Bump Forming: Biegen von Blechen mit großem Radius
Haben Sie sich schon einmal gefragt, wie die massiven Stahlkonstruktionen von Lokomotiven ihre präzisen Kurven erhalten? In diesem Artikel verraten wir Ihnen die Geheimnisse, die hinter der Herstellung großer Biegeradien in Blechteilen stecken. Sie lernen innovative Methoden wie das Buckelbiegen und das Stufenbiegen kennen und erfahren, wie sie flache Bleche in komplexe, gebogene Meisterwerke verwandeln. Machen Sie sich bereit, die technische Magie zu entdecken, die diese beeindruckenden Strukturen möglich macht!
Große Werkstücke mit Lichtbogen sind eine weit verbreitete Komponente in der Blechfertigung für Lokomotivstrukturen. Ihre komplexen Geometrien und variablen Strukturen stellen im Vergleich zu herkömmlichen Werkstücken eine große Herausforderung für die Bearbeitung dar.
In diesem Artikel wird ein innovatives Verfahren zur Erzielung großer Biegeradien bei Blechteilen vorgestellt und seine Anwendung auf ein bestimmtes gebogenes Werkstück ausführlich beschrieben. Die Bump-Bending-Technik, die wir erkunden werden, kann auch effektiv für die Konusbildung mit einer Abkantpresse eingesetzt werden.
In der industriellen Fertigung werden für Werkstücke mit großen Radien in der Regel drei primäre Umformverfahren eingesetzt:
Einstufiges integrales Umformwerkzeug: Diese Methode ist ideal für Werkstücke mit komplizierten Formen. Zu seinen Vorteilen gehören eine hervorragende Umformqualität, glatte und ebene Werkstückoberflächen, keine Vertiefungen und eine hohe Verarbeitungseffizienz. Die hohen Werkzeugkosten und die begrenzte Vielseitigkeit sind jedoch erhebliche Nachteile. Dieser Ansatz ist in der Regel Geometrien vorbehalten, die mit konventionellen Verfahren nicht erreicht werden können, oder wenn eine außergewöhnliche Oberflächenqualität erforderlich ist.
Maßgeschneiderte Stanze mit großem Radius für Abkantpressen: Diese Werkzeuglösung eignet sich im Allgemeinen für Werkstücke mit großen Radien, die die Tischgrenzen der Abkantmaschine nicht überschreiten. Diese kundenspezifischen Stempel sind zwar kostengünstiger als einstufige Umformwerkzeuge, bieten aber ein gewisses Maß an Vielseitigkeit für ähnliche Anwendungen mit großen Radien.
Mehrfachbiegeverfahren (Stufenbiegen): Das Grundprinzip dieser Technik besteht in der Annäherung eines Bogens durch eine Reihe von linearen Segmenten. Es kann mit vorhandenen Werkzeugen und Ausrüstungen ausgeführt werden und eignet sich daher besonders für nicht exponierte Teile. Das Verfahren zeichnet sich durch einen breiten Anwendungsbereich, niedrige Kosten, den Wegfall von Sonderwerkzeugen und eine gute Umformqualität aus.
Analyse der Biegung Feinblech Teile mit großem Radius
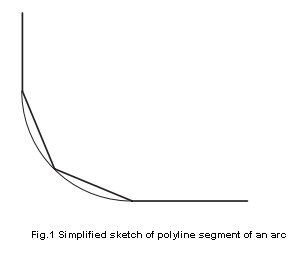
Das mehrstufige Umformverfahren ist eine ausgeklügelte Technik zur Herstellung von Biegungen mit großem Radius in Blechen unter Verwendung von Stempeln mit kleinerem Radius. Das Grundprinzip dieser Methode besteht darin, den gewünschten Bogen in mehrere Polylinienabschnitte zu segmentieren, wie in Abbildung 1 dargestellt. Diese Segmentierung ermöglicht die schrittweise Annäherung an die Kurve mit dem großen Radius durch eine Reihe kleinerer Biegungen.
Die Genauigkeit und die Glätte des endgültig geformten Bogens sind direkt proportional zur Anzahl der verwendeten Polyliniensegmente. Eine Erhöhung der Anzahl der Segmente führt zu einer stärkeren Annäherung an die ideale Kurve, allerdings auf Kosten einer längeren Produktionszeit und einer höheren Komplexität der Werkzeuge.
