Wasserabschrecken vs. Ölabschrecken: Was ist der Unterschied bei 35CrMo-Stahl?
Was sind die Unterschiede zwischen Wasser- und Ölabschrecken bei 35CrMo-Stahl? In diesem Artikel werden die unterschiedlichen Auswirkungen dieser beiden Verfahren auf die Stahlhärte und die mechanischen Eigenschaften untersucht. Durch den Vergleich der Ergebnisse beider Verfahren beleuchtet der Artikel, welches Verfahren für bestimmte Fertigungsanforderungen besser geeignet ist. Die Leser erhalten Einblicke in den optimalen Abschreckprozess, in das Gleichgewicht zwischen Festigkeit und Flexibilität und in die wirtschaftlichen Vorteile der beiden Verfahren.
35CrMo-Stahl, ein in den Teilen unseres Unternehmens häufig verwendetes Material, wird normalerweise entweder durch Ölkühlung oder durch Wasserabschrecken mit Ölkühlung vergütet. Da jedoch der Mehrzweckofen der Produktionslinie in Betrieb genommen wurde, ist er nicht in der Lage, den Prozess der Wasserabschreckung mit Ölkühlung abzuschließen.
Infolgedessen weisen die ölgehärteten Werkstücke, insbesondere solche mit gewalzten Stäben ohne Oberflächenbearbeitung, eine niedrige Härte auf und erfüllen die Ziehanforderungen nicht. Dies erfordert ein zweites Abschrecken, was sich negativ auf die Leistung der Teile auswirkt, die Produktionskosten erhöht und zu unnötigen Verlusten führt.
Eine Analyse hat ergeben, dass die geringe Härte in erster Linie auf eine unzureichende Abkühlgeschwindigkeit zurückzuführen ist. Auf der Grundlage einschlägiger Daten und der Produktionserfahrung anderer Wärmebehandlungsanlagen kann die Abkühlung von 35CrMo-Stahlstäben mit Sole die Abkühlungsgeschwindigkeit erhöhen.
Da unser Unternehmen bei der Herstellung von 35CrMo-Stahlstäben bisher keine Wasserabschreckung angewendet hat, müssen wir sowohl die Wasserabschreckung als auch die Ölabschreckung testen und ihre mechanischen Eigenschaften vergleichen, bevor wir uns für die Wasserabschreckung von 35CrMo-Stahlstäben entscheiden.
1. Festlegung des Prüfplans
(1) Testmaterialien
Das Prüfmaterial ist 35CrMo Stahlstange von unserem Unternehmen hergestellt( φ 60mm), siehe Tabelle 1 für die chemische Zusammensetzung.
Tabelle 1 Chemische Zusammensetzung von 35CrMo Stabstahl (Massenanalyse) (%)
Projekt
C
Si
Mn
Cr
Mo
S
P
Cu
Ni
Nationale Norm
0.32~0.40
0.17~0.37
0.40~0.70
0.80~1.10
0.15~0.25
≤0.035
≤0.035
≤0.30
≤0.30
Materialien testen
0.36
0.26
0.56
0.99
0.17
0.03
0.02
0.1
0.1
(2) Prüfgeräte und -ausrüstung
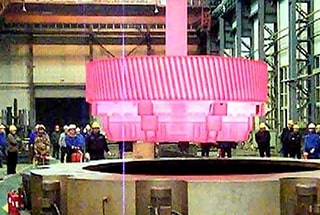
Die Produktionslinie für Mehrzweck-Ofenprüfgeräte ist in Abbildung 1 dargestellt. Die elektronische Universalprüfmaschine wird mit dem Rockwell-Härteprüfgerät und dem Mikrocomputer CMT8202 gesteuert.
Abb. 1 Produktionslinie für Mehrzwecköfen
(3) Prüfverfahren
Der Test besteht aus zwei Teilen: einem Vergleich der Tiefe der gehärteten Schicht zwischen zwei Abschreckmethoden.
Die Proben beider Abschreckmethoden werden einem Zugversuch unterzogen, und die Ergebnisse ihrer Zugfestigkeit und Dehnung werden verglichen.
2. Testverfahren und Ergebnisanalyse
2.1 Härtetiefe
Nehmen Sie eine φ60mm Stange als Testmuster und führen Sie eine Ölabschreckung und eine Wasserabschreckung durch.
35CrMo-Stahlstäbe können in Öl und Wasser abgeschreckt werden, und die Härte kann durch die Einstellung der Anlasstemperatur auf 28-30HRC eingestellt werden.
(1) Ölabschreckung
Abschrecken 860 ℃, Halten für 45min, Ölkühlung auf 150 ℃;
Anlassen bei 520 ℃, 90 Minuten halten und an der Luft auf Raumtemperatur abkühlen. Die Prozesskurve ist in Abb. 3 dargestellt.
Abb. 3 Prozesskurve der Ölabschreckung
(2) Wasserabschreckung
Abschrecken 860 ℃, Halten für 45min, Wasserkühlung auf 150 ℃;
Anlassen bei 580 ℃, 90 Minuten halten und an der Luft auf Raumtemperatur abkühlen. Die Prozesskurve ist in Abb. 4 dargestellt.
Abb. 4 Prozesskurve der Wasserabschreckung
Der Probestab wird zu einer Zugprobe für den Zugversuch verarbeitet, und die Ergebnisse sind in Tabelle 3 aufgeführt.
