المطلوب لضاغط الهواء المقابل من خلال الرجوع إلى جدول معدل التدفق أو سؤال الشركة المصنعة لماكينة القطع بالليزر.
جودة الهواء: لضمان جودة وفعالية القطع بالليزر، يجب أن يكون الهواء المضغوط نظيفًا وجافًا ومستقرًا. ولذلك، بالإضافة إلى متطلبات الضغط الأساسي ومعدل التدفق، يجب إيلاء اهتمام خاص لتكوين جهاز ما بعد معالجة الهواء المضغوط، مثل مرشحات خطوط الأنابيب ذات الثلاث إلى أربع مراحل، والمجففات المبردة، ومزيلات الزيت عالية الكفاءة. يمكن لهذه الأجهزة ضمان جودة الهواء ومنع الرطوبة والزيت من التأثير على المرآة الواقية لرأس القطع بالليزر.
نوع ضاغط الهواء: يوصى بضاغط الهواء اللولبي لأنه يوفر إمداد هواء أكثر استقرارًا وذكاءً وتوفيرًا للطاقة. بالإضافة إلى ذلك، يوصى أيضًا باستخدام ضاغط الهواء اللولبي ذو التردد المتغير المغناطيسي الدائم لميزاته الموفرة للطاقة.
أهمية ضاغط الهواء المخصص: يمكن لماكينات القطع بالليزر التعامل مع متطلبات القطع لمختلف المواد والأشكال المعقدة، ولا غنى عن الغازات المساعدة (مثل الأكسجين والنيتروجين والهواء المضغوط) لعملية القطع. لذلك، فإن اختيار ضاغط هواء مناسب لقاطع الليزر أمر بالغ الأهمية لتحسين نتائج القطع.
في الختام، عند اختيار ضاغط هواء لقاطع الليزر، ضع في اعتبارك ضغط الهواء الذي يوفره ومعدل التدفق وجودة الهواء. يعد ضاغط الهواء من النوع اللولبي، وخاصة ضاغط الهواء اللولبي ذو التردد المتغير المغناطيسي الدائم، خيارًا جيدًا لاستقراره وذكائه وكفاءته في استخدام الطاقة. في الوقت نفسه، لضمان جودة وفعالية القطع بالليزر، يجب تكوين أجهزة ما بعد المعالجة المناسبة لضمان نظافة مصدر الهواء وجفافه.
التقطيع بالليزر هو طريقة مستخدمة على نطاق واسع المعالجة بالليزر التكنولوجيا على مستوى العالم. ويعود تاريخ استخدامه إلى سبعينيات القرن الماضي عندما تم استخدامه لأول مرة لأغراض القطع. وقد أدى ظهور وشعبية تكنولوجيا الجيل الثالث من الليزر في أوائل القرن الحادي والعشرين إلى زيادة شعبية القطع بالليزر في معالجة مواد مثل الصفائح المعدنيةوالبلاستيك والزجاج والسيراميك وأشباه الموصلات والمنسوجات والخشب والورق.
مع الطلب المتزايد، تعمل العديد من شركات الليزر على تطوير أجهزة ليزر عالية الطاقة القطع بالليزر الليفي الآلات. تتميز هذه الماكينات بميزة انخفاض تكاليف المعالجة ومرونة طرق الدفع. اليوم, معالجة الصفائح المعدنية وتستخدم الشركات ومصنعي المطابخ والحمامات وشركات تجهيز قطع غيار السيارات آلات القطع بالليزر بشكل متكرر، خاصة في صناعة معالجة الصفائح المعدنية، حيث حلت محل طرق المعالجة التقليدية.

يمكن لماكينات القطع بالليزر تلبية احتياجات القطع لمختلف المواد و الأشكال المعقدة. وهي تتطلب ليزر عالي الطاقة وغازات مساعدة لإتمام عملية القطع. الغازات المساعدة الأكثر شيوعًا المستخدمة في القطع بالليزر هي الأكسجين (O2) والنيتروجين (N2) والهواء المضغوط. والهواء المضغوط أسهل في الحصول عليه وأرخص سعرًا مقارنة بالأكسجين والنيتروجين، مما يجعله خيارًا شائعًا للقطع.
تؤثر جودة الهواء المضغوط بشكل مباشر على جودة قطع المعادن بالليزر، ويمكن أن يؤثر استقرار وحجم ضغط الغاز على تأثير القطع. يجب اختيار ضاغط الهواء المستخدم كغاز مساعد لآلة القطع بالليزر بناءً على تصميم رأس القطع بالليزر وضغط الغاز الإضافي وحجم الفوهة للحصول على أفضل تطابق مع آلة القطع بالليزر.
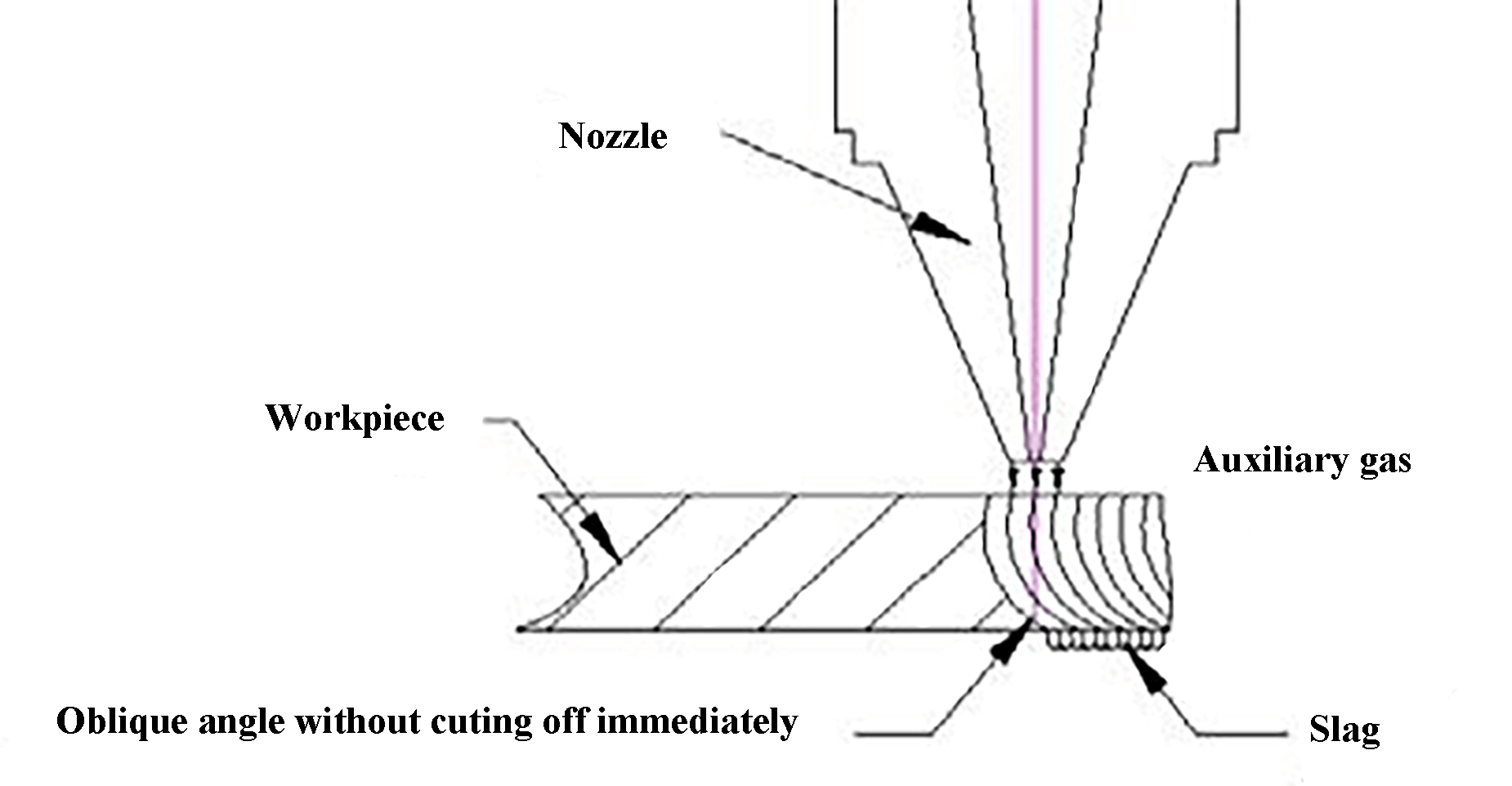
ينطوي القطع بالليزر على استخدام شعاع ليزر عالي الطاقة وعالي الكثافة يتم تركيزه على قطعة العمل، مما يتسبب في ذوبان المادة في المنطقة المشععة أو تبخيرها أو استخلاصها أو وصولها إلى نقطة الاشتعال. ثم تتم إزالة المادة المنصهرة من خلال تدفق هواء عالي السرعة، والذي يكون محورياً مع الشعاع، مما يتيح قطع قطعة العمل. القطع بالليزر هو طريقة القطع الحراري.
