Berechnung der Mindestflanschlänge beim Biegen von Blechen
Haben Sie sich jemals gefragt, wie dünne Bleche in präzise Formen gebogen werden? Dieser Artikel befasst sich mit der faszinierenden Welt der L-, U- und Z-Biegetechniken in der Blechverarbeitung. Sie lernen die wichtigsten Faktoren, Formeln und praktischen Tipps kennen, um jedes Mal perfekte Biegungen zu erzielen.
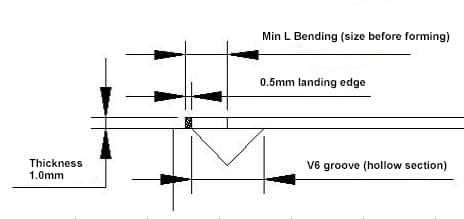
Da die Mitte des Abkantpresse Die V-Nut ist hohl, bei der Formgebung muss der Randfalz länger sein als der hohle Abschnitt und die spezifische Größe der Landekante variiert in der Produktion verschiedener Unternehmen (der untere Abschnitt der V-Nut ist für eine lange Zeit im Einsatz, der R-Winkel nimmt zu, wodurch der Schrottkantenabstand entsprechend zunimmt, andernfalls kommt es zu einem "Rutschen")
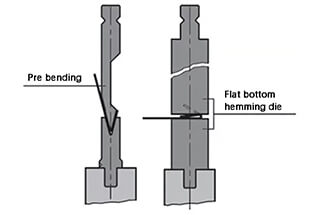
B. Dichtung-Umkehrfalten-Säumen (zuerst auf 30° biegen, eine geeignete Dichtung in die Mitte legen und dann säumen)
2) Faktoren, die die Mindest-U-Biegung bestimmen
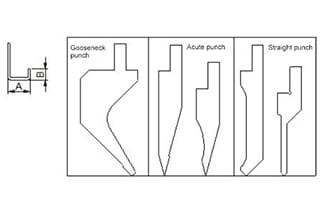
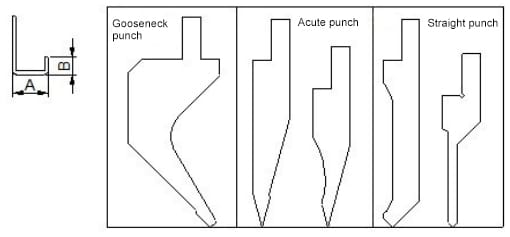
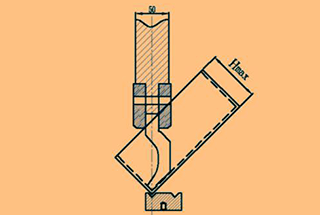
Formen von Stanzen (in der folgenden Abbildung dargestellt).
Nach den gängigen Stempelformen zu urteilen, ist die beste Form für die U-Faltung "Schwanenhalsstanze"Es gibt viele verschiedene Arten, die speziell auf die Anforderungen der verschiedenen Unternehmen zugeschnitten sind.
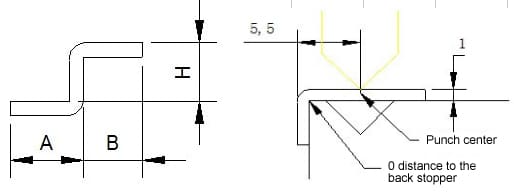
Größe der Biegung (in der folgenden Abbildung dargestellt).
Das zunehmende Verhältnis zwischen zwei Größen:
Je länger A ist, desto länger ist B.
3)Reduktionsformel (Erfahrungswert der Schwanenhalsstanze)
◆ 0,5MM Blatt:
Minimale U-Biegung: A =7,67, B= 0,5, minimale L-Biegung=3,0
Steigender Wert: Wenn A um 1 mm steigt, steigt B entsprechend um 1,87.
