Ever wondered why your press brake isn’t working smoothly? This article dives into common faults of press brakes, such as the motor not starting, ram issues, and slow bending speeds. By exploring the causes and solutions, you’ll learn how to troubleshoot and maintain your press brake effectively, ensuring optimal performance and reducing downtime. Discover practical tips and detailed analyses to keep your machine running smoothly.
The main motor starting circuit may have failed due to reasons such as the emergency stop button not being released, loose cable wiring, or a 24V control power supply issue.
Components in the starting part of the main motor may have failed, such as thermal relays, circuit breakers, or AC contactors that provide overload protection.
There may be a power supply problem.
Solution:
Check whether the main motor starting circuit has an emergency stop button, ensure it is released, and check for loose wiring and issues with the 24V control power supply.
Check for overload protection components in the starting circuit of the main motor. If such components exist, analyze the causes of the failure and check for any damage.
Verify the normal operation of the three-phase power supply.
The ram may not be at the top dead center position.
Failure of foot switch, relay, and other components.
The proportional servo valve may be faulty.
Solution:
Check if the ram guide rail is suitable.
Check if there is a cursor at the actual position of X on the system, or confirm if the programmed value of the backgauge shaft is consistent with the actual value in the manual interface.
The status of the Y-axis on the system should be “1”. If it is “6”, check the actual coordinates of the Y-axis, and the value should be less than the difference between Y-axis and return.
Check if the foot switch, relay, and other signals are normal according to the electrical schematic diagram.
Check if the feedback of the proportional servo valve is normal.
The ram move to bend or the bending speed is very slow
Cause analysis:
The ram may not reach the speed conversion point.
The parameter setting of the Y-axis bending part of the system may not be good.
Insufficient pressure, such as programming operation, machine tool parameter setting, hydraulic pressure, etc.
Solution:
Check if the status of the Y-axis changes from “2” to “3”, and the actual value of the Y-axis should be greater than the value of the speed conversion point. If not, adjust the parameters of fast forward.
Readjust some parameters of Y-axis bending.
Check if it is caused by programming operation, parameter setting, or hydraulic pressure. With the help of pressure gauge and multimeter, first detect the signals of main pressure and proportional pressure valve, then check if the proportional pressure valve and main pressure reducing valve are stuck, then check the filter element and oil fluid, and finally check the oil pump and its coupling.
Sometimes the ram cannot return when bending
Cause analysis:
During no-load, the ram may not be able to return due to a parameter problem or hydraulic failure.
Cannot return during processing, and the workpiece angle does not reach the set value.
Cannot return during processing, and the workpiece angle has exceeded the set value.
Solution:
Debug some parameters of the Y-axis bending. The bending parameters should be adjusted according to the actual situation.
If the gain is too small, the ram will not fold or fold in place, and if the gain is too large, the ram will shake. The parameters should be adjusted so that the ram does not shake during action, and the gain should be as large as possible.
Alternatively, check if the left and right valve offsets are set correctly in the diagnostic program. If the Y-axis is too small, it will not be in place, and if the Y-axis is too large, it will not be unloaded.
If it is a hydraulic fault, check the main pressure and see if the PV valve S5 is always in the power-on position.
The parameter gain of the Y-axis bending part may be set too small and can be increased appropriately. Or the pressure may not be enough. Analyze the reasons for the insufficient pressure, whether it is due to programming reasons or signal and hydraulic parts.
Programming reasons mainly include die selection, plate thickness, material, workpiece length, bending mode, etc. Hydraulic reasons mainly include whether the oil pump leaks, whether the proportional pressure valve is polluted or damaged, whether the filter element is blocked, and whether the oil has been polluted.
Mainly for programming and operation reasons, check the programmed and processed workpieces.
Poor ram movement
Cause analysis:
Improper tightness of the ram guide rail.
The lock nut of the ram is loose.
Machine tool parameters need to be adjusted.
The gain and zero position of the proportional servo valve amplifier need to be adjusted.
