Interessieren Sie sich für die Leistungsfähigkeit und Präzision der 5-Achsen-Bearbeitung? In diesem Blogbeitrag tauchen wir tief in die Grundlagen dieser fortschrittlichen Fertigungstechnik ein. Unser Maschinenbauexperte erläutert die Konzepte, Prozesse und Vorteile, die die 5-Achsen-Bearbeitung zu einem Wendepunkt in der Branche machen. Machen Sie sich bereit, Ihr Wissen zu erweitern, und entdecken Sie, wie diese Technologie die Herstellung komplexer Teile mit beispielloser Genauigkeit und Effizienz revolutioniert.
Die 5-Achsen-Bearbeitung ist eine hochentwickelte CNC-Technologie, die die gleichzeitige Bewegung von Schneidwerkzeugen oder Werkstücken entlang fünf verschiedener Achsen ermöglicht. Diese fortschrittliche Fähigkeit ermöglicht es dem Schneidwerkzeug, sich dem Werkstück aus praktisch jedem Winkel zu nähern, was die Herstellung hochkomplexer und präziser Komponenten erleichtert.
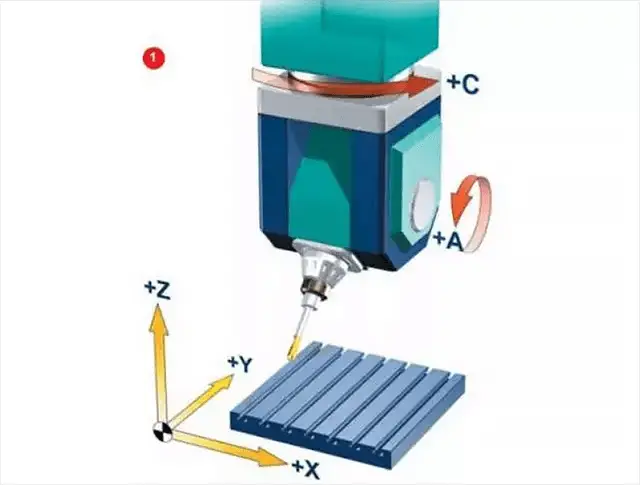
Die fünf Bewegungsachsen in einem 5-Achsen-Bearbeitungssystem sind:
X-Achse: Horizontale Bewegung entlang der Länge des Maschinentisches
Y-Achse: Horizontale Bewegung über die Breite des Maschinentisches
Z-Achse: Vertikale Bewegung rechtwinklig zum Maschinentisch
A-Achse: Rotationsbewegung um die X-Achse
B-Achse: Rotationsbewegung um die Y-Achse
Einige Maschinen können je nach Konfiguration eine C-Achse (Drehung um die Z-Achse) anstelle der A- oder B-Achse verwenden.
Die Integration von Rotationsbewegungen entlang der A- und B-Achse erweitert die Möglichkeiten der Maschine erheblich. Diese zusätzliche Flexibilität bietet mehrere entscheidende Vorteile:
Höhere Präzision: 5-Achs-Maschinen können die optimale Ausrichtung des Werkzeugs zum Werkstück beibehalten, was zu engeren Toleranzen und besserer geometrischer Genauigkeit führt.
Erstellung komplexer Geometrien: Die Möglichkeit, sich dem Werkstück aus mehreren Winkeln zu nähern, ermöglicht die Herstellung komplizierter Formen und Hinterschneidungen, die bei der herkömmlichen 3-Achsen-Bearbeitung unmöglich oder äußerst schwierig wären.
Reduzierte Rüstzeiten: Mehrere Flächen eines Teils können oft in einer einzigen Aufspannung bearbeitet werden, was die Nebenzeiten und mögliche Ausrichtungsfehler minimiert.
Verbesserte Oberflächenqualität: Die kontinuierliche 5-Achsen-Interpolation ermöglicht glattere Werkzeugwege und eine gleichmäßigere Spankonzentration, was zu besseren Oberflächengüten führt.
Erhöhte Werkzeugstandzeit: Optimierte Anstellwinkel verteilen den Verschleiß gleichmäßiger über die Schneiden und verlängern so die Lebensdauer des Werkzeugs.
Verkürzte Zykluszeiten: Die Fähigkeit, während komplexer Vorgänge optimale Schnittbedingungen aufrechtzuerhalten, führt häufig zu kürzeren Gesamtproduktionszeiten.
Simultane 5-Achsen-Bearbeitung
Die 5-Achsen-Simultanbearbeitung ist ein hochmoderner Ansatz in der modernen Fertigung, der durch die gleichzeitige Bewegung aller fünf Achsen während des Bearbeitungsprozesses gekennzeichnet ist. Im Gegensatz zu konventionellen 3-Achsen-Systemen oder indexierten 5-Achsen-Methoden ermöglicht diese Technik eine kontinuierliche Mehrachsenbewegung, die zu einem nahtlosen und ununterbrochenen Schnittweg führt.
Diese ausgeklügelte Methode ermöglicht die Herstellung hochkomplexer Teilegeometrien mit außergewöhnlich engen Toleranzen, da die Winkelposition des Schneidwerkzeugs im Verhältnis zum Werkstück während des gesamten Vorgangs präzise gesteuert wird. Die kontinuierliche Anpassung der Werkzeugausrichtung ermöglicht optimale Schnittbedingungen, wodurch das Risiko von Werkzeugkollisionen erheblich reduziert wird und die Notwendigkeit mehrfacher Aufspannungen entfällt.
Einer der Hauptvorteile der 5-Achsen-Simultanbearbeitung ist die Möglichkeit, kürzere und steifere Werkzeuge zu verwenden. Durch die geringere Werkzeugauskragung werden Vibrationen minimiert, was zu besseren Oberflächengüten und höherer Maßhaltigkeit führt. Darüber hinaus ermöglicht diese Technik effizientere Materialabtragsraten, da das Werkzeug einen optimalen Eingriff in das Werkstück beibehalten kann, was die Zykluszeiten reduziert und die Gesamtproduktivität erhöht.
Die Implementierung der 5-Achsen-Simultanbearbeitung erweitert die Grenzen der Fertigungsmöglichkeiten und bietet zahlreiche Vorteile wie höhere Genauigkeit, beispiellose Flexibilität und verbesserte Effizienz. Sie ermöglicht es den Herstellern, komplizierte Komponenten mit komplexen Freiformflächen, tiefen Kavitäten und Hinterschneidungen herzustellen, die mit herkömmlichen Bearbeitungsmethoden nur schwer oder gar nicht zu realisieren wären. Diese Technologie findet breite Anwendung in der Luft- und Raumfahrt, bei der Herstellung medizinischer Geräte und im Präzisionsformenbau.
5-Achsen-Bearbeitungsprozesse
Schneiden von Prozessen
Die 5-Achsen-Bearbeitung revolutioniert die Zerspanungsprozesse durch den Einsatz multidirektionaler Bewegungen und bietet eine beispiellose Flexibilität und Präzision in der Metallbearbeitung. Bei dieser fortschrittlichen Technik werden Schneidwerkzeuge eingesetzt, die gleichzeitig in fünf Achsen arbeiten - den traditionellen linearen X-, Y- und Z-Achsen sowie den Rotationsachsen A und B. Dieser erweiterte Bewegungsbereich ermöglicht die effiziente und genaue Bearbeitung komplexer Geometrien, die mit herkömmlichen 3-Achsen-Systemen schwierig oder unmöglich wäre.
Zu den wichtigsten Aspekten der Zerspanungsprozesse bei der 5-Achsen-Bearbeitung gehören:
Optimierung der Werkzeugwege: Fortschrittliche Algorithmen der CAM-Software erzeugen optimierte Werkzeugwege und minimieren unnötige Bewegungen. Das Ergebnis sind kürzere Bearbeitungszeiten, höhere Werkzeugstandzeiten und eine verbesserte Gesamteffizienz. Die Software berücksichtigt Faktoren wie Schnittkräfte, Materialabtragsraten und Maschinenkinematik, um die effektivste Schnittstrategie zu ermitteln.
