Have you ever wondered how sheet metal is transformed into complex shapes? Bend deduction, a crucial concept in sheet metal fabrication, holds the key. In this blog post, we’ll dive into the intricacies of bend deduction, exploring its formulas, calculators, and practical applications. Join us as we unravel the secrets behind creating precise and beautiful sheet metal components.
Bend deduction is a crucial concept in the field of sheet metal fabrication, particularly in the bending process. It is commonly referred to as the “back-off amount” and plays a significant role in determining the accurate dimensions of a bent part.
Definition
Bend deduction (BD) is the amount subtracted from the total length of the flat sheet metal to achieve the desired final dimensions after bending. It accounts for the material that is displaced during the bending process.
Importance in Sheet Metal Bending
The bend deduction is essential for accurately calculating the flat pattern of a sheet metal part before it is bent. It ensures that the final dimensions of the bent part match the design specifications. Without accounting for bend deduction, the part may end up with incorrect dimensions, leading to potential issues in assembly and functionality.
Factors Influencing Bend Deduction
Several factors can influence the bend deduction value, including:
Material Type: Different materials have varying bend properties.
Thickness: Thicker materials require different deductions compared to thinner ones.
Bend Angle: The angle of the bend affects the amount of material displaced.
Bend Radius: A larger bend radius requires a different deduction compared to a smaller radius.
Practical Application
In practice, the bend deduction is determined through empirical data, manufacturer guidelines, or specialized software that takes into account the specific properties of the material and the bending process. Accurate bend deduction calculations are critical for ensuring that the final product meets design requirements and functions correctly in its intended application.
3. Bend Deduction Formula
Bend deduction (BD) is a critical factor in sheet metal fabrication, used to calculate the flat pattern length of a sheet metal part. It accounts for the material that is displaced during the bending process. This value is essential for ensuring that the final dimensions of the bent part are accurate.
Key Terms and Notations
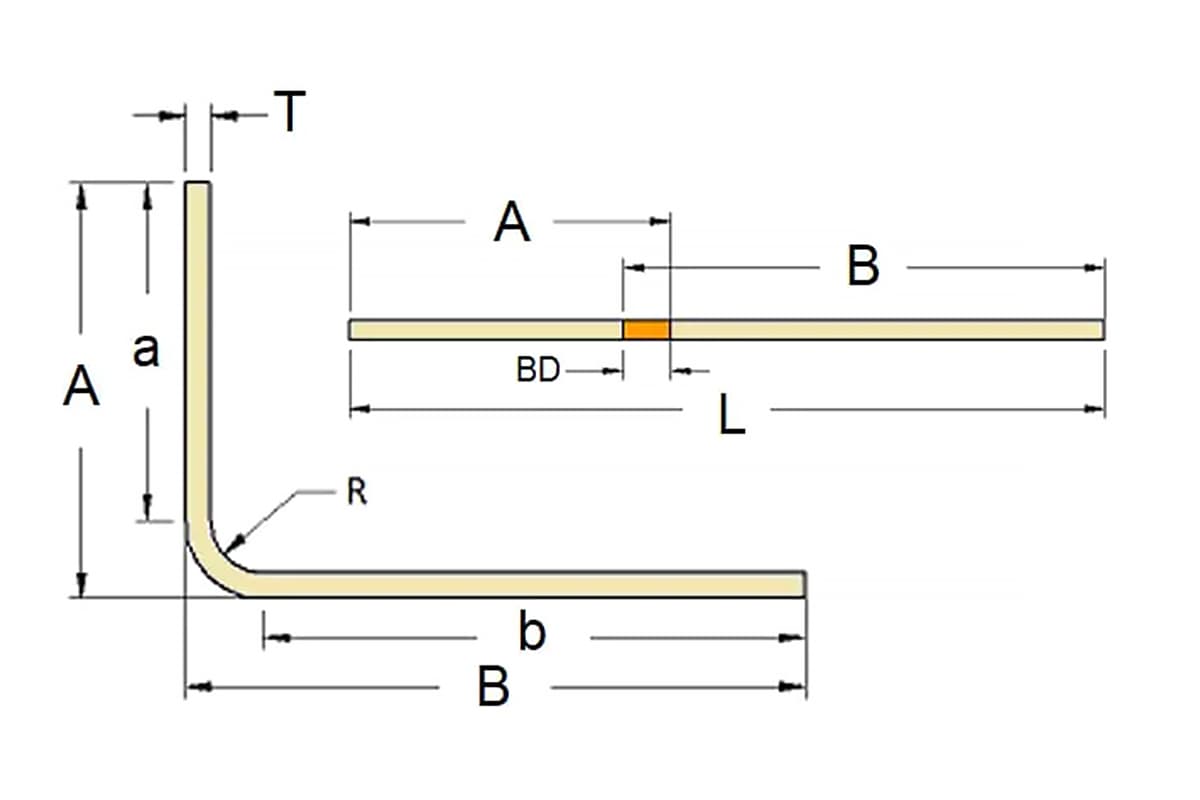
Lt: Total unfolded length of the sheet metal part.
