Hartlöten 101: Alles, was Sie als Anfänger wissen müssen
Haben Sie sich jemals gefragt, welche Wissenschaft hinter dem Verbinden von Metallen steckt, ohne sie zu schmelzen? Hartlöten ist ein faszinierender Prozess, bei dem Metalle mithilfe eines auf einen bestimmten Temperaturbereich erhitzten Zusatzwerkstoffs verbunden werden. In diesem Artikel tauchen wir in die Welt des Hartlötens ein und erforschen seine Eigenschaften, Vorteile und verschiedenen Arten. Entdecken Sie mit uns die Geheimnisse dieser wichtigen Metallbearbeitungstechnik und erfahren Sie, wie sie die Produkte prägt, die wir täglich verwenden.
Hartlöten ist ein Hochtemperatur-Fügeverfahren, bei dem ein Lot auf eine Temperatur von typischerweise mehr als 450°C (842°F) erhitzt wird. Diese Temperatur wird sorgfältig so gewählt, dass sie über dem Liquiduspunkt des Zusatzwerkstoffs, aber unter der Solidustemperatur der zu verbindenden Grundwerkstoffe liegt.
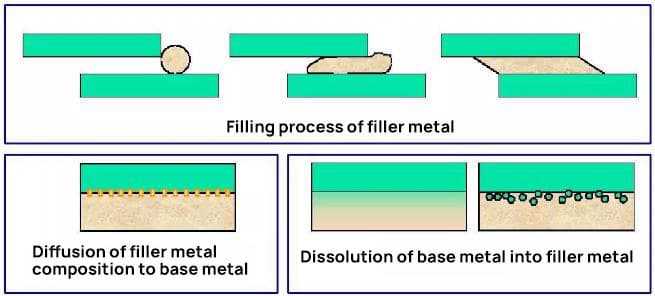
Während des Lötvorgangs benetzt das geschmolzene Lot die Oberfläche der unedlen Metalle, was durch eine geeignete Flussmittelanwendung oder eine kontrollierte Atmosphäre erleichtert wird. Durch die Kapillarwirkung wird der flüssige Zusatzwerkstoff dann in den engen Fugenspalt gezogen. Wenn die Baugruppe abkühlt, verfestigt sich das Lot und schafft eine starke metallurgische Verbindung zwischen den Grundwerkstoffen.
Diese vielseitige Technik ermöglicht das Verbinden ähnlicher oder unterschiedlicher Metalle und führt zu hochfesten Verbindungen mit ausgezeichneter thermischer und elektrischer Leitfähigkeit. Hartlöten ist in Branchen wie der Luft- und Raumfahrt, der Automobilindustrie und der Heizungs-, Lüftungs- und Klimatechnik weit verbreitet, da es dichte Verbindungen schafft und komplexe Baugruppen mit minimaler Verformung zusammenfügt.
Eigenschaften des Lötens
(1) Der Schmelzpunkt des Schweißzusatzes ist wesentlich niedriger als der des Grundmetalls, in der Regel um mindestens 50°C (90°F). Dieser Temperaturunterschied gewährleistet, dass das Grundmetall während des Lötvorgangs in einem festen Zustand bleibt und seine strukturelle Integrität und mechanischen Eigenschaften beibehält.
(2) Die Zusammensetzung des Zusatzwerkstoffs unterscheidet sich deutlich von der des Grundmetalls. Diese Unterschiede in der Zusammensetzung sind darauf ausgerichtet, bestimmte metallurgische Eigenschaften zu erzielen, wie z. B. eine verbesserte Benetzbarkeit, verbesserte Fließeigenschaften und Kompatibilität mit dem Grundmetall für eine optimale Verbindungsfestigkeit.
(3) Der geschmolzene Zusatzwerkstoff wird durch eine Kombination aus Benetzungswirkung und Kapillarkraft in den Fugenspalt zwischen den Grundmetallkomponenten gezogen und dort gehalten. Dieses Phänomen, das als Kapillarwirkung oder Kapillarfluss bekannt ist, wird von Faktoren wie Oberflächenspannung, Viskosität und dem Spaltabstand bestimmt, der für optimale Ergebnisse typischerweise zwischen 0,025 und 0,125 mm (0,001 bis 0,005 Zoll) liegt.
(4) Die metallische Bindung wird durch die gegenseitige Diffusion von Atomen an der Grenzfläche zwischen dem flüssigen Schweißzusatz und dem festen Grundmetall hergestellt. Durch diesen Diffusionsprozess entsteht eine intermetallische Schicht, die für die Bildung einer starken, kontinuierlichen metallurgischen Verbindung entscheidend ist. Das Ausmaß und die Art dieser Diffusionszone beeinflussen die mechanischen Eigenschaften und die Korrosionsbeständigkeit der Verbindung erheblich.
