Exploring the Versatility of CNC Machines: Types and Applications
Have you ever wondered how CNC machines shape our world? These versatile tools revolutionize manufacturing, handling tasks from simple drilling to complex milling. In this article, we’ll explore the various types of CNC machines, their unique applications, and the technology that drives them. By the end, you’ll understand how CNC machines enhance precision and efficiency in modern production.
There are many types of CNC machine tools available today, each with different structures and functions. They can generally be classified according to the following methods:
1. Classification based on the machine tool’s motion trajectory
According to the different motion trajectories of the machine tool, it can be divided into point-to-point control CNC machine tools, linear control CNC machine tools, and contour control CNC machine tools.
Point-to-point control (also known as positioning control or point control) refers to moving the tool from one position to another without strict requirements for the trajectory in between, as long as the tool reaches the target position accurately.
The characteristic of point-to-point control machine tools is that they only control the precise positioning of the moving parts from one position to another, without performing any processing during their movement and positioning.
To minimize the movement and positioning time of the moving parts, the movement between two related points is first carried out at a rapid speed until close to the new position, and then continuously decelerated or gradually decelerated to slowly approach the positioning point, ensuring its positioning accuracy.
The schematic diagram of point-to-point control processing is shown in Figure 1-3.
This type of machine tool mainly includes CNC coordinate boring machines, CNC drilling machines, CNC spot welding machines, and CNC bending machines. The corresponding CNC device is called a point-to-point control CNC device.
(2) Linear Control CNC Machine Tools
Linear control (also known as parallel cut control) not only controls the accurate position (distance) of two related points but also ensures that the trajectory between them is a straight line, and controls the speed of movement because this type of machine tool performs cutting processing during the movement between two points.
The characteristic of linear control CNC machine tools is that they control not only the accurate positions of the tool relative to the workpiece but also the speed and trajectory of the movement between two related points, the trajectory of which is generally composed of straight line segments parallel to each axis.
The difference between linear control and point-to-point control CNC machine tools is that when the machine’s moving parts move, they can perform cutting processing along the direction of one coordinate axis, and have more auxiliary functions than point-to-point control CNC machine tools.
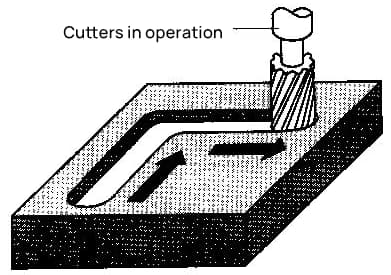
The schematic diagram of linear control processing is shown in Figure 1-4.
Figure 1-3: Schematic diagram of point-to-point control processing.
Figure 1-4: Schematic diagram of linear control processing.
This type of machine tool mainly includes CNC coordinate lathes, CNC grinders, and CNC boring and milling machines. The corresponding CNC device is called a linear control CNC device.
(3) Contour Control CNC Machine Tools
Contour control, also known as continuous control, is a function that most CNC machine tools have. The characteristic of contour control CNC machine tools is that they can simultaneously control two or more axes with interpolation capabilities.
They not only control the position and tool movement speed at each point during processing but also can process any shape of curve or surface.
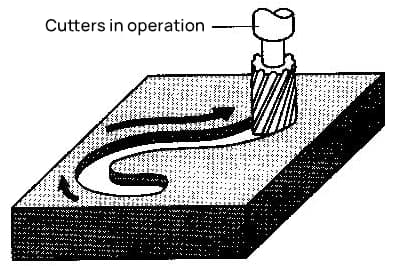
The schematic diagram of contour control processing is shown in Figure 1-5.
CNC coordinate lathes, CNC milling machines, machining centers, etc., belong to contour control machine tools. The corresponding CNC device is called a contour control device. Contour control devices are much more complex in structure and more fully functional than point-to-point and linear control devices.
2. Classification based on the type of servo system
According to the different types of servo systems, CNC machine tools can be divided into open-loop control CNC machine tools, closed-loop control CNC machine tools, and semi-closed-loop control CNC machine tools.
Figure 1-5: Schematic diagram of contour control processing.
(1) Open-loop Control CNC Machine Tools
Open-loop control CNC machine tools usually do not have position detection elements, and the servo drive components are generally stepper motors.