A and B: Lengths of the two flanges adjacent to the bend.
BD: Bend deduction value.
Calculation of Bend Deduction
The bend deduction formula is used to determine the flat length of a sheet metal part before it is bent. The formula is as follows:
Lt=A+B−BD
Where:
BD is the bend deduction value, which is subtracted from the total length to account for the material displaced by the bend.
A and B are the lengths from the edge of the part to the tangent points of the bend.
The bending deduction in Solidworks is only used for the calculation of 90-degree bends in sheet metal.
However, it can also be used for the calculation of non-90-degree sheet metal unfolding, but the bending deduction value for non-90-degree bending needs to be used according to the bending coefficient table.
Each manufacturer has a different table, and there may be errors. Some sheet metal factories may not use non-90-degree bending often.
Today, I will share the calculation method for the bending deduction of 90-degree bending that I am familiar with.
Bending deduction is a crucial factor in sheet metal fabrication, particularly when using machines like press brakes. It represents the amount of material consumed during the bending process. Accurate calculation of bending deductions is essential for precise part dimensions and efficient material usage. This article discusses three common methods for calculating bending deductions.
Method 1: Simple Multiplication Factor
The simplest method uses a multiplication factor based on material thickness:
General rule: Bending deduction = 1.7 × material thickness
For aluminum: Bending deduction ≈ 1.6 × material thickness
For stainless steel: Bending deduction ≈ 1.8 × material thickness
This method is quick and easy but lacks precision. It’s suitable for applications with lower accuracy requirements or for initial estimations.
Method 2: Industry-Standard Formula
A more refined approach developed by the sheet metal industry:
Bending deduction = 2 × material thickness + 1/3 × material thickness
This formula accounts for material elongation during bending. It’s derived from: Unfolded length = Length A + Length B – Bending deduction
Where the bending deduction considers both material thickness and elongation.
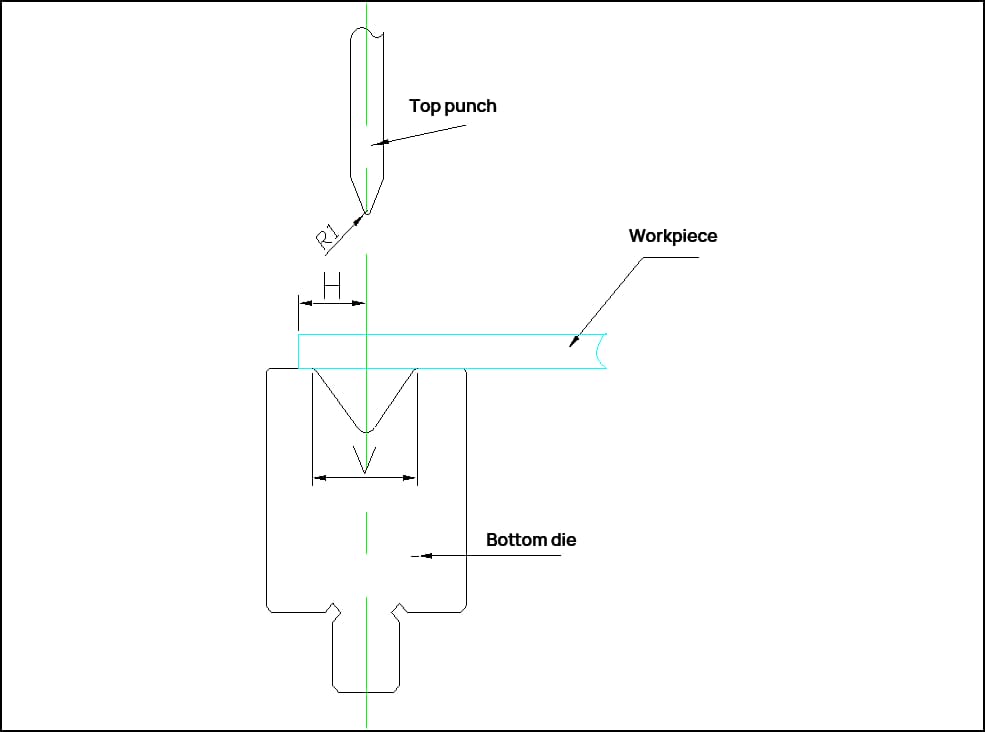
Method 3: Advanced Formula Considering Die Width
A more sophisticated formula derived from empirical studies:
t = Actual material thickness (measured, not nominal)
V = Lower die slot width (typically 6-8 times material thickness)
This formula accounts for the influence of the lower die width on bending deduction. It’s particularly accurate for carbon steel plates but has shown good results with other materials like aluminum when the die width is about 4 times the material thickness.
