Berechnungsformeln für Biegegrenzmaße verschiedener Bleche: Eine Zusammenfassung
Haben Sie sich schon einmal gefragt, wie Sie die Biegegrenzen von Blechen genau berechnen können? In diesem Artikel werden die wichtigsten Formeln und Richtlinien zur Bestimmung der minimalen und maximalen Biegemaße erläutert, um die Präzision Ihrer Metallbearbeitungsprojekte zu gewährleisten. Wenn Sie diese Berechnungen verstehen, können Sie Ihre Konstruktionen optimieren und kostspielige Fehler vermeiden. Tauchen Sie ein in die Besonderheiten von Flanschgrößen, Z-förmigen Säumen und U-förmigen Biegungen und gewinnen Sie wertvolle Erkenntnisse, die Ihre Fähigkeiten in der Blechverarbeitung verbessern werden.
3. Maximale Größe der Z-förmigen Falzkantenrückseite
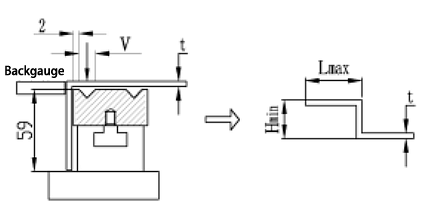
3.1 Die maximale Größe der Rückseite beim Z-förmigen Falten (wie in Abb. 6 dargestellt).
Die linke Tür des allgemeinen Schaltschranks ist mit einem Z-förmigen Falz versehen, dessen Größe auf der Rückseite durch die Höhe der unteren Form und des Formbodens beeinflusst wird.
Für die maximale Höhe der Rückseite gilt Formel (9):
Lmax = 59 + t ............(9)
3.2 Wenn die Mittenhöhe des Z-Falzes weniger als 30 beträgt, zeigt Tabelle 7 die maximale Rückseitengröße des Z-Falzes für verschiedene Materialstärken.
Wenn die Spitzenhöhe des Z-Falzes beträchtlich ist, kann sie durch verschiedene Komponenten der unteren Matrizenbasis der Biegemaschine beeinträchtigt werden. In solchen Fällen sollte die maximale Größe der Rückseite vor Ort bestimmt werden.
Tabelle 7: Maximale Größe der Rückseite von Z-Säumen
Materialstärke t
1.0
1.2
1.5
2.0
2.5
3.0
4.0
5.0
Lmax
60
60.2
60.5
61
61.5
62
63
64
4. U-förmiges Biegen
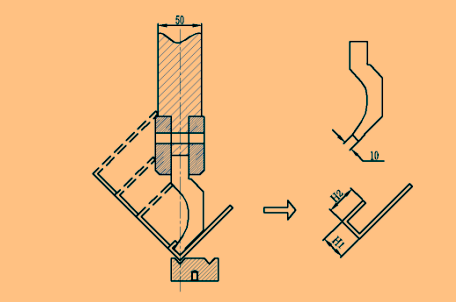
4.1 Wie in Abb. 7 dargestellt, sollte die Breite (H1) des U-förmigen Saums nicht zu schmal und die Höhe (H2) wegen der Auswirkungen der Werkzeugmaschinen und Formen nicht zu groß sein.
Wenn die Höhe (H2) die in Tabelle 5 angegebene Mindestgröße des Saums erreicht, kann der Mindestwert für die Breite (H1) nach Formel (10) berechnet werden.
H1 = 12 + 2t .....................(10)
Abb.7
41,1 der Wert von H1 ist in Tabelle 8 angegeben
Materialstärke t
1.0
1.2
1.5
2.0
2.5
3.0
H1 min
14
15
15
16
17
18
4.1.2 Wenn der H1-Wert groß ist, sollte er eingehalten werden: H2 < H1- 35.
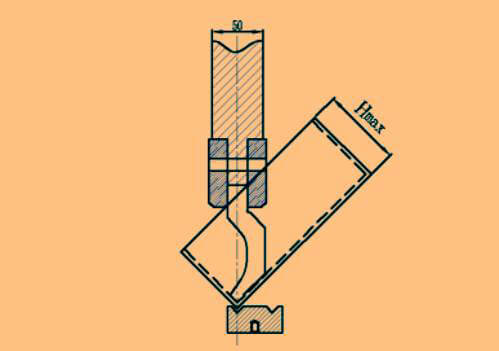
4.2 Maximale Höhe der vierseitigen Faltung H
Die maximale Höhe des vierseitigen Falzes (Hmax) ist aufgrund des Einflusses der Form auf weniger als 175 begrenzt, wie in Abb. 8 dargestellt.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie man die für die Blechbearbeitung erforderliche Biegekraft genau berechnet? In diesem aufschlussreichen Blog-Beitrag werden wir die Feinheiten der Biegekraftberechnung, der Zeichnung und der...
Haben Sie sich jemals gefragt, wie Bleche in komplexe Formen gebracht werden? Der Schlüssel dazu ist der Biegeabzug, ein entscheidendes Konzept in der Blechverarbeitung. In diesem Blogbeitrag tauchen wir...
Haben Sie schon einmal über die Kräfte nachgedacht, die beim Biegen eines Rohrs wirken? In diesem Artikel werden wir die faszinierende Welt der Rohrbiegemechanik erkunden. Unser erfahrener Maschinenbauingenieur wird...
Haben Sie sich jemals gefragt, wie dünne Bleche in präzise Formen gebogen werden? Dieser Artikel erkundet die faszinierende Welt der L-, U- und Z-Biegetechniken in der Blechbearbeitung...
Haben Sie sich schon einmal gefragt, wie in der Metallverarbeitung Präzisionsbiegungen erreicht werden? Dieser Artikel lüftet die Geheimnisse der Einstellung von Abkantpressen, von der Feinabstimmung der Winkel bis zur Kompensation der Durchbiegung. Tauchen Sie ein und lernen Sie die...
Haben Sie sich jemals gefragt, wie Blechteile entworfen und mit Präzision hergestellt werden? In diesem Blogbeitrag tauchen wir in die faszinierende Welt der Biegezugabe ein - ein...
Haben Sie sich schon einmal mit der Berechnung der richtigen Biegezugabe für Ihre Blechprojekte herumgeschlagen? In diesem Blogbeitrag tauchen wir in die Welt der Biegezugaben ein und untersuchen, wie...
Achtung an alle Metallbearbeitungsfans! Sind Sie es leid, die richtige Tonnage für Ihre Abkantpresse zu erraten? Dann suchen Sie nicht weiter! In diesem Blogbeitrag tauchen wir ein in die Welt der Abkantpressen...
Haben Sie sich jemals gefragt, wie Sie die Biegezugabe für Ihre Metallbauprojekte genau berechnen können? In diesem Blogbeitrag erkunden wir die faszinierende Welt der Formeln für Biegezugaben und...