
Press Brake Tonnage Calculator (Online & Free)
Attention all metalworking enthusiasts! Are you tired of guessing the proper tonnage for your press brake? Look no further! In this blog post, we'll dive into the world of press…
Ever wondered how a press brake achieves such precise bends? This article explores the fascinating world of press brake axes, revealing the secrets behind their roles and functions. Learn how mastering these axes can elevate your metalwork to new levels of accuracy and efficiency. Get ready to uncover the mechanics that make perfect bends possible!


In press brake operation, a comprehensive understanding of the machine’s axes is crucial for achieving optimal efficiency and precision. Each axis, designated by letters or numbers such as X, R, V, Y1, Y2, Z1, and Z2, plays a specific role in the bending process. Mastery of these axes enables operators to execute complex bends with high accuracy and repeatability.
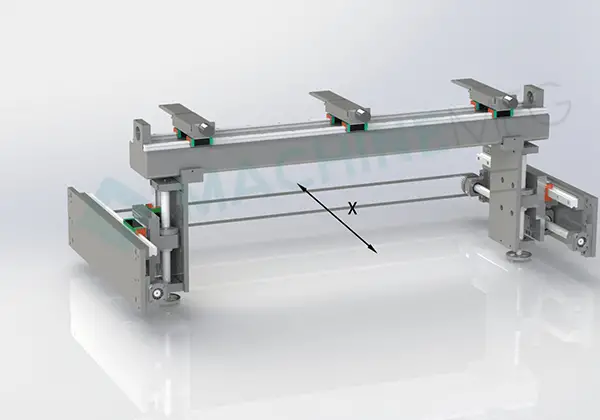
The X-axis controls the horizontal positioning of the back gauge, a critical component for workpiece alignment. By adjusting the X-axis, operators can precisely set the bend length and ensure consistent positioning of the material. This axis is fundamental for achieving dimensional accuracy in the final product.
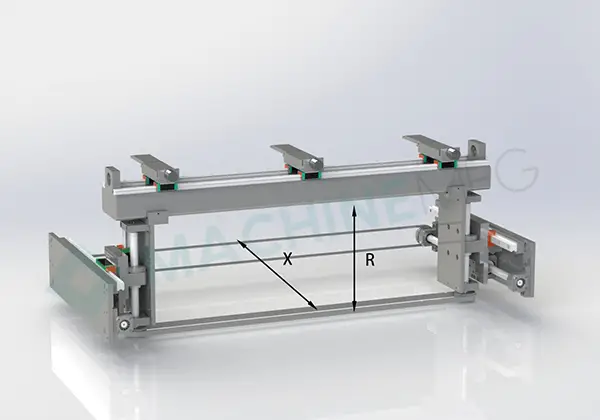
The R-axis governs the vertical movement of the back gauge. It allows for fine-tuning of the bending height, accommodating variations in material thickness or desired bend angles. The R-axis is essential for maintaining bend consistency across multiple parts and adapting to different material properties.
The V-axis relates to the die opening width, a crucial factor in determining the appropriate bending force. Proper V-axis adjustment, in conjunction with die selection, ensures optimal force distribution during the bending process. This minimizes springback, reduces the risk of over-bending, and contributes to the overall quality of the bend.
Y1 and Y2 axes control the synchronous or independent movement of the press brake’s ram (top beam). These axes are responsible for the precision and parallelism of the bending operation. By fine-tuning Y1 and Y2, operators can compensate for machine deflection, ensure uniform pressure distribution across the workpiece, and achieve consistent bend angles even in long parts.
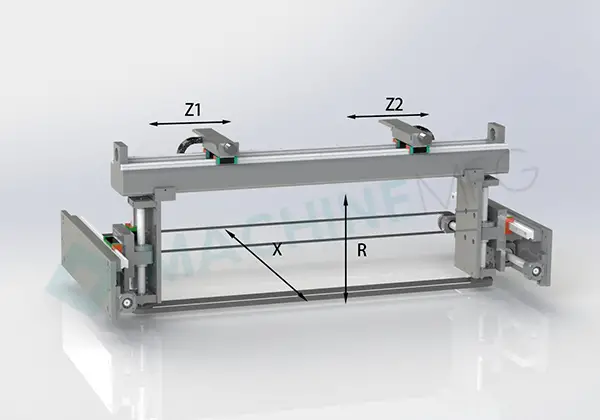
The Z1 and Z2 axes manage the lateral movement of the back gauge fingers. This functionality allows for complex part manipulation, enabling operators to create multiple bends on a single workpiece without manual repositioning. Z-axis adjustments are crucial for producing parts with varying flange lengths or asymmetrical designs.
