
Argon Arc Welding: Is it Harmful to Your Health?
Have you ever wondered about the hidden dangers behind the bright sparks of welding? In this article, we explore the harmful effects of argon arc welding on the human body.…
Have you ever wondered how professionals create precise cuts in thick metal without resorting to traditional methods? Carbon arc gouging might be the answer you’re looking for. This process, using an electrical arc and compressed air, efficiently removes metal, allowing for precise repairs and modifications. In this article, you’ll discover the principles behind carbon arc gouging, its applications, the necessary equipment, and safety tips to ensure successful implementation. Dive in to learn how this technique could enhance your metalworking projects.

Carbon arc gouging is a versatile metal removal process that utilizes the intense heat generated by an electric arc between a carbon electrode and the metal workpiece to locally melt the base material. This process combines thermal and mechanical energy to create controlled gouges or grooves in the workpiece. As illustrated in Figure 8-1, a high-amperage DC power source establishes an arc between the carbon electrode (typically graphite or carbon-graphite composite) and the workpiece. The arc temperature can reach up to 5,000°C (9,032°F), rapidly melting the metal in a localized area.
Simultaneously, a stream of compressed air, typically at 80-100 psi (5.5-6.9 bar), is directed along the carbon electrode towards the molten metal pool. This high-velocity air jet serves multiple purposes:
The combination of arc heating and compressed air flow allows for precise control over the depth, width, and profile of the gouge. This makes carbon arc gouging particularly effective for various applications in metal fabrication, welding preparation, and repair work.
1 – Carbon Rod
2 – Carbon Arc Gouging Clamp
3 – Compressed Air
4 – Electric Arc
5 – Workpiece
1) Carbon Arc Gouging offers exceptional versatility, requiring minimal operational space. This characteristic enables welders to work efficiently in confined areas and challenging positions, including overhead and vertical orientations. Its adaptability makes it particularly valuable for in-situ repairs and maintenance in complex industrial environments.
2) The process provides superior visibility of defect morphology and depth. This enhanced visualization allows welders to accurately assess and address imperfections, significantly improving the quality and success rate of repair operations. The clear view also facilitates precise control over the gouging process, ensuring optimal material removal without excessive damage to surrounding areas.
3) Carbon Arc Gouging is characterized by its relatively low noise emission, high material removal rate, and reduced operator fatigue. The equipment setup is straightforward, typically consisting of a DC power source, gouging torch, and carbon electrodes. This simplicity contributes to its widespread adoption in various metalworking sectors.
4) The technique excels in removing metal from materials that resist conventional oxyacetylene cutting, such as high-strength steels, stainless steels, and non-ferrous alloys. Its effectiveness in these applications stems from the intense localized heat generated by the electric arc, which rapidly melts the metal without relying on oxidation reactions.
5) Despite its advantages, Carbon Arc Gouging has notable drawbacks. The process generates significant amounts of smoke and metallic dust, necessitating robust ventilation systems and personal protective equipment (PPE) to ensure operator safety and environmental compliance. The intense ultraviolet and infrared radiation emitted by the arc requires proper eye and skin protection. Additionally, the technique demands high-amperage DC power sources, which can be a significant capital investment. Proficient operation requires substantial skill and training, particularly for achieving consistent groove profiles and minimizing the risk of introducing new defects during the gouging process.
1) Carbon arc gouging is extensively utilized for double-sided welding preparation in low carbon steel, low alloy steel, and stainless steel materials. Its primary function is root removal, which is crucial for achieving full penetration welds and ensuring structural integrity.
2) In critical metal structures, atmospheric vessels, and pressure vessels where weld defects exceed acceptable standards, carbon arc gouging serves as an essential remediation technique. It efficiently removes substandard weld material, allowing for subsequent repair welding to meet stringent quality requirements.
3) Manual carbon arc gouging excels in preparing bevels for small components, single parts, or welds with irregular geometries. Its versatility is particularly evident in creating U-shaped bevels, where precise control and adaptability to complex contours are paramount. This application highlights the process’s unique advantages in specialized welding preparations.
4) The process is highly effective for post-casting operations, including the removal of casting flash, burrs, gating systems, and risers. It also proves invaluable in addressing surface defects on castings, contributing to improved surface quality and dimensional accuracy of cast components.
5) Carbon arc gouging demonstrates remarkable versatility in cutting high alloy steels, copper, aluminum, and their alloys. This capability is particularly beneficial when dealing with materials that may be challenging to cut using conventional thermal cutting methods due to their thermal properties or oxidation tendencies.
The main equipment for carbon arc gouging includes a power source and a compressed air source.
1. Requirements for Carbon Arc Gouging Pliers
Carbon arc gouging pliers must meet the following three basic requirements.
(1) The carbon rod must be securely held, and it should be easy to replace.