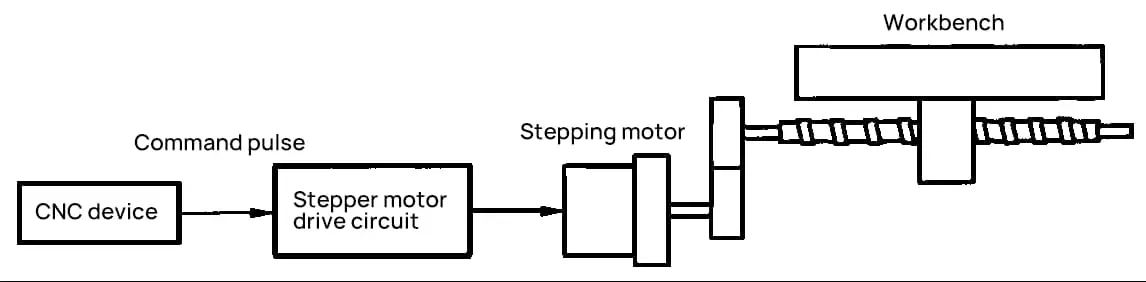
After the CNC device sends out a feed pulse, the pulse is amplified and drives the stepper motor to rotate a fixed angle, and then the worktable is driven to move through mechanical transmission.
The open-loop servo system is shown in Figure 1-6. This type of system does not have feedback values from the controlled object, and its accuracy depends entirely on the step size accuracy of the stepper motor and the accuracy of the mechanical transmission.
Its control circuit is simple, easy to adjust, and has low accuracy (generally up to 0.02mm), usually applied to small or economical CNC machine tools.
Figure 1-6: Open-loop Servo System.
(2) Closed-loop Control CNC Machine Tools
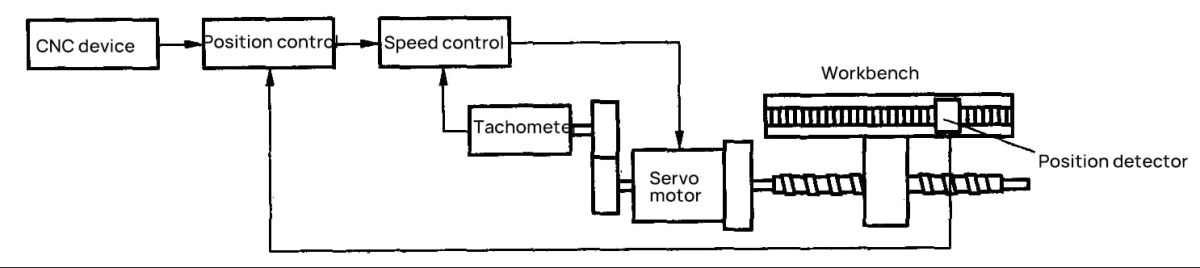
Closed-loop control CNC machine tools usually have position detection elements that can detect the actual displacement of the worktable at any time and feed it back to the CNC device. After comparing it with the set instruction value, the servo motor is controlled using the difference until the difference is zero.
This type of machine tool generally uses DC or AC servo motors for driving. Position detection elements commonly used are linear gratings, magnetic gratings, sync sensors, etc. The closed-loop servo system is shown in Figure 1-7.
From the working principle of the closed-loop servo system, it can be seen that the system’s accuracy mainly depends on the precision of the position detection device. In theory, it can completely eliminate the impact of errors in the transmission components on the workpiece processing.
Therefore, this system can achieve high processing accuracy. The design and adjustment of the closed-loop servo system have great difficulty, and the price of linear displacement detection elements is relatively expensive, mainly used in some high-precision boring and milling machines, ultra-precision lathes, and machining centers.