Zersetzung des Lötprozesses
Vorteile und Nachteile des Hartlötens
Hartlöten Vorteile:
Verfahren mit niedrigeren Temperaturen: Das Hartlöten erfolgt bei Temperaturen unterhalb des Schmelzpunkts des Grundmetalls, wodurch die strukturellen Veränderungen und die Eigenschaftsveränderungen der Grundwerkstoffe minimiert werden.
Minimale Verformung: Das Verfahren führt zu vernachlässigbaren Spannungen und Verformungen und ist daher ideal für das Fügen hochpräziser Komponenten und komplizierter Strukturen.
Hohe Effizienz: Das Hartlöten ermöglicht die gleichzeitige Herstellung mehrerer Verbindungen, was die Produktionsraten erheblich steigert.
Vielseitigkeit: Es eignet sich für eine Vielzahl von Materialien, einschließlich Metallen, Nichtmetallen und ungleichen Materialkombinationen, und bietet somit ein umfangreiches Anwendungspotenzial.
Hervorragende Verbindungsqualität: Hartgelötete Verbindungen weisen in der Regel glatte, ästhetisch ansprechende Oberflächen mit hervorragenden Abrundungseigenschaften auf.
Beibehaltung der Materialeigenschaften: Die geringere Wärmezufuhr trägt dazu bei, die mechanischen und physikalischen Eigenschaften des Grundmaterials zu erhalten, was für spezielle Anwendungen entscheidend ist.
Hermetische Abdichtung: Hartgelötete Verbindungen können leckdichte Dichtungen bieten, die in Branchen wie der Luft- und Raumfahrt und der Elektronik unerlässlich sind.
Hartlöten Nachteile:
Beschränkungen der Verbindungsfestigkeit: Hartgelötete Verbindungen haben im Allgemeinen eine geringere Festigkeit als geschweißte Verbindungen, insbesondere bei erhöhten Temperaturen.
Konstruktionseinschränkungen: Überlappungsverbindungen sind zwar vielseitig, können aber zu einem erhöhten Materialverbrauch, zusätzlichem Gewicht und potenziellen Spannungskonzentrationspunkten in der Struktur führen.
Strenge Oberflächenvorbereitung: Das Verfahren erfordert eine sorgfältige Reinigung der Oberfläche und eine präzise Kontrolle des Fugenspiels, um eine ordnungsgemäße Kapillarwirkung und das Fließen des Zusatzwerkstoffs zu gewährleisten.
Ausrüstung und Kostenüberlegungen: Einige fortschrittliche Löttechniken erfordern erhebliche Investitionen in spezielle Geräte und Einrichtungen, was die Betriebskosten erhöhen kann.
Temperaturempfindlichkeit: Der niedrigere Schmelzpunkt von Lötlegierungen kann die Betriebstemperatur der verbundenen Komponenten begrenzen.
Potenzial für galvanische Korrosion: Beim Verbinden unterschiedlicher Metalle kann das Füllmaterial eine galvanische Verbindung eingehen, was eine sorgfältige Materialauswahl und konstruktive Überlegungen erfordert.
Abhängigkeit von der Fachkenntnis: Um qualitativ hochwertige Lötverbindungen zu erzielen, sind häufig qualifizierte Mitarbeiter erforderlich, insbesondere bei komplexen Geometrien oder kritischen Anwendungen.
Arten des Hartlötens
1) Klassifizierung nach dem Schmelzpunkt des Lots
Löten: Unter 450°C (842°F)
Hartlöten: Über 450°C (842°F)
2) Klassifizierung nach Löttemperatur
Hochtemperaturlöten: Über 800°C (1472°F)
Hartlöten bei mittleren Temperaturen: 550°C bis 800°C (1022°F bis 1472°F)
Niedertemperaturlöten: unter 550°C (1022°F)
3) Klassifizierung nach Wärmequelle
Flammhartlöten: Verwendung von Gasflammen (z. B. Autogen, Propan)
Hartlöten im Ofen: Einsatz von Öfen mit kontrollierter Atmosphäre
Induktionslöten: Verwendet elektromagnetische Induktionserwärmung
Widerstandslöten: Anwendung von elektrischem Widerstand zur lokalen Erwärmung
Tauchlöten: Eintauchen der Teile in geschmolzene Salz- oder Metallbäder
Infrarot-Löten: Nutzt Infrarotstrahlung für präzise Erwärmung
4) Klassifizierung nach Atmosphäre
Atmosphärisches Löten: Wird im Freien durchgeführt
Löten in kontrollierter Atmosphäre: Verwendung von inerten oder reduzierenden Gasen (z. B. Stickstoff, Argon)
Vakuumlöten: Wird in einer Vakuumumgebung für hochreine Verbindungen durchgeführt
5) Klassifizierung nach der Anwendung von Schweißzusatzwerkstoffen
Hartlöten vor Ort: Zusatzwerkstoff vor dem Erhitzen positioniert
Kontinuierliches Zuführungslöten: Während des Lötvorgangs zugeführtes Zusatzmetall
6) Klassifizierung nach Fugenform
Überlappendes Hartlöten
Stumpfes Löten
T-Stoß Löten
Eckverbindungslöten
Begriffe und Definitionen im Zusammenhang mit dem Hartlöten
Liquidus: Die niedrigste Temperatur, bei der das Hartlot vollständig flüssig ist.