Kontinuierliches Schneiden: Durch die dynamische Anpassung der Werkzeugausrichtung während des Schneidprozesses erzielt die 5-Achsen-Bearbeitung eine hervorragende Oberflächenqualität und verlängert die Werkzeugstandzeit. Diese kontinuierliche Anpassung sorgt für optimale Schnittbedingungen, reduziert den Werkzeugverschleiß und gewährleistet gleichbleibende Materialabtragsraten. Sie ermöglicht auch die Bearbeitung komplexer Konturen und Hinterschneidungen in einer einzigen Aufspannung, wodurch die Notwendigkeit mehrerer Arbeitsgänge entfällt.
Kollisionsvermeidung: Hochentwickelte Simulations- und Prüfsoftware ist ein wesentlicher Bestandteil der 5-Achsen-Bearbeitung und stellt sicher, dass das Schneidwerkzeug, die Maschinenkomponenten und das Werkstück nicht kollidieren. Diese Echtzeit-Überwachungs- und Anpassungsfunktion minimiert das Risiko von Schäden an der Maschine, den Werkzeugen oder dem Werkstück, erhöht die Betriebssicherheit und reduziert kostspielige Fehler.
Mehrseitenbearbeitung: Die 5-Achsen-Technologie ermöglicht die Bearbeitung mehrerer Seiten eines Werkstücks in einer einzigen Aufspannung, was die Bearbeitungszeit reduziert und die Genauigkeit erhöht. Diese Fähigkeit ist besonders wertvoll für komplexe Teile mit Merkmalen auf mehreren Seiten, wie z. B. Luft- und Raumfahrtkomponenten oder medizinische Implantate.
Verbesserte Oberflächengüte: Die Fähigkeit, den optimalen Winkel zwischen Werkzeug und Oberfläche während des gesamten Schneidprozesses beizubehalten, führt zu einer hervorragenden Oberflächengüte, die häufig eine sekundäre Nachbearbeitung überflüssig macht. Dies verbessert nicht nur die Teilequalität, sondern reduziert auch die Gesamtproduktionszeit und -kosten.
Verbesserte Spanabfuhr: Die dynamische Werkzeugausrichtung bei der 5-Achsen-Bearbeitung ermöglicht eine bessere Spanabfuhr, insbesondere in tiefen Taschen oder Kavitäten. Diese verbesserte Spanabfuhr verhindert das Nachschneiden von Spänen, reduziert die Wärmeentwicklung und verlängert die Werkzeuglebensdauer.
Fräsverfahren
Die Fräsbearbeitung in 5-Achsen-Bearbeitungszentren umfasst eine Vielzahl anspruchsvoller Techniken, die die Herstellung komplexer, hochpräziser Geometrien ermöglichen. Diese fortschrittlichen Verfahren werden überwiegend auf computergesteuerten (CNC) Maschinen ausgeführt, die ein außergewöhnliches Maß an Genauigkeit, Wiederholbarkeit und Betriebseffizienz gewährleisten. Zu den gängigsten Fräsbearbeitungen in der 5-Achsen-Bearbeitung gehören:
Konturfräsen: Dieses Verfahren beinhaltet das präzise Schneiden entlang vordefinierter geometrischer Bahnen, was zu nahtlosen Oberflächen führt und die Notwendigkeit von Nachbearbeitungen erheblich reduziert. Das Werkzeug folgt der Kontur des Werkstücks und ermöglicht die Herstellung komplexer gekrümmter Oberflächen und komplizierter Merkmale bei minimalem Werkzeugwechsel.
Indexiertes Fräsen: Diese Technik ermöglicht die strategische Positionierung des Schneidwerkzeugs in bestimmten Winkelintervallen. Durch das Drehen des Werkstücks oder des Werkzeugs in vorbestimmte Positionen ermöglicht das indexierte Fräsen die Bearbeitung komplexer Geometrien mit außergewöhnlicher Präzision. Diese Methode ist besonders effektiv bei Teilen mit mehreren ebenen Flächen oder Merkmalen, die aus verschiedenen Winkeln bearbeitet werden müssen.
Simultanes 5-Achsen-Fräsen: Bei diesem fortschrittlichen Verfahren werden sowohl das Schneidwerkzeug als auch das Werkstück gleichzeitig in allen fünf Achsen bewegt. Diese synchrone Bewegung ermöglicht das Fräsen von hochkomplexen und detaillierten Teilen mit hervorragender Oberflächengüte und Genauigkeit. Das 5-Achsen-Simultanfräsen eignet sich hervorragend für die Herstellung von strukturierten Oberflächen, tiefen Kavitäten und Hinterschneidungen, die mit der herkömmlichen 3-Achsen-Bearbeitung nicht oder nur sehr unwirtschaftlich hergestellt werden können.
Spiralförmiges Fräsen: Bei dieser speziellen Technik folgt das Werkzeug einer spiralförmigen Bahn, die sich ideal für die Herstellung zylindrischer Merkmale, spiralförmiger Geometrien oder das effiziente Ausräumen von Taschen eignet. Das Spiralfräsen kann bei bestimmten Anwendungen die Bearbeitungszeit erheblich verkürzen und die Oberflächengüte verbessern.
Spänefräsen: Ein einzigartiges Verfahren, bei dem die Seite des Schneidwerkzeugs verwendet wird, um Material entlang einer Oberfläche zu entfernen. Diese Methode ist besonders effektiv bei der Bearbeitung von Regelflächen und kann die Zykluszeiten im Vergleich zu herkömmlichen Punktfrästechniken drastisch reduzieren.
Jedes dieser Fräsverfahren nutzt die volle Leistungsfähigkeit von 5-Achs-Bearbeitungszentren und ermöglicht die Herstellung von Bauteilen mit bisher unerreichter Komplexität, Genauigkeit und Effizienz. Die Auswahl der geeigneten Frässtrategie hängt von der spezifischen Teilegeometrie, den Materialeigenschaften und der gewünschten Oberflächengüte ab und erfordert oft eine Kombination dieser Techniken, um optimale Ergebnisse zu erzielen.
Bearbeitung von Setups
Die Komplexität der 5-Achsen-Bearbeitung erfordert fortschrittliche Aufspannungen, um sicherzustellen, dass das Werkstück während des Prozesses genau positioniert und sicher gehalten wird. Es gibt mehrere Arten von Aufspannungen, die üblicherweise in 5-Achsen-Bearbeitungszentren verwendet werden, darunter:
3+2-Achsen-Konfiguration: Bei dieser Konfiguration wird das Werkstück stationär positioniert, während sich das Schneidwerkzeug entlang der gewünschten Achsen bewegt. Obwohl es sich nicht um eine echte 5-Achsen-Konfiguration handelt, bietet sie für die meisten Anwendungen ausreichende Flexibilität.
Konfiguration mit schwenkbarem Kopf: Bei dieser Anordnung kann das Schneidwerkzeug um die A- und B-Achse gedreht werden, was die Bearbeitung einer größeren Bandbreite an Geometrien ermöglicht.
Zapfentisch-Einrichtung: Diese Konfiguration verfügt über einen Drehtisch, der das Werkstück hält und dem Schneidewerkzeug einen besseren Zugang zu den verschiedenen Oberflächen ermöglicht.
5-Achsen-Bearbeitung
Um die 5-Achsen-Bearbeitung wirklich zu verstehen, müssen wir zunächst wissen, was eine 5-Achsen-Werkzeugmaschine ist. Bei der 5-Achsen-Bearbeitung kommen, wie der Name schon sagt, zu den drei üblichen linearen Achsen X, Y und Z noch zwei Drehachsen hinzu.
Die beiden Drehachsen (A-, B- und C-Achse) verfügen über verschiedene Bewegungsmodi, um den technischen Anforderungen der verschiedenen Produkte gerecht zu werden.
Hersteller von Werkzeugmaschinen Wir sind ständig bemüht, neue Bewegungsarten zu entwickeln, um die verschiedenen Anforderungen an die mechanische Konstruktion von 5-Achsen-Bearbeitungswerkzeugen zu erfüllen.