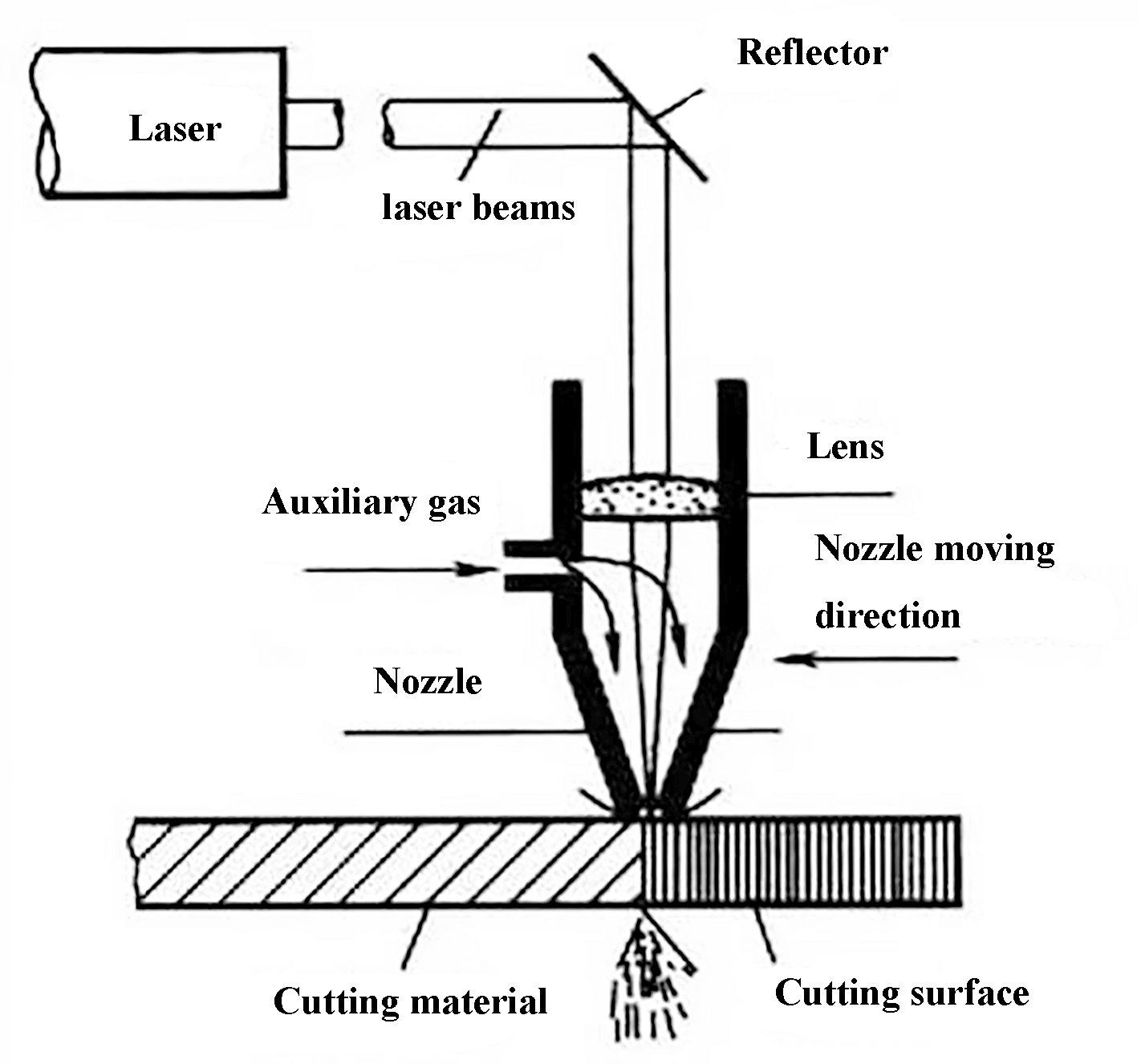
الشكل 1 مبدأ القطع بالليزر
يمكن تقسيم القطع بالليزر إلى القطع بالتغويز بالليزر، والقطع بالذوبان بالليزر، والقطع بالذوبان بمساعدة الأكسجين بالليزر، والقطع بالتكسير المتحكم فيه.
1) القطع بالتغويز بالليزر
باستخدام شعاع ليزر بكثافة طاقة عالية لتسخين قطعة العمل، ترتفع درجة الحرارة بسرعة وتصل إلى درجة غليان المادة في وقت قصير جدًا. ونتيجة لذلك، تبدأ المادة في التبخر وتكوين بخار. يتم طرد هذه الأبخرة بسرعة عالية، مما يؤدي إلى إحداث قطع في المادة.
عادةً ما تكون الحرارة المطلوبة لتغويز المواد عالية، لذا فإن القطع بالتغويز بالليزر يتطلب قدراً كبيراً من الطاقة وكثافة الطاقة.
تُستخدم طريقة القطع هذه بشكل أساسي لقطع المعادن الرقيقة للغاية والمعادن غيرمواد معدنية مثل الورق، والقماش، والخشب، والبلاستيك، والمطاط.
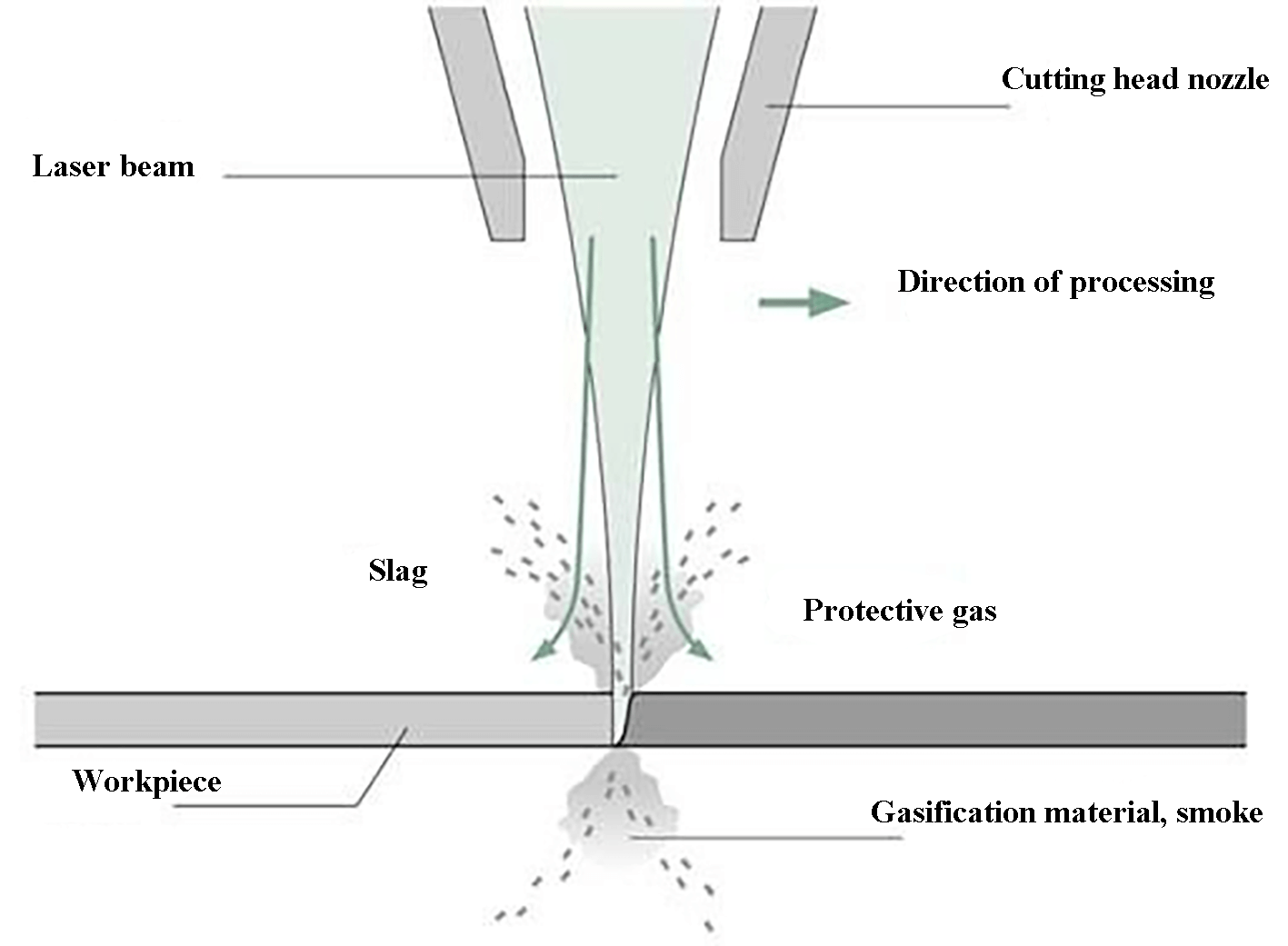
الشكل 2 قطع التغويز بالليزر
تكون حافة القطع للتغويز بالليزر ناعمة بدون نتوءات.
2) القطع بالذوبان بالليزر
ينطوي القطع بالصهر بالليزر على تسخين المواد المعدنية بشعاع ليزر، مما يؤدي إلى ذوبانها، ثم استخدام غازات خاملة عالية الضغط (مثل N2 وA وHe) تُطرد من خلال فوهة للتخلص من المعدن السائل وتشكيل القطع.
على عكس القطع بالتغويز بالليزر، لا يتطلب القطع بالذوبان بالليزر تبخير كامل للمادة ولا يتطلب سوى عُشر طاقة الليزر. عند قطع المواد الصفيحية، تؤثر سرعة القطع على كمية طاقة الليزر المفقودة خلال القطع.
كلما زادت السرعة، يمكن أن تصل أشعة أكثر إلى المادة وتزيد من كثافة الطاقة. عند قطع المواد ذات الألواح السميكة، يجب أن تكون سرعة إزالة الصهر سريعة بما يكفي لمنع انعكاس شعاع الليزر عدة مرات في القطع، وبالتالي مقاطعة عملية القطع.