(2) The pliers should have good electrical conductivity and accurately deliver compressed air.
(3) The design should be compact and easy to operate.
2. Types of Carbon Arc Gouging Torches and Their Pros and Cons
Drawback: It can only plane in a single direction, either to the left or to the right.
Advantage of the circumferential air supply air planing clamp: The nozzle is insulated from the workpiece, with compressed air sprayed from around the carbon rod, allowing for uniform cooling, and it’s suitable for operations in all directions.
Disadvantage: It has a complex structure, and the screw that secures the carbon rod can easily short-circuit with the workpiece.
The new side air supply carbon arc air planing clamp is shown in Figure 8-3.
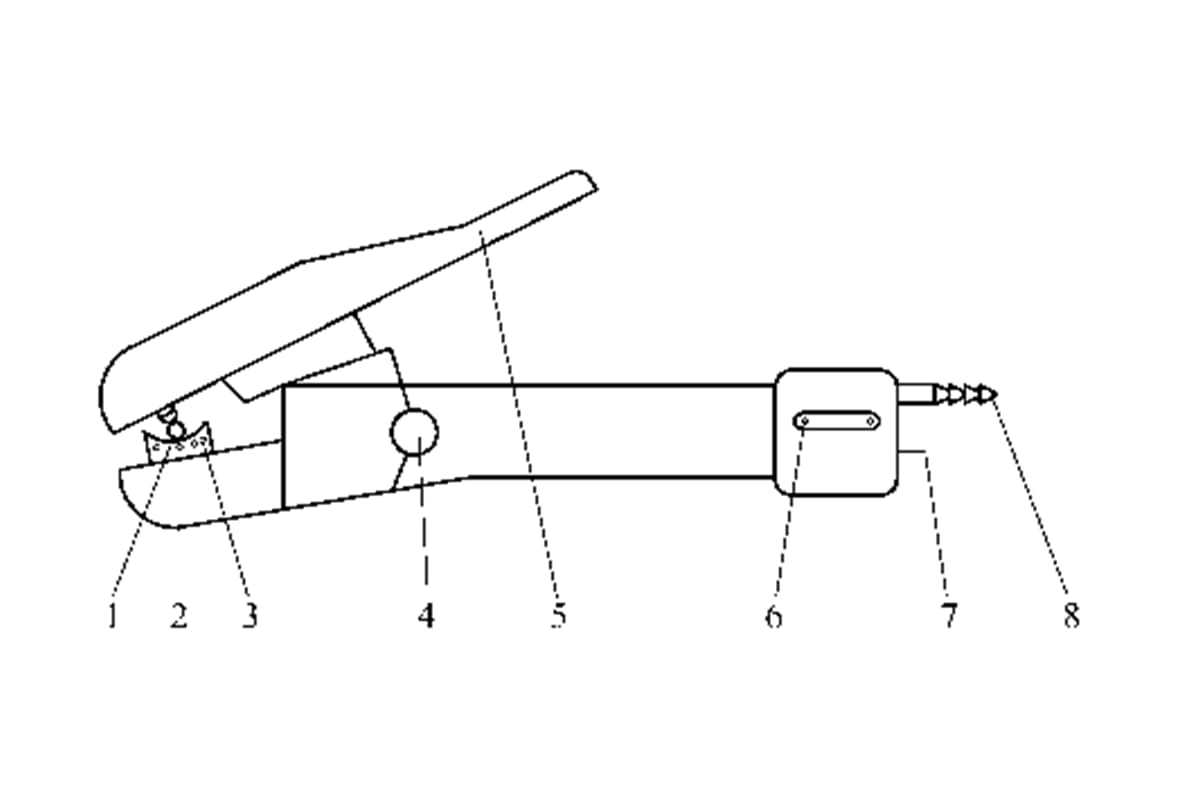
1 – Carbon Rod
2 – Air Hole
3 – Adjustable Angle Pliers Mouth (Conductive Nozzle)
4 – Air Switch
5 – Clamp Handle
6 – Cable Fastening Screw
7 – Cable Interface
8 – Compressed Air Connector
3. Combined Electric-Air Hose
The new Combined Electric-Air Hose is shown in Figure 8-4.