Solidus: Die höchste Temperatur, bei der das Hartlot vollständig fest ist.
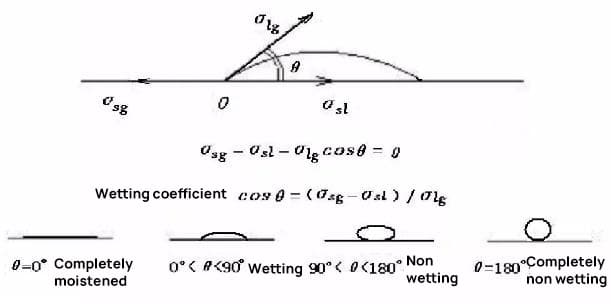
Benetzung:
Unter Benetzung versteht man die Fähigkeit einer Flüssigkeit, den Kontakt mit einer festen Oberfläche aufrechtzuerhalten, die durch intermolekulare Wechselwirkungen entsteht, wenn die beiden zusammengebracht werden. Es ist ein entscheidendes Phänomen beim Löten, das Folgendes umfasst:
Immersionsbenetzung: Wenn ein Feststoff in eine Flüssigkeit eingetaucht wird.
Adhäsionsbenetzung: Der erste Kontakt zwischen einer Flüssigkeit und einer festen Oberfläche.
Ausbreitende Benetzung: Die Ausbreitung einer Flüssigkeit über eine feste Oberfläche.
In freiem Zustand neigt eine Flüssigkeit aufgrund der Oberflächenspannung dazu, eine kugelförmige Gestalt anzunehmen. Wenn eine Flüssigkeit einen Festkörper berührt:
Wenn die Kohäsionskräfte der Flüssigkeit die Adhäsionskräfte zum Festkörper übersteigen, wird sie die Oberfläche nicht benetzen.
Wenn die Adhäsionskräfte der Flüssigkeit zum Festkörper dessen Kohäsionskräfte übersteigen, kommt es zur Benetzung.
Der Grad der Benetzung wird durch den Kontaktwinkel (θ) bestimmt, der sich zwischen der flüssigen und der festen Phase an ihrer Grenzfläche bildet. Für ein effektives Hartlöten sollte der Benetzungswinkel des Zusatzwerkstoffs in der Regel weniger als 20° betragen.
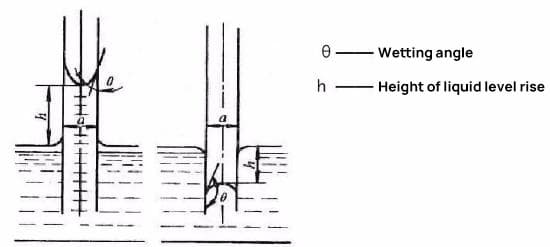
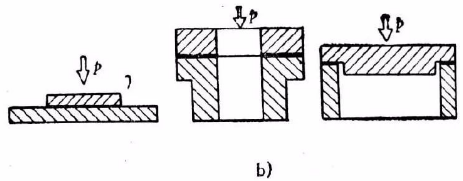
Kapillarwirkung:
Es wird davon ausgegangen, dass, wenn zwei parallel zueinander stehende Metallplatten senkrecht in eine unendliche Menge flüssigen Lots eingelegt werden, die Platten unendlich sind und die Menge des Lots unbegrenzt ist.
Je nach den Benetzungseigenschaften des Lots auf den Metallplatten führt der Kapillareffekt entweder zu der in Abbildung (a) oder zu der in Abbildung (b) dargestellten Situation. Wenn das Lot in der Lage ist, die Metallplatten zu benetzen, wird das in Abbildung (a) dargestellte Ergebnis eintreten; wenn nicht, wird das in Abbildung (b) dargestellte Ergebnis eintreten.
