CO2-Schutzgasschweißen: Ideale Strom- und Spannungsregelung
Wie bekommt man die perfekte Schweißnaht? Es ist wichtig, die Feinheiten der Einstellung von Strom und Spannung der Schweißmaschine zu verstehen. Dieser Artikel befasst sich mit den Schlüsselfaktoren, die die idealen Einstellungen für das CO2-Schutzgasschweißen beeinflussen, einschließlich der Beziehung zwischen Schweißstrom, Spannung und Drahtvorschubgeschwindigkeit. Wenn Sie diese Elemente beherrschen, können Sie eine stabile Lichtbogenlänge und eine hervorragende Schweißqualität erzielen. Tauchen Sie ein und erfahren Sie, wie Sie die Einstellungen Ihrer Schweißmaschine optimieren können, um die besten Ergebnisse zu erzielen.
Beim CO2-Schutzgasschweißen, einer Art des Gas-Metall-Lichtbogenschweißens (GMAW), wird ein elektrischer Lichtbogen zur Wärmeerzeugung eingesetzt, der sowohl den Schweißdraht (Elektrode) als auch den Grundwerkstoff zum Schmelzen bringt. Die Schweißspannung, die in der Regel zwischen 15 und 35 Volt liegt, dient als primäre Energiequelle, die die Lichtbogenlänge steuert und das Schweißraupenprofil beeinflusst.
Mit zunehmender Schweißspannung vergrößert sich die Lichtbogenlänge, was zu einer höheren Wärmezufuhr und folglich zu einer schnelleren Drahtschmelzrate führt. Diese Beziehung ist nicht linear, wobei die Schmelzrate bei höheren Spannungen aufgrund der erhöhten Widerstandserwärmung in der Drahtverlängerung schneller ansteigt.
Der Schweißstrom, der je nach Anwendung typischerweise zwischen 50 und 600 Ampere liegt, ist in Konstantspannungssystemen selbstregulierend. Er wird durch das dynamische Gleichgewicht zwischen der Drahtvorschubgeschwindigkeit und der Schmelzrate bestimmt. Der Drahtvorschub liefert kontinuierlich Draht mit einer voreingestellten Geschwindigkeit, während die Stromquelle den Strom anpasst, um eine stabile Lichtbogenlänge zu gewährleisten. Dieses Gleichgewicht gewährleistet eine gleichbleibende Schweißqualität und Einbrandtiefe.
1. Schweißstrom
Die Wahl des Schweißstroms ist ein entscheidender Parameter für die Erzielung qualitativ hochwertiger Schweißnähte und hängt von mehreren Faktoren ab, darunter die Dicke des Grundmetalls, die Schweißposition, die Fahrgeschwindigkeit, die Materialzusammensetzung und die Verbindungskonfiguration.
Beim Metall-Lichtbogenschweißen (GMAW) mit CO2-Schutzgas ist es unerlässlich, eine synergetische Beziehung zwischen Schweißstrom, Lichtbogenspannung und Drahtvorschubgeschwindigkeit aufrechtzuerhalten. Dieses Gleichgewicht ist entscheidend für die Optimierung der Schmelzrate des Elektrodendrahtes und die Gewährleistung einer konstanten Lichtbogenlänge während des gesamten Schweißprozesses.
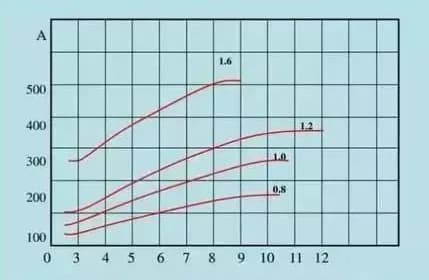
Verhältnis zwischen Schweißstrom und Drahtvorschubgeschwindigkeit
Bei einem bestimmten Schweißdraht führt eine größere Kabelgröße zu einer höheren Drahtvorschubgeschwindigkeit.
Wenn der Strom konstant bleibt, führt die Verwendung eines dünneren Schweißdrahtes zu einer schnelleren Drahtvorschubgeschwindigkeit.
2. Spannung beim Schweißen
Die Schweißspannung, auch Lichtbogenspannung genannt, ist ein kritischer Parameter, der den Energieeintrag in den Schweißprozess bestimmt. Sie spielt eine entscheidende Rolle bei der Bestimmung der Eigenschaften der Schweißraupe und der gesamten Schweißqualität.