Advanced press brakes may incorporate additional axes, such as the D-axis for crowning adjustment or the W-axis for auxiliary back gauge movement. These supplementary axes further enhance the machine’s versatility and precision, allowing for more complex bending operations and improved part quality.
Mastering the interplay between these axes is essential for optimizing press brake performance. Operators must consider factors such as material properties, part geometry, and desired tolerances when adjusting each axis. Modern CNC press brakes often feature automated axis control, but a deep understanding of axis functions remains crucial for programming, troubleshooting, and achieving superior bending results.
By leveraging the full capabilities of these axes, operators can significantly enhance productivity, reduce scrap rates, and produce complex parts with exceptional accuracy. This comprehensive control over the bending process is key to meeting the demanding tolerances of modern manufacturing and maintaining a competitive edge in precision sheet metal fabrication.

A press brake axis refers to the controlled motion and functional components within the press brake machine, governed by the machine’s controller. This term encompasses the various degrees of freedom and operational elements that enable precise bending and forming operations.
Press brake axes are typically designated based on their spatial orientation within the machine’s coordinate system. However, certain motions and functional components may be named according to industry conventions or international standards to ensure consistency and clarity across different manufacturers and regions.
The configuration of axes in a CNC press brake is tailored to meet specific process requirements for workpiece fabrication. Common axes include:
Advanced CNC press brakes may incorporate additional axes for enhanced precision and versatility, such as:
Understanding the function and interplay of these axes is crucial for optimizing press brake performance, achieving high-precision bends, and maximizing production efficiency in sheet metal fabrication processes.
Press brakes utilize multiple axes to control various aspects of the bending process. Each axis serves a specific function in achieving precise and accurate metal forming. The primary axes and their functions are as follows:
Y-Axis: Controls the vertical movement of the ram. Typically split into Y1 and Y2 axes:
X-Axis: Governs the back gauge positioning, controlling the depth of bend. Often includes:
R-Axis: Adjusts the height of the back gauge fingers. May include:
Z-Axis: Manages lateral movement of the back gauge fingers. Can include:
V-Axis: Controls deflection compensation, crucial for maintaining consistent bend angles across the workpiece length. Two primary methods:
Additional axes may include:
The Y1, Y2, and V axes are essential for all CNC press brakes, while the configuration of back gauge and material support axes can be customized based on specific manufacturing requirements.
Axis precision, particularly for Y1, Y2, and V, significantly impacts the final part quality, affecting both bend angle accuracy and overall straightness. However, it’s important to note that for thin sheets (< 3mm), material properties such as thickness tolerance, uniformity, and rolling direction also play a critical role in achieving precise bends.
When selecting a press brake configuration, manufacturers should carefully consider their production needs, part complexity, and required accuracy to determine the optimal axis setup for their specific applications.
In the context of press brake machinery, the “+1” axis consistently refers to the crowning axis, denoted as the V axis. This axis is crucial for compensating for beam deflection and ensuring uniform bending along the workpiece. The Y1 and Y2 axes control the vertical movement of the left and right hydraulic cylinders independently, allowing for precise ram positioning and parallelism adjustment.
The numerical configurations of 3+1, 4+1, 6+1, and 8+1 axes represent increasingly sophisticated press brake systems, each offering enhanced control and versatility:
Y1 – The Y1-axis governs the vertical motion of the left side of the upper die relative to the workpiece surface. This axis precisely controls the elevation and descent of the left portion of the upper die, enabling accurate bending force application and maintaining proper alignment during the forming process.
Y2 – The Y2-axis manages the vertical movement of the right side of the upper die relative to the workpiece surface. Working in tandem with Y1, this axis ensures synchronized control of the upper die’s right section, allowing for uniform pressure distribution and the ability to perform tapered bends when required.
X – The X-axis directs the horizontal positioning of the back gauge relative to the centerline of the lower die. This axis facilitates precise material placement by controlling the back gauge’s forward and backward movement, crucial for achieving accurate bend locations and maintaining consistent flange lengths across multiple parts.