Zusammenfassend lässt sich sagen, dass es derzeit verschiedene Arten von 5-Achsen-Werkzeugmaschinen auf dem Markt gibt. Obwohl ihre mechanischen Strukturen variieren, gehören zu den wichtigsten Formen:
Zwei rotierende Koordinaten steuern direkt die Richtung der Werkzeugachse (Doppelpendelkopf-Form)
Die beiden Koordinatenachsen befinden sich an der Oberseite des Werkzeugs, aber die Rotationsachse steht nicht senkrecht zur Linearachse (Nutate-Schwenkkopf-Form)
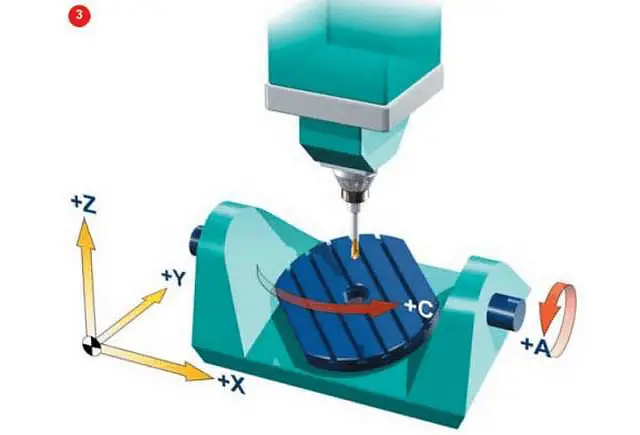
Zwei Drehkoordinaten steuern direkt die Drehung des Raumes (Doppeldrehscheibenform)
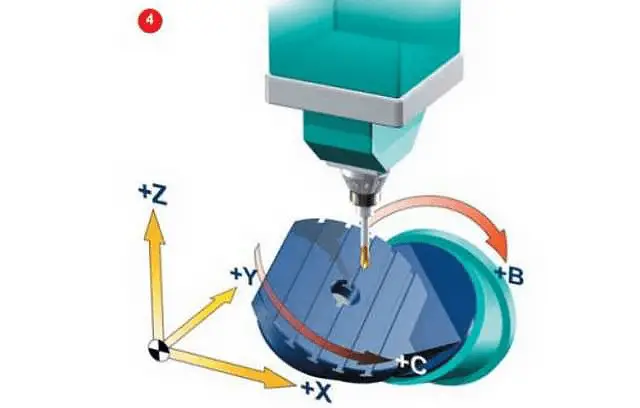
Die beiden Koordinatenachsen befinden sich auf dem Arbeitstisch, aber die Rotationsachse steht nicht senkrecht zur Linearachse (Nutate-Werkbankform)
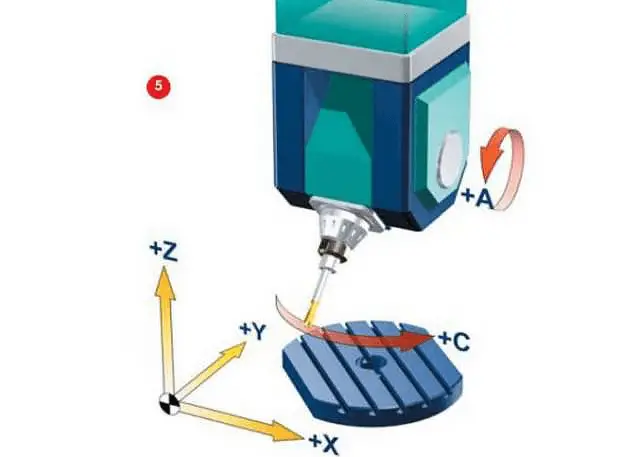
Zwei Drehkoordinaten, von denen eine auf das Werkzeug und die andere auf das Werkstück wirkt (eine Schwenk- und eine Drehform)
*Ausdrücke: Steht die Rotationsachse nicht senkrecht zur linearen Achse, so wird sie als "nutate form"-Achse bezeichnet.
Nachdem wir die 5-Achsen-Werkzeugmaschinen verstanden haben, sollten wir uns nun mit ihren Bewegungen befassen.
Doch welche einzigartigen Eigenschaften können Werkzeugmaschinen bei der Bearbeitung aufweisen, wenn es so viele unterschiedliche Strukturen gibt?
Was sind die Vorteile im Vergleich zu herkömmlichen 3-Achsen-Werkzeugmaschinen?
Betrachten wir nun die Highlights der 5-Achsen-Werkzeugmaschine.
Merkmale von 5-Achsen-Werkzeugmaschinen
Wenn wir über die Eigenschaften von 5-Achsen-Werkzeugmaschinen sprechen, ist es wichtig, sie mit traditionellen 3-Achsen-Maschinen zu vergleichen.
3-Achsen-Bearbeitungsgeräte sind in der Produktion häufiger anzutreffen, und es gibt verschiedene Formen wie vertikale, horizontale und Gantry-Anlagen.
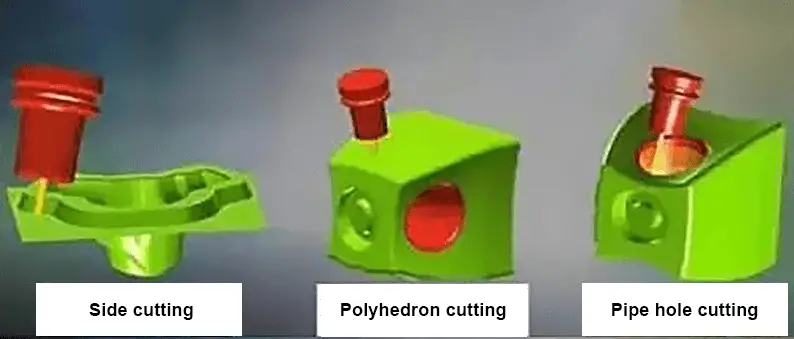
Zu den gebräuchlichen Bearbeitungsmethoden gehören unter anderem das Stirn- und Seitenschneiden mit einem Schaftfräser und die Profilbearbeitung mit einem Kugelfräser.
Unabhängig von der Form oder Methode ist jedoch ein gemeinsames Merkmal, dass die Richtung der Werkzeugachse während des Bearbeitungsprozesses unverändert bleibt.
Die Werkzeugmaschine kann die Bewegung des Werkzeugs im räumlichen rechtwinkligen Koordinatensystem nur durch Interpolation der drei linearen Achsen X, Y und Z realisieren.
Daher werden bei bestimmten Produkten die Nachteile der 3-Achsen-Werkzeugmaschine deutlich, wie z. B. geringe Effizienz, schlechte Oberflächenqualität und sogar die Unfähigkeit, das Produkt zu bearbeiten.
Im Vergleich zu 3-Achsen-CNC-Bearbeitungsmaschinen bieten 5-Achsen-Bearbeitungszentren die folgenden Vorteile:
Aufrechterhaltung des besten Schnittzustandes des Werkzeugs und Verbesserung der Schnittbedingungen
Wie in der Abbildung zu sehen ist, wird im 3-Achsen-Schneidemodus auf der linken Seite, wenn die Schneidewerkzeug zur Spitze oder Kante des Werkstücks bewegt, verschlechtern sich die Schnittbedingungen allmählich.
Um den besten Schnittzustand zu erhalten, muss der Tisch gedreht werden.
Um eine unregelmäßige Ebene vollständig zu bearbeiten, muss der Arbeitstisch mehrfach in verschiedene Richtungen gedreht werden.
Es zeigt sich, dass die fünfachsige Werkzeugmaschine auch verhindern kann, dass die lineare Geschwindigkeit des Mittelpunkts des Kugelfräsers gleich Null ist, was zu einer besseren Oberflächenqualität führt.
Effektive Vermeidung von Werkzeuginterferenzen
Wie in der obigen Abbildung zu sehen ist, kann die 3-Achsen-Ausrüstung bei Bauteilen für die Luft- und Raumfahrt, wie z. B. Laufrädern, Schaufeln und Blisks, die Bearbeitungsanforderungen aufgrund von Störungen nicht erfüllen.
Das 5-Achsen-Bearbeitungswerkzeug kann diese Anforderung erfüllen.
Darüber hinaus kann die 5-Achsen-Werkzeugmaschine auch kürzere Werkzeuge für die Bearbeitung einsetzen, was die Steifigkeit des Systems erhöht, die Anzahl der benötigten Werkzeuge reduziert und den Bedarf an Spezialwerkzeugen eliminiert.
Für die Unternehmen bedeutet dies, dass sie durch den Einsatz von 5-Achsen-Werkzeugmaschinen Kosteneinsparungen bei den Werkzeugkosten erzielen.
Reduzieren Sie die Anzahl der Spannen und komplette Fünfseitenbearbeitung in einer Aufspannung
Wie aus der obigen Abbildung ersichtlich ist, kann das 5-Achsen-Bearbeitungszentrum auch die Umrüstung der Werkbank reduzieren und die Bearbeitungsgenauigkeit verbessern.
