1. Characteristics of laser welding
Advantage
(1) A small processing range can offer better control over energy input, leading to reduced thermal stress, a smaller heat affected zone, and smaller thermal deformation.
(2) Welds that are narrow and smooth require fewer post-weld treatment processes, or none at all.
(3) The fast cooling speed and fine weld structure result in excellent performance of the welded joint.
(4) The process has a high processing speed and short working cycle.
(5) Micro welding and long-distance transmission can be accomplished without the use of a vacuum device, making it ideal for mass automatic production.
(6) Laser welding is easy to integrate with other processing methods, such as bending, punching, and assembly, and is well-suited for automatic production.
(7) The production process is easily controlled, as the sensor system monitors the process in real-time to guarantee welding quality.
(8) Laser welding does not require contact with the workpiece, thus avoiding any contact stress.
Disadvantage
Although laser welding has many advantages and is a promising welding method, it also has certain limitations.
(1) The welding thickness is limited and is mainly suitable for thin materials.
(2) The workpiece must be clamped with high accuracy, and the clearance should be kept to a minimum. This often requires precision welding fixtures, which can be relatively expensive.
(3) Accurate positioning is critical, and programming requirements are relatively high.
(4) Welding materials with high reflectivity and high thermal conductivity, such as aluminum and copper alloys, can be challenging.
(5) Rapid solidification of the weld can lead to gas retention and may result in porosity and brittleness.
(6) The equipment is costly, and for small batch production or production with complex positioning and processes, the cost-effectiveness may not be optimal.
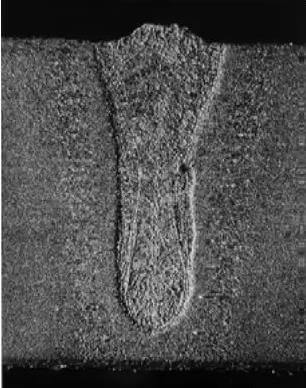
Laser penetration
Laser deep penetration welding, also known as keyhole welding, requires the laser beam to possess a high energy density, typically exceeding 10 kW/mm². This intense energy concentration not only melts the metal but also vaporizes it, creating a unique welding dynamic.
The process begins when the focused laser beam rapidly heats the metal surface beyond its boiling point. This generates a high-pressure metal vapor, which exerts force on the surrounding molten pool. As a result, the liquid metal is displaced, forming a narrow, deep cavity known as the “keyhole.”
This keyhole is characterized by its depth-to-width ratio, often greater than 1:1, and is filled with ionized metallic plasma. The plasma absorbs and reflects the laser energy, effectively transferring heat deeper into the material. As the laser beam advances, the keyhole moves with it, leaving behind a trail of molten metal.
The stability of the keyhole is maintained by a delicate balance between vapor pressure, surface tension, and hydrostatic forces. Behind the advancing keyhole, the displaced molten metal flows back in, filling the void. Rapid cooling and solidification of this metal forms the weld bead, characterized by its deep, narrow profile.
This technique allows for deep, high-aspect-ratio welds with minimal heat-affected zones, making it particularly suitable for joining thick materials or creating full-penetration welds in a single pass. However, careful control of parameters such as laser power, focus position, and travel speed is crucial to prevent defects like porosity or incomplete fusion.
1. Key hole
2. Molten metal
3. Welds
4. Laser beam
5. Welding direction
6. Metal steam
7. Workpiece
The laser weld is characterized by its narrow and thin shape, and its depth-to-width ratio can even reach 10:1.
3. Laser heat conduction welding (edging welding)
Laser heat conduction welding, also known as edge welding, is a precision joining technique where a focused laser beam is directed along the material’s edge. This process induces localized melting, causing the molten material to fuse and solidify, forming a high-quality weld seam. The weld depth is highly controllable, ranging from near-zero to approximately 1 mm, making it ideal for thin materials. Typically, this method is most effective for materials with thicknesses up to 3 mm, though it is most commonly applied to sheets less than 2 mm thick.