V – The V-axis, often referred to as the auxiliary or “plus” axis, regulates the vertical adjustment of the lower die relative to the workpiece surface. This axis enables fine-tuning of the die opening, allowing for optimal bending angles, compensation for material springback, and adaptation to varying material thicknesses without changing tooling.
Y1 – The Y1-axis governs the vertical displacement of the upper die’s left side relative to the workpiece surface. This axis precisely controls the left side’s height during the press brake’s up and down motion, enabling accurate bending force application and ensuring parallelism with the Y2-axis for consistent bend angles across the workpiece.
Y2 – The Y2-axis manages the vertical movement of the upper die’s right side relative to the workpiece surface. Working in tandem with Y1, this axis maintains the upper die’s levelness and controls the right side’s height throughout the bending cycle, crucial for achieving uniform pressure distribution and bend quality along the entire length of the workpiece.
X – The X-axis directs the horizontal positioning of the back gauge relative to the lower die’s centerline. This axis facilitates precise workpiece placement by controlling the back gauge’s forward and backward movement, allowing for accurate bend line positioning and enabling complex multi-bend operations with tight tolerances.
R – The R-axis regulates the vertical positioning of the back gauge relative to the lower die surface. By controlling the back gauge’s height, this axis accommodates varying material thicknesses and bend geometries, ensuring consistent flange lengths and enabling the production of parts with stepped or tapered profiles.
V – The V-axis, often considered a supplementary axis, controls the vertical movement of the lower die relative to the work surface. This axis allows for fine-tuning of the die gap, critical for optimizing bending force distribution, minimizing springback, and accommodating different material properties and thicknesses without changing the upper die position.
Y1-The Y1-axis governs the vertical displacement of the upper die’s left side relative to the workpiece surface. This axis precisely controls the left side’s height during the die’s up and down motion, enabling accurate bending force application and ensuring uniform pressure distribution across the workpiece.
Y2-The Y2-axis manages the vertical movement of the upper die’s right side relative to the workpiece surface. Working in tandem with Y1, this axis ensures synchronized height control of the right side, allowing for precise parallelism adjustment and compensating for potential deflection during bending operations.
X-The X-axis orchestrates the horizontal traversal of the back gauge relative to the lower die’s centerline. This axis facilitates accurate material positioning by controlling the back gauge’s forward and backward movement, crucial for achieving consistent bend locations and maintaining dimensional accuracy in complex parts.
R-The R-axis directs the vertical positioning of the back gauge relative to the lower die surface. By controlling the back gauge’s height, this axis enables adaptive positioning for varying material thicknesses and bend geometries, ensuring optimal support and alignment during the bending process.
Z1-The Z1-axis regulates the lateral movement of the back gauge’s left side. This axis allows for independent adjustment of the left finger position, enabling asymmetrical part positioning and facilitating the creation of complex bend sequences in sheet metal fabrication.
Z2-The Z2-axis manages the lateral movement of the back gauge’s right side. Working in conjunction with Z1, this axis provides flexible positioning capabilities for the right finger, allowing for precise alignment of irregularly shaped workpieces and enabling the production of parts with varying widths.
V-The V-axis controls the vertical adjustment of the lower die relative to the work surface. This axis enables fine-tuning of the bending angle by altering the effective die opening, allowing for compensation of material springback and facilitating the production of acute and obtuse angles with high precision.