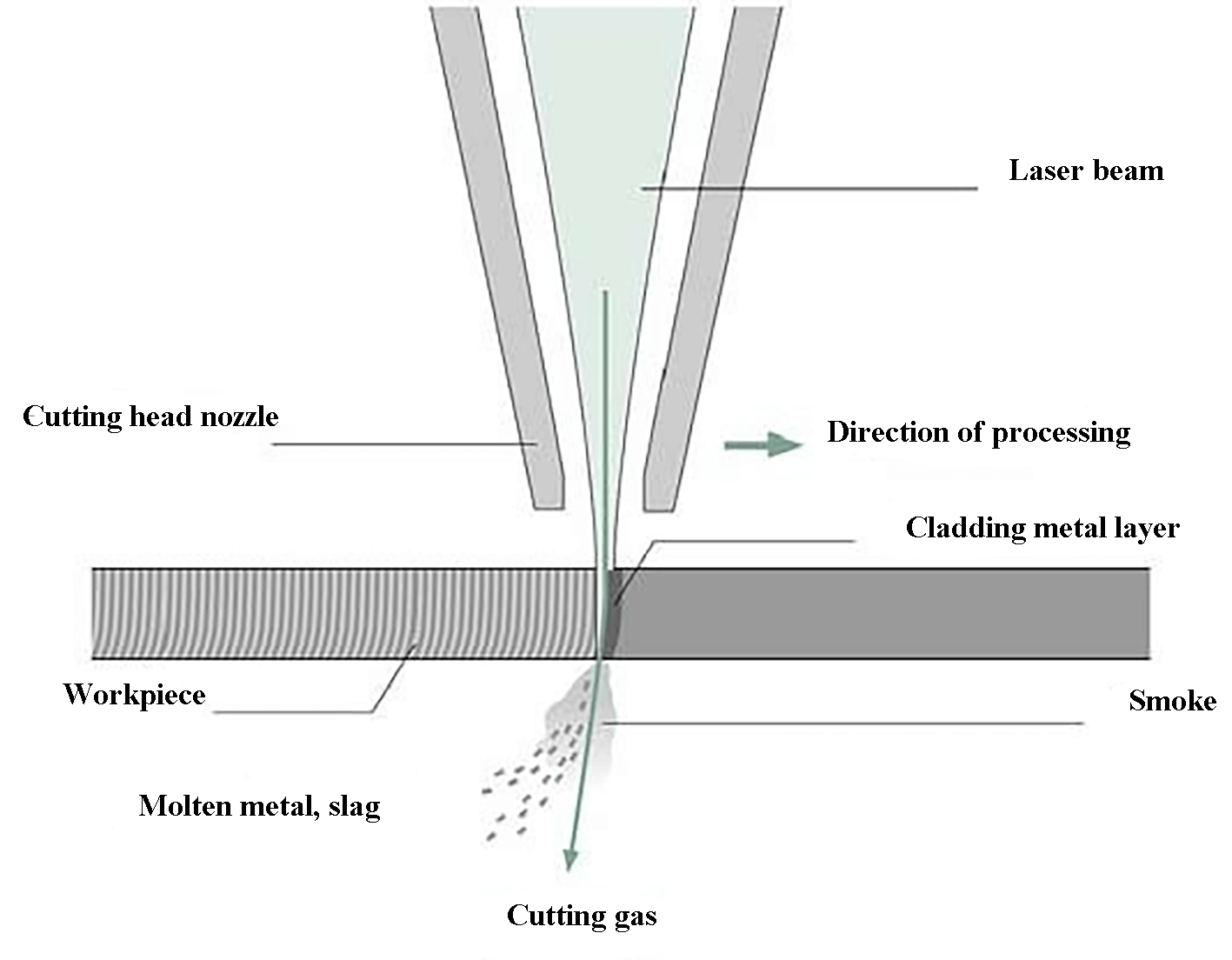
الشكل 3 القطع بالذوبان بالليزر
ينتج عن القطع بالذوبان بالليزر حافة مخططة على القطع.
تستخدم هذه الطريقة في المقام الأول لقطع المواد أو المعادن النشطة غير المعرضة للأكسدة، مثل الفولاذ المقاوم للصدأ, تيتانيوم السبائك، والألومنيوم وسبائكه.
في حين أن النيتروجين يستخدم كغاز مساعد للقطع للحصول على جودة أفضل، فإنه يزيد أيضًا من التكلفة مقارنة باستخدام الأكسجين كغاز مساعد للقطع.
3) القطع بالذوبان بمساعدة الأكسجين بالليزر
ويشبه مبدأ القطع بالصهر بمساعدة الأكسجين بالليزر مبدأ القطع بالأكسجين بالليزر مبدأ القطع بالأكسجين بالأكسجين حيث يعمل الليزر كمصدر للحرارة المسخنة والأكسجين كغاز قطع مساعد.
من ناحية، يتفاعل الأكسجين مع الحديد الذي تم تسخينه إلى ما يقرب من 1500 درجة مئوية بواسطة الليزر، مما يتسبب في إطلاق كمية كبيرة من حرارة الأكسدة باستمرار، مما يؤدي إلى تسخين عنصر الحديد واحتراقه.
من ناحية أخرى، يتم طرد الأكاسيد السائلة المنصهرة والمواد المنصهرة من منطقة التفاعل، مما يشكل قطعًا في المعدن.
تولد عملية القطع كمية كبيرة من الحرارة بسبب تفاعل الأكسدة، وبالتالي فإن الطاقة المطلوبة للقطع بالأكسجين بالليزر لا تزيد عن نصف الطاقة المطلوبة للقطع بالصهر.
وبالإضافة إلى ذلك، فإن سرعة القطع أعلى بكثير من سرعة القطع بالتغويز بالليزر والقطع بالصهر. تكون خشونة الحافة الناتجة عن القطع بالذوبان بمساعدة الأكسجين بالليزر في مكان ما بين القطع بالتبخير بالليزر والقطع بالذوبان بالليزر.
تستخدم هذه الطريقة في المقام الأول لقطع الفولاذ الكربوني والمعادن الأخرى التي تتأكسد بسهولة. ويمكن استخدامها أيضًا في معالجة مواد مثل الفولاذ المقاوم للصدأ، ولكن الجزء المقطوع سيكون أسود وخشنًا، وستكون التكلفة أقل من تكلفة القطع بغاز خامل.
4) قطع الكسر المتحكم به
قطع الكسر المتحكم فيه بالليزر هو عملية قطع المواد الهشة باستخدام تسخين شعاع الليزر بطريقة عالية السرعة ويمكن التحكم فيها.
ينطوي مبدأ القطع على تسخين مساحة صغيرة من المادة الهشّة باستخدام شعاع الليزر، مما يسبب تدرجًا حراريًا وتشوهًا ميكانيكيًا شديدًا، مما يؤدي إلى حدوث تشققات في المادة.
إن سرعة القطع في هذه العملية سريعة ولا تتطلب سوى كمية قليلة من طاقة الليزرولكن إذا كانت الطاقة عالية جدًا، فسوف يذوب سطح قطعة العمل وتتلف حافة القطع. المعلمات الرئيسية التي يمكن التحكم فيها هي طاقة الليزر وحجم البقعة.
بالمقارنة مع طرق القطع الأخرى، فإن القطع بالليزر معروف بسرعة القطع العالية والجودة الممتازة. وتشمل بعض الميزات الرئيسية للقطع بالليزر ما يلي:
الجدول 1 مقارنة سرعة القطع في طرق القطع المتعددة
| طريقة القطع | القطع بالليزر | القطع بالبلازما | القطع بالأوكسي أسيتيلين | القطع الهيدروليكي |
| سرعة القطع | سريع جداً | سريع | بطيء | بطيء جداً |
عند القطع بالليزر، يعتمد اختيار غاز القطع على المادة التي يتم قطعها. ويؤثر اختيار غاز القطع وضغطه تأثيرًا كبيرًا على جودة القطع بالليزر. عملية القطع بالليزر.
الغازات المساعدة شائعة الاستخدام للقطع بالليزر هي الأكسجين (O2) والنيتروجين (N2) والهواء المضغوط. وفي بعض الحالات، يتم استخدام الأرجون (Ar) أيضًا. يمكن تقسيم اختيار غاز القطع إلى غاز عالي الضغط وغاز منخفض الضغط بناءً على ضغط الغاز.
3.2. اختيار أنواع الغازات المساعدة
تتمثل الوظائف الرئيسية للغاز المساعد في القطع بالليزر فيما يلي:
عند اختيار تقنية القطع بالليزر المختلفة، يمكن أن يختلف اختيار الغاز المساعد وفقًا لمواد القطع المختلفة وقوة آلة القطع بالليزر.
فيما يلي خصائص واستخدامات ونطاقات استخدام الغازات المساعدة المختلفة:
1) الأكسجين
يُستخدم الأكسجين (O2) بشكل أساسي في القطع مواد الصلب الكربوني. تعمل الحرارة المتولدة من التفاعل الكيميائي للأكسجين والحديد على تعزيز ذوبان المعدن الماص للحرارة، مما يحسن بشكل كبير من كفاءة القطع ويسمح بقطع المواد الأكثر سمكًا، مما يعزز أداء آلة القطع بالليزر.
ومع ذلك، فإن استخدام الأكسجين يؤدي أيضًا إلى تكوين طبقة أكسيد واضحة على حافة القطع، وله تأثير تصلب على المادة المحيطة، مما قد يؤثر على المعالجة الإضافية. ويكون لون حافة المادة المقطوعة أسود أو أصفر داكن.
تستخدم ألواح الصلب الكربوني عادةً القطع بالأكسجين مع الضغط المنخفض الحفر أو القطع بالضغط المنخفض.
2) النيتروجين
عندما يتم استخدام النيتروجين (N2) كغاز مساعد للقطع، فإنه يشكل جوًا وقائيًا حول المعدن المنصهر لمنع الأكسدة وتكوين طبقة أكسيد، وبالتالي تحقيق القطع غير المؤكسد.
ومع ذلك، نظرًا لأن النيتروجين لا يتفاعل مع المعادن، فإن قدرة القطع ليست جيدة مثل الأكسجين، الذي له حرارة تفاعل. بالإضافة إلى ذلك، فإن القطع بالنيتروجين يستهلك نيتروجين أكثر بعدة مرات من القطع بالأكسجين، مما يجعله أكثر تكلفة.
يتميز سطح القطع غير المؤكسد باللحام المباشر والطلاء والخصائص القوية المقاومة للتآكل، ويكون الوجه النهائي للشق أبيض اللون. يستخدم النيتروجين بشكل عام لقطع الفولاذ المقاوم للصدأ, صفيحة مجلفنةوألواح الألومنيوم وسبائك الألومنيوم والنحاس الأصفر ومواد أخرى باستخدام التثقيب بالضغط المنخفض والقطع بالضغط العالي.
من المهم ملاحظة أن معدل تدفق الغاز له تأثير كبير على القطع عند استخدام النيتروجين. عند ضمان ضغط غاز القطع، من الضروري ضمان التدفق الكافي للغاز.