Bei der eigentlichen Bearbeitung ist nur eine Einspannung erforderlich, was die Gewährleistung der Genauigkeit erleichtert.
Durch die Verkürzung der Bearbeitungskette und die Verringerung der Anzahl der Ausrüstungen für das 5-Achsen-Bearbeitungszentrum konnten außerdem die Anzahl der Vorrichtungen, die Werkstattfläche und die Wartungskosten reduziert werden.
Das bedeutet, dass Sie weniger Vorrichtungen, weniger Werkstattfläche und geringere Wartungskosten benötigen, um eine effizientere und hochwertigere Verarbeitung zu erzielen!
Verbesserung der Verarbeitungsqualität und -effizienz
Wie in der Abbildung gezeigt, kann die 5-Achsen-Werkzeugmaschine durch die Seitenkante des Werkzeugs schneiden, was zu einer verbesserten Bearbeitungseffizienz führt.
Verkürzung der Produktionsprozesskette und Vereinfachung des Produktionsmanagements
Die komplette Bearbeitungsfähigkeit der 5-Achsen CNC-Maschine Tool verkürzt den Produktionsprozess erheblich und rationalisiert Produktionsmanagement und -planung.
Seine Vorteile werden bei komplexeren Werkstücken im Vergleich zu traditionellen Verfahren mit verteilten Prozessen immer deutlicher.
Verkürzung des Entwicklungszyklus neuer Produkte
Für Unternehmen in der Luft- und Raumfahrt- sowie in der Automobilindustrie ist die Entwicklung neuer Produkte häufig mit folgenden Aufgaben verbunden komplizierte Formen und hohe Präzisionsanforderungen.
In diesen Fällen kann der Einsatz eines 5-Achsen-CNC-Bearbeitungszentrums mit seiner hohen Flexibilität, Präzision und seinen umfassenden Bearbeitungsmöglichkeiten die Genauigkeits- und Zyklusprobleme bei der Bearbeitung komplexer Teile wirksam lösen.
Dies wiederum verkürzt den Entwicklungszyklus erheblich und verbessert die Erfolgsquote bei der Entwicklung neuer Produkte.
Es ist jedoch zu beachten, dass 5-Achsen-Maschinen komplexer sind als ihre 3-Achsen-Gegenstücke, was die Steuerung der Werkzeugposition, CNC, CAM-Programmierung und Nachbearbeitung betrifft.
Außerdem gibt es echte und falsche 5-Achsen-Probleme zu berücksichtigen. Der Unterschied zwischen echten und falschen 5-Achsen liegt im Vorhandensein oder Fehlen der RTCP-Funktion.
Um RTCP und seine Herstellung und Anwendung besser zu verstehen, müssen wir uns mit der Struktur der Werkzeugmaschine und der Nachbearbeitung der Programmierung befassen.
Über RTCP
RTCP, die Abkürzung für Rotated Tool Center Point, ist ein entscheidender Aspekt der hochwertigen 5-Achsen CNC-Systeme. Sie ist auch bekannt als die Funktion "Tooltip folgen".
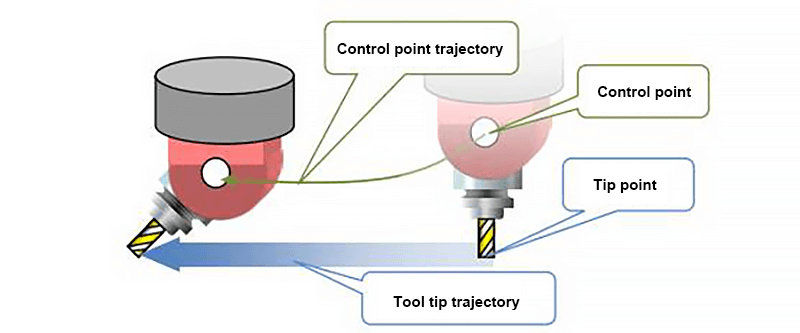
Bei der 5-Achs-Bearbeitung führt die Drehbewegung des Werkzeugs zu zusätzlichen Bewegungen der Werkzeugspitze, die sich auf den Höckerort und die Lage zwischen Werkzeug und Werkstück auswirken.
Um sicherzustellen, dass die Werkzeugspitze der vorgeschriebenen Bahn folgt, muss das CNC-System automatisch den Kontrollpunkt korrigieren, der oft nicht mit der Werkzeugspitze übereinstimmt.
Die gleiche Technologie kann auch als TCPM, TCPC oder RPCP bezeichnet werden. Diese Bezeichnungen haben eine ähnliche Bedeutung wie RTCP, wobei der Hauptunterschied in der Art und Weise besteht, wie die Technologie angewendet wird.
RTCP bezieht sich speziell auf die Anwendung des Pendelkopf-Rotationsmittelpunkts zum Ausgleich in der Doppelpendelkopfstruktur.
Andererseits werden Funktionen wie RPCP vor allem auf Doppelrundtischmaschinen eingesetzt, um die durch die Drehung des Werkstücks verursachte Änderung der Koordinaten der Linearachse zu kompensieren.
Im Wesentlichen zielen diese Funktionen darauf ab, den Mittelpunkt des Werkzeugs und den tatsächlichen Kontaktpunkt zwischen dem Werkzeug und der Werkstückoberfläche unverändert zu lassen.
Für die Zwecke dieses Artikels werden diese Techniken zusammenfassend als RTCP-Technologie bezeichnet.
Der Ursprung der RTCP-Funktion
Vor Jahren, als fünfachsige Werkzeugmaschinen auf den Markt kamen, wurde das RTCP-Konzept von den Werkzeugmaschinenherstellern stark beworben.
Damals war die RTCP-Funktion eher eine Technologie um der Technologie willen und eher ein Marketinginstrument.
In Wirklichkeit ist die RTCP-Funktion jedoch nicht nur eine gute Technologie, sondern auch ein wertvolles Instrument, das den Kunden Vorteile bringen und einen Mehrwert schaffen kann.
Mit einer Werkzeugmaschine, die mit der RTCP-Technologie ausgestattet ist (auch bekannt als echte 5-Achsen-Werkzeugmaschine), muss der Bediener das Werkstück nicht sorgfältig auf die Drehtischachse ausrichten.
Stattdessen können sie es einfach einspannen, und die Werkzeugmaschine gleicht den Versatz automatisch aus, was die Vorbereitungszeit erheblich reduziert und die Bearbeitungsgenauigkeit verbessert.
Darüber hinaus ist die Nachbearbeitung einfacher, da die Koordinaten und Vektoren der Werkzeugspitzen leicht ausgegeben werden können.
Wie bereits erwähnt, ist die fünfachsige CNC-Werkzeugmaschinen Es gibt sie vor allem in Form von Doppelschwenkköpfen, Doppeldrehtischen oder einer Schwenk- und einer Rotationsstruktur.
Im folgenden Abschnitt wird die RTCP-Funktion am Beispiel eines High-End-5-Achsen-CNC-Systems mit doppeltem Drehtisch ausführlich erläutert.
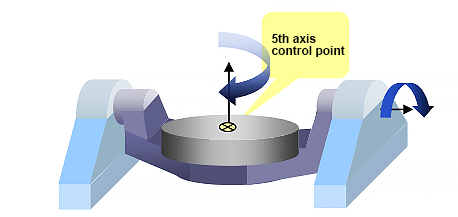
Definition der vierten und fünften Achse in einer 5-Achsen-Werkzeugmaschine:
In der Struktur mit doppeltem Drehtisch wirkt sich die Drehung der vierten Achse auf die Lage der fünften Achse aus, und die fünfte Achse ist die Drehkoordinate der vierten Achse.
Die Drehung der fünften Achse hat jedoch keinen Einfluss auf die Lage der vierten Achse.
Ok, lassen Sie uns das erklären, nachdem wir die Definition verstanden haben.
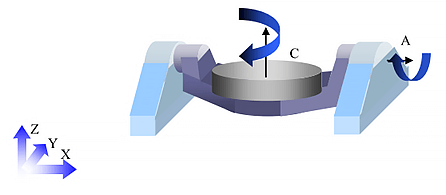
Wie in der Abbildung dargestellt, wird die vierte Achse der Werkzeugmaschine als A-Achse und die fünfte Achse als C-Achse bezeichnet.