Aus Tabelle 3 ist ersichtlich, dass die Festigkeit nach der Wasserabschreckung relativ hoch und die Zähigkeit relativ niedrig ist, wobei die Unterschiede insgesamt gering sind.
Aus den Testergebnissen lässt sich ableiten, dass sich zwar die Zugfestigkeit deutlich verbessert hat, die Dehnung jedoch bei gleicher Oberflächenhärte abgenommen hat. Dies ist auf die schnelle Abkühlgeschwindigkeit bei der Wasserabschreckung zurückzuführen, die zu einer tief gehärteten Schicht und einer hohen Härte führt.
Diese Lösung behebt das Problem der unzureichenden Härte von 35CrMo-Stahlstäben nach dem Ölabschrecken.
3. Vorteilsanalyse
Die Umstellung einiger 35CrMo-Stahlteile auf ein Wasserabschreckverfahren kann nicht nur die Produktionsanforderungen erfüllen und die Nacharbeitsquote senken, sondern auch Kosten sparen. Die Stromeinsparungen entsprechen den Stromkosten für die Nacharbeit plus den durch das bestehende Verfahren eingesparten Stromkosten. Die Berechnung lautet wie folgt: Stromeinsparung = (209 × 1,5 + 78 × 3) × 120 (ca. 120 Läufe der 35CrMo-Stahlproduktion pro Jahr) × 10% × 1,2 + 91 (Leistung der Waschanlage) × 0,5 × 120 × 1,2 Yuan = 14436 Yuan.
Eingesparte Arbeitskosten = (eingesparte Zeit+Nacharbeitszeit) × Anzahl der Bediener × Jahresproduktionsofen × Stückpreis der Arbeitsstunde=(0,5+4,5×10%)×2×120×8,571yuan = 1954yuan.
Zusätzlich zu diesen Vorteilen ist die Nacharbeitsquote deutlich gesunken, was zu einer Verbesserung der Arbeitseffizienz und einer Senkung der Produktionskosten führt. Darüber hinaus führen die Verwendung einer niedrigeren Abschrecktemperatur und die Beseitigung von Ölrauch, der beim Abschrecken des Materials durch Ölkühlung entsteht, zu verbesserten wirtschaftlichen Vorteilen sowie zu Energieeinsparungen und geringeren Emissionen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie man Stahl unglaublich stark und gleichzeitig flexibel machen kann? In diesem Blogbeitrag erfahren Sie mehr über die faszinierende Welt des Abschreckens, einem...
Warum werden Stahlteile vergütet? Dieses entscheidende Wärmebehandlungsverfahren verbessert die Festigkeit, Plastizität und Zähigkeit von Stahl und macht ihn für anspruchsvolle Anwendungen geeignet. Durch das Verständnis der...
Haben Sie sich jemals gefragt, warum Abschrecköl bei der Wärmebehandlung so wichtig ist? Dieser Artikel befasst sich mit den Grundsätzen und Methoden für die Auswahl des richtigen Abschrecköls und hebt seine Rolle bei der Steuerung der Kühlung hervor...
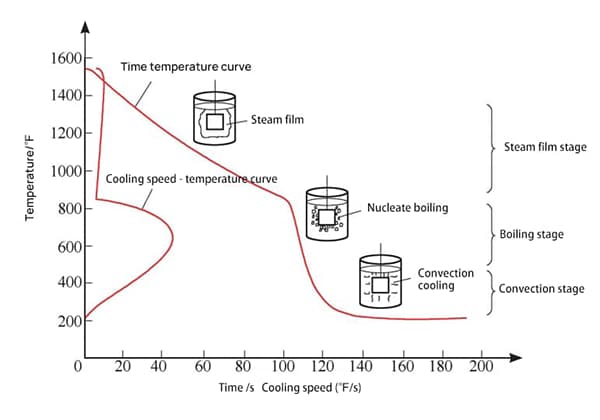
Warum kühlen manche Metalle beim Abschrecken ungleichmäßig ab, was zu Defekten führt? Das Phänomen der Dampffilmbildung beim Abschrecken ist ein entscheidender Faktor. In diesem Artikel wird untersucht, wie der Dampffilm...
Haben Sie sich jemals gefragt, warum das beim Abschrecken verwendete Kühlmedium so entscheidend ist? Die Wahl des richtigen Kühlmediums für das Abschrecken kann über die innere Qualität und die Form des...
Haben Sie sich jemals gefragt, warum Ihre abgeschreckten Teile nicht die erwartete Härte aufweisen? Dieses häufige Problem bei Wärmebehandlungsprozessen kann die Leistung Ihrer Bauteile erheblich beeinträchtigen. Dieser Artikel taucht...
Haben Sie sich schon einmal gefragt, was die komplizierten Formen, die für Alltagsgegenstände verwendet werden, so präzise und haltbar macht? Dieser Artikel befasst sich mit den 24 am häufigsten verwendeten Metallwerkstoffen für die Formenherstellung....
Haben Sie sich jemals gefragt, warum bei der Herstellung von Metallteilen Risse auftreten? In diesem aufschlussreichen Blogbeitrag tauchen wir in die faszinierende Welt der Schmiederisse, der Risse durch Wärmebehandlung und der...
Warum sind hochfeste Schrauben in der modernen Technik so wichtig? Da Maschinen und Strukturen immer leistungsfähiger und komplexer werden, steigen die Anforderungen an Schrauben exponentiell. Dieser Artikel befasst sich mit den Werkstoffen...