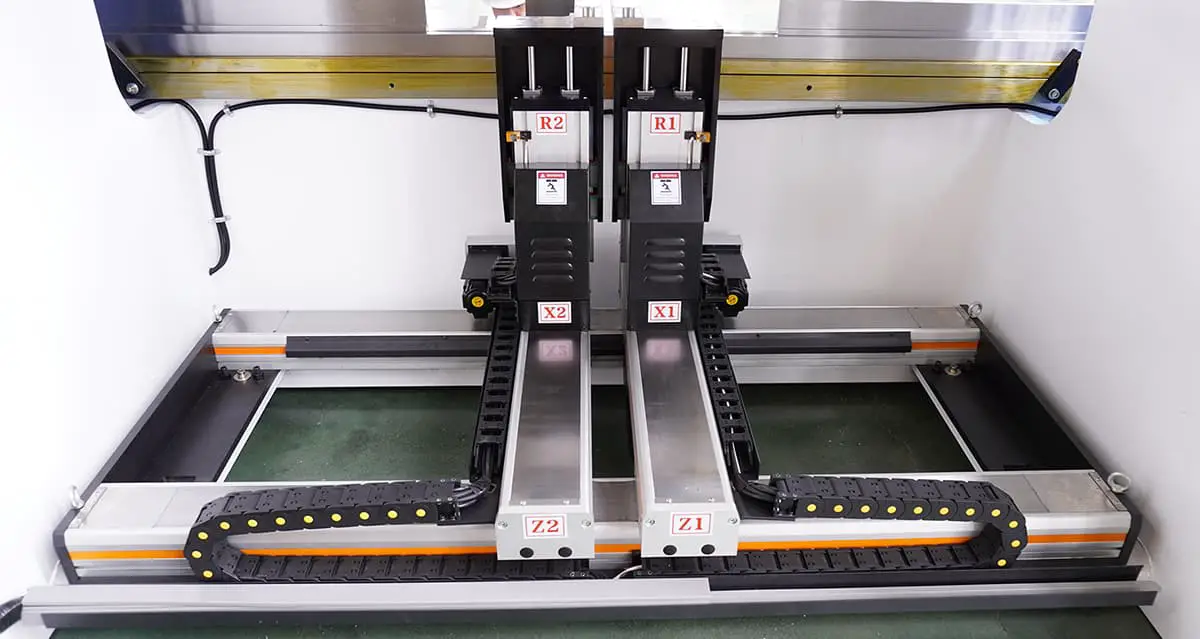
Y1 – The Y1-axis governs the vertical displacement of the upper die’s left side relative to the workpiece surface. This axis precisely controls the left side’s height during the bending cycle, ensuring accurate and consistent forming pressure distribution.
Y2 – The Y2-axis manages the vertical movement of the upper die’s right side relative to the workpiece surface. Working in tandem with Y1, this axis enables synchronized or differential die movement, crucial for creating complex bends or compensating for material springback.
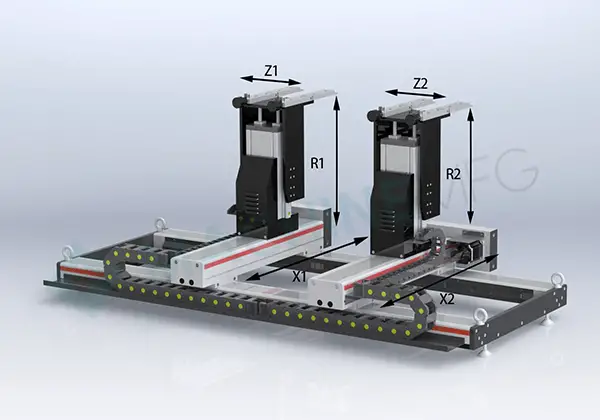
X1 – The X1-axis controls the horizontal positioning of the back gauge’s left side relative to the lower die. This axis facilitates precise workpiece placement, allowing for accurate bend lines and repeatability in multi-step forming operations.
X2 – The X2-axis directs the horizontal movement of the back gauge’s right side relative to the lower die. Working in conjunction with X1, it enables independent or synchronized gauge adjustments, essential for handling asymmetrical parts or varying flange lengths.
R1 – The R1-axis manages the vertical adjustment of the left back gauge relative to the lower die surface. This axis allows for dynamic height changes, crucial for multi-bend sequences and accommodating different material thicknesses without reconfiguration.
R2 – The R2-axis controls the vertical positioning of the right back gauge relative to the lower die surface. Complementing R1, it enables independent gauge height adjustments, vital for creating complex profiles or compensating for material variations.
Z1 – The Z1-axis governs the lateral movement of the back gauge’s left side. This axis facilitates precise positioning for varying part widths and enables the creation of tapered or non-linear bends when used in conjunction with Z2.
Z2 – The Z2-axis manages the lateral movement of the back gauge’s right side. Working with Z1, it allows for dynamic width adjustments, essential for handling parts with varying dimensions or creating specialized bend geometries.
V – The V-axis controls the vertical positioning of the lower die relative to the work surface. This axis enables fine-tuning of the bending angle, compensates for tool wear, and facilitates quick die changes, enhancing overall process flexibility and efficiency.

As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.