Solid-state lasers, such as Nd:YAG or fiber lasers, are preferred for this application due to their excellent beam quality and precise energy control. The process excels in joining thin-walled components, particularly in industries requiring hermetic sealing and aesthetic finishes. Prime examples include welding battery casings, medical device enclosures like pacemaker shells, and precision machine tool covers.
1. Molten material
2. Weld
3. Laser beam
4. Welding direction
5. Workpiece
A key advantage of laser heat conduction welding is the production of smooth, clean fillet welds that often require no post-weld processing. This characteristic not only enhances the visual appeal of the welded joint but also contributes to improved corrosion resistance and reduced stress concentration. The process also minimizes heat-affected zones and thermal distortion, preserving the material’s properties and dimensional accuracy.
4. Form of the welding head
1. Butt welding
- Joins two pieces of metal along their edges in the same plane
- Provides full penetration and high joint strength
- Commonly used in pipe welding and plate fabrication
2. Lap Welding
- Overlaps one piece of metal on top of another
- Suitable for joining sheets of different thicknesses
- Often used in automotive and appliance manufacturing
3. Overlap welding
- Similar to lap welding but with a greater overlap area
- Provides increased joint strength and leak resistance
- Frequently applied in pressure vessel and tank construction
4. Fillet welding
- Forms a triangular cross-section at the junction of two surfaces
- Ideal for T-joints, corner joints, and lap joints
- Widely used in structural steel fabrication and shipbuilding
5. Crimping welding
- Combines mechanical crimping with welding for added strength
- Commonly used in thin-walled tubing and sheet metal joining
- Provides both a mechanical interlock and a metallurgical bond
Each welding form has specific applications, advantages, and considerations regarding joint preparation, welding parameters, and quality control. The selection depends on factors such as material properties, load requirements, and fabrication constraints.
5. Laser Welding Specifications
Laser welding is a highly precise and efficient joining method widely used in metal fabrication. The following specifications are crucial for achieving optimal weld quality:
Laser Power: Typically ranges from 1 to 20 kW, depending on material thickness and type. Higher power enables deeper penetration and faster welding speeds.
Fiber Core Diameter: Usually between 50 to 600 μm. Smaller core diameters produce a more focused beam, ideal for precision welding, while larger diameters are suitable for broader welds.
Optics Configuration:
- Collimation Length: Typically 100-200 mm, affects beam divergence.
- Focal Length: Usually 150-300 mm, determines spot size and depth of focus.
Welding Speed: Ranges from 1 to 50 m/min, influenced by material properties, thickness, and laser power. Higher speeds increase productivity but may affect weld penetration.
Focal Position: Optimum focal point is usually on or slightly below the workpiece surface. Focal depth can be adjusted to control weld profile and penetration depth.
Shielding Gas: Commonly used gases include argon, helium, or nitrogen. Flow rates typically range from 10 to 30 L/min. Proper shielding prevents oxidation and improves weld quality.
Material Absorption: Varies significantly between materials. For example:
- Aluminum: 5-15% absorption
- Steel: 30-35% absorption
- Copper: 2-5% absorption (requires higher power or green lasers)
Higher absorption rates lead to more efficient energy transfer and better weld quality. Surface treatments or wavelength selection can be used to improve absorption for highly reflective materials.
These parameters are interdependent and must be optimized collectively for each specific application to achieve the desired weld characteristics, such as penetration depth, weld width, and overall joint strength.
(1). Carbon steel and ordinary alloy steel
In general, carbon steel is well suited for laser welding and the quality of the weld is dependent on the level of impurities present. High levels of sulfur and phosphorus can lead to welding cracks, making laser welding unsuitable for materials with high levels of these elements.
Both medium and high carbon steels and ordinary alloy steels can be effectively laser welded, however, preheating and post-weld treatment are necessary to relieve stress and prevent crack formation.
In general, laser welding of stainless steel is easier to produce high-quality joints compared to conventional welding methods.
Stainless steel with low thermal conductivity is more conducive to achieving deep and narrow weld penetration.
