42CrMo-Schmiedestahl: Analyse und Verbesserung der abnormalen Struktur
1. Vorwort 42CrMo ist ein legierter Baustahl mit mittlerem Kohlenstoffgehalt, der für seine umfassenden mechanischen Eigenschaften, seine hervorragende Härtbarkeit und sein breites Anwendungsspektrum bekannt ist. Er wird häufig in der Maschinenindustrie zur Herstellung von Zahnrädern, Pleuelstangen, hochfesten Bolzen und anderen wichtigen Komponenten verwendet. 42CrMo-Schmiedestahl wird von einem Stahlwerk geliefert. Der Herstellungsprozess umfasst [...]
42CrMo ist ein legierter Baustahl mit mittlerem Kohlenstoffgehalt, der für seine umfassenden mechanischen Eigenschaften, seine hervorragende Härtbarkeit und sein breites Anwendungsspektrum bekannt ist. Er wird häufig in der Maschinenindustrie zur Herstellung von Zahnrädern, Pleuelstangen, hochfesten Bolzen und anderen wichtigen Komponenten verwendet.
42CrMo-Schmiedestahl wird von einem Stahlwerk geliefert. Der Herstellungsprozess umfasst das Raffinieren außerhalb des Ofens, das Gießen zu Blöcken, das Schmieden zu Vormaterial und schließlich das Normalisieren.
Ein Unternehmen hat diese Charge geschmiedeter Rohlinge für die Herstellung einer Wickelwelle in einer Umspulanlage für die Bandproduktion erworben. Das endgültige Wärmebehandlungsverfahren für das Produkt wird sein Abschrecken und Anlassen.
Die erforderlichen mechanischen Eigenschaften sind eine Zugfestigkeit von 900 bis 1100 MPa, eine Streckgrenze von mindestens 650 MPa und eine Schlagabsorptionsenergie von mindestens 40 J.
Bei einer Rohmaterialprüfung wurde festgestellt, dass die makro- und mikrometallografischen Strukturen anormal waren. Es wurde vorläufig festgestellt, dass der Schmiederohling nicht normalisiert war.
In diesem Beitrag werden wir Methoden und Möglichkeiten zur Verbesserung der Qualität des Schmiedevormaterials auf der Grundlage physikalischer und chemischer Testergebnisse diskutieren und analysieren. Es werden mehrere Wärmebehandlungspläne formuliert.
2. Physikalische und chemische Prüfung
1. Analyse der chemischen Zusammensetzung
Bei dem Testmaterial handelt es sich um 42CrMo-Schmiedestahl, der nach den Anforderungen für hochwertigen legierten Baustahl (GB/T3077-2015) als akzeptabel eingestuft wurde.
Die in Tabelle 1 dargestellten Testergebnisse wurden mit einem Spectrolab-Spektrometer erzielt und entsprechen den Standardanforderungen.
Tabelle 1: Chemische Zusammensetzung (Massenanteil) der Schmiedevormaterialprobe
Element
Standardwert
Gemessener Wert
C
0.38~0.45
0.45
Si
0.17~0.37
0.26
Mn
0.50~0.80
0.74
Cr
0.90~1.20
1.09
Mo
0.15~0.25
0.22
P
≤0.020
0.018
S
≤0.020
0.012
2. Metallographische Untersuchung
Die Rohstoffe im Lager wurden einer metallografischen Prüfung unterzogen.
Die Probe wurde gemäß den Anforderungen der GB/T 13298-2015 entnommen, in der die Methode zur Prüfung der metallischen Mikrostruktur beschrieben ist. Die Makrogefügefehler und nicht-metallisch Einschlüsse wurden anhand des GB/T 1979-2001 Makrostruktur-Fehlerbewertungsdiagramms für Baustahl und der GB/T 10561-2005 bewertet, die die Bestimmung des Gehalts an nichtmetallischen Einschlüssen in Stahl beschreibt.