(3) Semi-closed Loop Control CNC Machine Tools
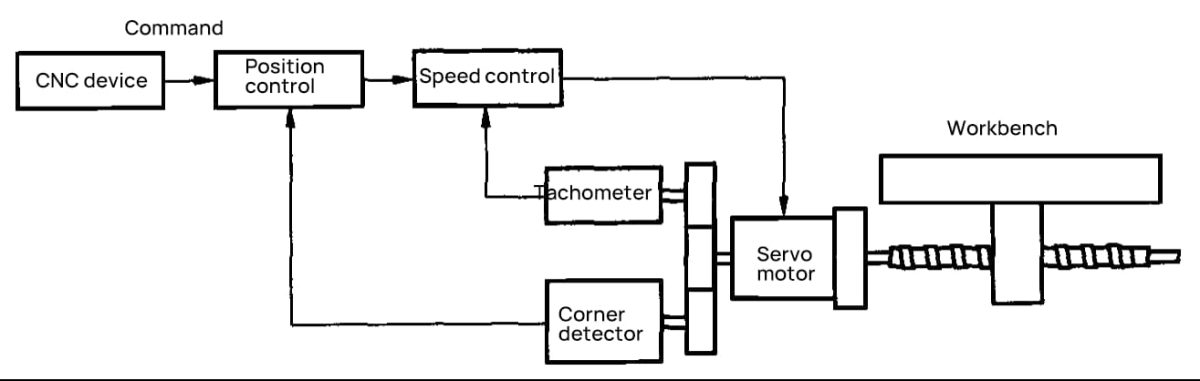
Semi-closed loop control CNC machine tools usually install the position detection elements on the shaft of the servo motor or the end of the ball screw but do not directly feedback the displacement of the machine tool.
Instead, they detect the rotation angle of the servo system and feed this signal back to the CNC device for instruction comparison, using the difference to control the servo motor. The semi-closed loop servo system is shown in Figure 1-8.
Figure 1-7: Closed-loop Servo System.
Figure 1-8 Semi-closed loop servo system
Because the feedback signal of the semi-closed loop servo system is taken from the rotation of the motor shaft, the mechanical transmission device in the system is outside of the feedback loop, and its stiffness, intermittence, and other nonlinear factors have no effect on the stability of the system, making it easy to debug.
Similarly, the positioning accuracy of the machine tool mainly depends on the accuracy of the mechanical transmission device.
However, modern CNC devices have lead error compensation and intermittent compensation functions, so it is not necessary to increase the precision of the various components of the transmission device very high.
The accuracy can be improved to a level acceptable by most users through compensation. In addition, linear displacement detection devices are much more expensive than angular displacement detection devices.
Therefore, except for large machine tools that require very high positioning accuracy or have special long travel requirements and cannot use ball screws, the vast majority of CNC machine tools use semi-closed loop servo systems.
3. Classification by Process Purpose
According to different process purposes, CNC machine tools can be divided into metal cutting CNC machine tools, metal forming CNC machine tools, CNC special processing machine tools, and other types of CNC machine tools.
(1) Metal cutting CNC machine tools Metal cutting CNC machine tools include CNC lathes, CNC drilling machines, CNC milling machines, CNC grinding machines, CNC boring machines, and machining centers.
Cutting machine tools were developed earliest, and currently there are many types with significant functional differences. Machining centers can achieve automatic tool changes.
These machine tools all have a tool library that can accommodate 10-100 tools. Their feature is that multiple processes can be completed by clamping the workpiece once.
In order to further improve production efficiency, some machining centers use double worktables, one for processing and the other for loading and unloading, and the worktable can be automatically exchanged.
(2) Metal forming CNC machine tools Metal forming CNC machine tools include CNC bending machines, CNC combination punching machines, and CNC rotary head press machines. This type of machine tool started later but has developed rapidly.
(3) CNC special processing machine tools CNC special processing machine tools include wire cutting machine tools, CNC electric discharge machines, flame cutting machines, and CNC laser cutting machine tools, etc.
(4) Other types of CNC machine tools Other types of CNC machine tools include CNC three-coordinate measuring machine tools, etc.
CNC machine tools can be classified into three grades: low, medium, and high, according to the different technical parameters, functional indicators, and key component function levels of the CNC system.
In China, they are also classified as full-featured CNC machine tools, popular CNC machine tools, and economical CNC machine tools.
These classification methods have relative boundaries, and the standards for division differ in different periods, mainly in the following aspects.
(1) CPU grade of the control system
Low-grade CNC systems generally use 8-bit CPUs, while medium and high-grade CNC systems use 16-bit or 64-bit CPUs. Some CNC devices now use 64-bit CPUs.
(2) Resolution and feed rate
Resolution is the smallest displacement unit that the displacement detection device can detect. The smaller the resolution, the higher the detection accuracy. It depends on the type and manufacturing accuracy of the detection device.
Generally, a resolution of 10μm and a feed rate of 8~10m/min are considered low-grade CNC machine tools; a resolution of 1μm and a feed rate of 10~20m/min are considered medium-grade CNC machine tools; and a resolution of 0.1μm and a feed rate of 15~20m/min are considered high-grade CNC machine tools.
Usually, the resolution should be one order of magnitude higher than the machining accuracy required by the machine tool.