Important Considerations
Material thickness (t) should be the actual measured thickness, not the nominal value.
Die width (V) significantly affects the bending deduction and should be accurately determined based on the specific tooling used.
While there are more complex methods based on neutral axis theory, the three methods presented here offer a balance of practicality and accuracy for most sheet metal fabrication applications.
Conclusion
Choosing the appropriate bending deduction calculation method depends on the required accuracy, material type, and available tooling information. For high-precision work, the advanced formula (Method 3) is recommended, while the simpler methods can be useful for quick estimates or less critical applications.
T: Material thickness; V: Lower die groove width; W: Lower die width; α: Internal angle after bending; H: Minimum distance from the bending center of the die to the edge of the material; Z: Minimum size of Z-bend.
Unfold formula: L = A + B – K; (A, B: Outer dimensions of the part; K: Material bending coefficient);
Expanded size of flattened steel plate: L = A + B – 0.45T;
Expanded size of pressed steps: L = A + B – 0.3T;
Minimum size of Z-shaped bend: Z = W/2 + 2T + 1;
The deduction coefficients for cold-rolled steel plate, aluminum-zinc coated plate, stainless steel plate, electrolytic plate, and aluminum plate are the same;
According to the current upper die conditions of the company, the bending coefficient of upper die R1 is suitable for cold-rolled steel plate, aluminum-zinc coated plate, and stainless steel plate; The bending coefficient of upper die R2 is suitable for aluminum plate, copper plate, electrolytic plate, etc.
The following table shows the deduction factor for each 5-degree angle increment from 90 degrees outward: (180°-n°)÷90°×(deduction factor at 90°).
The inside bending radius is uniformly set to R0.2, and the gap distance is set to G0.2.
No.
Angle /Thickness
0.8
1.0
1.2
1.5
2.0
2.5
3.0
4.0
5.0
1
0
3.00
3.60
4.00
5.00
7.00
8.40
10.00
14.00
20.00
2
5
2.92
3.50
3.89
4.86
6.81
8.17
9.72
13.61
19.44
3
10
2.83
3.40
3.78
4.72
6.61
7.93
9.44
13.22
18.89
4
15
2.75
3.30
3.67
4.58
6.42
7.70
9.17
12.83
18.33
5
20
2.67
3.20
3.56
4.44
6.22
7.47
8.89
12.44
17.78
6
25
2.58
3.10
3.44
4.31
6.03
7.23
8.61
12.06
17.22
7
30
2.50
3.00
3.33
4.17
5.83
7.00
8.33
11.67
16.67
8
35
2.42
2.90
3.22
4.03
5.64
6.77
8.06
11.28
16.11
9
40
2.33
2.80
3.11
3.89
5.44
6.53
7.78
10.89