Diese Methode ist zwar sehr effektiv, führt aber zwangsläufig zu einer facettierten oder prismatischen Oberflächenstruktur des Werkstücks. Diese Eigenschaft ist auf die diskrete Natur der Biegeschritte zurückzuführen. Für nicht sichtbare oder unkritische Oberflächen bietet dieses Verfahren ein hervorragendes Gleichgewicht zwischen Formgenauigkeit und Produktionseffizienz. Bei der Bewertung der Eignung dieser Methode müssen die Hersteller mehrere Faktoren berücksichtigen:
Produktionsvolumen: Höhere Stückzahlen können anspruchsvollere Werkzeuge für glattere Ergebnisse rechtfertigen.
Materialeigenschaften: Die Dicke des Blechs, seine Festigkeit und seine Verfestigungseigenschaften beeinflussen die Anzahl der erforderlichen Schritte.
Endgültige Anwendung: Toleranzanforderungen und ästhetische Erwägungen für das Teil in seiner Endanwendung.
Kosteneffizienz: Abwägen der gewünschten Oberflächenqualität gegen die Produktionszykluszeit und die Kosten für die Werkzeuge.
Für Anwendungen, bei denen die prismatische Struktur akzeptabel ist, bietet dieses mehrstufige Umformverfahren eine kostengünstige Lösung für die Herstellung von Biegungen mit großen Radien, insbesondere wenn spezielle Werkzeuge für große Radien nicht verfügbar oder wirtschaftlich nicht rentabel sind.
Anwendung des Bump Bending
Wie bestimmt man die Polyliniensegmentierung und Biegewinkel von Kreisbogensegmenten:
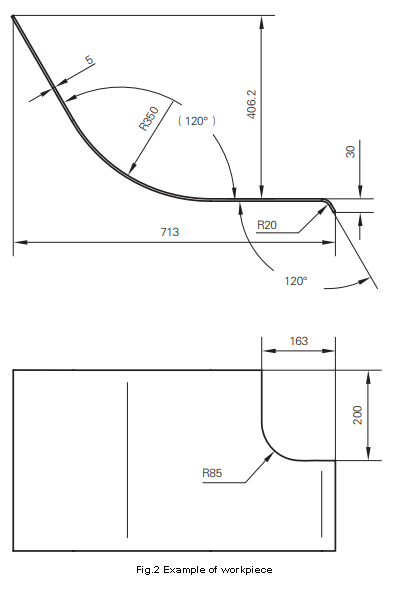
Wie in Abbildung 2 dargestellt, beträgt der innere Radius des Biegebogens dieses Werkstücks R350, der Biegewinkel 120° und die Blechdicke 5 mm.
Da die Einsatzumgebung des Werkstücks die Bedingungen des oben erwähnten Buckelbiegeverfahrens erfüllt, wird das mehrstufige Biegeumformverfahren zur Bearbeitung eingesetzt.
Auf der Grundlage früherer Erfahrungen und der in der Werkstatt vorhandenen Formbedingungen wird für die obere Form ein Radiusstempel R120 verwendet.
Nach der Analyse des großen Bogensegments des Werkstücks in Abbildung 2 wird dieses R350-Bogensegment in 6 Polyliniensegmente unterteilt.
Um einen reibungslosen Übergang zwischen dem Bogensegment und dem geraden Segment des Werkstücks (d. h. den beiden Enden des Bogensegments) zu gewährleisten, sollte der Segmentierungswinkel auf die Hälfte der anderen Segmente eingestellt werden, wenn das Bogensegment das gerade Segment tangiert.
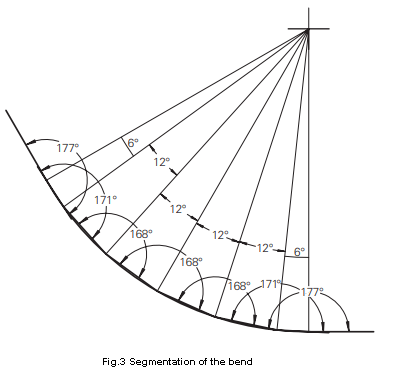
Aus FIG. 3 ist ersichtlich, dass das Werkstück in FIG. 2 durch 7-maliges Biegen geformt wird.