The pressure setting of the back pressure valve is incorrect, or both sides are unbalanced. If the back pressure setting is too small, the ram will slide slowly and shake during work progress. If the back pressure is unbalanced on both sides, the ram will twist when running.
Solution:
Readjust the guide rail clearance.
Re-lock. If the lock nut fits too loosely with the screw, it needs to be replaced.
If there is a reference curve, adjust it according to the reference curve.
Only Bosch and Rexroth valves are adjustable, but caution is required.
Use the pressure gauge to adjust the pressure of the back pressure valve and make both sides consistent.
Sometimes the main motor stops automatically and is protected by thermal relay and circuit breaker
Cause analysis:
The proportional pressure valve and main pressure reducing valve are stuck, and the press brake is always pressurized.
The filter element is blocked, the oil outlet is not smooth, and the pressure of the oil pump is always very high.
The oil has been used for too long and has been polluted.
Poor oil quality.
If the circuit breaker and thermal relay fail to reach the rated current, they will activate.
The system control pressure output part fails and sends out wrong signals to make the proportional pressure valve work all the time.
Solution:
Clean the proportional pressure valve and main pressure reducing valve.
Replace the filter element and check the degree of oil contamination.
Replace the oil immediately and replace the oil filter element.
Replace with the recommended oil.
Replace the circuit breaker and thermal relay.
Check the system output.
Any valve stuck
Cause analysis:
The oil has been used for too long and has been polluted.
Poor oil quality.
Whether the rubber skin at the oil inlet in the oil tank is aged.
Solution:
The customer is advised to change the oil on time.
Replace with the recommended oil.
Replace the oil-resistant rubber plate.
Cylinder slide down
Cause analysis:
Dirty or damaged back pressure valve and lifting valve.
Small back pressure.
Gripe ring is strained and worn.
The inner wall of the oil cylinder is strained.
If the ram stops at any position and slides slowly, it is normal if it slides less than 0.50mm in 5 minutes. This phenomenon is mainly caused by the characteristics of hydraulic oil.
Solution:
Clean the back pressure valve and lift valve, and replace them if damaged.
Readjust the pressure of the back pressure valve according to the standard.
Replace the gripping ring and check the causes of gripping and wear of the gripping ring.
Generally, replace the cylinder barrel and sealing ring due to oil pollution.
No treatment required.
When pressing the die, the height of both sides is inconsistent
Cause analysis:
The back pressure on both sides is inconsistent, and the back pressure setting may be too high.
Solution:
Adjust the back pressure on both sides to the specified value and keep it consistent.
The waiting time at the speed conversion point is too long when the ram is moving
Cause analysis:
The oil suction port in the oil tank leaks.
If the charging valve fails, the valve core may be stuck due to improper installation, or the spring tension may not be enough.
Y-axis work progress parameters are not set properly.
Solution:
Check the sealing of the rubber plate and reinstall the cover plate.
Check the installation of the filling valve, check the action of the valve core, and check the spring tension.
Adjust the working progress parameters of the Y-axis.
The length angle of the workpiece changes too much during bending
Cause analysis:
Improper inertia parameter setting of the machine.
Material of bending.
Solution:
Readjust the inertia parameters of the machine.
Check the material of the plate.
When the workpiece has multiple bends, the dimension error of the accumulated error is too large
Cause analysis:
There are many bends in the workpiece, resulting in large cumulative error.
Unreasonable bending sequence.
Solution:
Fine-adjust the accuracy of each bend to make the angle as negative as possible and the size as accurate as possible.
Adjust the bending sequence when possible.
The pressure automatically calculated by the system is greater than the die impedance;
Cause analysis:
Unreasonable selection of the lower module during programming.
The impedance setting of the die is incorrect.
The bending mode is not selected correctly during programming.
The parameters of machine tool constants are modified, such as material parameters, unit selection, and other parameters.
Solution:
Select the die according to the relationship between plate thickness and lower die opening.
Correctly set the die impedance.
Check the program.
Check the machine constant parameters.