Hartlot und Löten
Sn-basierte und Pb-basierte Weichlote: Diese Lote zeichnen sich durch hervorragende Benetzungs- und Ausbreitungseigenschaften auf Kupfer und verschiedenen anderen Metallen aus, was sie zur ersten Wahl in der Elektronikindustrie macht. Insbesondere Lote auf Sn-Basis gewinnen aufgrund von Umweltbedenken und behördlichen Auflagen zunehmend an Bedeutung.
Cd-basiertes Lötzinn: Diese Lote bestehen in erster Linie aus Cadmium-Silber-Legierungen und bieten eine hervorragende Hitze- und Korrosionsbeständigkeit. Ihre Verwendung wird jedoch aufgrund der Toxizität von Cadmium zunehmend eingeschränkt, was zur Entwicklung sichererer Alternativen geführt hat.
Lötmittel auf Zn-Basis: Lote auf Zinkbasis sind eine kostengünstige Option mit guten mechanischen Eigenschaften und Korrosionsbeständigkeit. Sie sind besonders nützlich bei Anwendungen, die einen höheren Schmelzpunkt als herkömmliche Sn-Pb-Lote erfordern.
Weichlöten auf Au-Basis: Lote auf Goldbasis bieten eine außergewöhnliche Korrosionsbeständigkeit und werden häufig in hochzuverlässigen elektronischen Anwendungen sowie in der Luft- und Raumfahrt eingesetzt. Ihre hohen Kosten beschränken die breite Anwendung auf spezialisierte Sektoren.
Andere Weichlote mit niedrigem Schmelzpunkt:
In (Indium) basiertes Lot: Lote auf Indiumbasis bieten eine hervorragende Duktilität und Beständigkeit gegen thermische Ermüdung. Sie eignen sich besonders für kryogene Anwendungen und für die Verbindung wärmeempfindlicher Komponenten.
Lot auf Bi (Bismut)-Basis: Lote auf Bismutbasis werden als bleifreie Alternative immer beliebter. Sie bieten einen niedrigen Schmelzpunkt und eine gute Verbindungsfestigkeit, wodurch sie sich für temperaturempfindliche Bauteile eignen.
Lötmittel auf Basis von Ga (Gallium): Lote auf Galliumbasis bieten einzigartige Eigenschaften wie einen sehr niedrigen Schmelzpunkt und die Fähigkeit, nichtmetallische Oberflächen zu benetzen. Sie finden Anwendung in speziellen Bereichen wie der Optoelektronik und dem Wärmemanagement.
Bleifreies Lötzinn: Als Reaktion auf Umwelt- und Gesundheitsbedenken wurden bleifreie Lote entwickelt, die heute in der Elektronikindustrie weit verbreitet sind. Zu den gängigen bleifreien Formulierungen gehören SAC-Legierungen (Zinn-Silber-Kupfer), die ein ausgewogenes Verhältnis von Leistung, Zuverlässigkeit und Kosteneffizienz bieten. Diese Lote erfordern in der Regel etwas höhere Verarbeitungstemperaturen und können im Vergleich zu herkömmlichen Pb-Sn-Loten andere Benetzungseigenschaften aufweisen.
Hartlötmittel - Hartlöten
Hartlote spielen eine entscheidende Rolle bei der Verbindung von Bauteilen mit hoher Festigkeit und Zuverlässigkeit. Ihre Auswahl ist entscheidend für das Erreichen einer optimalen Verbindungsleistung bei verschiedenen industriellen Anwendungen.
Zu den wichtigsten Kategorien von Hartlötmitteln gehören:
Schweißzusatzwerkstoffe auf Aluminiumbasis: Speziell für das Löten von Aluminium und seinen Legierungen entwickelt. Sie bieten hervorragende Benetzungs- und Fließeigenschaften und gewährleisten starke Verbindungen, während die Korrosionsbeständigkeit des Grundmaterials erhalten bleibt. Wird häufig in der Luft- und Raumfahrt, der Automobilindustrie und der HLK-Industrie verwendet.
Hartlötmittel auf Silberbasis: Sie sind bekannt für ihre außergewöhnliche Vielseitigkeit und Leistungsfähigkeit bei einer Vielzahl von Metallen. Diese Legierungen haben einen niedrigen Schmelzpunkt, hervorragende Fließeigenschaften und eine hohe Verbindungsfestigkeit. Aufgrund ihrer hervorragenden Leitfähigkeit und Korrosionsbeständigkeit werden sie häufig in der Elektrotechnik, Medizintechnik und Luft- und Raumfahrt eingesetzt.