(3) Servo system type
CNC machine tools with open-loop or stepping motor feeding systems are generally low-grade, while medium and high-grade CNC machine tools use semi-closed or closed-loop DC or AC servo systems.
(4) Coordinate linkage axis number
The number of coordinate linkage axes of CNC machine tools is also a commonly used indicator to distinguish the level of machine tools.
According to the number of coordinated axes controlled at the same time, they can be divided into 2-axis linkage, 3-axis linkage, 2.5-axis linkage (at any time, only two axes can be linked among the three axes, and the other axis is point or line control), 4-axis linkage, 5-axis linkage, etc.
The number of coordinated axes for low-grade CNC machine tools generally does not exceed 2 axes, while medium and high-grade CNC machine tools have 3-5 coordinated axes.
(5) Communication function
Low-grade CNC systems generally have no communication capabilities, while medium-grade CNC systems can have RS-232C or Direct Numerical Control (DNC) interfaces.
High-grade CNC systems can also have Manufacturing Automation Protocol (MAP) communication interfaces with networking capabilities.
(6) Display function
Low-grade CNC systems generally only have simple digital tube displays or single-color CRT character displays.
Medium-grade CNC systems have more complete CRT displays, which not only display characters but also have two-dimensional graphics, human-machine dialogue, status, and self-diagnosis functions.
High-grade CNC systems can also have three-dimensional graphics display, graphic editing, and other functions.
5. Classification by the composition of the CNC device
CNC machine tools can be classified into two types: hard-wired CNC systems and soft-wired CNC systems, according to the composition of the CNC device used.
(1) Hard-wired CNC system
Hard-wired CNC systems use hard-wired CNC devices. The input processing, interpolation calculation, and control functions are all realized by dedicated fixed combination logic circuits.
Different types of machine tools have different combination logic circuits. When changing or adding control and operation functions, it is necessary to change the hardware circuit of the CNC device.
Therefore, this system has poor universality and flexibility, long manufacturing cycle, and high cost. Before the early 1970s, most CNC machine tools belonged to this type.
(2) Soft-wired CNC system
Soft-wired CNC systems, also known as computer numerical control (CNC) systems, use soft-wired CNC devices. The hardware circuit of this type of CNC device is made up of small or micro computers and general or special large-scale integrated circuits.
Almost all of the main functions of the CNC machine tool are implemented by the system software, so the system software for different types of CNC machine tools is different.
Changing or adding system functions does not require changing the hardware circuit, only changing the system software.
Therefore, this system has higher flexibility. At the same time, since the hardware circuit is basically universal, it is conducive to mass production, improving quality and reliability, shortening manufacturing cycles, and reducing costs.
After the mid-1970s, with the development of microelectronics technology and the emergence of microcomputers, as well as the continuous improvement of integrated circuit integration, computer numerical control systems have been continuously developed and improved.
Currently, almost all CNC machine tools use soft-wired CNC systems.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
In this article, we'll explore the world of Japanese machine tool manufacturers, the unsung heroes behind many industrial innovations. Discover their cutting-edge technologies, time-tested expertise, and significant contributions to various…
Have you ever wondered about the giants of the CNC machine industry? In this fascinating blog post, we'll take a deep dive into the world of CNC manufacturing, exploring the…
In the rapidly evolving world of manufacturing, CNC machines have become indispensable. But with numerous manufacturers vying for attention, how do you choose the best? As an experienced mechanical engineer,…
Ever wondered why the same CNC machine can have wildly different production efficiencies? The secret lies in the fixtures! In this article, we’ll explore how choosing the right CNC fixtures…
Ever wondered how modern factories achieve such precision and efficiency? This article explores the fascinating world of Computer Numerical Control (CNC) systems, revealing how they revolutionize manufacturing. Discover the key…
Why does one CNC machine tool outperform another? The answer often lies in the clamps used. This article explores the selection of appropriate clamps to enhance CNC machine tool efficiency.…
Have you ever wondered how CNC machine tools are chosen for optimal performance? In CNC machining, the selection of cutting tools is crucial for efficiency and accuracy. This article dives…
Have you ever wondered how a CNC lathe can create such precise parts? In this article, we’ll explore the fascinating world of CNC lathes, focusing on the number of axes…
Ever wondered how the machines that shape our world are made? This article explores the top CNC lathe manufacturers, revealing the secrets behind their cutting-edge technology and global impact. Discover…