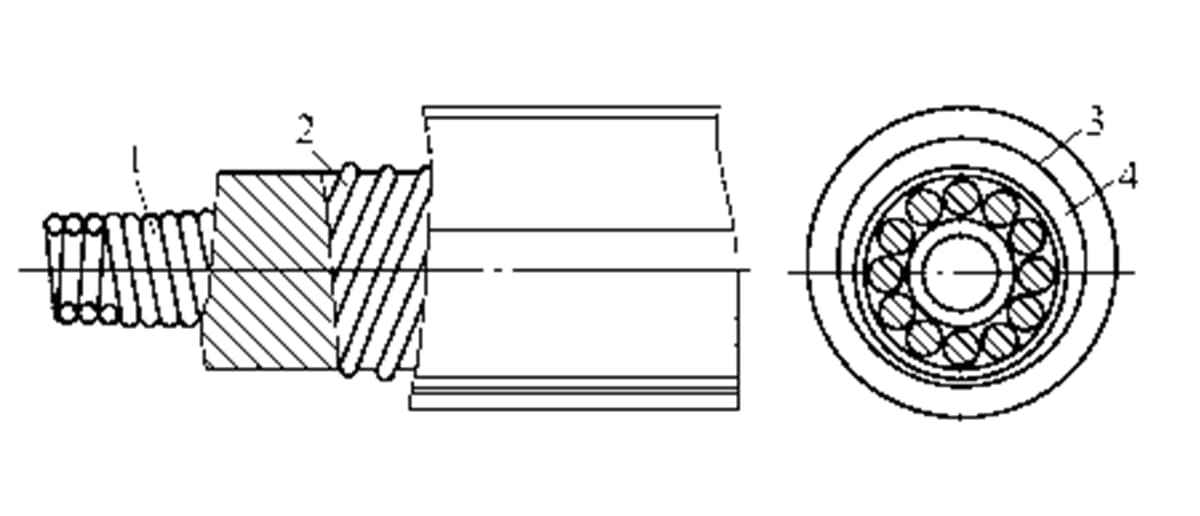
1 – Spring Tube
2 – External Additional Steel Wire
3 – Clamping Rubber Tube
4 – Multi-strand Conductor
Carbon electrodes are the primary consumable in carbon arc gouging operations, serving as both the conductor for electrical current and the initiator of the arc. Their composition and properties significantly influence the gouging process efficiency and quality.
The most widely utilized type is the copper-coated solid carbon electrode. This copper coating enhances current carrying capacity, reduces oxidation, and improves arc stability. The core is typically composed of high-purity graphite carbon, ensuring consistent performance and minimal contamination.
Carbon electrodes are available in two primary geometries:
The selection of electrode geometry depends on the specific application, material thickness, and desired gouging profile.
Critical requirements for carbon arc gouging electrodes include:
The process parameters for carbon arc gouging include power source polarity, carbon rod diameter and current, carbon rod diameter and plate thickness, carbon rod protrusion length, carbon rod tilt angle, compressed air pressure, arc length, and gouging speed.
1. Power Source Polarity
For carbon arc gouging of low carbon steel, low alloy steel, and stainless steel, direct current reverse polarity is used.
2. Carbon Rod Diameter and Current
3. Carbon Rod Diameter and Plate Thickness
The relationship between the diameter of the carbon rod and the thickness of the plate is shown in Table 8-3.
Relationship between carbon rod diameter and plate thickness (unit: mm)
| Steel plate thickness | Carbon rod diameter | Steel plate thickness | Carbon rod diameter |
| 3 | 8-12 | 6-7 | |
| 4-6 | 4 | >10 | 7-10 |
| 6-8 | 5-6 | >15 | 10 |
Ideally, the diameter of the carbon rod should be 2-4mm smaller than the required width of the groove.
4. Length of Carbon Rod Extension
The length of the carbon rod extension refers to the distance from the conductive nozzle to the endpoint of the carbon rod, as shown in Figure 8-6. The typical extension length ranges from 80 to 100mm.

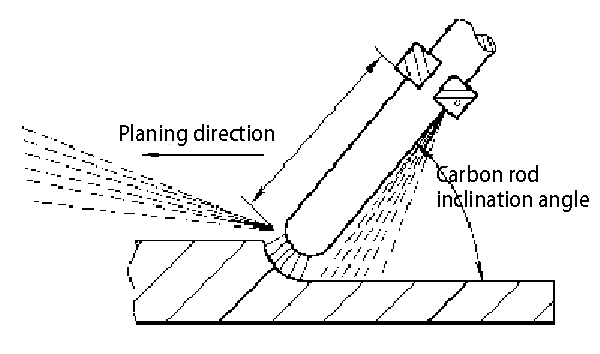
5. Carbon Rod Inclination Angle
The angle between the carbon rod and the workpiece along the direction of the carbon arc air gouging is referred to as the carbon rod inclination angle. Generally, a manual carbon arc air gouging utilizes an inclination angle of approximately 25° to 45°. The carbon rod inclination angle is illustrated in Figure 8-7.
6. Compressed Air Pressure
The required pressure for compressed air typically ranges from 0.4 to 0.6 MPa.
7. Arc Length
During operation, it is advisable to use a short arc with a typical length of about 1 to 2 mm.
8. Planing Speed
A planing speed of approximately 0.5 to 1.2 m/min is generally considered appropriate.