Stainless steel can be divided into four main categories: ferritic stainless steel (which can result in joint embrittlement), austenitic stainless steel (prone to hot cracking), martensitic stainless steel (known for poor weldability), and duplex stainless steel (which can be prone to embrittlement in the welding affected zone).
(3). Laser welding of aluminum alloy
The high reflectivity and thermal conductivity of aluminum alloy surfaces make laser welding difficult.
For laser welding of highly reactive materials, the energy threshold performance becomes more pronounced.
The welding properties of different series and grades of aluminum alloys vary.
Aluminum alloy welding difficulties:
Aluminum has a strong oxidation capacity and is prone to oxidation in air and during welding. The resulting alumina has a high melting point and is highly stable.
Removing the oxide film is challenging and it has a significant proportion, making it difficult to separate from the surface. This can result in defects such as slag inclusion, incomplete fusion, and incomplete penetration.
The oxide film on the surface of aluminum can also adsorb a significant amount of water, leading to the formation of pores in the weld.
There are high requirements for the cleanliness of the workpiece.
Aluminum has a higher thermal conductivity and specific heat capacity.
In order to effectively weld aluminum, it is recommended to use energy sources with high concentration and power. Additionally, preheating can sometimes be used as a process measure.
Generally, the required laser power is relatively large.
Aluminum has a large linear expansion coefficient and experiences significant volume shrinkage during solidification, leading to high deformation and stress in the weldment. This can result in shrinkage cavities, shrinkage porosity, thermal cracking, and high internal stress.
Aluminum has a strong ability to reflect light and heat.
There is no noticeable change in color during the solid-liquid state transformation, making it difficult to judge during the welding process.
High-temperature aluminum has low strength and struggles to support the molten pool, making it prone to welding through.
The laser used for welding must be resistant to high reflection.
Formation of pores is common in aluminum welding. Aluminum and its alloys can dissolve a significant amount of hydrogen in the liquid state, but almost none in the solid state.
During the solidification and rapid cooling of the welding pool, hydrogen is unable to escape in time, leading to the formation of hydrogen pores.
There are high requirements for the cleanliness of the workpiece, including the drying of the workpiece and its surrounding environment.
The evaporation and burning of alloy elements during welding can result in a decrease in weld performance.
(4). Welding of copper alloy
The welding process of mirror copper is similar to that of aluminum alloy, but mirror copper has a stronger ability to reflect.
The most commonly used grades in the industry are T1, T2, and T3, which have a distinctive purple appearance and are therefore also known as red copper.
Easily generated welding defects:
- Incomplete fusion and incomplete penetration (high energy density laser beam)
- Welding deformation
- Thermal crack (in the crystallization process, copper and copper alloys have obvious thermal brittleness due to the distribution of low melting point eutectic between dendrites or grain boundaries. In addition, thermal crack is very easy to occur due to the effect of welding stress).
- Pores (pores in red copper welds are mainly hydrogen pores).
7. Welding Shielding Gas
Welding shielding gases play a crucial role in protecting and enhancing weld quality:
Shielding gases create a protective atmosphere around the weld pool, preventing atmospheric contamination and ensuring optimal weld integrity. This protective layer is essential for various welding processes, including Gas Metal Arc Welding (GMAW), Gas Tungsten Arc Welding (GTAW), and Flux-Cored Arc Welding (FCAW).
The primary functions of shielding gases include:
- Preventing oxidation and nitridation of the molten metal
- Stabilizing the arc
- Influencing heat transfer and arc characteristics
- Controlling weld pool fluidity and bead profile
Common shielding gases and their applications:
- Argon: Widely used for non-ferrous metals and stainless steels
- Helium: Provides higher heat input, suitable for thick aluminum and copper alloys
- Carbon dioxide: Cost-effective option for carbon steels in GMAW
- Nitrogen: Used for specific applications in duplex stainless steels
- Mixed gases: Tailored blends (e.g., Ar/CO2, Ar/He, Ar/O2) optimize welding performance for specific materials and processes
The selection of shielding gas depends on factors such as base material, welding process, desired weld properties, and cost considerations. Proper gas flow rates and nozzle positioning are critical for effective shielding.
