Once the necessary tools have been identified, operators must define the correct bending sequence for obtaining their product.
This is essential, as a mistake in the bending sequence may prevent them from obtaining the required profile, slow down the bending process or cause dimensional problems in the product if back gauges are wrongly positioned.
It is not possible in one article to set out all the parameters to consider in order to obtain the correct bending sequence, since an operator’s experience plays an important role in finding the right tools for the profile concerned.
However, we can provide you some useful tips. Let’s dive into it.
1. Epecially for novices, it is advisable to draw out the bending sequence modifying the profile of the sheet metal with each step.
2. To assess the possibility of a collision between the profile and the tools, start with the choice for the last bend and work backwards.
The last bend usually closes a profile and makes it difficult to carry out the other phases; for this reason it is best always to start the sequence with the smallest bends closest to the sheet metal edges.
3. In order to obtain a rapid and efficient sequence, choose the sequence that calls for the sheet metal to be turned over or rotated as little as possible.
Each of those actions involves wasted movements by the operator.
5. Before carrying out the bending simulate it graphically using the drawing in the catalog (usually there is a graduated scale in the background behind the tool) or a cutout of the tool.
If the operator has access to CAD or simulation software, he can use it to assess the profile feasibility, or the possibility of collisions of the metal sheet with tools or the press brake.
6. Identify a bending sequence that allows the operator to support the sheet metal properly during bending and without risk to his safety.
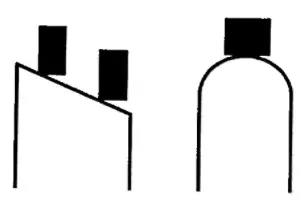
7. If a profile has obtuse angles or sides that are not straight, work out the bending sequence so that the sheet metal is always positioned properly against the back gauges.
This is very important in order to obtain a precise product with correct dimensions.
In fact, sometimes the positioning makes it impossible to be sure that the length of the bend at end of the cycle is correct and in compliance with the measurement entered into the numeric control.
For this reason, the sequence must be set up in such a way that the sheet metal always rests against the back gauges on fiat, straight surfaces.
To reduce production times, we recommend that designers avoid designing profiles with lying surfaces that are not flat or with obtuse angles.
We also recommend that they check:
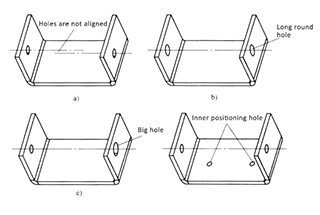
- the type of back gauges available
- the number of the back gauges
- the maximum achievable height
- the minimum distance between two back gauges, as pressing the sheet metal against one back gauge only cannot guarantee a precise bend.
When thin sheet metal is being bent it is recommended that it be rested on the back gauges and supported during the whole bending process to prevent it from arching and therefore modifying the X dimension; for this reason back gauges have several lying surfaces.
If an operator cannot position the sheet metal properly against back gauges, draw the bending line on the sheet metal with a marker and visually check if all the dimensions are correct.
In this instance, it is important to ensure that the lines are the midpoint of the curve.
Press brake operators need clearly understandable drawings with all the necessary dimensions.
If the operator is a novice, designers should provide a three-dimensional view to help him; furthermore, the dimensions drawn must be achievable, so it is best not to use too many decimal places or excessively tight tolerances.
8. Another key factor when working out the bending sequence is the tolerance of the profile’s dimensions.
Remember that during the bending process the numerical control measures the distances between the back gauges and the bending line, which is the punch’s point of contact.
For this reason, the dimensions of some sides are dependent on previous bends.
For example, if we were going to bend the drawing on the right, by making measurements A and C starting from the edges of the sheet, we would be certain that these dimensions were corect, whereas the middle section of 120 mm, i.e the remaining portion, would be correct only if the processing of the sheet was perfect.
Therefore it is recommended that the bending cycle be arranged in such a way that measurements with tight tolerances are always made directly from the point of contact with the back gauges and are never merely the result of other bends.
In this way, potential defects can be restricted to non-critical sides. Designers must indicate to press brake operators which measurements are really critical and which are allowed a greater tolerance, thus significantlyreducing assembly problems.
For more information about dimensional tolerances, read DIN 6935.
9. Back gauges setup avoids dimension defects, therefore press brake operators must regularly check the X axis adjustment.
In addition to checking the workpiece, operators should use a calliper to check the distance between the back gauge and the edge of the die, whose stem width is known.