3) الهواء المضغوط
يعد الهواء المضغوط، الذي يمكن الحصول عليه بسهولة وهو رخيص جدًا بسبب إمداده المباشر من ضاغط الهواء، الخيار الأكثر اقتصادًا وعمليًا عندما لا يكون هناك متطلبات صارمة للون شق المواد.
على الرغم من أن الهواء يحتوي فقط على حوالي 201 تيرابايت 3 تيرابايت من الأكسجين، إلا أن كفاءة القطع الخاصة به أقل من كفاءة القطع بالأكسجين، ولكن قدرة القطع الخاصة به قريبة من قدرة النيتروجين، مع كفاءة قطع أعلى قليلاً من القطع بالنيتروجين. الوجه النهائي لـ القطع الهوائي تظهر صفراء اللون.
مقارنة اقتصادية بين القطع بالليزر بالهواء المضغوط والقطع بالليزر بالنيتروجين
في الوقت الحالي، يبلغ سعر النيتروجين السائل في السوق حوالي 1400 يوان/طن,
السائل النيتروجين للقطع بالليزر يحتاج إلى خزان ديوار، والذي يبلغ وزنه 120 كجم/علبة بشكل عام، وسعر 1 كجم أكثر من 3 يوان.
وفقًا ل 1400 يوان/طن، فإن الثقل النوعي للنيتروجين في الحالة القياسية هو 1.25 كجم/طن3.
ولذلك، يبلغ الحد الأقصى لاستهلاك النيتروجين السائل في خزان ديوار حوالي 120/1.25 = 96 نيوتن متر3.
تكلفة النيتروجين لكل نانومتر3 يساوي 168/96 = 1.75 يوان/نيوتن/متر مكعب3
إذا تم استخدام ضاغط الهواء Baode PM15TK-16 لتوفير هواء مضغوط 16 بار، فيمكنه توفير 1.27 م3 في الدقيقة.
تبلغ طاقة الإدخال بالحمل الكامل لهذا النوع من ضواغط الهواء 13.4 كيلو واط.
إذا كانت رسوم الكهرباء الصناعية محسوبة على أساس 1.0 يوان/كيلوواط ساعة، فإن تكلفة الهواء لكل متر مربع3 يساوي 13.4 × 1.0 / (1.27 × 60) = 0.176 يوان/متر3.
وفقًا للاستهلاك الفعلي البالغ 0.5 متر مربع3 غاز في الدقيقة وماكينة القطع بالليزر تعمل 8 ساعات في اليوم، فإن التكلفة التي يتم توفيرها عن طريق القطع بالهواء مقارنة بالقطع بالنيتروجين هي: (1.75 - 0.176) × 8 × 60 × 0.5 = 378 يوان
إذا كانت آلة القطع بالليزر تعمل لمدة 300 يوم في السنة، يمكن توفير تكلفة استهلاك الغاز: 378 × 300 = 113400 يوان,
لذلك, يعد استخدام الهواء المضغوط بدلاً من القطع بالنيتروجين اقتصاديًا وعمليًا للغاية.
تكلفة الغاز التي تم توفيرها في عام واحد تكفي لشراء ثلاثة ضواغط هواء متكاملة عالية الجودة.
4) الأرجون
الأرجون هو غاز خامل يمكن أن يمنع الأكسدة و النيترة أثناء القطع بالليزر، ويمكن استخدامه أيضًا في اللحام بالمحلول. ومع ذلك، فإن تكلفة الأرجون أعلى من تكلفة النيتروجين، مما يجعل استخدام الأرجون في القطع العام بالليزر غير فعال من حيث التكلفة.
يُستخدم القطع بالأرجون بشكل أساسي لقطع التيتانيوم وسبائك التيتانيوم، ويكون الوجه النهائي للشق أبيض بعد القطع.
هناك عدة طرق لتقييم جودة حافة القطع بالليزر. يمكن ملاحظة العوامل البصرية مثل وجود النتوءات والانخفاض والحبيبات دون استخدام أي أدوات. ومع ذلك، لمزيد من العوامل التقنية مثل تعامدوالخشونة وعرض الشق، يلزم وجود أدوات متخصصة للقياس.
بالإضافة إلى ذلك، تلعب أيضًا عوامل أخرى مثل ترسب المواد والتآكل والمنطقة المتأثرة بالحرارة والتشوه دورًا حاسمًا في تحديد جودة القطع بالليزر. تشمل المشكلات الشائعة التي يمكن أن تؤدي إلى ضعف جودة القطع الاحتراق الزائد وتراكم الخبث.
يؤثر أداء ماكينة القطع بالليزر، مثل طاقة الليزر وتردد النبض وسرعة القطع والتركيز واتجاه الاستقطاب وحجم الفوهة وضغط الغاز المساعد ومعدل التدفق، على تقييم جودة القطع بالليزر.

الشكل 4 العوامل الرئيسية لتقييم جودة القطع بالليزر
1) يحدث الاحتراق الزائد عندما لا يمكن حمل الحرارة الناتجة عن ذوبان قطعة العمل بكفاءة بواسطة تدفق الهواء عالي الضغط بسبب ارتفاع طاقة الليزر بشكل كبير جدًا أو أن تكون فتحات القطع أو سرعته بطيئة جدًا. ويتمثل حل هذه المشكلة في تقليل طاقة الليزر وزيادة معدل تدفق الغاز.

الشكل 5 الحرق الزائد
2) يُطلق على الخبث الملتصق أيضًا اسم النتوءات.
يؤدي عدم كفاية طاقة الليزر أو ضغط الغاز المساعد، أو سرعة القطع المفرطة، إلى عدم قدرة الغاز المساعد على إزالة المواد المنصهرة أو المتبخرة الناتجة أثناء عملية القطع بشكل فعال، مما يتسبب في التصاق الخبث بالحافة السفلية لسطح القطع.

الشكل 6 التصاق الخبث
إن موضع تركيز شعاع الليزر له تأثير كبير على جودة القطع. يجب ضبط مواضع التركيز المختلفة عند قطع مواد مختلفة.
في بعض الأحيان، فإن وجود شوكة القطع ليس بسبب عدم كفاية ضغط الغاز المساعد، بل بسبب التركيز البؤري المرتفع للغاية. يوضح الشكل 7 تأثير موضع تركيز الشعاع على جودة القطع.
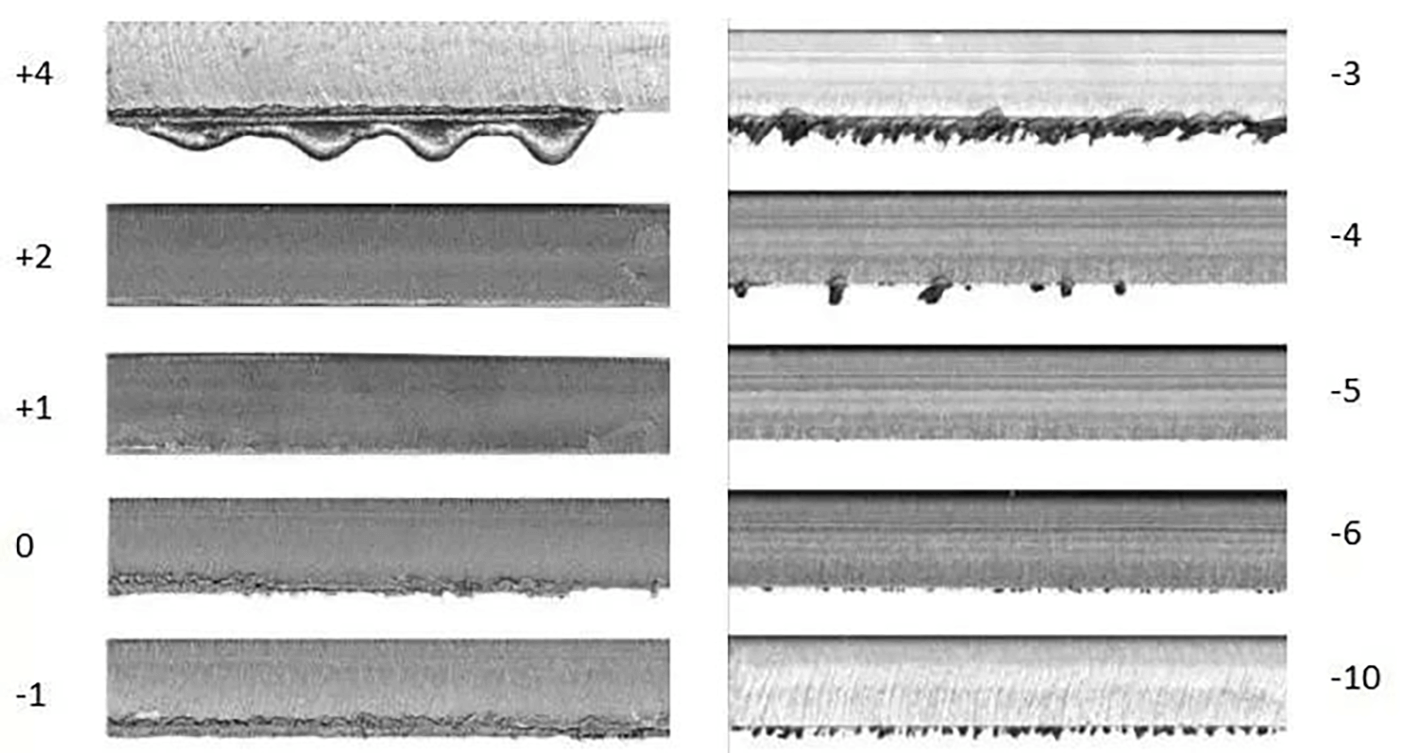
الشكل 7 تأثير تركيز الشعاع على تأثير القطع (الفولاذ الكربوني: 15 مم، الفولاذ المقاوم للصدأ: 8 مم)
1) سرعة القطع سريعة جدًا
الشكل 8 تأثير سرعة القطع السريعة جدًا
2) سرعة القطع بطيئة للغاية
يؤثر موضع مركز الفوهة بالنسبة لمركز شعاع الليزر على جودة القطع. عندما تكون المراكز غير متحاذية، يمكن أن يتسبب تدفق الهواء عالي السرعة من الفوهة في تراكم المواد المنصهرة على جانب واحد، مما يؤدي إلى خبث ويجعل من الصعب القطع.