Das Werkstück wird auf dem Drehtisch der C-Achse positioniert. Wenn sich die vierte Achse, die A-Achse, dreht, wird die Lage der C-Achse beeinflusst, da sie auf der A-Achse installiert ist.
Bei der Programmierung des Werkzeugmittelpunkts für das auf dem Drehtisch platzierte Werkstück führt jede Änderung der Rotationskoordinate zu einer Änderung der X-, Y- und Z-Koordinaten der Linearachse und damit zu einer relativen Verschiebung.
Um diese Verschiebung auszugleichen, muss die Werkzeugmaschine eine Kompensation durchführen, und hier kommt die RTCP-Funktion ins Spiel.
Wie kompensiert die Werkzeugmaschine also den Versatz?
Um diese Frage zu beantworten, müssen wir zunächst die Quelle der Verschiebung analysieren. Wie bereits erwähnt, wird die Koordinatenverschiebung der linearen Achse durch die Änderung der Drehkoordinate verursacht. Daher ist es wichtig, den Drehpunkt der Drehachse zu analysieren.
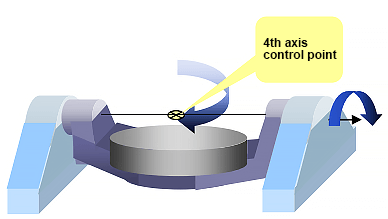
Bei einer Werkzeugmaschine mit doppeltem Drehtisch befindet sich der Kontrollpunkt der C-Achse oder der fünften Achse in der Regel im Drehpunkt des Maschinentisches.
Die vierte Achse wählt in der Regel den Mittelpunkt der vierten Achse als ihren Kontrollpunkt.
Um eine fünfachsige Steuerung zu erreichen, muss das CNC-System die Beziehung zwischen den Steuerpunkten der vierten und fünften Achse kennen.
Im Ausgangszustand, wenn die A- und die C-Achse auf Position 0 stehen, ist der vierte Achsenkontrollpunkt der Ursprung im Koordinatensystem der vierten Achse und der fünfte Achsenkontrollpunkt wird durch den Positionsvektor [U, V, W] dargestellt.
Das CNC-System muss auch den Abstand zwischen der A- und C-Achse kennen.
Ein Beispiel für Werkzeugmaschinen mit doppeltem Drehtisch ist in der nebenstehenden Abbildung zu sehen.
Bei Maschinen mit RTCP-Fähigkeit ist die Steuerung so ausgelegt, dass der Werkzeugmittelpunkt immer an der in der Programmierung angegebenen Position bleibt. Das bedeutet, dass die Programmierung nicht durch die Bewegung der Maschine beeinflusst wird.
Bei der Programmierung auf der Maschine müssen Sie keine Rücksicht auf die Maschinenbewegung oder die Werkzeuglänge nehmen. Konzentrieren Sie sich einfach auf die Relativbewegung zwischen dem Werkzeug und dem Werkstück. Den Rest erledigt das Job Control System für Sie.
Zum Beispiel:
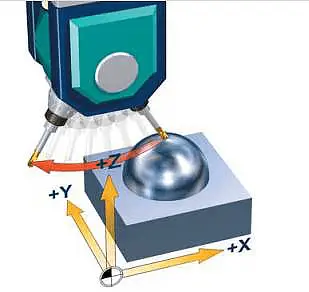
Wie in der Abbildung dargestellt, ignoriert das Steuerungssystem die Werkzeuglänge, wenn die RTCP-Funktion nicht vorhanden ist.
Infolgedessen dreht sich das Werkzeug um den Mittelpunkt seines Schafts, wodurch die Spitze von ihrer Position abweicht und nicht mehr fixiert wird.
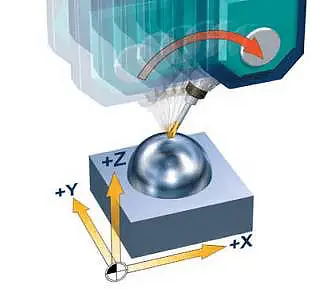
Wie in der Abbildung dargestellt, passt die Steuerung bei aktivierter RTCP-Funktion nur die Richtung des Werkzeugs an, während die Position der Werkzeugspitze konstant bleibt.
Die notwendigen Kompensationen entlang der X-, Y- und Z-Achse wurden automatisch berechnet.
Was das Problem der linearen Achsenkoordinatenverschiebung bei 5-Achsen-Werkzeugmaschinen und CNC-Systemen ohne RTCP betrifft, so ist es erwähnenswert, dass viele 5-Achsen-CNC-Werkzeugmaschinen und -Systeme in China als "falsche 5-Achsen" betrachtet werden.
Dieser Begriff bezieht sich auf Werkzeugmaschinen ohne die RTCP-Funktion. Es kommt nicht auf das Aussehen an und auch nicht darauf, ob die 5 Achsen gekoppelt sind, da falsche 5-Achsen immer noch für die 5-Achsen-Kopplung verwendet werden können.
Der Hauptunterschied zwischen unechten 5-Achsen ist das Fehlen eines echten 5-Achsen-RTCP-Algorithmus, was bedeutet, dass die Programmierung für unechte 5-Achsen die Schwenklänge der Spindel und die Position des Drehtisches berücksichtigen muss.
Dies bedeutet, dass bei der Programmierung von Fake-Fünf-Achsen-CNC-Systemen und Werkzeugmaschinen die CAM-Programmierung und Post-Processing-Technologie zur Vorplanung des Werkzeugwegs eingesetzt werden muss.
Wird die Werkzeugmaschine oder das Werkzeug für dasselbe Teil geändert, muss die CAM-Programmierung und Nachbearbeitung erneut durchgeführt werden.
Die gefälschte 5-Achsen-Werkzeugmaschine muss außerdem sicherstellen, dass das Werkstück beim Spannen im Drehpunkt des Arbeitstisches positioniert ist.
Dies bedeutet für den Bediener einen erheblichen Zeitaufwand für das Einspannen und Ausrichten, und die Genauigkeit kann nicht garantiert werden.
Auch bei der Indexverarbeitung ist die falsche 5-Achsen-Bearbeitung problematisch.
Die echte 5-Achsen-Bearbeitung hingegen erfordert nur die Einrichtung eines Koordinatensystems und nur eine Werkzeugkalibrierung, um den Bearbeitungsprozess abzuschließen.
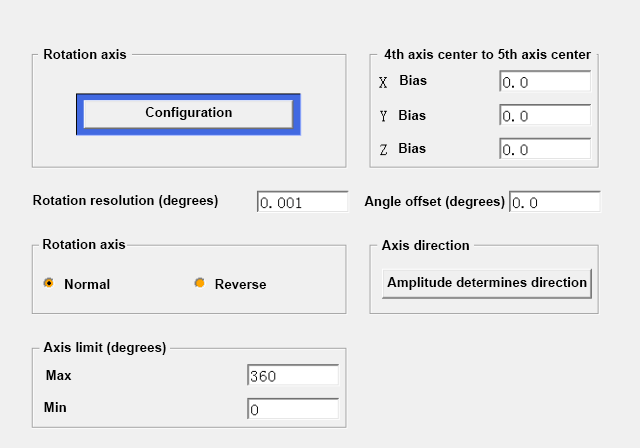
In der folgenden Abbildung wird die Koordinatentransformation der gefälschten 5-Achse anhand der Einstellungen des NX-Post-Processing-Editors veranschaulicht.
Wie in der Abbildung dargestellt, stützt sich die gefälschte 5-Achse auf die Post-Processing-Technologie, um die Verschiebung der Drehachse zur linearen Achsenkoordinate zu kompensieren, indem das Verhältnis der Mittelposition zwischen der vierten und fünften Achse der Werkzeugmaschine angezeigt wird.
Die für die X-, Y- und Z-Achse erstellten CNC-Programme enthalten nicht nur Anfahrpunkte, sondern auch die notwendigen Kompensationen auf diesen Achsen.
Diese Methode führt zu einer geringeren Verarbeitungsgenauigkeit, geringerer Effizienz, nicht universellen Programmen und hohen Arbeitskosten.
Außerdem hat jede Werkzeugmaschine andere Rotationsparameter, so dass eine separate Nachbearbeitungsdatei erforderlich ist, was zu Unannehmlichkeiten in der Produktion führt.
Die vorgetäuschte Fünf-Achsen-Programmierung kann nicht geändert werden, und eine manuelle 5-Achsen-Programmierung ist fast unmöglich.