Wenn die elektro-hydraulische Servopresse Wenn eine Bremsmaschine Blechteile biegt, sind drei grundlegende Parameter erforderlich: die Dicke des Blechs, der Biegewinkel und die Position der Biegelinie.
Der erste und zweite Teilungswinkel wird mit 6° berechnet, die anderen mit 12°. Der Biegewinkel nach der Teilung kann direkt mit einer CAD-Software gemessen werden. Der spezifische Biegewinkel ist in Abbildung 3 dargestellt.
Bestätigung der Größe der Biegelinienposition und der ausgeklappten Größe
Um die Genauigkeit der abgewickelten Abmessungen der BiegelinieBei der Berechnung der Ausdehnung gibt es im Allgemeinen zwei Methoden: die Berechnungsmethode der neutralen Schicht und die softwaregestützte Ausdehnungsmethode.
Um die Biegedaten übersichtlich, schnell und genau zu erhalten, wird die softwaregestützte Expansionsmethode zur Berechnung verwendet.
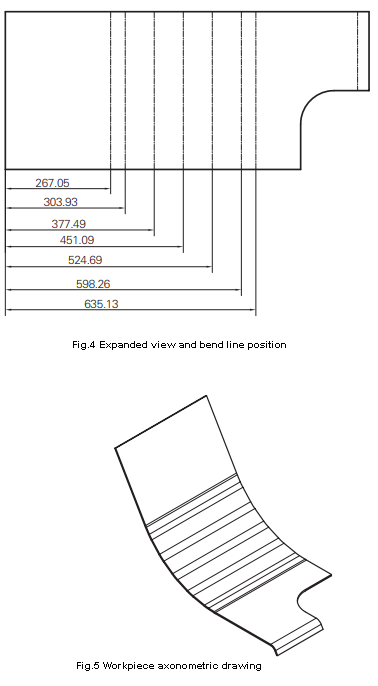
Der geteilte Bauteilquerschnitt wird direkt in Catia importiert, und die generative Funktion der Software Blechdesign Modul wird zur Erzeugung des Werkstückmodells verwendet. Dann wird das Biegelinie und die ungefaltete Ansicht werden exportiert, wie in Abbildung 4 dargestellt. Die axonometrische Zeichnung des Werkstücks ist in Abbildung 5 dargestellt.
Während der Produktion wurde festgestellt, dass einige Werkstücke mit geringer Dicke (ca. 2 mm) während der Bearbeitung stark verformt werden, was zu einem erheblichen Rückgang der Bearbeitungsgenauigkeit führt und die Konstruktionsanforderungen nicht erfüllt. Der Grund dafür ist ein unzureichender Spannungsabbau im Blech.
Während des Laserschneidens und Stanzens haben wir festgestellt, dass sich das Werkstück in dieser Charge aufgrund von Eigenspannung. Dies bietet auch eine vorläufige Methode, um zu beurteilen, ob dünne Bleche mit einem großen Radius direkt mit dem Mehrfachbiegeverfahren gebogen werden können, d. h. durch Beobachtung der Verformung des Werkstücks während des Biegevorgangs. Laserschneiden.
Wenn die Verformung schwerwiegend ist, müssen Maßnahmen ergriffen werden, um die Eigenspannungsonst ist es schwierig, ein qualifiziertes Werkstück zu erhalten. Wenn es der Produktionszyklus zulässt, ist die natürliche Alterung eine wirtschaftliche und wirksame Methode. Die abgetrennten Werkstücke werden jedoch über einen langen Zeitraum einer Alterungsbehandlung unterzogen, die unweigerlich zu Flugrost auf der Oberfläche führt. Daher müssen sie abgewischt oder mit einem Rostentferner gestrahlt werden, was die Arbeits- und Ausrüstungskosten erhöht.
Daher ist die direkte Verwendung von Stahlblechen, die eine ausreichende natürliche Alterung durchlaufen haben, die beste Wahl. Wenn der Produktionszyklus nicht erlaubt ist, wird das Blech nach dem Trennen getrennt, Glühen kann auch zur Beseitigung von Eigenspannungen eingesetzt werden, aber die Härte des Werkstoffs wird nach dem Glühen verringert. Daher ist es notwendig, umfassend zu prüfen, ob das Glühen entsprechend den Konstruktionsanforderungen des Werkstücks durchgeführt wird.