Shielding gas is typically delivered through the welding torch or a separate nozzle. In robotic welding applications, gas delivery systems are integrated into the welding package, with flow rates often controlled by the robot’s programming.
When welding complex three-dimensional parts, robotic programming must account for torch orientation and gas flow to maintain consistent shielding coverage. This may require advanced path planning and multi-axis movements, potentially increasing programming complexity and cycle times.
8. Welding requirements
Prior to welding, it is essential to clearly define the welding specifications, which typically encompass the strength of the weld (such as penetration requirements, pore control requirements, crack control requirements, etc.), appearance (including flatness of the weld, oxidation level, depth-width ratio, etc.), and air tightness (withstanding air pressure).
(1). Weld Seam
Quality Inspection:
The primary objective of quality inspection in laser welding is to ensure that the welded workpiece meets or exceeds the specified performance requirements for its intended application. This process involves a comprehensive evaluation of both the weld seam and the heat-affected zone (HAZ) generated during the welding process.
Key aspects of laser weld quality inspection include:
- Visual Inspection: Examining the weld bead for uniformity, smoothness, and absence of visible defects such as porosity, cracks, or underfill.
- Dimensional Accuracy: Verifying that the weld geometry (width, depth, and profile) complies with design specifications using precision measurement tools.
- Penetration Depth: Assessing the weld penetration to ensure proper fusion and strength, often through destructive testing or advanced non-destructive techniques.
- HAZ Evaluation: Analyzing the heat-affected zone for minimal thermal distortion and maintaining desired material properties.
- Mechanical Properties: Testing the weld’s tensile strength, ductility, and hardness to confirm they meet or exceed base material characteristics.
- Non-Destructive Testing (NDT): Employing methods such as ultrasonic testing, radiography, or magnetic particle inspection to detect internal defects without compromising the weld integrity.
- Metallurgical Analysis: Examining the microstructure of the weld and HAZ to verify proper grain structure and absence of detrimental phases.
Quality standards for laser welding, such as ISO 13919 or AWS D17.1, provide specific acceptance criteria for various weld characteristics. Adherence to these standards ensures consistency, reliability, and optimal performance of laser-welded components across diverse industrial applications.
(2). Basic requirements:
Welds must adhere to the following critical quality criteria:
1. Dimensional Integrity:
The weld width and depth must strictly conform to the welding specifications and meet the required welding strength. This ensures proper fusion and load-bearing capacity of the welded joint.
2. Microstructural Quality:
The weld’s crystal structure should exhibit:
- Uniformity: The internal structure of the weld must be as homogeneous as possible, minimizing inconsistencies that could lead to weak points.
- Grain Refinement: The weld should possess fine, evenly distributed grains. This microstructure typically results in superior mechanical properties, including improved strength, ductility, and toughness.
3. Compliance with Welding Procedure Specification (WPS):
The WPS outlines additional critical parameters, including but not limited to:
- Welding process selection
- Base material and filler metal requirements
- Preheat and interpass temperature ranges
- Heat input limitations
- Post-weld heat treatment (PWHT) requirements, if applicable
4. Defect Mitigation:
The WPS also specifies acceptable limits for various welding defects, which may include:
- Porosity
- Lack of fusion or penetration
- Undercut
- Cracks (hot or cold)
- Slag inclusions
- Distortion
Adherence to these requirements ensures the production of high-quality welds that meet both structural integrity and metallurgical performance standards essential for the intended application.