Das Fehlen der RTCP-Funktion schränkt auch die Möglichkeit ein, fortschrittliche derivative 5-Achsen-Funktionen, wie z. B. die Kompensation, zu nutzen.
Abschließend lässt sich sagen, dass es bei der Wahl einer 5-Achsen-Werkzeugmaschine nicht um richtig oder falsch geht, sondern um die Methode, mit der die Bearbeitungsergebnisse erzielt werden. Im Hinblick auf die Kosteneffizienz sind echte 5-Achsen-Werkzeugmaschinen die bessere Wahl.
Technologien in der 5-Achsen-Bearbeitung
CNC-Technik
Die 5-Achsen-CNC-Bearbeitung nutzt die fortschrittliche Technologie der numerischen Computersteuerung (CNC), um präzise, gleichzeitige Bewegungen in fünf verschiedenen Achsen zu steuern. Dieses ausgeklügelte Steuerungssystem ermöglicht die Bearbeitung komplexer Geometrien mit einer noch nie dagewesenen Flexibilität und Effizienz. Durch die Integration von Echtzeit-Rückkopplungsschleifen und adaptiven Steuerungsalgorithmen können moderne 5-Achsen-CNC-Systeme die Schnittparameter dynamisch optimieren, den Werkzeugverschleiß kompensieren und die Wärmeausdehnung ausgleichen. Dieser Automatisierungsgrad minimiert nicht nur menschliche Eingriffe, sondern verbessert auch die Wiederholgenauigkeit des Prozesses, verkürzt die Rüstzeiten und schließt bedienerinduzierte Fehler praktisch aus. Darüber hinaus ermöglicht die Integration von Industrie 4.0-Prinzipien eine nahtlose Konnektivität mit CAM-Software, digitalen Zwillingen und Produktionsmanagementsystemen, wodurch intelligente Fertigungsverfahren erleichtert werden.
Bearbeitungsgenauigkeit
Das Markenzeichen der 5-Achsen-Bearbeitung ist ihre außergewöhnliche Genauigkeit, wobei modernste Systeme in der Lage sind, Toleranzen von ±0,0001 Zoll (±2,54 Mikrometer) zu erreichen. Dieses Präzisionsniveau wird durch eine Kombination aus robuster Maschinenkonstruktion, fortschrittlichen Bewegungssteuerungssystemen und thermischen Kompensationstechniken ermöglicht. Hochpräzise Linearmaßstäbe und Drehgeber liefern Positionsrückmeldungen in Echtzeit, während fortschrittliche Fehlerabbildungs- und Kompensationsalgorithmen geometrische Ungenauigkeiten korrigieren. In Branchen, in denen höchste Präzision gefragt ist, wie z. B. in der Luft- und Raumfahrt und in der Medizintechnik, ermöglicht diese Genauigkeit die Herstellung komplexer Komponenten mit komplizierten Merkmalen, engen Toleranzen und hervorragenden Oberflächengüten in einer einzigen Aufspannung. Durch die Möglichkeit, Teile nahezu endkonturnah zu bearbeiten, wird der Bedarf an sekundären Arbeitsschritten erheblich reduziert, wodurch die Produktionsabläufe rationalisiert und die Gesamtfertigungskosten minimiert werden.
Werkzeugmittelpunkt
Die Verwaltung des Werkzeugmittelpunkts (TCP) bei der 5-Achsen-Bearbeitung ist eine entscheidende Technologie, die eine optimale Werkzeugpositionierung und -ausrichtung während des gesamten Bearbeitungsprozesses gewährleistet. Hochentwickelte TCP-Steuerungsalgorithmen berechnen und justieren kontinuierlich die relative Position zwischen der Werkzeugspitze und der Werkstückoberfläche und sorgen so für konsistente Schnittbedingungen auch bei komplexen Simultanbewegungen. Diese dynamische Steuerung ermöglicht die Bearbeitung komplizierter Konturen, tiefer Kavitäten und Hinterschneidungen, die mit herkömmlichen 3-Achsen-Systemen nicht möglich wären. Moderne 5-Achs-Maschinen sind häufig mit Werkzeuglängenmesssystemen und automatischer Werkzeugkorrektur ausgestattet, die sicherstellen, dass der TCP auch bei Werkzeugverschleiß oder -wechsel genau positioniert bleibt. Einige fortschrittliche Systeme verfügen auch über Algorithmen zur Kollisionsvermeidung in Echtzeit, die die Bewegungen der Maschine simulieren und die Werkzeugwege automatisch anpassen, um potenzielle Kollisionen zwischen dem Werkzeug, dem Werkstück und den Maschinenkomponenten zu vermeiden, was die Betriebssicherheit deutlich erhöht und das Risiko kostspieliger Maschinenausfälle verringert.
5-Achsen-Bearbeitung in verschiedenen Branchen
Luft- und Raumfahrtindustrie
Die 5-Achsen-Bearbeitung ist ein Eckpfeiler der Luft- und Raumfahrtindustrie und ermöglicht die Herstellung hochpräziser, komplexer Komponenten, die für Luft- und Raumfahrzeuge unerlässlich sind. Diese fortschrittliche Bearbeitungstechnik eignet sich hervorragend für die Herstellung komplizierter Geometrien wie Turbinenschaufeln, Laufräder und strukturelle Flugzeugkomponenten mit unvergleichlicher Genauigkeit und hervorragender Oberflächengüte. Die Möglichkeit, das Schneidwerkzeug entlang von fünf simultanen Achsen zu manipulieren, ermöglicht die effiziente Bearbeitung von zusammengesetzten Kurven und Hinterschneidungen in einer einzigen Aufspannung, was die Produktionszeit und das Fehlerpotenzial erheblich reduziert.
Darüber hinaus ist die 5-Achs-Bearbeitung besonders wertvoll bei der Bearbeitung exotischer Werkstoffe, die in der Luft- und Raumfahrt häufig verwendet werden, wie Titanlegierungen, Inconel und andere hitzebeständige Superlegierungen. Diese Werkstoffe stellen oft eine Herausforderung in Bezug auf die Bearbeitbarkeit dar, aber 5-Achsen-CNC-Maschinen können die Werkzeugwege und Schneidestrategien optimieren, um gleichmäßige Schnittkräfte aufrechtzuerhalten, die Werkzeugstandzeit zu verlängern und die engen Toleranzen zu erreichen, die für die Zertifizierung in der Luft- und Raumfahrt erforderlich sind.
Verteidigungsindustrie
Der Verteidigungssektor nutzt die 5-Achsen-Bearbeitung zur Herstellung von einsatzkritischen Komponenten, die extreme Präzision, Haltbarkeit und Leistung unter rauen Einsatzbedingungen erfordern. Diese Technologie ist für die Fertigung von entscheidender Bedeutung:
Fortgeschrittene Waffensysteme mit komplexen inneren Geometrien
Komponenten von Präzisionslenkflugkörpern und komplizierte Lenksysteme
Panzerung mit optimierten ballistischen Profilen
Hochentwickelte Teile für Militärfahrzeuge und -flugzeuge
Die 5-Achs-Bearbeitung ermöglicht es der Verteidigungsindustrie, die strengen Toleranzen und Oberflächengüten zu erreichen, die für diese anspruchsvollen Systeme erforderlich sind. Sie erleichtert auch die Herstellung von leichten und dennoch robusten Strukturen, die die Mobilität und Effektivität von militärischer Ausrüstung verbessern. Die Fähigkeit, komplexe Formen in gehärteten Materialien mit hoher Genauigkeit zu bearbeiten, ist entscheidend für die Gewährleistung der Funktionalität, Zuverlässigkeit und Leistung von Produkten der Verteidigungsindustrie in anspruchsvollen Szenarien.
