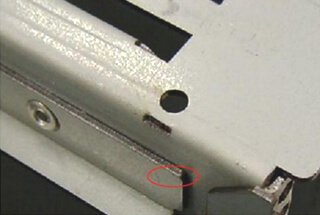
(1) Nach dem Biegen des Blechs auf beiden Seiten der Ecke wird durch das Strangpressen Metallmaterial überstehen. Dies führt zu einer Vergrößerung der Breite im Vergleich zur ursprünglichen Größe, und die Größe des Überstands ist abhängig von der Dicke des verwendeten Materials. Je dicker das Material ist, desto größer ist der überstehende Punkt.
Um dieses Phänomen zu vermeiden, kann ein Halbkreis auf beiden Seiten der Biegelinie vorher. Der Durchmesser des Halbkreises sollte vorzugsweise das 1,5-fache der Dicke des Materials betragen.
Die gleiche Methode wird beim Zurückfalten von Restmaterial angewandt.
(2) Bei Verwendung eines Abkantpresse Zum Biegen von Blechen sollte der innere R-Winkel größer oder gleich der Hälfte der Materialstärke sein.
Wenn der R-Winkel anfangs nicht gebildet wird, verschwindet der rechte Winkel nach mehreren Schlägen allmählich und der R-Winkel bildet sich von selbst. Danach wird die Länge einer oder beider Seiten des R-Winkels etwas länger werden.
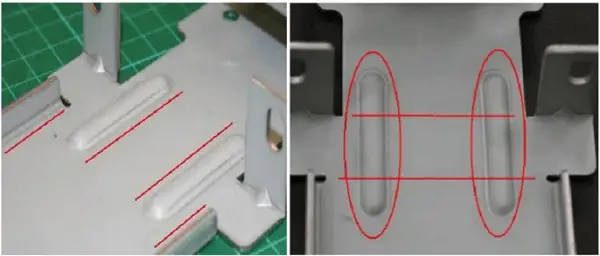
(3) Bleche lassen sich beim Biegen leicht deformieren.
Um Verformungen zu vermeiden, kann eine angemessene Anzahl von 45-Grad-Verstärkungsrippen an den Biegungen angebracht werden, um deren Festigkeit zu erhöhen, ohne andere Teile zu beeinträchtigen.
(4) Im Allgemeinen ist es schwierig, die Geradheit Es handelt sich um ein schmales und längliches Blechteil, das sich unter Belastung leicht verformt. Um seine Festigkeit und Geradheit zu erhalten, kann eine Seite L-förmig oder zwei Seiten 冂-förmig gefaltet werden.
Allerdings ist es oft nicht möglich, die L- und 冂-Formen von Anfang bis Ende zu verbinden. Was ist also zu tun, wenn sie aufgrund bestimmter Faktoren unterbrochen werden?
In solchen Fällen kann das Hinzufügen einer angemessenen Anzahl von Rippen dazu beitragen, die Festigkeit des Blechteils zu erhöhen.
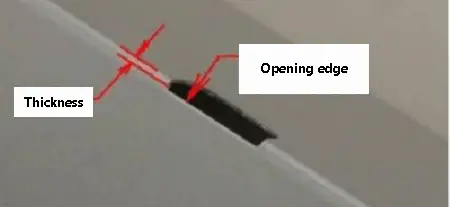
(5) Es ist am besten, schmale Öffnungen in der Biegung zwischen der flachen Oberfläche und der Biegefläche zu haben, oder der Rand der Öffnung sollte nach dem Biegen zurückgezogen werden, da sonst Grate entstehen können.
Die Breite der Öffnung sollte mindestens 1,5 mal so groß sein wie die Dicke der Platte.
Darüber hinaus ist es wichtig, bei der Erstellung von Zeichnungen die R-Ecke zu markieren und Nachlässigkeit oder Faulheit in dieser Hinsicht zu vermeiden.
Rechtwinklige oder spitzwinklige Patrizen und Matrizen sind anfällig für Risse, was in Zukunft zu zusätzlichen Kosten für Aussetzung und Reparaturen führen kann.
(6) Wenn nicht ausdrücklich ein 90-Grad-Winkel vorgeschrieben ist, bearbeiten Sie bitte die Ecke des Metallblech zu einem geeigneten R-Winkel.
Ein rechter Winkel an der Kante des Blechs kann scharfe Spitzen erzeugen, die das Personal schneiden können.
Die rechtwinklige Spitze der Matrize ist anfällig für Risse aufgrund von Spannungskonzentrationen.
Die Spitze des Oberstempels ist außerdem anfällig für Risse, was zu Reparaturen an der Form und Produktionsverzögerungen führt.
Und selbst wenn die Form nicht reißt, nutzt sich der R-Winkel mit der Zeit ab, was zu Graten am Produkt und fehlerhaften Teilen führt.
(7) Kantenbiegen
Es gibt zwei Arten des Biegenseinseitig und zweiseitig. Für eine höhere Präzision wird empfohlen, das bilaterale Biegen zu verwenden, da es eine bessere Genauigkeit bietet.
Es ist ratsam, darauf zu achten, dass die Höhe der gefalteten Kante mehr als 3 mm beträgt (mit einer Toleranz von T: 1,0 ~ 1,2 mm), da unzureichende Spannen Abmessungen können zu instabilen Abmessungen führen.
Achten Sie beim Falten der Kanten darauf, dass die Teile an den Seitenwänden oder inneren Vorsprüngen nicht zu nahe an der Bodenfläche liegen. Es wird empfohlen, einen Abstand von mehr als 10 mm einzuhalten. Denn wenn der Abstand zu gering ist, kann die Biegeradius der Ecken unterhalb der Vorsprünge ist größer als der Radius der linken und rechten Seite, da es keinen Stempel gibt.
Dies kann zu einer unregelmäßigen Form führen, die das Gesamterscheinungsbild beeinträchtigt. Daher ist es von entscheidender Bedeutung, während des gesamten Faltvorgangs einen gleichmäßigen R-Winkel beizubehalten.
Lösung:
An der Falzlinie kann vor dem Biegen eine geeignete Einkerbung angebracht werden, die das Aussehen verbessert.
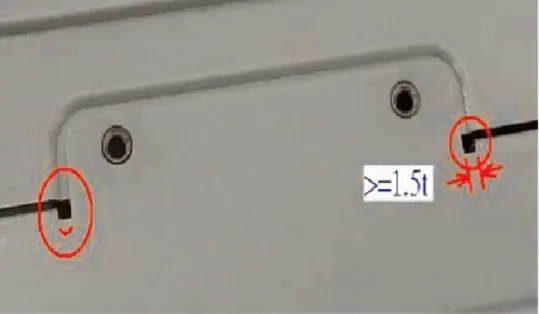
Beim Falten der Kanten ist darauf zu achten, dass die Öffnungen an den Seitenwänden nicht zu dicht an der Bodenfläche liegen. Idealerweise sollte ein Abstand von 3 mm oder mehr eingehalten werden, um eine Verformung der Öffnungen während des Biegevorgangs zu vermeiden.
Lösung
Vor dem Biegen wird ein Langloch mit einer Länge, die dem 1,5-fachen der Materialstärke entspricht, entlang der Faltlinie gestanzt. Der Zweck dieses Lochs besteht darin, dass überschüssiges Material leicht entfernt werden kann, ohne das Aussehen der Öffnung zu beeinträchtigen.