من المهم اختيار حجم فوهة مناسب.
عند قطع الألواح السميكة، تكون الفوهة الكبيرة ضرورية لاستيعاب القطر الكبير لشعاع الليزر. ومع ذلك، فإن الفوهة الكبيرة لها أيضًا عيوبها. يمكن أن تؤدي سرعة تدفق الهواء البطيئة وضعف القدرة على نفخ المواد المنصهرة إلى تكوين نتوءات على قسم القطع.
بالإضافة إلى ذلك، فإن الحجم الكبير للفوهة يمكن أن يتسبب في تناثر الخبث والدخان المتولد أثناء القطع بالليزر في الفوهة، مما قد يؤدي إلى إتلاف العدسة الواقية. بالنسبة لماكينات الليزر عالية الطاقة، يمكن أن يؤدي شعاع الليزر المنعكس إلى حرق رأس الليزر.
تؤثر جودة الهواء المضغوط بشكل كبير على نتائج القطع بالليزر.
غالبًا ما يحتوي الهواء المضغوط على رذاذ الماء والزيت، والذي إذا لم يتم تنظيفه يمكن أن يؤثر بشكل خطير على انتقال شعاع الليزر من خلال المرآة الواقية لرأس القطع بالليزر، مما يؤدي إلى فقدان التركيز، مما يؤدي إلى قطع غير مكتمل وإنتاج نفايات.
في حالة ماكينات القطع بالليزر فائقة الطاقة الفائقة، حتى أصغر كمية من غشاء الزيت أو رذاذ الماء على المرآة أو سطح الفوهة يمكن أن تؤدي إلى انبعاث ليزر عالي الطاقة يمكن أن يحرق رأس الليزر.
يبلغ سعر رأس الليزر لماكينة القطع بالليزر فائقة الطاقة (أكثر من 12,000 واط) أكثر من 20,000.
ومع ذلك، فإن العديد من موفري ضواغط الهواء غير قادرين على إزالة الزيت والرطوبة من الهواء المضغوط بشكل فعال.
ونتيجة لذلك، يحجم معظم مستخدمي ماكينات القطع بالليزر فائقة الطاقة عن استخدام الهواء المضغوط كغاز مساعد بسبب المخاطر المحتملة.
يوضح الشكلان 9 و10 الفرق بين العدسات غير الملوثة والملوثة على التوالي.
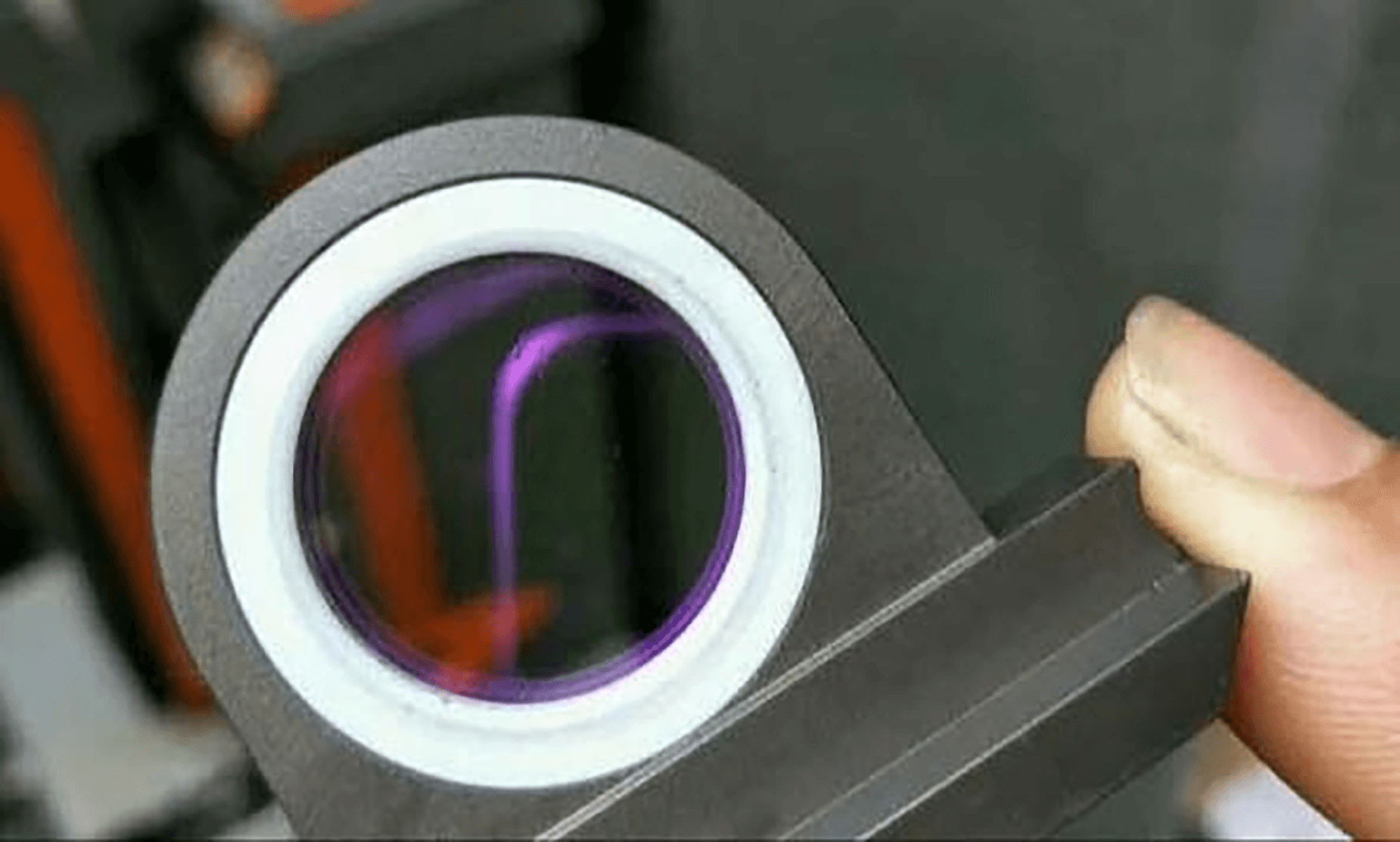
الشكل 9 العدسات غير الملوثة

الشكل 10 العدسات الملوثة
من الضروري إجراء دراسة شاملة لطاقة الليزر ونوع الغاز المساعد والضغط ومعدل التدفق عند اختيار ضاغط هواء لماكينة القطع بالليزر.
ويستند ذلك إلى نتائج العديد من الممارسات التي توضح أن هذه العوامل تؤثر بشكل كبير على سماكة القطع المعدني بالليزر وكفاءته.
يظهر تأثير طاقة الليزر وضغط الغاز الإضافي على قدرة القطع بالليزر في الشكل 9، وفقًا للتجربة 4 من دراسة بحثية للقطع بالليزر أجرتها جامعة تسينغهوا. كانت سرعة القطع 3 م/دقيقة، مع قطر بقعة 0.16 مم، وشكل فوهة مخروطي الشكل، وقطر قاع الفوهة 1.5 مم، ومسافة 1 مم بين الفوهة وقطعة العمل.
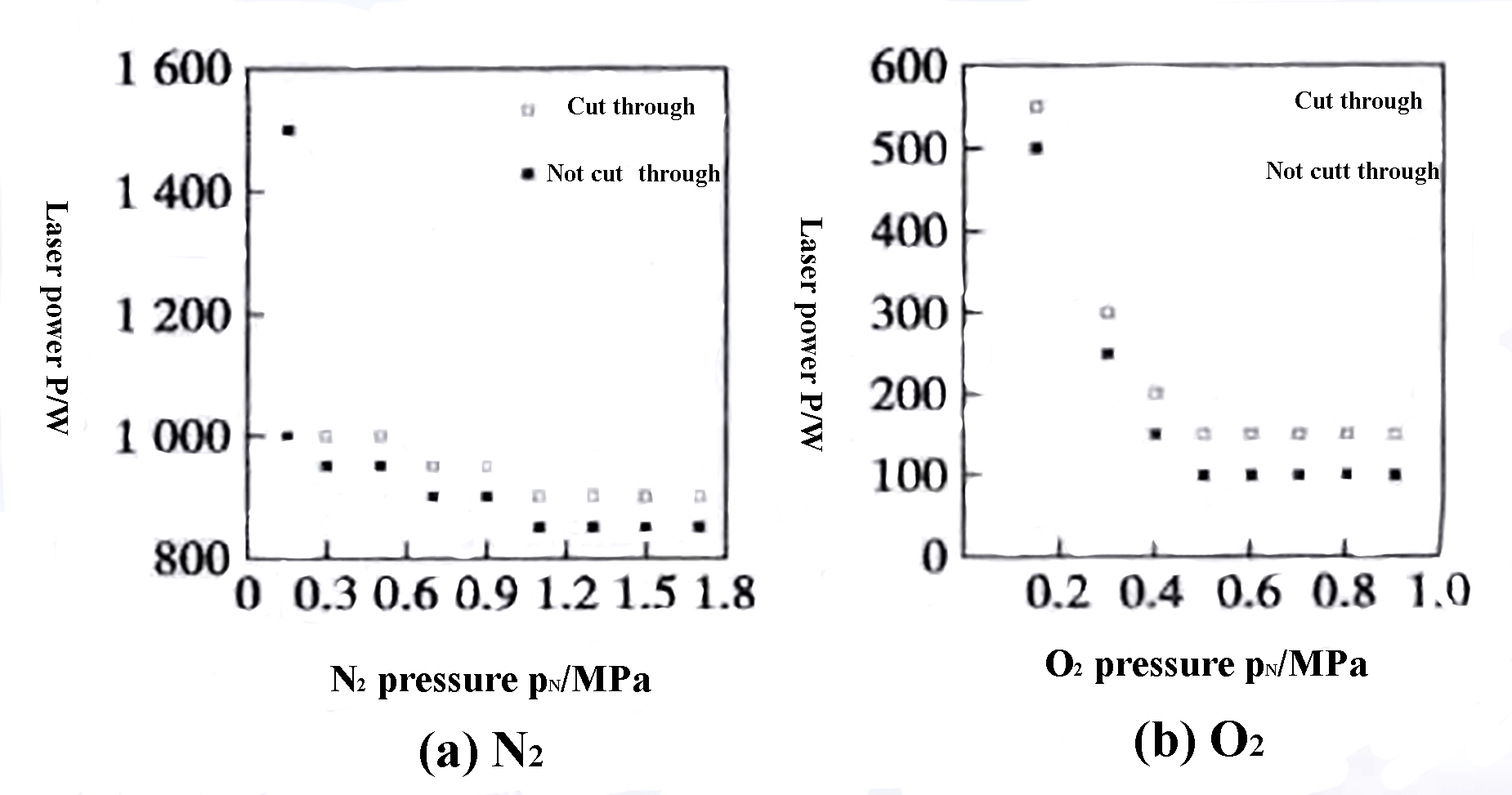
الشكل 11 تأثير طاقة الليزر وضغط الغاز المساعد على قدرة القطع بالليزر
كما هو موضَّح في الشكل 11 (أ)، يمكن ملاحظة أنه بالنسبة إلى الكربون المنخفض بسمك 2 مم صفيحة فولاذية، إذا كانت طاقة الليزر أقل من 860 واط، فلا يمكن قطع قطعة العمل، بغض النظر عن مقدار زيادة ضغط نيتروجين الغاز المساعد. وذلك لأن الطاقة التي يوفرها الليزر ليست كافية لاختراق قطعة العمل.