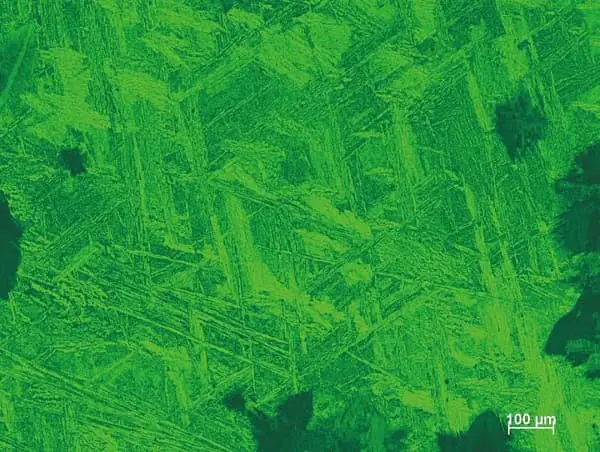
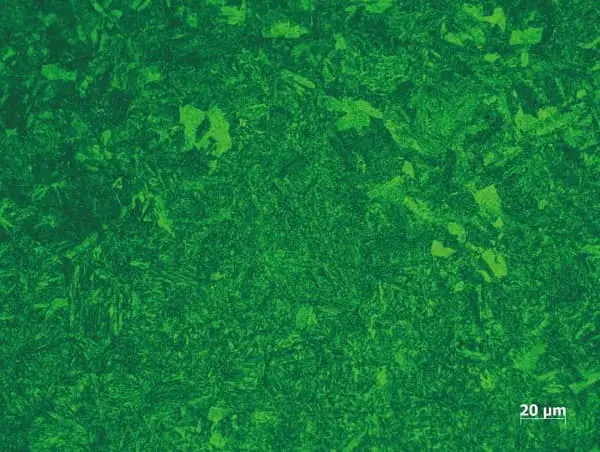
Die Makromorphologie ist in Abbildung 1 und das Mikrogefüge in Abbildung 2 dargestellt. Die Testergebnisse sind in Tabelle 2 aufgeführt.
Abb. 1 Prüfung einer Schmiederohlingsprobe bei geringer Vergrößerung (1:1 industrielle Salzsäure-Heißkorrosion)
a) Grober netzförmiger Ferrit
b) Ein Teil des Gewebes ist Sorbit
c) Ein Teil des Gewebes besteht aus Perlit + einer kleinen Menge Bainit und Ferrit
d) Ein Teil des Gewebes ist grob
Abb. 2 Metallographische Struktur der Schmiederohlingsprobe
Tabelle 2: Metallographische Prüfergebnisse der Probenahme von Schmiedeblöcken
Testaufgaben:
Ergebnis der Erkennung
Fehler bei geringer Vergrößerung
Im Allgemeinen ist die Porosität Grad 1, und der Dendrit auf der Testoberfläche ist grob und weist eine starke Entmischung auf.
Die Gewebeverteilung ist extrem ungleichmäßig, das Gewebe ist grob, und das Gewebe besteht aus Ferrit + Perlit + netzförmigem Ferrit + einer kleinen Menge Bainit
3. Prüfung der mechanischen Eigenschaften
Das Schmiedematerial wird entnommen und auf seine mechanischen Eigenschaften gemäß den in GB/T 2975-2018 beschriebenen Anforderungen geprüft. Diese Norm umreißt die Anforderungen an den Ort der Probenahme und die Probenvorbereitung für die Durchführung von Prüfungen der mechanischen Eigenschaften von Stahl und Stahlprodukten.
Die Ergebnisse sind in Tabelle 3 dargestellt.
Tabelle 3: Prüfergebnisse der mechanischen Eigenschaften des Schmiedevormaterials
Zugfestigkeit / MPa
Streckgrenze / MPa
Körperlängenrate nach Frakturen (%)
Aufprallabsorptionsenergie (KV2 / J)
983
845
12.0
10, 6.0, 6.0
4. Vergleich zwischen Wärmebehandlungsschema und physikalischen und chemischen Prüfergebnissen
Die physikalischen und chemischen Testergebnisse haben gezeigt, dass der Schmiedeknüppel eine grobe Struktur, eine anormale Struktur und schlechte mechanische Eigenschaften aufweist, die vermutlich auf eine schlechte Schmiedequalität und eine unzureichende Normalisierungsbehandlung zurückzuführen sind.
Um die Auswirkungen der Struktur des Rohmaterials auf die abschließende Wärmebehandlung (Abschrecken und Anlassen) zu untersuchen und die Verbesserung verschiedener Wärmebehandlungsverfahren auf die Qualität des Rohmaterials zu überprüfen, wurden mehrere Wärmebehandlungsprogramme entwickelt. Das Ziel ist es, Verbesserungsmaßnahmen zu analysieren und vorzuschlagen.
Es wurden drei Wärmebehandlungsverfahren für die Prüfung der Schmiedestückreste entwickelt: Normalisieren, Vergüten und eine Kombination aus Normalisieren und Vergüten.
