Calculation Formulas for Bending Limit Dimensions of Various Sheet Metals: A Summary
Ever wondered how to calculate the bending limits of sheet metal accurately? This article explores the essential formulas and guidelines for determining the minimum and maximum bending dimensions, ensuring precision in your metalworking projects. By understanding these calculations, you can optimize your designs and avoid costly errors. Dive into the specifics of flange sizes, Z-shaped hems, and U-shaped bends, and gain valuable insights that will enhance your sheet metal fabrication skills.
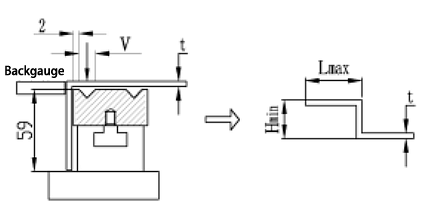
3.1 The maximum reverse side size of Z-shaped folding (as shown in Fig. 6).
The left door of the general switch cabinet features a Z-shaped fold, and its size on the reverse side is influenced by the height of the lower mold and the mold base.
The maximum reverse side height is formula (9):
Lmax = 59 + t …………(9)
3.2 When the center height of the Z-fold is less than 30, Table 7 displays the maximum reverse side size of the Z-fold for various material thicknesses.
When the center height of the Z-fold is significant, it may be impacted by various components of the lower die base of the bending machine. In such cases, the maximum size of the reverse side should be determined on site.
Table 7maximum reverse side size of Z-type hem
Material thickness t
1.0
1.2
1.5
2.0
2.5
3.0
4.0
5.0
Lmax
60
60.2
60.5
61
61.5
62
63
64
4. U-shaped bending
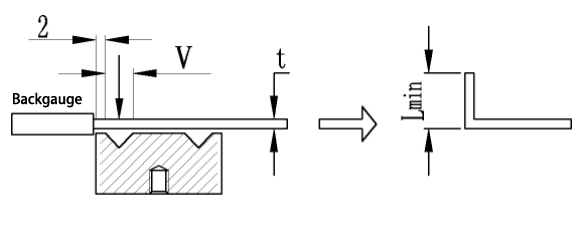
4.1 As depicted in Fig. 7, the width (H1) of the U-shaped hem should not be excessively narrow, and the height (H2) should not be overly large due to the impact of the machine tools and molds.
When the height (H2) reaches the minimum hem size specified in Table 5, the minimum value for the width (H1) can be calculated using formula (10).
H1 = 12 + 2t …………………(10)
Fig.7
41.1 the value of H1 is shown in Table 8
Material thickness t
1.0
1.2
1.5
2.0
2.5
3.0
H1 min
14
15
15
16
17
18
4.1.2 When H1 value is large, it should meet: H2 < H1- 35.
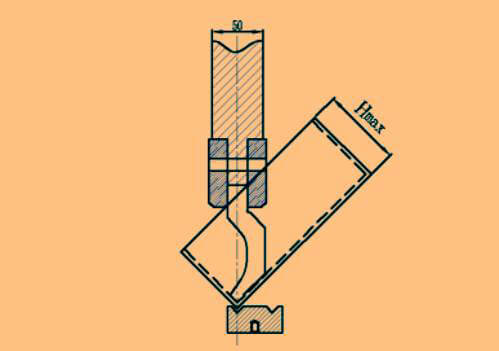
4.2 Maximum height of four side folding H
The maximum height of the four-side fold (Hmax) is limited to less than 175 due to the influence of the mold, as shown in Fig. 8.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Have you ever wondered how to accurately calculate the bending force required for sheet metal fabrication? In this insightful blog post, we'll explore the intricacies of bending force calculation, drawing…
Have you ever wondered how sheet metal is transformed into complex shapes? Bend deduction, a crucial concept in sheet metal fabrication, holds the key. In this blog post, we'll dive…
Have you ever considered the forces at play when bending a pipe? In this article, we'll explore the fascinating world of pipe bending mechanics. Our expert mechanical engineer will break…
Have you ever wondered how thin sheets of metal are bent into precise shapes? This article explores the fascinating world of L, U, and Z bending techniques in sheet metal…
Ever wondered how precision bending is achieved in metalworking? This article unveils the secrets of press brake adjustments, from fine-tuning angles to compensating for deflection. Dive in to learn the…
Have you ever wondered how sheet metal parts are designed and manufactured with precision? In this blog post, we'll dive into the fascinating world of bend allowance - a crucial…
Have you ever struggled with calculating the right bend allowance for your sheet metal projects? In this blog post, we'll dive into the world of bend allowances and explore how…
Attention all metalworking enthusiasts! Are you tired of guessing the proper tonnage for your press brake? Look no further! In this blog post, we'll dive into the world of press…
Have you ever wondered how to precisely calculate the bending allowance for your metal fabrication projects? In this blog post, we'll explore the fascinating world of bend allowance formulas and…