من ناحية أخرى، إذا كانت طاقة الليزر كافية لاختراق قطعة العمل، فكلما زادت طاقة الليزر كلما انخفض ضغط الغاز المساعد المطلوب.
من الشكل 11 (ب)، يمكن ملاحظة أنه عند استخدام الأكسجين لقطع نفس سمك الصفيحة الفولاذية منخفضة الكربون، فإن تأثير طاقة الليزر وضغط الغاز المساعد على قدرة القطع يمكن مقارنته بتأثير القطع بالنيتروجين. ومع ذلك، يتم تقليل طاقة الليزر وضغط الغاز المساعد المطلوبين للقطع بشكل كبير.
ويرجع ذلك إلى أن الأكسجين يتفاعل مع الحديد أثناء عملية القطع، مما يؤدي إلى إطلاق ما يقرب من أربعة أضعاف طاقة الليزر. وهذا هو السبب في أن ماكينات القطع بالليزر متوسطة الطاقة العامة تميل إلى تفضيل القطع بالأكسجين عند قطع ألواح الفولاذ منخفض الكربون التي يبلغ سمكها 2 مم أو أكثر.
عند تقطيع ألواح الصلب الكربوني بالهواء المضغوط، يوجد حوالي 20% من الأكسجين في الهواء. يتفاعل هذا الجزء من الأكسجين أيضًا مع عنصر الحديد ويطلق الحرارة أثناء عملية القطع، مما يجعل كفاءة قطع ألواح الصلب الكربوني بالهواء المضغوط أعلى قليلاً من النيتروجين.
بالإضافة إلى ذلك، تختلف قدرة القطع لماكينات القطع بالليزر بين الشركات المصنعة بسبب الاختلافات في الليزر والتكنولوجيا، ويشير هذا المنشور إلى البيانات العامة للعديد من الشركات المصنعة التمثيلية للمقارنة.
الجدول 2 سُمك القطع الأقصى لماكينة القطع بالليزر من هان، مم
استخدام ليزر ألياف IPG
| المواد | 1000W | 1500W | 2000W | 2500W | 3000W | 4000W |
| فولاذ منخفض الكربون | 10 | 12 | 16 | 20 | 22 | 25 |
| الفولاذ المقاوم للصدأ | 4 | 5 | 6 | 8 | 12 | 16 |
| سبائك الألومنيوم | 4 | 5 | 6 | 8 | 12 | 16 |
| سبائك النحاس | 2 | 3 | 4 | 5 | 6 | 8 |
الجدول 3 سمك القطع الأقصى لماكينة القطع بالليزر HG، مم
ليزر الألياف سلسلة مارفيل
| المواد | 3300W | 4200W | 6000W | 8000W | 10000W | 12000W |
| فولاذ منخفض الكربون | 20 | 20 | 22 | 25 | 25 | 25 |
| الفولاذ المقاوم للصدأ | 10 | 12 | 20 | 25 | 30 | 40 |
| سبائك الألومنيوم | 10 | 12 | 20 | 25 | 30 | 30 |
| نحاس | 6 | 8 | 12 | 14 | 16 | 20 |
الجدول 4 السُمك الأقصى للقطع ليزر بيسترونيك ماكينة قطع، مم
| المواد | 500W | 1000W | 2000W | 3000W |
| فولاذ منخفض الكربون | 6 | 10 | 16 | 20 |
| الفولاذ المقاوم للصدأ | 3 | 5 | 8 | 10 |
| سبائك الألومنيوم | 2 | 3 | 5 | 8 |
| نحاس | 2 | 3 | 5 | 8 |
نظرًا لتخفيض تكاليف الليزر، فقد انخفضت التكلفة الإجمالية لماكينات القطع بالليزر بشكل كبير. في الوقت الحالي، يشتري غالبية مستخدمي معالجة المعادن آلات القطع بالليزر بقوة 3000-4000 واط.
ومع ذلك، فإن عددًا صغيرًا من مستخدمي معالجة المعادن في مادة معدنية تختار السوق بشكل رئيسي آلات القطع بالليزر فائقة الطاقة بقوة 12000-15000 واط.
ونتيجة لذلك، يمكن عادةً استخدام القطع بالليزر لألواح الصلب منخفض الكربون بسماكة أقل من 22-25 مم، وكذلك لألواح الفولاذ المقاوم للصدأ وألواح سبائك الألومنيوم وألواح سبائك النحاس بسماكة أقل من 10-16 مم.
من بينها,
وفقًا للمناقشات السابقة، فإن سُمك اللوح الذي يمكن قطعه بواسطة ماكينة القطع بالليزر المزودة بضاغط هواء يعتمد في المقام الأول على طاقة الليزر، ولا يتأثر بشكل كبير بضغط الهواء المضغوط.
إذا كانت طاقة الليزر كافية، فإن ضغط الهواء المضغوط لن يؤثر على قدرة القطع. وعلى العكس من ذلك، إذا لم تكن طاقة الليزر قوية بما فيه الكفاية، فإن زيادة ضغط الهواء المضغوط لن يحسن من عملية القطع.
ومع ذلك، إذا كانت طاقة الليزر كافية، فإن ارتفاع ضغط الهواء المضغوط يؤدي إلى تحسين جودة القطع بالليزر وزيادة كفاءة القطع. لقد تطور تطور طاقة ماكينات القطع بالليزر من طاقة صغيرة إلى متوسطة وعالية وحتى فائقة الطاقة بمرور الوقت.
لقد تطورت متطلبات ضغط ضواغط الهواء التي تدعم ماكينات القطع بالليزر بمرور الوقت، بدءًا من 8 بار، وارتفعت إلى 13 بار منذ عامين، وحاليًا عند 16 بار مع وجود خطط للوصول إلى 20-30 بار في المستقبل.
يتم تقسيم الهواء المضغوط، بعد تجفيفه وتنقيته، إلى ثلاث قنوات لماكينة القطع بالليزر التي تستخدمه كغاز مساعد: غاز القطع، ومصدر طاقة الأسطوانة، وغاز إزالة الغبار بالضغط الإيجابي للمسار البصري لضمان التشغيل السليم.
يمثل غاز القطع حوالي 80-90% من إجمالي استهلاك الهواء المضغوط. لا تزال الماكينات التي لا تستخدم الهواء المضغوط كغاز مساعد، ولكن بدلاً من ذلك تستخدم النيتروجين أو الأكسجين، تتطلب ضاغط هواء صغير لتوفير مصدر طاقة أسطواني بمصدر هواء جوي من 6-7 بار.
لتحديد الكمية اللازمة من ضاغط الهواء لماكينات القطع بالليزر التي تستخدم الهواء المضغوط كغاز مساعد، من الضروري حساب تدفق الهواء المضغوط عبر الفوهة.
يتم تمثيل الضغط المطلق للهواء قبل وبعد الفوهة بالرمز P وP0 على التوالي. استنادًا إلى نظرية الفوهة، عندما يكون P0/P أقل من أو يساوي 0.528، يمكن حساب معدل تدفق الهواء المضغوط الذي يمر عبر الفوهة في الحالة القياسية.

أين,

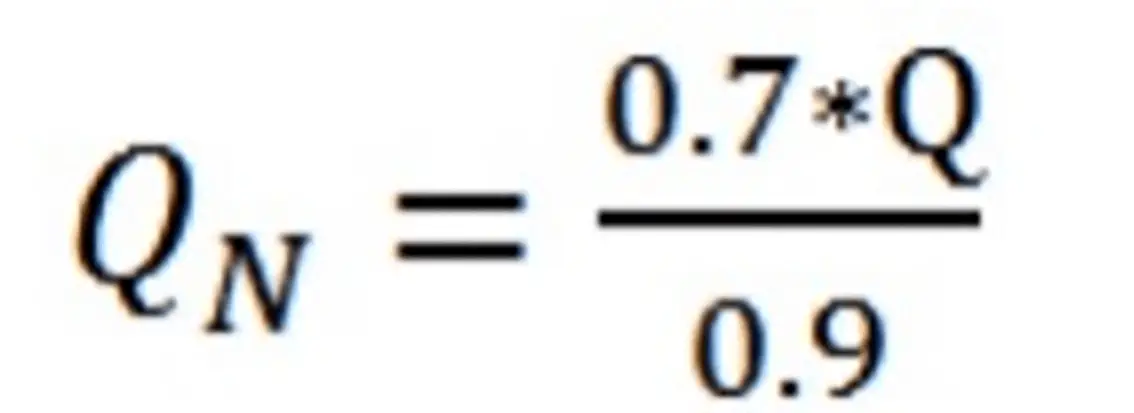
يجب أن يأخذ حساب تفريغ ضاغط الهواء في الاعتبار وقت السفر الحر لماكينة القطع بالليزر، على أن يكون وقت العمل الفعلي بين 50-70%. يمكن حساب الإزاحة الفعلية المطلوبة، QN، على النحو التالي:
وفقًا لقوة آلة القطع بالليزر، فإن مواصفات الفوهات السبعة الشائعة هي: 1.0، 1.5، 2.0، 2.5، 3.0، 3.5، 4.0 مم.