The following figure shows different welding defects:
Quality defects of welds
(3). Weld Internal Defects:
Typical weld internal defects pose significant challenges to structural integrity and performance. These defects, often hidden from visual inspection, can compromise the strength, durability, and safety of welded joints. The most common internal weld defects include:
1. Incomplete Fusion: This occurs when there is inadequate coalescence between the weld metal and the base metal or between successive weld passes. Causes include:
- Excessive weld gap
- Insufficient heat input
- Improper electrode angle or manipulation
- Contamination of joint surfaces
2. Porosity: Characterized by the presence of small cavities or voids within the weld metal, porosity results from:
- Gas entrapment during solidification
- Contamination of the weld pool by moisture, oil, or other impurities
- Inadequate shielding gas coverage
3. Cracks: These can occur on the surface or inside the weld and are among the most serious defects. Types include:
- Hot cracks: Form during solidification due to high stresses and low ductility
- Cold cracks: Develop after welding, often due to hydrogen embrittlement
- Lamellar tears: Occur in the base metal parallel to the weld fusion line
4. Slag Inclusions: Non-metallic solid materials trapped within the weld metal, typically resulting from:
- Inadequate cleaning between weld passes
- Improper electrode manipulation
- Insufficient arc force to push slag ahead of the weld pool
5. Lack of Penetration: Occurs when the weld metal fails to penetrate the full thickness of the joint, often caused by:
- Insufficient heat input
- Improper joint design
- Misalignment of welding torch or electrode
Detecting and addressing these internal defects requires advanced non-destructive testing methods such as radiography, ultrasonic testing, or magnetic particle inspection. Implementing proper welding procedures, maintaining clean work environments, and ensuring welder proficiency are crucial for minimizing the occurrence of these defects and ensuring high-quality, reliable welds.
Quality defects in lap joints
(4). External welding defects:
Uneven weld profile: Manifests as irregular bead geometry, including microcracks caused by weld collapse. This can significantly reduce joint strength and fatigue resistance.
Spatter: Molten metal “explosions” create pits on the weld surface, compromising weld integrity. These defects can lead to stress concentrations, reduced strength, and potential porosity formation.
Underfill and undercut: Weld surface collapse (underfill) and base metal erosion adjacent to the weld (undercut) reduce the effective cross-sectional area, diminishing overall joint strength and fatigue performance.
Misalignment: In butt welds, poor fit-up results in axial or angular misalignment, reducing the effective weld area and creating stress concentrations that can lead to premature failure.
Crater defects: Improperly filled end craters reduce the effective stress area and can initiate cracks, particularly in cyclic loading applications.
Oxidation: Inadequate shielding gas coverage leads to surface oxidation, compromising corrosion resistance, particularly in stainless steels and reactive metals.
Spatter adhesion: Molten metal droplets adhering to the weld or base metal surface reduce aesthetic quality and necessitate additional post-weld cleaning, increasing production costs.
Welding-induced distortion: Localized heating during welding causes non-uniform expansion and contraction, resulting in residual stresses and dimensional changes. For components requiring multiple welds, optimize the welding sequence, use appropriate fixtures, and employ distortion mitigation techniques (e.g., back-stepping, balanced welding) to minimize overall deformation.
How to Choose Laser Welding Machine
For carbon steel and stainless steel:
- 3mm plate, at a welding speed of 2m/min, a minimum laser power of 2kW is required;
- 4mm plate, at a welding speed of 2m/min, a minimum laser power of 3kW is required;
- 5mm plate, at a welding speed of 2m/min, a minimum laser power of 4kW is required.
It’s important to note that these are general guidelines and actual power requirements may vary based on factors such as material composition, surface condition, joint configuration, and desired weld quality. For optimal results, consider the following:
- Material properties: Carbon steel and stainless steel have different thermal conductivities and melting points, which can affect power requirements.
- Beam quality: High-quality beam delivery systems can reduce power requirements by concentrating energy more efficiently.
- Assist gas: Proper selection and flow of assist gas (e.g., argon, nitrogen, or helium) can improve weld quality and potentially reduce power needs.
- Joint design: Butt joints typically require more power than lap joints of the same thickness.
- Reflectivity: Highly reflective materials like aluminum may require higher power or special techniques to achieve effective welding.
- Welding mode: Continuous wave (CW) or pulsed mode can affect power requirements and weld characteristics.
When selecting a laser welding machine, it’s advisable to choose a system with some power margin above the minimum requirements to accommodate varying conditions and future needs. Additionally, consider factors such as beam delivery flexibility, control systems, and integration capabilities with existing manufacturing processes.