1. Basic Operations
(1) Preparations before gouging
(2) Striking the arc
(3) Gouging
2. Beveling
Firstly, the width of the U-shaped groove should be chosen based on the thickness of the plate, then determine the diameter of the carbon rod and gouging current.
Note that the centerline of the carbon rod should coincide with the centerline of the bevel. If these two centerlines do not coincide, the shape of the gouged bevel will be asymmetrical.
3. Weld Root Removal
Welders should select suitable process parameters according to different materials and thicknesses. It should be noted that the inner weld seam should generally be welded first to avoid the need to use carbon arc gouging to remove the inner weld root.
When removing the outer weld root, the melted metal is always blown downwards. When removing the weld root on thicker plates, multiple gouging passes may be required to meet the requirements.
4. Gouging Weld Defects
When gouging out weld defects, the gouging current used should be slightly lower. During the gouging process, when the defect becomes visible, it should be lightly gouged again until all defects are completely removed.
1. Carbon Inclusion
2. Slag Inclusion
3. Copper Spots
4. Irregular Gouge Size and Shape
Carbon arc gouging of low carbon steel is a versatile and efficient process that does not compromise the material’s weldability. The controlled heat input and rapid cooling during gouging typically result in minimal changes to the steel’s microstructure, preserving its mechanical properties and subsequent weld integrity.
For high-strength low alloy (HSLA) steels with yield strengths ranging from 450 to 600 MPa, and for components with significant thickness or structural rigidity, preheating is essential prior to carbon arc gouging. The preheat temperature should match or slightly exceed the preheating temperature used during welding. This practice mitigates the risk of hydrogen-induced cracking and reduces thermal stresses, ensuring the structural integrity of the material post-gouging.
Carbon arc gouging of stainless steel requires special considerations due to the material’s unique properties:
a) Spatter Control: Implement stringent measures to prevent carbon arc gouging spatter from contaminating medium contact surfaces. This may include using protective shields or masking adjacent areas.
b) Groove Placement: Maintain a safe distance between the carbon arc gouging groove and any medium contact surface to preserve the stainless steel’s corrosion-resistant properties.
c) Intergranular Corrosion Prevention: For ultra-low carbon stainless steels exposed to highly corrosive media, avoid using carbon arc gouging for root removal. Instead, employ precision angular grinding techniques to maintain the material’s intergranular corrosion resistance. This approach minimizes carbide precipitation at grain boundaries, which can lead to sensitization and reduced corrosion resistance.
d) Heat Input Management: Monitor and control heat input during gouging to prevent excessive grain growth or formation of detrimental phases in the heat-affected zone (HAZ).
e) Post-Gouging Treatment: Consider post-gouging heat treatment or surface passivation to restore the protective oxide layer and optimize corrosion resistance.
1) Operators must don appropriate personal protective equipment (PPE) tailored to the specific characteristics and hazards of carbon arc gouging. This includes flame-resistant clothing, insulated gloves, safety glasses with side shields, and a welding helmet with the proper shade lens (typically shade 10-14).
2) Prior to operation, thoroughly inspect the welding machine’s grounding and insulation integrity, particularly at connection points. Verify the compressed air system for secure joints and proper pressure settings (typically 80-100 psi for most applications).
3) Conduct a comprehensive safety assessment of the workpiece. Never gouge on closed pipes, pressurized vessels, or containers that have held flammable materials without proper cleaning and gas-freeing procedures. Unidentified objects require thorough inspection and hazard evaluation before gouging. Establish a strict 10-meter radius exclusion zone for all flammable and combustible materials to mitigate fire risks.
4) Direct the airflow away from personnel and other sensitive areas during operation. When working outdoors, position yourself upwind of the gouging process to minimize exposure to fumes and particles. Cease operations in wet conditions (rain or snow) to prevent electrical hazards and potential arc instability.
5) Implement robust ventilation strategies to manage the significant dust and fume generation inherent to carbon arc gouging. For outdoor work, utilize natural air currents effectively. In confined spaces or containers, employ mechanical ventilation systems with a minimum of 2000 cfm capacity per operator. Assign a dedicated safety observer to monitor air quality and operator well-being, equipped with appropriate gas detection equipment to prevent asphyxiation or toxic exposure risks.
6) Upon task completion, follow a strict shutdown procedure: de-energize the power source, close air supply valves, conduct a thorough workspace clean-up focusing on hot metal debris, and perform a final fire watch for a minimum of 30 minutes post-operation to ensure no latent ignition sources remain.
7) Adhere to all standard safety protocols associated with stick (SMAW) welding, including proper electrical safety practices, fire prevention measures, and ergonomic considerations to minimize operator fatigue during extended gouging sessions.

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.