Die Lichtbogenspannung hat einen direkten Einfluss auf die Länge und Breite des Lichtbogens und damit auf die Wärmeverteilung im Schweißbad. Eine höhere Lichtbogenspannung führt zu:
Erhöhter Energieeintrag beim Schweißen
Schnellere Abschmelzleistung des Schweißdrahtes
Erhöhter Schweißstrom
Breiteres und flacheres Schweißraupenprofil
Die effektive Lichtbogenspannung kann berechnet werden, indem der Spannungsabfall im Schweißkreis von der Ausgangsspannung der Stromquelle abgezogen wird. Diese Beziehung wird durch die folgende Gleichung ausgedrückt:
ULichtbogen = UAusgabe - UVerlust
Wo: ULichtbogen = Lichtbogenspannung (V) UAusgabe = Ausgangsspannung der Stromquelle (V) UVerlust = Spannungsverlust im Schweißstromkreis (V)
Bei einer ordnungsgemäß installierten Schweißanlage, die den Standard-Installationsanforderungen entspricht, ist die Hauptquelle des Spannungsverlustes in der Regel die Kabelverlängerung. Dieser Verlust ist auf den elektrischen Widerstand der verlängerten Kabel zurückzuführen.
Wenn Schweißkabel verlängert werden müssen, um entfernte Werkstücke zu erreichen, muss der Spannungsabfall unbedingt ausgeglichen werden. Die Ausgangsspannung der Schweißmaschine sollte nach den folgenden Richtlinien eingestellt werden:
Schweissstrom Kabellänge
100A
200A
300A
400A
500A
10m
Über 1V
Etwa 1,5 V
Über 1V
Etwa 1,5 V
Über 2V
15m
Über 1V
Etwa 2,5 V
Über 2V
Etwa 2,5 V
Über 3V
20m
Etwa 1,5 V
Über 3V
Etwa 2,5 V
Über 3V
Über 4V
25m
Über 2V
Über 4V
Über 3V
Über 4V
Über 5V
Es ist wichtig zu beachten, dass eine übermäßige Kabellänge zu erheblichen Spannungsabfällen führen kann, die möglicherweise die Schweißqualität beeinträchtigen. Es wird daher empfohlen, die kürzeste praktikable Kabellänge zu verwenden und den Kabelquerschnitt bei Anwendungen über große Entfernungen zu vergrößern, um den Spannungsverlust zu minimieren.
3. Einstellung der Schweißspannung
Die Wahl der richtigen Schweißspannung ist entscheidend für eine optimale Schweißqualität und Effizienz. Die Spannung wird anhand des Schweißstroms bestimmt, der wiederum von Faktoren wie Blechdicke, Verbindungskonfiguration und Schweißposition abhängt. Verwenden Sie die folgenden Formeln, um den empfohlenen Schweißspannungsbereich zu berechnen:
Für Ströme < 300A: Schweißspannung = (0,05 × Schweißstrom + 14 ± 2) V
Für Ströme ≥ 300A: Schweißspannung = (0,05 × Schweißstrom + 14 ± 3) V
Beispiel 1: Schweißstrom von 200A (< 300A) Schweißspannung = (0,05 × 200 + 14 ± 2) V = (10 + 14 ± 2) V = 24 ± 2 V Empfohlener Spannungsbereich: 22 - 26 V
Beispiel 2: Schweißstrom von 400A (≥ 300A) Schweißspannung = (0,05 × 400 + 14 ± 3) V = (20 + 14 ± 3) V = 34 ± 3 V Empfohlener Spannungsbereich: 31 - 37 V
Hinweis: Diese Berechnungen stellen einen Ausgangspunkt für die Spannungseinstellungen dar. Je nach den spezifischen Schweißbedingungen, den Materialeigenschaften und den gewünschten Schweißeigenschaften kann eine Feinabstimmung erforderlich sein. Konsultieren Sie immer Ihre Schweißverfahrensspezifikation (WPS) und führen Sie Testschweißungen durch, um optimale Ergebnisse zu erzielen.
4. Einfluss der Schweißspannung auf den Schweißeffekt
Die Schweißspannung hat einen erheblichen Einfluss auf die Lichtbogeneigenschaften und die Schweißraupengeometrie, was sich direkt auf die gesamte Schweißqualität auswirkt. Die optimale Spannungsauswahl ist entscheidend für das Erreichen der gewünschten Schweißeigenschaften und die Minimierung von Fehlern.
Wenn die Spannung zu hoch ist:
Die Länge des Lichtbogens nimmt zu, was zu einem weniger konzentrierten Wärmeeintrag führt.