15.56
10
45
2.25
2.70
3.00
3.75
5.25
6.30
7.50
10.50
15.00
11
50
2.17
2.60
2.89
3.61
5.06
6.07
7.22
10.11
14.44
12
55
2.08
2.50
2.78
3.47
4.86
5.83
6.94
9.72
13.89
13
60
2.00
2.40
2.67
3.33
4.67
5.60
6.67
9.33
13.33
14
65
1.92
2.30
2.56
3.19
4.47
5.37
6.39
8.94
12.78
15
70
1.83
2.20
2.44
3.06
4.28
5.13
6.11
8.56
12.22
16
75
1.75
2.10
2.33
2.92
4.08
4.90
5.83
8.17
11.67
17
80
1.67
2.00
2.22
2.78
3.89
4.67
5.56
7.78
11.11
18
85
1.58
1.90
2.11
2.64
3.69
4.43
5.28
7.39
10.56
19
90
1.50
1.80
2.00
2.50
3.50
4.20
5.00
7.00
10.00
20
95
1.42
1.70
1.89
2.36
3.31
3.97
4.72
6.61
9.44
21
100
1.33
1.60
1.78
2.22
3.11
3.73
4.44
6.22
8.89
22
105
1.25
1.50
1.67
2.08
2.92
3.50
4.17
5.83
8.33
23
110
1.17
1.40
1.56
1.94
2.72
3.27
3.89
5.44
7.78
24
115
1.08
1.30
1.44
1.81
2.53
3.03
3.61
5.06
7.22
25
120
1.00
1.20
1.33
1.67
2.33
2.80
3.33
4.67
6.67
26
125
0.92
1.10
1.22
1.53
2.14
2.57
3.06
4.28
6.11
27
130
0.83
1.00
1.11
1.39
1.94
2.33
2.78
3.89
5.56
28
135
0.75
0.90
1.00
1.25
1.75
2.10
2.50
3.50
5.00
29
140
0.67
0.80
0.89
1.11
1.56
1.87
2.22
3.11
4.44
30
145
0.58
0.70
0.78
0.97
1.36
1.63
1.94
2.72
3.89
31
150
0.50
0.60
0.67
0.83
1.17
1.40
1.67
2.33
3.33
32
155
0.42
0.50
0.56
0.69
0.97
1.17
1.39
1.94
2.78
33
160
0.33
0.40
0.44
0.56
0.78
0.93
1.11
1.56
2.22
34
165
0.25
0.30
0.33
0.42
0.58
0.70
0.83
1.17
1.67
35
170
0.17
0.20
0.22
0.28
0.39
0.47
0.56
0.78
1.11
36
175
0.08
0.10
0.11
0.14
0.19
0.23
0.28
0.39
0.56
37
180
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
0.00
(5) 0°-180° sheet metal bending deduction table
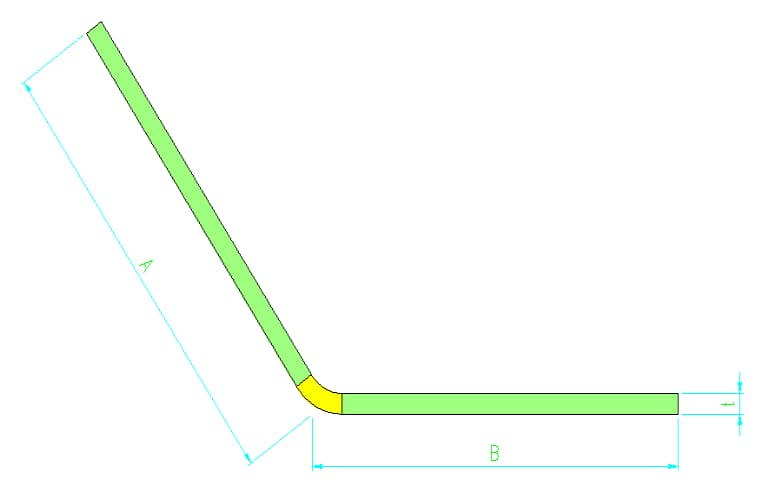
Calculation of Deduction Value for the Unfolded Dimension of a Bent Workpiece Blank a) φ>90° b)≤90°
1) The bending deduction table is applicable for sheet metal bending processes where no pressing plate is used and the sheet width is more than three times the thickness (t). 2) When bending on the bending machine, calculations can be made according to this table. 3) According to the dimensions indicated in the diagram, the calculation formula for the unfolded size of the bent workpiece is as follows:
L=a+b-y
Where:
L – Unfolded size of the bent workpiece;
a, b – Indicated lengths from the straight edge to the vertex of the bent workpiece in the diagram;
y – Bending deduction value of the bent workpiece (correction value for the R part);
4) Due to the numerous factors influencing sheet metal bending, this sheet metal bending deduction value table is provided for reference only.