Aus den Schmiedestücken wurden nach der Wärmebehandlung Proben entnommen und auf ihre metallografische Struktur und mechanischen Eigenschaften untersucht. Die Ergebnisse wurden mit den Konstruktionsanforderungen verglichen und sind in Tabelle 4 aufgeführt.
Tabelle 4: Leistungsindizes und Strukturtypen nach drei Verfahren
Prozess-Status
Zugfestigkeit / MPa
Streckgrenze / MPa
Dehnung nach Bruch (%)
Schlagabsorptionsenergie (KV2 / J)
Art der Organisation
Normalisierung
1098
959
12.5
17, 15, 18
Segregation existiert in der Organisation; die Struktur ist Sorbit + Troostit + Bainit
Anlassen
878
752
16.0
77, 87, 80
Es gibt eine offensichtliche Entmischung im Gewebe; die Struktur ist Sorbit + eine kleine Menge Ferrit
Normalisieren + Anlassen
988
828
16.0
94, 107, 110
Segregation besteht in der Organisation; das Gewebe ist Sorbit + eine kleine Menge Ferrit
Anforderung an die Gestaltung
900~1100
≥650
≥12.0
≥40
Sorbit, eine kleine Menge Ferrit erlaubt
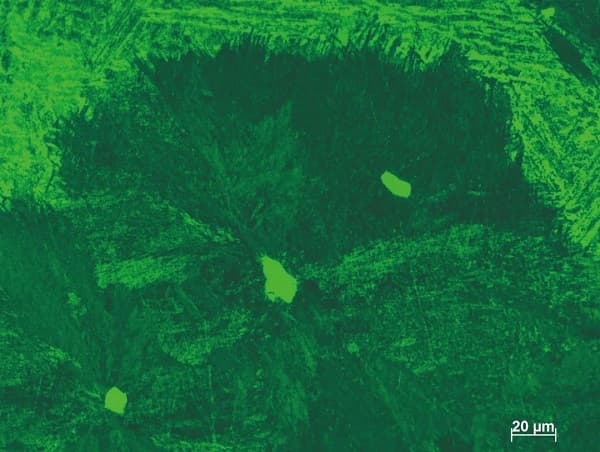
Bei der Analyse und dem Vergleich wurde festgestellt, dass sich die Festigkeit und Zähigkeit der normalisierten Probe erheblich verbessert hatten und der Netzwerkferrit in der Struktur verschwunden war, wie in Abbildung 3 dargestellt.
Abb. 3 Struktur nach der Normalisierung (880 ℃ Luftkühlung)
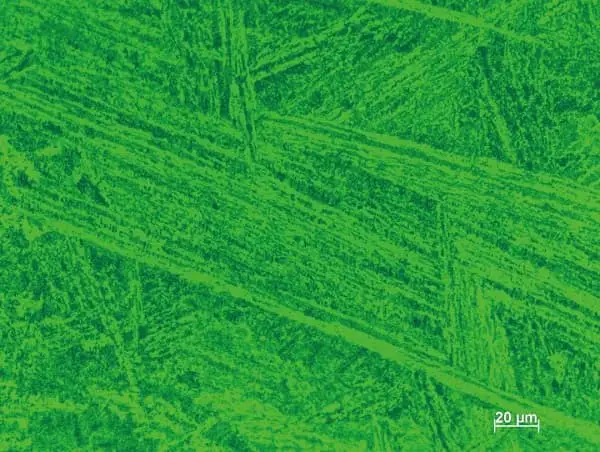
Obwohl das direkte Abschrecken und Anlassen des Schmiedevormaterials den Nettoferrit in der Probe eliminierte, lag die Zugfestigkeit weit unter den technischen Anforderungen, und es gab eine merkliche Entmischung im Gefüge, wie in Abbildung 4 dargestellt.