يوضح الشكل 12 معدل تدفق الغاز الإضافي للفوهات ذات ضغط القطع المختلف.
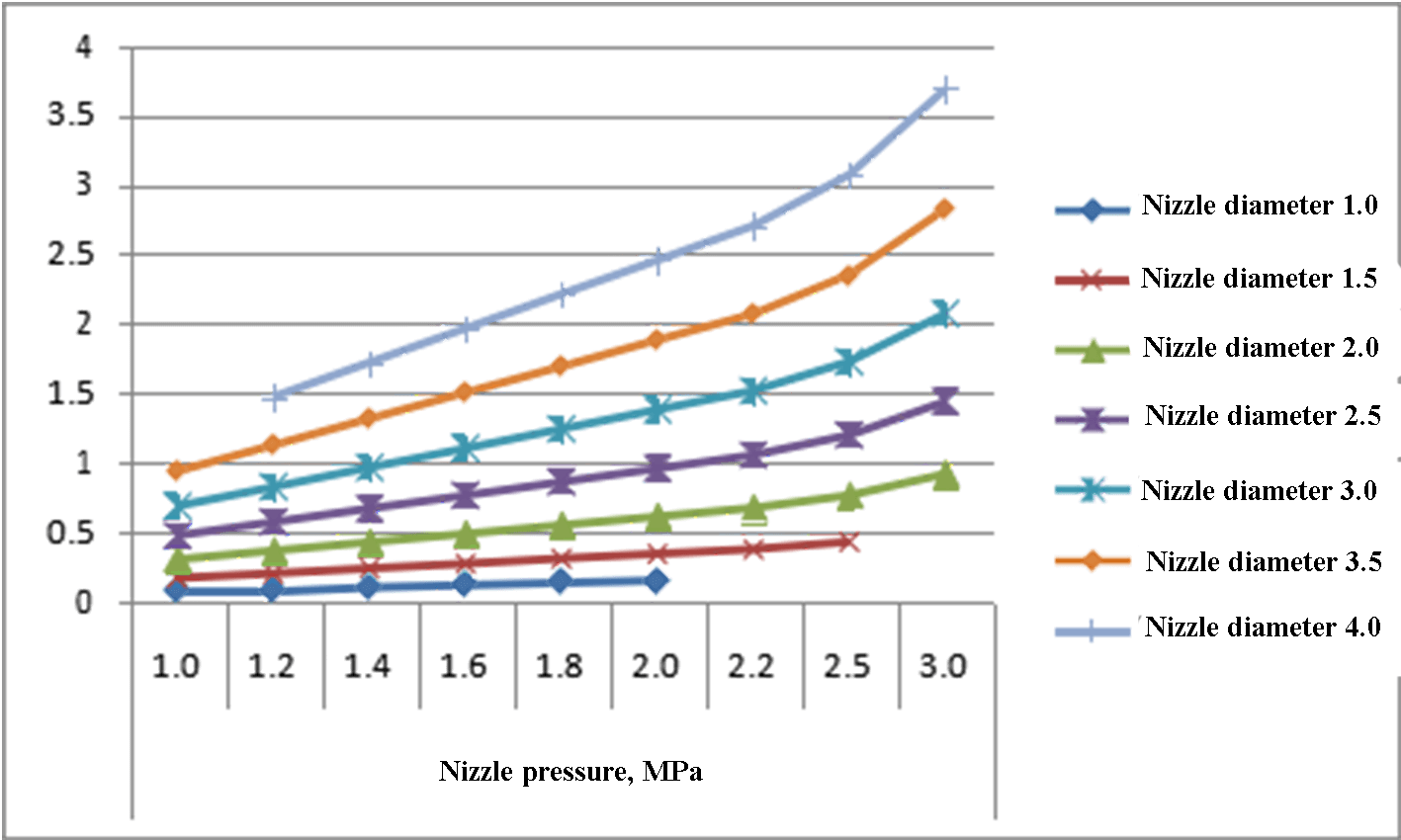
الشكل 12 معدل تدفق الغاز الإضافي للفوهات ذات ضغط القطع المختلف، م3/دقيقة
مثال 1:
تستخدم ماكينة القطع بالليزر الخاصة بالمستخدم فوهة 2.0 مم، ومن المتوقع أن يصل ضغط القطع إلى 1.6 ميجا باسكال ضغط مطلق.
كيف يجب تجهيز ضاغط الهواء؟
الإجابة:
وكما هو موضح في الشكل 12، فإن تدفق الهواء المضغوط بمقدار 0.491 م3/ دقيقة مطلوبة لفوهة 2.0 مم للحفاظ على ضغط مطلق 1.6 ميجا باسكال;
إذا كان زمن خروج الغاز الفعلي هو 70% و90% من إزاحة الهواء للضاغط لحساب القطع الإضافي، فإن حجم الغاز المطلوب هو 0.491 * 0.7/0.9 = 0.382 m3/ دقيقة، ولا يقل حجم الضاغطين عن 0.764 م/دقيقة، ولا يقل حجم الضاغطين عن 0.764 م3/دقيقة.
تبلغ سعة التفريغ الاسمية لضاغط Baode11TK/16 0.97 م3/ دقيقة، والتي يمكن تجهيزها بماكينتي قطع بالليزر بفوهة 2.0 مم (واحدة تعمل بالليزر اثنين)، أو ماكينة قطع بالليزر بفوهة 2.5 مم.
مثال 2:
كيف يمكن تجهيز ضاغط الهواء المدمج للقطع بالليزر Baode15TK/16 بماكينة القطع بالليزر؟
الإجابة:
تبلغ سعة التفريغ الاسمية لضاغط Baode15TK/16 1.27 م3/ دقيقة، وهو ما يمكن تحويله إلى: 1.27 * 0.9/0.7 = 1.633 m3/دقيقة
وفقًا للشكل 12، يمكن تجهيز ضاغط هواء مدمج Baode15TK/16 واحد من Baode15TK/16 للقطع بالليزر بماكينة قطع بالليزر واحدة مزودة بفوهة 3.5 مم أو ماكينتي قطع بالليزر بفوهة 2.5 مم (واحدة مدفوعة باثنتين).
تؤثر جودة الهواء المضغوط تأثيرًا مباشرًا على جودة القطع بالليزر، ونظرًا لأن ماكينة القطع بالليزر تعمل عادةً بشكل مستمر، فإن ضاغط الهواء عادةً ما يكون قريبًا منها.
نتيجة لذلك، يجب أن يكون ضاغط الهواء مزودًا بمجفف فعال لإزالة أكبر قدر ممكن من الرطوبة من الهواء المضغوط، متبوعًا بمجموعة مرشحات عالية الدقة بدقة كافية لتصفية جزيئات الزيت والغبار بالكامل.
وبمجرد اكتمال المعالجة اللاحقة، تصل نقطة ندى الضغط للهواء المضغوط إلى 2-5 درجات مئوية، مع محتوى زيتي متبقي أقل من 0.001 جزء في المليون ومحتوى جسيمات أقل من 0.01 ميكرومتر.
بعد أن يتم تجفيف الهواء، يتم إعادة درجة حرارته إلى مستوى قريب من المستوى الطبيعي، مما يساعد على منع حدوث التكثيف مرة أخرى بشكل فعال.
يمكن لمثل هذا الهواء المضغوط عالي الجودة أن يحافظ على التشغيل المستقر طويل الأجل لماكينة القطع بالليزر ويزيل الحاجة إلى التنظيف المتكرر للعدسة الواقية.
إن ضاغط الهواء المكبسي قادر على إنتاج ضغط مرتفع، ولكنه معروف بضوضائه وأجزائه العديدة الضعيفة وسوء التعامل مع زيت العادم.
ولذلك، لا يوصى باستخدام ضاغط هواء بمكبس للضغط الأقل من 1.6 ميجا باسكال.
يوصى عمومًا باختيار ضاغط هواء من النوع اللولبي مع مجفف بارد مناسب وفلتر دقيق للضغط الأقل من 1.6 ميجا باسكال.
يجب أن يكون الضاغط مزودًا بمحرك مغناطيسي دائم متغير التردد، مما يحافظ على ثبات ضغط إمداد الهواء ويضمن نتائج قطع مثالية.
يفتقر معظم المستخدمين إلى المعرفة بضواغط الهواء ومعالجة تنقية الهواء المضغوط. إذا قام المستخدمون بشراء ضاغط الهواء وخزان الهواء والمجفف البارد والمرشح كل على حدة وحاولوا تركيبها بأنفسهم، فقد يستغرق ذلك وقتًا طويلاً وقد ينتج عنه نظام لا يفي بمعايير جودة الهواء المضغوط المطلوبة.
يجمع ضاغط الهواء المدمج بين الضاغط وخزان تخزين الهواء وفاصل الماء والمجفف البارد والفلتر في وحدة واحدة، مما يلغي حاجة المستخدمين إلى توفير خزان الغاز الخاص بهم والمجفف البارد والفلتر، بالإضافة إلى متاعب التركيب والتوصيل في الموقع، وإزعاج التعامل مع العديد من الموردين للخدمة.
يوفر هواءً مضغوطًا مستمرًا ومستقرًا ونظيفًا، مما يجعله خيارًا مثاليًا لدعم ماكينات القطع بالليزر عالية الطاقة.