Es entstehen größere Spritzerpartikel, die das Risiko von Porosität in der Schweißnaht erhöhen.
Der Schweißwulst wird breiter, aber flacher, mit geringerer Eindringtiefe
Die Bewehrungshöhe (Überschusshöhe) nimmt ab, was die Festigkeit der Verbindung beeinträchtigen kann.
Die Stabilität des Lichtbogens kann abnehmen, was ein unverwechselbares "Patter! Patter!"-Geräusch erzeugt.
Umgekehrt, wenn die Spannung zu niedrig ist:
Der Lichtbogen wird instabil, was zu vermehrten Spritzern führt, da der Schweißdraht häufig einen Kurzschluss mit dem Grundwerkstoff verursacht.
Der Schweißwulst verengt sich, was zu einem Mangel an Verschmelzung an den Verbindungsrändern führen kann
Sowohl die Eindringtiefe als auch die Bewehrungshöhe nehmen zu, was zu übermäßiger Bewehrung und möglichen Spannungskonzentrationen führen kann.
Die Lichtbogeninstabilität äußert sich in einem charakteristischen "bang! bang! bang!"-Geräusch, das auf häufige Kurzschlüsse hinweist.
Die optimale Spannungseinstellung hängt von Faktoren wie dem Schweißverfahren (z. B. MSG, FCAW), der Drahtvorschubgeschwindigkeit, der Materialstärke und der Verbindungskonfiguration ab. Moderne Schweißstromquellen verfügen häufig über eine synergetische Steuerung, die die Spannung automatisch auf der Grundlage anderer Parameter anpasst, um optimale Lichtbogeneigenschaften zu erhalten.
Die richtige Wahl der Spannung in Verbindung mit anderen Schweißparametern ist entscheidend für hochwertige Schweißnähte mit minimalen Fehlern, optimaler Verschmelzung und den gewünschten mechanischen Eigenschaften.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Warum kommt es beim CO2-Schutzgasschweißen häufig zu Porosität, und wie lässt sie sich vermeiden? Dieser Artikel befasst sich mit den Ursachen für diese lästigen Schweißfehler und erklärt, wie unsachgemäße...
Welche Schweißtechnik hat sich wirklich bewährt: Lichtbogenhandschweißen oder CO2-Schutzgasschweißen? Dieser Artikel befasst sich mit den wichtigsten Unterschieden, Vorteilen und Nachteilen dieser beiden beliebten...
Haben Sie sich jemals gefragt, wie Gasschweißen funktioniert und warum es im Maschinenbau so wichtig ist? In diesem Artikel werden die Prinzipien, die Arten von Gasflammen und die verwendeten Materialien...
Stellen Sie sich das Schweißen ohne Gas vor - chaotisch und schwach. Schweißgas ist der stille Champion, der die Schweißnähte vor Verunreinigungen schützt, den Lichtbogen stabilisiert und für feste Verbindungen sorgt. Dieser Artikel erforscht...
Kommt es bei Ihrer Schweißmaschine zu Verstopfungen des Gasflusses? Dieses häufige Problem kann die Schweißqualität stark beeinträchtigen und Defekte wie Porosität und Risse verursachen. In diesem Artikel gehen wir auf die wichtigsten Ursachen ein...
Warum ist die Wahl des richtigen Gasgemischs entscheidend für den Erfolg beim Schweißen? In diesem Artikel wird untersucht, wie die Auswahl des richtigen Gasgemischs die Schweißqualität drastisch verbessern kann, indem Tropfen verfeinert, Spritzer reduziert,...
Haben Sie sich jemals gefragt, was Schweißgase so wichtig und gleichzeitig so komplex macht? Dieser Artikel befasst sich mit den verschiedenen Arten von Schweißgasen, ihrer Rolle beim Schutz und der Stabilisierung von Schweißnähten und...
Was wäre, wenn Sie Ihre Schweißpräzision mit nur wenigen Einstellungen verbessern könnten? Dieser Artikel befasst sich mit dem entscheidenden Verhältnis zwischen Schweißstrom, Drahtdurchmesser und Blechdicke beim CO2-Schweißen,...
Warum ist das Schweißen von Kohlenstoffstahl sowohl eine Kunst als auch eine Wissenschaft? Das Verständnis der Schweißbarkeit verschiedener Kohlenstoffstähle - von niedrigem bis hohem Kohlenstoffgehalt - ist entscheidend für die Gewährleistung starker, dauerhafter Verbindungen. Dies...