Abb. 4 Anlassen (860 ℃ Ölkühlung und 610 ℃ Luftkühlung)
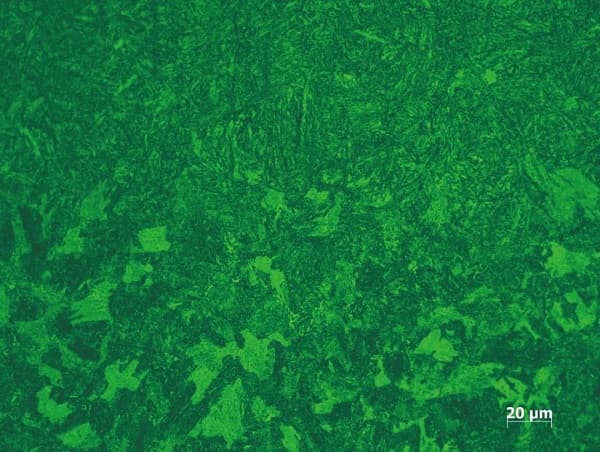
Die Proben, die einer Normalisierung mit anschließendem Vergüten unterzogen wurden, erfüllten nicht nur alle technischen Anforderungen in Bezug auf die Leistungsindikatoren, sondern verbesserten auch die Gleichmäßigkeit des Gefüges, wie in Abbildung 5 dargestellt.
Das anormale Gefüge des Schmiedematerials wird in der Regel durch hohe Temperaturen während des Schmiedens verursacht, die zu einem schnellen Kornwachstum und einer mangelnden Kornfeinung führen. Darüber hinaus kann eine unzureichende Abkühlung nach dem Schmieden zur Bildung von Netzwerkferrit führen, was die mechanischen Eigenschaften des Werkstoffs, insbesondere seine Kerbschlagzähigkeit bei Raumtemperatur, stark beeinträchtigt.
Um die Bildung von groben Körnern, Netzwerkferrit und sogar widmanstatten Strukturen ist es wichtig, die Erwärmungstemperatur während des Schmiedens streng zu kontrollieren und die Abkühlungsgeschwindigkeit angemessen zu regulieren. Das Normalisieren kann das Gefüge weiter verfeinern und das Zurückbleiben von Netzwerkferrit und anderen Strukturen verhindern.
Da das Schmiedematerial nicht wie vorgeschrieben normalisiert wurde, ist es notwendig, die metallografischen Kontrollen während der Lagerung des Rohmaterials zu verstärken, um sicherzustellen, dass es die erforderlichen Anforderungen im normalen Prozess erfüllt. Werden im Ausgangsgefüge abnormale Erscheinungen wie grobes Gefüge, netzartiges Ferrit oder sogar widmanstattende Strukturen festgestellt, muss vor dem Abschrecken eine Normalisierungsbehandlung durchgeführt werden.
Andernfalls entsprechen das Gefüge und die Eigenschaften möglicherweise nicht den gewünschten Anforderungen, und das Vorhandensein von retikulärem Ferrit kann sogar Abschreckrisse beim Abschrecken verursachen, was zu einem Versagen des Produkts während der Wärmebehandlung führt.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Welcher Stahl bietet die bessere Leistung für hochbeanspruchte Anwendungen, 34CrNi3Mo oder 42CrMo? Dieser Artikel befasst sich mit dem detaillierten Vergleich dieser beiden hochfesten legierten Stähle und untersucht ihre chemische Zusammensetzung, mechanischen Eigenschaften,...
Haben Sie sich jemals gefragt, wie man schnell zwischen Kohlenstoffstahl und Edelstahl unterscheiden kann? Das Verständnis der Unterschiede ist bei verschiedenen Anwendungen, vom Bauwesen bis zur Fertigung, von entscheidender Bedeutung. Dieser Artikel befasst sich mit...
Haben Sie schon einmal über die verschiedenen Stahl- und Aluminiumsorten gerätselt? Unser neuester Artikel enträtselt die komplizierten Klassifizierungen dieser wichtigen Materialien in sieben Ländern und bietet einen umfassenden Vergleich. Entdecken Sie die...
Warum ist das Abschrecken durch induktive Erwärmung in der modernen Metallbearbeitung so wichtig? Stellen Sie sich vor, Sie könnten Hochgeschwindigkeitsstahl in Sekundenschnelle umwandeln und dabei eine optimale Härte und Effizienz erzielen, ohne die Umweltauswirkungen herkömmlicher Verfahren. Dieser Artikel befasst sich...
Was ist 4140 Stahl? 4140 (G41400) Stahl gehört zu ultra-hochfesten Stahl, und die Exekutive Standard ist ASTM A29M UNS-2012 (Standard-Spezifikation für allgemeine Anforderungen an heiß geschmiedeten Kohlenstoffstahl und...
Haben Sie sich jemals über die faszinierende Welt der Metallhärte gewundert? In diesem Blogbeitrag tauchen wir in die faszinierenden Konzepte und Methoden ein, die hinter der Messung und Verbesserung der Härte von...