Transportindustrie
Im Transportsektor, insbesondere im Automobil- und Hochleistungsfahrzeugbau, hat die 5-Achs-Bearbeitung die Komponentenproduktion revolutioniert. Diese Technologie ermöglicht die Herstellung von leichten, hochfesten Teilen, die zu einer verbesserten Kraftstoffeffizienz, gesteigerter Leistung und erhöhter Sicherheit beitragen. Zu den wichtigsten Anwendungen gehören:
Präzise Motorkomponenten: Zylinderköpfe mit optimierten Brennkammern, Kolben mit komplexen Kühlkanälen und aufwendig konstruierte Kurbelwellen
Fortschrittliche Aufhängungs- und Fahrwerksteile: Leichte Querlenker, Achsschenkel und integrierte Strukturkomponenten
Hochpräziser Formen- und Werkzeugbau für Karosserieteile und Innenraumkomponenten
Komponenten für Elektrofahrzeuge (EV): Batteriegehäuse, Motorgehäuse und Kühlsysteme für die Leistungselektronik
Die mit der 5-Achsen-Bearbeitung erzielbare hervorragende Oberflächengüte macht sekundäre Nachbearbeitungsschritte oft überflüssig und rationalisiert die Produktionsprozesse. Darüber hinaus erleichtert diese Technologie die Umsetzung von DFM-Prinzipien (Design for Manufacturability) und ermöglicht die Herstellung von Teilen mit optimierten Geometrien, die bisher nicht möglich oder unpraktisch zu produzieren waren. Diese Fähigkeit ist besonders wertvoll auf dem sich schnell entwickelnden Markt für Elektrofahrzeuge, wo innovative Designs und eine effiziente Fertigung für die Wettbewerbsfähigkeit entscheidend sind.
Werkstoffe und Werkzeuge für die 5-Achsen-Bearbeitung
Schneidewerkzeuge
Bei der 5-Achsen-Bearbeitung sind die Schneidwerkzeuge entscheidende Komponenten für eine effiziente und präzise Fertigung. Die Auswahl der Werkzeugwerkstoffe ist für eine optimale Leistung und Langlebigkeit von entscheidender Bedeutung. Während Hartmetall und Schnellarbeitsstahl (HSS) aufgrund ihrer Vielseitigkeit nach wie vor beliebt sind, gewinnen fortschrittliche Werkstoffe wie Cermet- und Keramikwerkzeuge aufgrund ihrer überlegenen Hitzebeständigkeit und Härte zunehmend an Bedeutung.
Für die Bearbeitung von Aluminium und Titan sind Werkzeuge mit ausgezeichneter Verschleißfestigkeit, thermischer Stabilität und chemischer Inertheit unerlässlich. Polykristalline Diamantwerkzeuge (PKD) zeichnen sich bei der Aluminiumbearbeitung durch ihre außergewöhnliche Härte und Wärmeleitfähigkeit aus und ermöglichen hohe Schnittgeschwindigkeiten und hervorragende Oberflächengüten. Bei Titan werden häufig Werkzeuge aus kubischem Bornitrid (CBN) bevorzugt, insbesondere bei der Schlichtbearbeitung, da sie auch bei hohen Temperaturen ihre Schärfe beibehalten können.
Werkzeugbeschichtungen spielen eine entscheidende Rolle bei der Verbesserung der Leistung und der Lebensdauer von Werkzeugen. Neben den traditionellen Titan-Nitrid- (TiN) und Titan-Aluminium-Nitrid- (TiAlN) Beschichtungen werden zunehmend mehrlagige Beschichtungen wie TiSiN und AlCrN wegen ihrer verbesserten Oxidationsbeständigkeit und Zähigkeit eingesetzt. Diese modernen Beschichtungen können den Werkzeugverschleiß erheblich reduzieren, insbesondere bei Hochgeschwindigkeits- und Trockenbearbeitung.
Werkstoff-Profilierung
Eine genaue Materialprofilierung bei der 5-Achsen-Bearbeitung ist von grundlegender Bedeutung, um konsistente Ergebnisse bei komplexen Geometrien zu erzielen. Die Herstellung von Laufrädern, Turbinenschaufeln und medizinischen Implantaten ist ein Beispiel für die Notwendigkeit einer präzisen geometrischen Profilierung, um optimale Funktionalität und Leistung zu gewährleisten.
Aluminiumlegierungen, insbesondere die Serien 6000 und 7000, werden aufgrund ihrer hervorragenden Bearbeitbarkeit, ihres hohen Festigkeits-/Gewichtsverhältnisses und ihrer Korrosionsbeständigkeit häufig in der Luft- und Raumfahrt sowie in der Automobilindustrie eingesetzt. Bei der 5-Achs-Bearbeitung von Aluminium können mit geeigneten Bearbeitungsstrategien und Werkzeugwegen außergewöhnliche Oberflächengüten (Ra < 0,8 μm) und enge Toleranzen (±0,025 mm) erzielt werden.
Titan, insbesondere die Legierung Ti-6Al-4V, stellt bei der 5-Achs-Bearbeitung aufgrund seiner geringen Wärmeleitfähigkeit und hohen chemischen Reaktivität eine besondere Herausforderung dar. Um die Wärmeentwicklung und den Werkzeugverschleiß zu verringern, werden Strategien wie Hochdruck-Kühlmittelzufuhr, trochoidales Fräsen und Schaftfräser mit variabler Helix eingesetzt. Diese Techniken ermöglichen höhere Materialabtragsraten bei gleichbleibender Werkzeugstandzeit und Teilequalität.
Die Integration fortschrittlicher CAM-Software in 5-Achs-Maschinen ermöglicht eine hochentwickelte Werkzeugweggenerierung, einschließlich adaptiver Schrupp- und Schlichtstrategien. Diese Algorithmen optimieren die Schnittbedingungen, minimieren die Werkzeugbelastung und verbessern die Oberflächenqualität, insbesondere bei komplexen Freiformflächen, wie sie in der Luft- und Raumfahrt und bei medizinischen Komponenten üblich sind.
Qualität und Produktivität bei der 5-Achsen-Bearbeitung
Verbesserung der Oberflächenqualität
Die 5-Achs-Bearbeitung bietet erhebliche Vorteile bei der Verbesserung der Oberflächenqualität, da sie komplexe Geometrien mit minimalen Aufspannungen herstellen kann, wodurch das Fehlerrisiko verringert und eine hervorragende Teileintegrität gewährleistet wird. Die kontinuierliche 5-Achsen-Bewegung ermöglicht eine optimierte Werkzeugausrichtung, wodurch konstante Kontaktwinkel zwischen dem Schneidwerkzeug und dem Werkstück aufrechterhalten werden. Dies führt zu einer gleichmäßigeren Spanbelastung, einer geringeren Werkzeugdurchbiegung und letztlich zu glatteren Oberflächen mit verbesserter Maßgenauigkeit.
Fortschrittliche Messsysteme spielen eine entscheidende Rolle bei der Erzielung einer hervorragenden Oberflächenqualität in der 5-Achs-Bearbeitung. In-Prozess-Messungen und adaptive Steuerungsstrategien ermöglichen die Echtzeitüberwachung von Oberflächenparametern, die Erkennung von Abweichungen und die sofortige Umsetzung von Korrekturmaßnahmen. Dieser Closed-Loop-Ansatz verbessert nicht nur die Oberflächengüte, sondern gewährleistet auch enge Toleranzen, reduziert die Ausschussrate und ermöglicht eine gleichbleibende Qualität über alle Produktionsläufe hinweg.
Steigerung der Produktivität
Die 5-Achsen-Bearbeitung übertrifft die traditionellen 3-Achsen-Methoden in Bezug auf die Produktivität deutlich:
Kürzere Zykluszeiten: Die gleichzeitige Bewegung aller fünf Achsen ermöglicht die Ausführung komplexer Vorgänge in einer einzigen Aufspannung, wodurch die mit mehreren Aufspannungen und Werkzeugwechseln verbundene Nebenzeit drastisch reduziert wird. Dies kann bei komplizierten Teilen zu Zykluszeitverkürzungen von bis zu 50% führen.
Verbesserte Vielseitigkeit der Maschine: Moderne 5-Achsen-Bearbeitungszentren bieten Multitasking-Fähigkeiten und integrieren nahtlos Fräs-, Dreh- und Bohrbearbeitungen. Durch diese Konsolidierung der Prozesse werden Transfers zwischen den Maschinen vermieden, was die Anzahl der laufenden Arbeiten reduziert und die Gesamteffizienz der Fertigung verbessert.
Optimierte Werkzeugnutzung: Die Fähigkeit, während des gesamten Zerspanungsprozesses optimale Werkzeugeingriffswinkel beizubehalten, führt zu einem gleichmäßigeren Werkzeugverschleiß. Dies verlängert nicht nur die Werkzeugstandzeit um bis zu 30%, sondern ermöglicht auch den Einsatz kürzerer, steiferer Schneidwerkzeuge, die höhere Schnittgeschwindigkeiten und Vorschübe ermöglichen.