Berechnung der workstück expansion diagramm in Höckerbiegen
Es ist zu beachten, dass bei der Anwendung des mehrstufigen Biegeverfahrens zur Bearbeitung von Blechen mit großem Radius die tatsächlichen Werkstückbedingungen beachtet werden müssen.
Das heißt, die erweiterte Ansicht wird anhand des Bogensegments berechnet, nachdem das Polyliniensegment angenähert wurde. Die nach dem Bogen berechnete erweiterte Ansicht des Werkstücks kann nicht direkt verwendet werden, da das Werkstück sonst nach der Bearbeitung unweigerlich außerhalb der Toleranz liegt.
Formerkennung von Werkstücken mit MultiSchrittBiegeverfahren
Es sei darauf hingewiesen, dass bei der Verwendung eines allgemeinen Vergleichsstreichholzblatts zur Erkennung der Bogengröße eines durch Buckelbiegen bearbeiteten Werkstücks das Streichholzblatt als äußerer Greifertyp ausgeführt sein muss und die Außenseite des Werkstückbogens als Erkennungsfläche verwendet werden sollte.
Wenn der Vergleichsstreichholzbogen so konstruiert ist, dass die Innenseite als Erkennungsfläche dient, und der Streichholzbogen mit dem Polyliniensegment in Konflikt gerät, führt dies unweigerlich dazu, dass der Streichholzbogen nicht an der richtigen Stelle sitzt, was zu einem Erkennungsfehler führt.
Abschließende Überlegungen
Als ausgeklügelte Prozessmethode hat das Großbogenbiegen seine Eigenschaften der Flexibilität und Effizienz, aber auch seine Grenzen.
Spezifische Probleme müssen in Übereinstimmung mit den Konstruktionsanforderungen und der Anwendung des Werkstücks analysiert werden.
Bei der Auswahl der Bearbeitungsmethode müssen die Produktionskosten und die Qualität des Werkstücks umfassend berücksichtigt werden.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie Blechteile entworfen und mit Präzision hergestellt werden? In diesem Blogbeitrag tauchen wir in die faszinierende Welt der Biegezugabe ein - ein...
Wie kann man ein Blechteil ohne Versuch und Irrtum genau biegen? Der Y-Faktor ist der Schlüssel. Dieser Artikel erklärt den Y-Faktor, eine entscheidende Konstante, die zur Berechnung der...
Haben Sie sich jemals gefragt, warum Stahl beim Biegen manchmal reißt? In diesem Artikel erkunden wir die faszinierende Welt der Stahlbiegetechnik und decken die Gründe für häufige Fehler wie Eck- und Mittelrisse auf...
Haben Sie sich jemals gefragt, wie man die für die Blechbearbeitung erforderliche Biegekraft genau berechnet? In diesem aufschlussreichen Blog-Beitrag werden wir die Feinheiten der Biegekraftberechnung, der Zeichnung und der...
Haben Sie sich jemals gefragt, wie sich verschiedene Materialien auf das Biegen von Blechen auswirken? In diesem aufschlussreichen Artikel teilt ein erfahrener Maschinenbauingenieur sein Fachwissen über die Auswirkungen von Materialtypen, Dicke und...
In diesem Blogbeitrag erkunden wir die faszinierende Welt des Luftkrümmens und die Kraftdiagramme, die dies ermöglichen. Begleiten Sie uns, wenn wir die Wissenschaft hinter dieser...
Haben Sie sich schon einmal mit der Berechnung der richtigen Biegezugabe für Ihre Blechprojekte herumgeschlagen? In diesem Blogbeitrag tauchen wir in die Welt der Biegezugaben ein und untersuchen, wie...
Achtung an alle Blechverarbeiter und Konstrukteure! Kämpfen Sie damit, den optimalen Biegeradius für Ihre Projekte zu bestimmen? Dann suchen Sie nicht weiter! In diesem Blog-Beitrag werden wir uns mit dem...
Achtung an alle Metallbearbeitungsfans! Sind Sie es leid, die richtige Tonnage für Ihre Abkantpresse zu erraten? Dann suchen Sie nicht weiter! In diesem Blogbeitrag tauchen wir ein in die Welt der Abkantpressen...