The dimensional accuracy of bent workpieces is related to the positional precision of the press brake’s back gauge and the precision of the sheet metal cutting machine. Utilizing reliable machines for both cutting and bending processes can address these issues.
A critical factor affecting the dimensional accuracy of bent workpieces is the accuracy of the sheet metal’s flat pattern development. When a flat sheet is bent into a workpiece with a specific angle, measuring the dimensions of the bent workpiece reveals that they do not equal the dimensions of the flat sheet, as shown in the illustration.
This discrepancy is known as the bending deduction.
If the bending deduction is inaccurate, the flat pattern size will be imprecise, and regardless of the precision of subsequent operations, the final workpiece will not meet the required dimensional accuracy.
Schematic of Sheet Metal Size and Workpiece Flat Pattern Size
The bending deduction is complex, and a rudimentary method is to simply use twice the material thickness.
However, this approach is quite crude. A more refined method is to apply the neutral axis theory from the DIN 6935 standard, which involves calculating a factor ‘k’ and combining it with the thickness and angle of the sheet to be bent.
This formula yields a more precise bending deduction. Yet, even the bending deductions calculated according to the neutral axis theory from DIN 6935 may not be precise enough, as the actual deductions also depend on the characteristics of the material, the thickness, the bending angle, and the tooling used.
Different materials, thicknesses, and calculation methods yield varying bending deductions, as shown in Table below.
Table Deduction value for bending dimensions corresponding to different materials, thicknesses, and methods
Plate thickness S/mm
Die
Material
-S × 2
DIN6935
Database
1.5
V12/78
DC04
-3.00
-3.00
-2.90
1.5
V08/78
DC04
-3.00
-2.80
-2.70
1.5
V1278
X5CrNi1810
-3.00
-3.00
-3.10
4
V24/78
S235JRG2
-8.00
-7.60
-7.09
4
V30/78
S235JRG2
-8.00
-7.57
-7.26
4
V24/78
X5CrNi1810
-8.00
-8.01
-7.57
4
V30/78
X5CrNi1810
-8.00
-7.90
-8.01
6
V30/78
S235JRG2
-12.00
-11.20
-10.35
6
V4078
S235JRG2
-12.00
-11.60
-10.62
6
V30/78
X5CrNi1810
-12.00
-11.20
-10.89
6
V4078
X5CrNi1810
-12.00
-11.60
-11.60
For example, for a 4mm thick S235JRG2 plate using a V30 lower die, the bending deduction varies by method: twice the material thickness results in 8mm, the DIN 6935 formula yields 7.57mm, and the database empirical value gives 7.26mm.
There are discrepancies between the methods, which become even more significant when workpieces require multiple bends, leading to larger cumulative deviations. The empirical values from the database are derived from extensive practical testing and are stored in the database, providing the utmost precision.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever wondered how sheet metal designers ensure the accuracy of their designs? In this blog post, we'll dive into the fascinating world of sheet metal design and explore…
Have you ever wondered how sheet metal parts are designed and manufactured with precision? In this blog post, we'll dive into the fascinating world of bend allowance - a crucial…
Have you ever wondered how to accurately calculate the bending force required for sheet metal fabrication? In this insightful blog post, we'll explore the intricacies of bending force calculation, drawing…
Have you ever wondered how different materials affect sheet metal bending? In this insightful article, a seasoned mechanical engineer shares their expertise on the impact of material types, thickness, and…
Have you ever struggled with calculating the right bend allowance for your sheet metal projects? In this blog post, we'll dive into the world of bend allowances and explore how…
Have you ever wondered how to precisely calculate the bending allowance for your metal fabrication projects? In this blog post, we'll explore the fascinating world of bend allowance formulas and…
Ever wondered why your sheet metal projects don’t always fit together perfectly? The key lies in understanding bend allowance. This concept ensures precise bending and reduces material waste. In this…
Have you ever wondered how a simple sheet of metal transforms into a complex, three-dimensional object? Press brake bending, a crucial process in metal fabrication, holds the key to this…
Are you struggling to design accurate sheet metal parts? Unlock the secrets of the K-factor, a crucial concept in sheet metal fabrication. In this article, our expert mechanical engineer demystifies…