Verbesserte Teilegenauigkeit: Die 5-Achs-Kinematik ermöglicht die Bearbeitung komplexer Merkmale in einer einzigen Aufspannung und minimiert die mit mehreren Aufspannungen verbundenen kumulativen Fehler. Durch diesen Ansatz in Kombination mit der maschinenseitigen Abtastung und Echtzeitkompensation können bei komplexen Bauteilen Toleranzen von bis zu ±0,0001 Zoll (2,54 Mikrometer) erreicht werden.
Darüber hinaus ermöglicht die Integration fortschrittlicher CAM-Software in 5-Achs-Maschinen eine ausgeklügelte Werkzeugwegoptimierung, einschließlich trochoidaler und hocheffizienter Frässtrategien. Diese Techniken maximieren die Materialabtragsraten bei gleichbleibender Werkzeugbelastung, was die Produktivität und die Werkzeugstandzeit weiter erhöht.
Fortschritte und Trends in der 5-Achsen-Bearbeitung
Innovation in der Befestigungstechnik
Im Bereich der 5-Achs-Bearbeitung haben die Fortschritte in der Aufspanntechnik den Produktionsprozess revolutioniert. Die Aufspannung, das entscheidende System zur Befestigung, Unterstützung und Positionierung von Werkstücken während der Bearbeitung, wurde erheblich verbessert. Diese Innovationen ermöglichen es den Bearbeitern, immer komplexere Geometrien und Oberflächen mit noch nie dagewesener Effizienz und Präzision zu bearbeiten.
Eine bahnbrechende Entwicklung im Bereich der Spannvorrichtungen ist die Integration fortschrittlicher Vakuumsysteme. Diese Systeme bieten einen sicheren Halt der Werkstücke ohne herkömmliche mechanische Spannvorrichtungen, was die Zugänglichkeit der Werkzeuge erheblich verbessert und aggressivere Schneidstrategien ermöglicht. Darüber hinaus hat das Aufkommen von Verbundwerkstoffen und topologieoptimierten Designs zu Vorrichtungen geführt, die nicht nur leichter, sondern auch steifer und vibrationsbeständiger sind. Diese Kombination führt zu kürzeren Rüstzeiten, höheren Produktionsraten und verbesserter Bearbeitungsgenauigkeit.
Trends bei den Schnittbedingungen
Die Optimierung der Schnittbedingungen bei der 5-Achs-Bearbeitung ist nach wie vor ein entscheidender Faktor für die Erzielung einer hervorragenden Produktqualität. In den letzten Jahren sind datengesteuerte Ansätze und intelligente Algorithmen aufgetaucht, die die Herangehensweise der Industrie an die Auswahl und Optimierung von Schnittparametern neu gestalten.
Zu den wichtigsten Trends bei den Schnittbedingungen, die die 5-Achsen-Bearbeitung revolutionieren, gehören:
Adaptive Schneidstrategien: Diese Strategien nutzen Echtzeit-Überwachung und Algorithmen des maschinellen Lernens und passen die Schnittparameter auf der Grundlage der momentanen Werkzeugbelastung, der Materialeigenschaften und der Teilegeometrie dynamisch an. Dieser Ansatz reduziert nicht nur den Werkzeugverschleiß und minimiert Vibrationen, sondern optimiert auch gleichzeitig die Materialabtragsraten und die Oberflächenqualität.
Hochgeschwindigkeitsbearbeitung (HSM) mit fortschrittlichen Werkzeugwegen: Modernes HSM geht über die einfache Erhöhung von Spindeldrehzahl und Vorschubgeschwindigkeit hinaus. Es beinhaltet ausgeklügelte Algorithmen zur Erzeugung von Werkzeugwegen, die eine gleichmäßige Spankonzentration gewährleisten und die Werkzeugeingriffswinkel optimieren. Dies führt zu höherer Produktivität, besserer Oberflächenqualität und längeren Werkzeugstandzeiten, selbst bei der Bearbeitung harter Materialien oder dünnwandiger Komponenten.
Spline-Interpolation und AI-gesteuerte Bewegungssteuerung: Fortgeschrittene Spline-Interpolationstechniken in Verbindung mit Bewegungssteuerungssystemen auf der Grundlage künstlicher Intelligenz ermöglichen sanftere und präzisere Werkzeugbewegungen. Bei der 5-Achs-Bearbeitung erleichtert diese Kombination die Herstellung komplexer Freiformflächen mit außergewöhnlicher Genauigkeit und Oberflächengüte, während gleichzeitig hohe Vorschubraten beibehalten und Maschinenvibrationen minimiert werden.
Kryogene und Minimalmengenschmierung (MMS) Kühlstrategien: Diese umweltfreundlichen Kühlmethoden setzen sich bei der 5-Achsen-Bearbeitung immer mehr durch. Die kryogene Kühlung mit Flüssigstickstoff und MMS-Systeme, die präzise kontrollierte Mengen an Schmiermittel liefern, reduzieren den Wärmeverzug erheblich, verlängern die Werkzeugstandzeit und ermöglichen höhere Schnittgeschwindigkeiten, insbesondere bei der Bearbeitung schwer zerspanbarer Werkstoffe wie Titanlegierungen und hitzebeständigen Superlegierungen.
Durch die Integration dieser bahnbrechenden Fortschritte und Trends erweitert die 5-Achsen-Bearbeitung weiterhin die Grenzen der Fertigungsmöglichkeiten. Die Synergie zwischen innovativen Vorrichtungslösungen und optimierten Zerspanungsbedingungen erschließt neue Ebenen der Effizienz, Präzision und Komplexität in der modernen Fertigung und ebnet den Weg für die Produktion immer anspruchsvollerer Komponenten in verschiedenen Branchen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Wie erreichen moderne CNC-Maschinen Präzision und Komplexität in der Fertigung? Dieser Artikel befasst sich mit den Unterschieden zwischen 4- und 5-Achsen-CNC-Bearbeitung und beleuchtet ihre einzigartigen Fähigkeiten und Anwendungen. Die Leser werden...
Haben Sie sich jemals gefragt, wie eine CNC-Drehmaschine so präzise Teile herstellen kann? In diesem Artikel erkunden wir die faszinierende Welt der CNC-Drehmaschinen und konzentrieren uns dabei auf die Anzahl der Achsen...
Haben Sie sich schon einmal gefragt, warum die Bearbeitung von Bohrungen schwieriger ist als die Gestaltung von Außenflächen? In diesem Artikel erfahren Sie, wie komplex das Bohren, Reiben, Aufbohren und Trepanieren ist. Erfahren Sie, wie verschiedene Werkzeuge und...
Stellen Sie sich eine Maschine vor, die so präzise ist, dass sie die kompliziertesten Details eines Triebwerksteils herausarbeiten kann. Das ist die Leistung der fünfachsigen CNC-Maschine. Im Gegensatz zu herkömmlichen dreiachsigen...
Haben Sie sich schon einmal gefragt, wie schrägverzahnte Zahnräder mit moderner Technik präzise hergestellt werden? Dieser Artikel befasst sich mit dem komplizierten Prozess der Bearbeitung schrägverzahnter Zahnräder auf einer vierachsigen CNC-Maschine. Er behandelt...
Haben Sie sich jemals gefragt, wie die Giganten der Werkzeugmaschinenindustrie unsere Welt gestalten? In diesem Artikel stellen wir Ihnen die sechs größten Werkzeugmaschinenhersteller in den Vereinigten Staaten vor. Sie werden entdecken...
In diesem Artikel erkunden wir die Welt der japanischen Werkzeugmaschinenhersteller, der unbesungenen Helden hinter vielen industriellen Innovationen. Entdecken Sie ihre Spitzentechnologien, ihr bewährtes Know-how und ihre bedeutenden Beiträge zu verschiedenen...
Haben Sie sich jemals gefragt, welche Unternehmen in der Fräsmaschinenindustrie führend sind? Dieser Artikel stellt die Top 10 Fräsmaschinenhersteller des Jahres 2024 vor und hebt ihre Innovationen, ihren globalen Einfluss und ihren Beitrag zur...
Haben Sie sich jemals über die faszinierende Geschichte der Drehmaschine gewundert, einer Werkzeugmaschine, die die Fertigung revolutioniert hat? In diesem fesselnden Blogbeitrag nehmen wir Sie mit auf eine Reise durch...