Schweißzusatzwerkstoffe auf Kupferbasis:
Hartlot aus reinem Kupfer: Ideal zum Hartlöten von Kohlenstoffstahl und niedrig legiertem Stahl. Es bietet hochfeste Verbindungen und eine gute Wärmeleitfähigkeit, wodurch es sich für Wärmetauscheranwendungen eignet.
Kupfer-Zink-Legierungen (Messing): Vielseitige Schweißzusatzwerkstoffe, die in verschiedenen Lötverfahren zum Verbinden unterschiedlicher Metalle verwendet werden. Sie bieten gute Benetzungseigenschaften und sind für viele industrielle Anwendungen kostengünstig.
Kupfer-Phosphor-Legierungen: Hauptsächlich zum Löten von Kupfer und Kupferlegierungen verwendet. Diese selbstfließenden Legierungen werden aufgrund ihrer hervorragenden Kapillarwirkung und ihrer Fähigkeit, dichte Verbindungen herzustellen, häufig in der HLK-, Sanitär- und Elektroindustrie eingesetzt.
Schweißzusatzwerkstoffe auf Nickelbasis: Obwohl sie im Originaltext nicht erwähnt werden, sind sie für Hochtemperaturanwendungen wichtig. Sie bieten eine hervorragende Festigkeit und Korrosionsbeständigkeit bei hohen Temperaturen und eignen sich daher für die Luft- und Raumfahrt, die Nuklearindustrie und die chemische Industrie.
Schweißzusatzwerkstoffe auf Edelmetallbasis (einschließlich Gold und Palladium): Diese spezialisierten Schweißzusatzwerkstoffe bieten einzigartige Eigenschaften wie hohe Korrosionsbeständigkeit, Biokompatibilität und Leistung in extremen Umgebungen. Sie werden in kritischen Anwendungen in der Medizin, der Luft- und Raumfahrt und der Elektronikindustrie eingesetzt.
Funktion und Leistungsanforderungen von Hartlötflussmitteln:
1) Beseitigung von Oxidschichten auf Metalloberflächen, wodurch optimale Bedingungen für die Benetzung und Verteilung des Zusatzwerkstoffs geschaffen werden.
2) Bilden Sie während des Lötprozesses eine schützende Flüssigkeitsbarriere über den Oberflächen des Grundmetalls und des Zusatzwerkstoffs.
3) Wirkt als Grenzflächenmittel, um die Benetzungseigenschaften zu verbessern und die Ausbreitung des Zusatzwerkstoffs zu fördern.
Notwendigkeit der Entfernung von Oxidschichten beim Hartlöten
Das Vorhandensein von Oxidschichten auf Metalloberflächen beeinträchtigt das Benetzungs- und Ausbreitungsverhalten von Hartlötmitteln erheblich, so dass sie für eine erfolgreiche Verbindungsbildung entfernt werden müssen. Die Herausforderungen, die mit der Entfernung von Oxidschichten verbunden sind, sind direkt proportional zu:
Schichtdicke: Dickere Oxidschichten gehen eine stärkere Verbindung mit dem Metallsubstrat ein.
Thermische Stabilität: Die höhere Temperaturbeständigkeit des Oxids erschwert die Entfernung.
Chemische Stabilität: Oxide mit größerer chemischer Inertheit erfordern aggressivere Entfernungsmethoden.