الشكل 13 ضاغط هواء متكامل لماكينة القطع بالليزر
في الوقت الحالي، تستخدم ماكينات القطع بالليزر التي تتطلب هواءً مضغوطًا بضغط أكبر من 1.6 ميجا باسكال بشكل أساسي ضواغط مكابس، ومع ذلك، كان تطويرها بطيئًا بسبب القيود من حيث الموثوقية والجودة.
مع انتشار استخدام آلات القطع بالليزر عالية الطاقة على نطاق واسع، يزداد الطلب على قطع الألواح السميكة.
من الضروري تطوير ضاغط هواء حلزوني صغير التدفق وعالي الضغط مع ضغط تفريغ مقدر ≥ 2.0 ميجا باسكال.
عند شراء ضاغط هواء للقطع بالليزر، قد يؤدي التفكير في تكلفة الشراء فقط إلى شراء منتج دون المستوى في النهاية.
يحتاج الموردون أيضًا إلى تحقيق الربح، وإذا كانوا يبيعون نظام ضاغط هواء مضغوط عالي الجودة بأقل سعر في السوق، فلن يحققوا أي ربح.
من أجل أعمالهم وأرباحهم، قد يتنازلون عن الجودة باستخدام مكونات أرخص وأقل جودة من أجل أعمالهم وأرباحهم.
على سبيل المثال، للمنافسة وزيادة الأرباح، فإن بعض مجففات التبريد ذات التدفق الاسمي للمعالجة بمقدار 1 م3/دقيقة متوفرة الآن في السوق، ولكن لا يمكن لأي منها الوصول إلى درجة حرارة نقطة الندى الاسمية للضغط التي تتراوح بين 2-8 ℃، مع وجود نقاط ندى الضغط الفعلية فوق 12-16 ℃.
إذا كانت آلة القطع بالليزر تستخدم مجفف تبريد كهذا، فسوف تحتاج العدسة الواقية إلى التنظيف عدة مرات في اليوم، وستتأثر جودة القطع بالليزر.
وبالمثل، فإن نواة فصل النفط والغاز وفلتره الدقيق ذو القيمة المضافة ليسا رخيصين.
عند اختيار ضاغط هواء للقطع بالليزر، قد يميل المستخدمون إلى اختيار ضاغط ذو إزاحة أكبر من المطلوب فعليًا، وقد يحاول موظفو المبيعات أيضًا بيعهم ضاغطًا أكبر.
ومع ذلك، إذا كانت الإزاحة أكبر بكثير من الطلب الفعلي، حتى مع تنظيم تحويل التردد، فقد يظل الضاغط يعمل بتردد منخفض ويوفر كمية زائدة من الهواء، مما يتسبب في دخول الماكينة في حالة سكون إيقاف التشغيل.
للحفاظ على ضغط هواء مستقر، سيتعين على الضاغط بدء التشغيل مرة أخرى بمجرد الحاجة إلى الهواء، مما يؤدي إلى دورات "بدء التشغيل-تشغيل-سكون-بدء التشغيل-سكون" المتكررة، مما قد يقصر من عمر الضاغط ويزيد من محتوى الزيت في العادم.
في الحالات التي يكون فيها الضاغط كبيرًا جدًا، قد يكون من الضروري تعديل معلمات وحدة التحكم لتقليل تكرار بدء التشغيل والتوقف التلقائي، مثل زيادة تأخير عدم التحميل من 10 ثوانٍ إلى 180 ثانية.
إذا تم بدء تشغيل ضاغط الهواء قبل المجفف البارد، فمن الممكن ألا يصل هواء العادم إلى نقطة ندى الضغط المطلوبة لفترة طويلة. إذا تم تشغيل ماكينة القطع بالليزر في هذه الحالة، فهناك خطر أن يتكثف الماء في الهواء المضغوط على العدسة الواقية لرأس القطع بالليزر.
إجراء التشغيل السليم هو بدء تشغيل المجفف البارد أولاً ثم بدء تشغيل ضاغط الهواء بمجرد انخفاض درجة حرارة المبرد إلى حوالي 5 درجات مئوية.
يعمل ضاغط الهواء العام بضغط عادم 7-8 بار عند درجة حرارة لا تزيد عن 90 درجة مئوية في الظروف العادية. تحدد الشركة المصنعة عادةً درجة حرارة العادم بين 78-85 درجة مئوية.
ومع ذلك، بالنسبة لضواغط الهواء ذات ضغط العادم الذي يزيد عن 1.6 ميجا باسكال، فإن الحفاظ على درجة حرارة العادم المنخفضة هذه يمكن أن يكون مشكلة عند استخدامها في ماكينة القطع بالليزر.
خلال فصل الصيف، يعمل ضاغط الهواء عالي الضغط في درجة حرارة عادم تبلغ حوالي 80 درجة مئوية، مما يسهل على الماء فصل زيت التشحيم واستحلابه، مما يسبب زيادة حادة في محتوى الزيت في العادم.
يمكن أن يؤدي ذلك إلى ضعف أداء القطع أو حتى تلف عدسة التركيز. يجب ضبط درجة حرارة العادم وفقًا للموقع والموسم، كما هو موضح في الشكل 14.

الشكل 14 نقطة ندى ضغط الهواء المشبع
1) قبل البدء في العمل كل يوم، من الضروري تصريف المكثفات من خزان الهواء والتحقق من وجود بقع الزيت في مياه المكثفات.
2) يجب مراقبة حالة عودة الزيت في أنبوب عودة الزيت من فاصل غاز الزيت إلى المحرك الرئيسي للضاغط من خلال زجاج الرؤية (الشكل 15) لتحديد ما إذا كان محتوى الزيت في غاز العادم مرتفعًا أو منخفضًا وإذا كان زيت التشحيم أو يحتاج قلب فصل الزيت إلى الاستبدال.
a. يمكن رؤية تدفق هواء عالي السرعة يحمل كمية صغيرة من زيت التشحيم من خلال زجاج الرؤية - وهذا يعتبر أمرًا طبيعيًا;
b. يمتلئ زجاج الرؤية بزيت التشحيم ويتحرك ببطء - وهذا يشير إلى وجود انسداد في خط الأنابيب ويحتاج إلى تنظيفه;
c. تدفق هواء عالي السرعة يحمل كمية كبيرة من زيت التشحيم مرئي من خلال زجاج الرؤية - وهذا يشير إلى أن تأثير فصل الزيت ضعيف، مما يؤدي إلى ارتفاع محتوى الزيت في غاز العادم، ويتطلب عناية فورية.

الشكل 15 زجاج رؤية عودة الزيت
3) استبدل عنصر المرشح للمرشح الدقيق خلال الوقت المحدد من الشركة المصنعة.
4) قم باستبدال عنصر فلتر الهواء، وفاصل الزيت، وفلتر الزيت، وزيت التشحيم خلال الوقت المحدد من الشركة المصنعة.
الخلاصة: يستخدم الهواء المضغوط على نطاق واسع كغاز داعم في آلات القطع بالليزر. ويمكن استخدامه بدلًا من الأكسجين لقطع صفائح الفولاذ الكربوني والنيتروجين لقطع قطع الفولاذ المقاوم للصدأوالصفائح المجلفنة وسبائك الألومنيوم وسبائك النحاس. لا يضمن الاختيار والاستخدام السليم لضاغط الهواء جودة القطع بالليزر فحسب، بل يوفر أيضًا كفاءة قطع جيدة وتوفيرًا كبيرًا في التكاليف.
إن استخدام ضاغط هواء من النوع اللولبي كجهاز مساعد لماكينة القطع بالليزر له المزايا والعيوب المحددة التالية:
المزايا:
العيوب:
تشتمل أجهزة ما بعد المعالجة لضاغط الهواء التي تستخدمها آلة القطع بالليزر بشكل أساسي على مرشحات خطوط الأنابيب والمجففات المبردة. مبادئ عمل هذه الأجهزة وتأثيراتها على جودة القطع بالليزر هي كما يلي:
مرشح خط الأنابيب:
وتتمثل وظيفته الأساسية في إزالة الغبار والشوائب والملوثات الأخرى من الهواء المضغوط. في عملية القطع بالليزر، يعمل الهواء المضغوط كمصدر مهم للغاز الواقي ومصدر الطاقة ونفخ الغبار. إذا كان الهواء المضغوط يحتوي على كمية كبيرة من غشاء الزيت أو الغبار، فسيؤثر بشكل مباشر على جودة وكفاءة القطع بالليزر. لذلك، يعد تركيب مرشحات رذاذ الماء والزيت أمرًا ضروريًا لضمان نظافة الهواء الداخل إلى المجفف المبرد، مع نطاق دقة نموذجي يتراوح بين 3 و25 ميكرومتر.
مجفف مبرد:
يستخدم المجفف المبرد تقنية يعود تاريخها إلى أكثر من 100 عام، حيث يزيل الرطوبة عن طريق خفض درجة حرارة الهواء المضغوط، وبالتالي تحسين جفاف الهواء المضغوط. يمكن لهذه التقنية تقليل محتوى الرطوبة في الهواء المضغوط بشكل فعال، ولكن قد يختلف تأثيرها حسب الموقع الجغرافي، مما يتطلب اختيار نوع المجفف المناسب (مثل مجفف الامتزاز أو المجفف المبرد) بناءً على الظروف الفعلية. يعد اختيار المجفف المبرد أمرًا حاسمًا لجودة القطع بالليزر، حيث إن الرطوبة في الهواء المضغوط يمكن أن تتسبب في انتشار الليزر، مما يؤثر على قدرة القطع وكفاءته.

بصفتي مؤسس شركة MachineMFG، فقد كرّستُ أكثر من عقد من حياتي المهنية في مجال تصنيع المعادن. وقد أتاحت لي خبرتي الواسعة أن أصبح خبيرًا في مجالات تصنيع الصفائح المعدنية، والتصنيع الآلي، والهندسة الميكانيكية، وأدوات الماكينات للمعادن. أفكر وأقرأ وأكتب باستمرار في هذه المواضيع، وأسعى باستمرار للبقاء في طليعة مجال عملي. فلتكن معرفتي وخبرتي مصدر قوة لعملك.