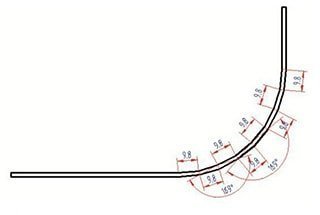
When programming large arc bending, the system calculation is very slow or crashes;
Cause analysis:
The X value set during programming exceeds the maximum value of the X-axis in the parameter.
Solution:
Check the program.
Oil temperature too high
Cause analysis:
Hydraulic failure, such as a blocked filter element, oil pollution, deterioration, etc.
Working under high pressure for a long time.
Solution:
Check the filter element and oil, and replace if necessary.
Check whether the reason for long-time high-voltage work is actual need or other reasons.
Inaccurate angle of machined workpiece
Cause analysis:
If the error is very large, it may be a programming error, loose ram connection, grating ruler failure, etc.
It is normal if there is a little error and can be corrected on the system. If it can work stably after correction, it is normal.
The angle is unstable and often changes, which may be related to the loose connection of the ram, failure of grating ruler, material, etc.
Solution:
Check the running program, focusing on whether the mold, material, plate thickness, workpiece length, and bending mode in the program are consistent with the actual operation, whether the ram connection is loose, and whether the grating ruler connection is firm.
Normally, there is a little error, which can be caused by many reasons, such as the error between the programmed material thickness and the actual thickness, material uniformity, die wear, operation, and other reasons.
Check the Y-axis repeated positioning accuracy and check whether the ram connection and grating ruler connection are normal. If normal, it is likely related to the material.
Inaccurate size of processed workpiece
Cause analysis:
The size is unstable and often changes, which may be related to machine tool power supply, servo drive, servo motor encoder and related cables, systems, lead screw mechanical connection, synchronous belt (wheel), etc.
The dimension is deviated but stable, which is mostly related to the parallelism, straightness, parallelism, and perpendicularity of the backgauge beam.
When positioning with the bending edge, the bending angle is greater than 90°, resulting in a small size.
Solution:
Check the repeated positioning accuracy of the rear retaining shaft, which is generally less than 0.02mm. If the difference is large, check the possible factors one by one. If it is caused by servo drive, servo motor encoder, system, etc., it is best to be handled by the manufacturer.
First check the parallelism and straightness of the beam, and then check the parallelism and perpendicularity of the stop finger.
If the bending edge is used for positioning, try to make this bend no more than 90°.
As the founder of MachineMFG, I have dedicated over a decade of my career to the metalworking industry. My extensive experience has allowed me to become an expert in the fields of sheet metal fabrication, machining, mechanical engineering, and machine tools for metals. I am constantly thinking, reading, and writing about these subjects, constantly striving to stay at the forefront of my field. Let my knowledge and expertise be an asset to your business.
Attention all mechanics and engineering enthusiasts! Have you ever wondered about the ins and outs of operating a press brake machine? In this blog post, we'll dive into the world…
Ever wondered why your sheet metal projects don’t always turn out as planned? This article explores the common issues encountered during sheet metal bending and forming, from edge irregularities to…
How do you ensure precision and safety while using a press brake? This article offers 22 essential tips for optimizing press brake performance, covering topics like die selection, mold installation,…
Ever struggled with press brake punch and die installation? This guide offers step-by-step instructions to ensure precise alignment and secure setup, minimizing errors and downtime. You'll learn essential tips for…
Have you ever wondered how metal parts are bent into various shapes? In this fascinating article, we'll delve into the art and science of bending in metal stamping. Our expert…
Have you ever considered what holds up the street lights that guide our way home? In this blog, we’ll explore the fascinating world of light poles, from their materials and…
Bending tubes precisely requires understanding specific guidelines and parameters. How do you ensure a smooth, accurate bend every time? This article explores the crucial aspects of tube bending, including machine…
Ever wondered how precision in metalworking is achieved? The offset punch and die method is a key technique that allows for precise adjustments in offsets, essential for creating specific metal…
Have you ever wondered how to form precise arcs in sheet metal? This article breaks down the process, whether you're working with small or large radii. You'll learn about the…