Eine wirksame Entfernung der Oxidschicht kann durch verschiedene Techniken erreicht werden:
Anwendung von Hartlötflussmitteln
Nutzung von Umgebungen mit kontrollierter Atmosphäre oder Vakuum
Mechanische Reinigungsverfahren (z. B. Strahlen, Drahtbürsten)
Physikalische Entfernungstechniken (z. B. Ionenbeschuss, Plasmareinigung)
Hartlötflussmittel erfüllen mehrere wichtige Funktionen, die über die Entfernung von Oxiden hinausgehen:
Verhindert die Reoxidation von gereinigten Metalloberflächen beim Erhitzen
Löst und absorbiert Restoxide
Reduziert die Oberflächenspannung an der Grenzfläche zwischen flüssigem Zusatzwerkstoff und Grundmetall
Fördert den Kapillarfluss des geschmolzenen Zusatzwerkstoffs
Erleichtert die Bildung starker, kontinuierlicher Lötverbindungen
Tabelle 1 Bildungsrate des Oxidfilms in trockener Luft
Metall
1 Minute
1 Stunde
1 Tag
Rostfreier Stahl
10
10
10
Eisen
20
24
33
Aluminium
20
80
100
Kupfer
33
50
50
Dicke der Oxidschicht (10-8 cm)
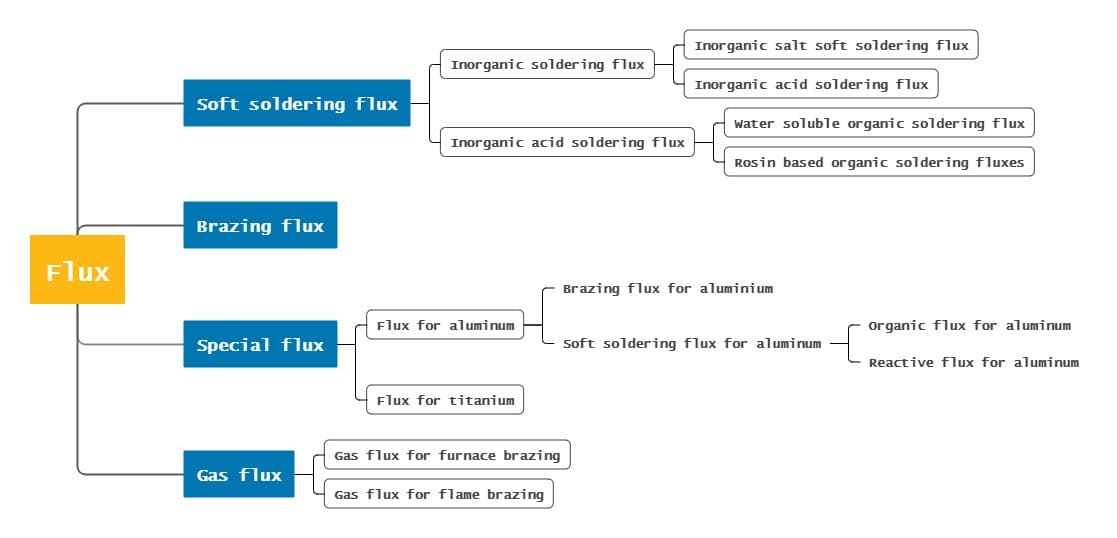
Klassifizierung des Flusses
Lötgasmedium und seine Funktion
Beim Hartlöten wird in erster Linie Argon als neutrales Gas verwendet, wobei Stickstoff bei bestimmten Anwendungen eine Alternative darstellt.
Argon, ein inertes Edelgas, dient in erster Linie als Schutzatmosphäre für das Werkstück. Es schirmt den Lötbereich zwar wirksam vor atmosphärischen Verunreinigungen ab, ist aber nicht in der Lage, Oxidschichten von Metalloberflächen direkt zu entfernen.
Die Entfernung bestimmter Oxidschichten beim Löten erfolgt durch eine Kombination von Mechanismen:
Adsorption von flüssigem Lot auf der Metalloberfläche
Reduktion von Oxiden durch aktive Elemente im Hartlot
Dispersion von geschwächten Oxidschichten
Auflösung von Oxiden im geschmolzenen Hartlot
Wie aus metallurgischen Datentabellen hervorgeht, übersteigen die Zersetzungstemperaturen der meisten Metalloxide sowohl die Schmelz- als auch die Siedepunkte ihrer jeweiligen Grundmetalle erheblich. Diese thermische Beziehung führt zu der Schlussfolgerung, dass die Zersetzung der Oxide nicht allein durch den Erhitzungsprozess beim Hartlöten erreicht werden kann.
Um Oxidschichten während des Lötens effektiv zu handhaben, werden oft zusätzliche Strategien eingesetzt:
Verwendung von Flussmitteln zur chemischen Reduktion von Oxyden
Einarbeitung aktiver Elemente (z. B. Titan, Zirkonium) in das Hartlot, um mit Oxiden zu reagieren und diese aufzulösen
Vorreinigung und Oberflächenvorbereitung zur Minimierung des anfänglichen Oxidanteils
Vakuumlöten zur Begrenzung der Oxidbildung und Verbesserung der Oxidentfernungsmechanismen
Oxid
Zersetzungstemperatur (℃)
Oxid
Zersetzungstemperatur (℃)
Au2O
250
PbO
2348
Ag2O
300
NiO
2751
Punkt2O
300
FeO
3000
CdO
900
MnO
3500
Cu2O
1835
ZnO
3817
Verfahren und Prozess zum Hartlöten
Hartlötverfahren
1. Eisen löten
Eigenschaften: niedrige Temperatur
Umfang der Anwendung:
1. Es ist für das Löten (mit Zinn-Blei oder Blei-basierte Füllstoff Metall) mit Löttemperatur niedriger als 300C;
2. Für das Löten dünner und kleiner Teile ist ein Flussmittel erforderlich.
2. Brennerlöten, Brennerlötung
Eigenschaften: einfach, flexibel und weit verbreitet
Anwendungsbereich: In der Regel wird das Werkstück zunächst mit neutraler Flamme oder leichter Schwelflamme/allgemeinem Gasbrenner oder speziellem Lötbrenner (Brenner kann auch zum Weichlöten verwendet werden) erwärmt:
1. Es eignet sich für das Löten einiger Schweißnähte, die durch die Form, Größe und Ausstattung der Schweißnähte begrenzt sind und nicht mit anderen Methoden gelötet werden können.
2. Automatisches Flammlöten kann verwendet werden
3. Schweißbarer StahlRostfreier Stahl, Hartlegierungen, Gusseisen, Kupfer, Silber, Aluminium usw. und deren Legierungen
4. Gängige Schweißzusatzwerkstoffe sind Kupfer-Zink, Kupfer-Phosphor, Silberbasis, Aluminiumbasis und Zink-Aluminium-Schweißzusatzwerkstoffe
3. Tauchlöten, Tauchlöten
(Salzbad und Metallbad, geeignet für die Massenproduktion)
4. Schwalllöten, Wellenlöten, Sprühlöten
(Eine Variante des Metallbadlötens, die hauptsächlich zum Löten von Leiterplatten verwendet wird)
5. Widerstandslöten
Extrem schnelle Erwärmung und hohe Produktivität.
6. Induktionslöten
Schnelle Erwärmung, geringere Oxidation und kleine Lötstellen.
Löttechniken
Der Produktionsprozess des Hartlötens umfasst mehrere Schritte, darunter die Vorbereitung der Werkstückoberfläche vor dem Löten, die Montage, die Platzierung des Hartlots, das Löten, die Nachbehandlung nach dem Löten und andere damit verbundene Prozesse.
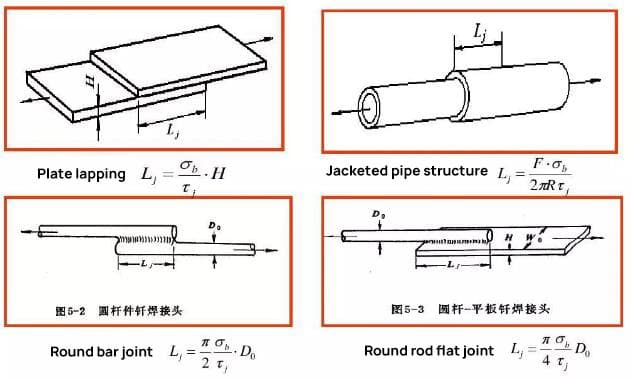
1. Ausführung der Lötverbindung
Bei der Konstruktion einer Lötverbindung sollte in erster Linie auf die Festigkeit geachtet werden, gefolgt von verfahrenstechnischen Aspekten wie der Gewährleistung der Maßhaltigkeit der Baugruppe, der ordnungsgemäßen Montage und Positionierung der Teile, der Platzierung des Lots und dem Spiel der Lötverbindung.
Die Überlappungsverbindung wird üblicherweise für Lötverbindungen verwendet.
In der praktischen Produktion beträgt die Überlappungslänge bei Lötverbindungen mit hochfesten Silber-, Kupfer- oder Nickellegierungen in der Regel das 2-3fache der Dicke des dünneren Teils.
Bei Lötstellen, die mit Weichloten wie Zinn-Blei hergestellt werden, kann die Überlappungslänge das 4-5fache der Dicke des dünneren Stücks betragen, sollte aber 15 mm nicht überschreiten.
Vor dem Hartlöten ist es wichtig, die Oberfläche des Werkstücks gründlich von Oxid, Fett, Schmutz und Farbe zu befreien.
In einigen Fällen kann es erforderlich sein, die Teile vor dem Löten mit einer speziellen Metallschicht zu beschichten.
(1) Ölfleck entfernen
Ölflecken können mit organischen Lösungsmitteln entfernt werden.
Zu den üblichen organischen Lösungsmitteln gehören Alkohol, Tetrachlorkohlenstoff, Benzin, Trichlorethylen, Dichlorethan und Trichlorethan.
(2) Entfernung von Oxid
Vor dem Löten können die Oxidschichten auf der Oberfläche des Teils mit mechanischen Methoden, chemischen Ätzmethoden und elektrochemischen Ätzmethoden bearbeitet werden.
3. Montage und Befestigung
Lötmetalle werden bei verschiedenen Lötverfahren verwendet, mit Ausnahme des Flamm- und des Lötkolbenlötens, von denen die meisten vorab auf die Verbindung aufgetragen werden. Die Schwerkraft und die Kapillarität des Spalts sollten so weit wie möglich ausgenutzt werden, um das Lot zu ermutigen, den Spalt zu füllen, wenn es angebracht wird.
Pastenlot sollte direkt auf die Lötstelle aufgetragen werden, und das Pulverlot kann mit einem Klebstoff gemischt werden, bevor es auf die Lötstelle aufgetragen wird.
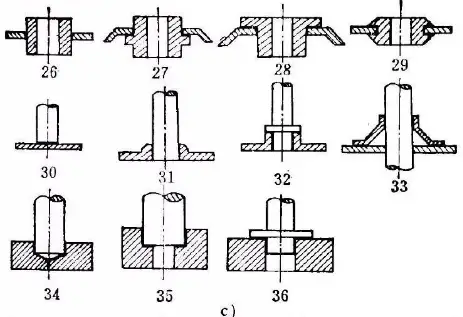
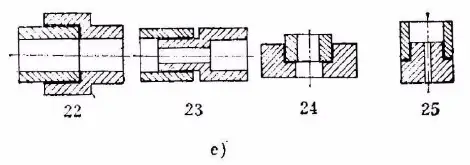
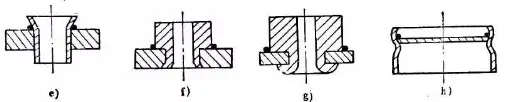
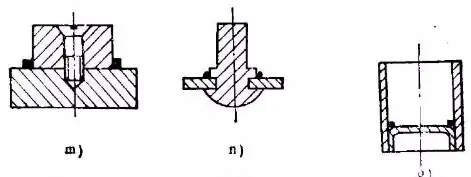
4. Verfahren zum Einbringen des Zusatzwerkstoffs
a) Platzierung von ringförmigem Lot
1, 2 - Angemessene Platzierung von einem ringförmigen Material
3, 4 - Platzierung zur Vermeidung von Verlusten entlang der Flanschebene
5, 6 - Einbringen von Schweißzusatzwerkstoff in der Nähe der Fuge
7, 8 - Ein Lötstellenschlitz wird an einer Verbindung angebracht
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Um eine einwandfreie Schweißnaht zu erzielen, ist mehr als nur Geschicklichkeit erforderlich; es kommt darauf an, das Zusammenspiel von Spannung und Strom zu beherrschen. Diese beiden Parameter sind das Lebenselixier des Schweißens und bestimmen alles, von der...
Haben Sie sich jemals gefragt, warum geschweißte Strukturen trotz ihres robusten Aussehens manchmal versagen? Dieser Artikel befasst sich mit den verborgenen Herausforderungen des Schweißens und untersucht, wie ungleichmäßige Erwärmung und Abkühlung zu...
Haben Sie sich jemals gefragt, wie Wolkenkratzer hoch stehen oder Autos zusammengeschweißt bleiben? Dieser Blog enthüllt die Magie hinter elektrischen Schweißgeräten. Erfahren Sie mehr über Top-Hersteller wie Lincoln Electric und Miller Welds,...
Haben Sie sich jemals gefragt, welche Schweißgerätehersteller heute in der Branche führend sind? Dieser Artikel befasst sich mit den zehn führenden Schweißgeräteherstellern und hebt ihre Innovationen, globale Präsenz und einzigartigen Stärken hervor....
Haben Sie sich jemals gefragt, wie Schweißer perfekte Verbindungen in schwierigen Positionen erreichen? Das 6GR-Schweißen ist eine spezielle Technik zum Schweißen von Rohrleitungen mit einem Hindernisring in einem 45°-Winkel, der für die...
Haben Sie sich jemals gefragt, welche Gefahren sich hinter den hellen Funken des Schweißens verbergen? In diesem Artikel untersuchen wir die schädlichen Auswirkungen des Argon-Lichtbogenschweißens auf den menschlichen Körper....
Haben Sie sich jemals gefragt, was die Zahlen und Buchstaben auf Schweißdrähten bedeuten? Dieser Artikel entmystifiziert das Kodierungssystem für Kohlenstoff- und Edelstahlschweißdrähte und hilft Ihnen, ihre Zugfestigkeit,...
Haben Sie sich jemals gefragt, wie man den Verbrauch von Schweißdrähten genau berechnet? In diesem Blogbeitrag gehen wir auf die Methoden und Formeln ein, die von Branchenexperten verwendet werden, um den...
Verformungen beim Schweißen von rostfreiem Stahl können zu erheblichen Problemen bei der Metallverarbeitung führen. In diesem Artikel werden verschiedene Methoden zur Kontrolle und Korrektur dieser Verformungen untersucht, wie z. B. die Verwendung von Kupferplatten,...