Formel: wenn die Größe A bekannt ist, dann ist die Größe B=(A-7,67)/T*steigende Werte + der minimale L-Biegewert dieser Platte
Zum Beispiel,
wenn A=15, dann B=(15-7,67)/0,5*1,87+3,0=30,4
Wenn die Größe B bekannt ist, dann ist die Größe A=(B- der minimale L-Biegungswert dieser Platte)/vergrößernder Wert *T+7,67
Zum Beispiel,
wenn B=30,4, dann A=(30,4-3)/1,87*0,5+7,67=15
◆ 0,8MM Blatt
Min. U-Biegung A Größe=8.5,B Größe=0.8, min. L-Biegung=4.2。
Increasing value:1.87/0.5*0.8=2.99
◆ 1.0MM Blatt
Min. U-Biegung A-Größe=8,94, B-Größe =1,0, min. L-Biegung=4,5
Steigender Wert: 1,87/0,5*1,0=3,7
◆ 1,2MM Blatt
Min. U-Biegung A-Größe=9,3, B=1,2, min. L-Biegung=4,5
Steigender Wert: 1,87/0,5*1,2=4,5
◆ 1,5MM Blatt
Min. U-Biegung A-Größe=10,3, B= 1,5, min. L-Biegung=6,2
Steigender Wert: 1,87/0,5*1,5=5,5
◆ 2,0MM Blatt
Min. U-Biegung A Größe=12,7, B= 2,0, min. L-Biegung=12,0
Steigender Wert: 1,87/0,5*2=7,4
Anmerkungen:
Wenn die Größe A mehr als 85,0MM und die Größe B mehr als 60,0MM beträgt, ist diese Formel nicht anwendbar.
Wenn H größer oder gleich 5T ist, wird wie bei zwei 90°-Biegungen gerechnet.
Wenn H kleiner als 5T ist, ist eine einmalige Formung ausreichend.
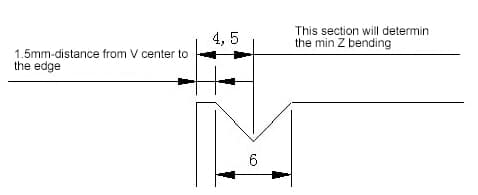
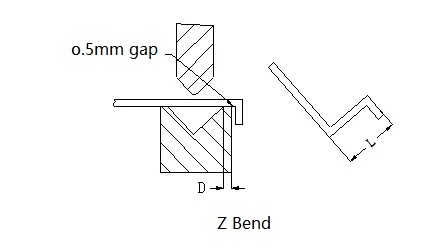
2) Die wichtigsten Faktoren, die den Mindestwert der Z-Biegung beeinflussen sind die Breite von V-Nut und der Abstand von der Mitte der V-Nut zum Rand.
3) Formel: 6T/2+Kantenabstand von V-Nut +(1.8T/2)+T(Siehe das Bild)
Zum Beispiel, im Falle von 1,0mm Platte, auf den Randabstand=1,5, dann die minimale Z Biegung H=61/2+1.5+(1.81/2)+1=6.4.
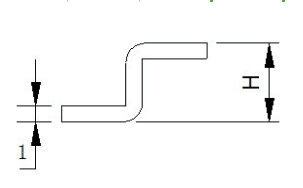
Berechnung der Mindestbiegekante einer Biegung
Der Ausgangszustand des L-Bogens ist in der folgenden Abbildung dargestellt:
Referenztabelle für die innere Biegung R und die minimale Biegehöhe des kaltgewalzten Blechs
Nein.
Dicke
Nutbreite der Matrize
Konvexer Würfel R
Min. Biegehöhe
1
0.5
4
0.2
3
2
0.6
4
0.2
3.2
3
0.8
5
0.8/0.2
3.7
4
1.0
6
1/0.2
4.4
5
1.2
8/6
1/0.2
5.5/4.5
6
1.5
10/8
1/0.2
6.8/5.8
7
2.0
12
1.5/0.5
8.3
8
2.5
16/14
1.5/0.5
10.7/9.7
9
3.0
18
2/0.5
12.1
10
3.5
20
2
13.5
11
4.0
25
3
16.5
Der Ausgangszustand der Z-Kurve ist in der folgenden Abbildung dargestellt:
Das Mindestbiegemaß (L) der Feinblech entsprechend der Z-Biegung für Materialien mit unterschiedlicher Dicke ist in der folgenden Tabelle dargestellt:
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
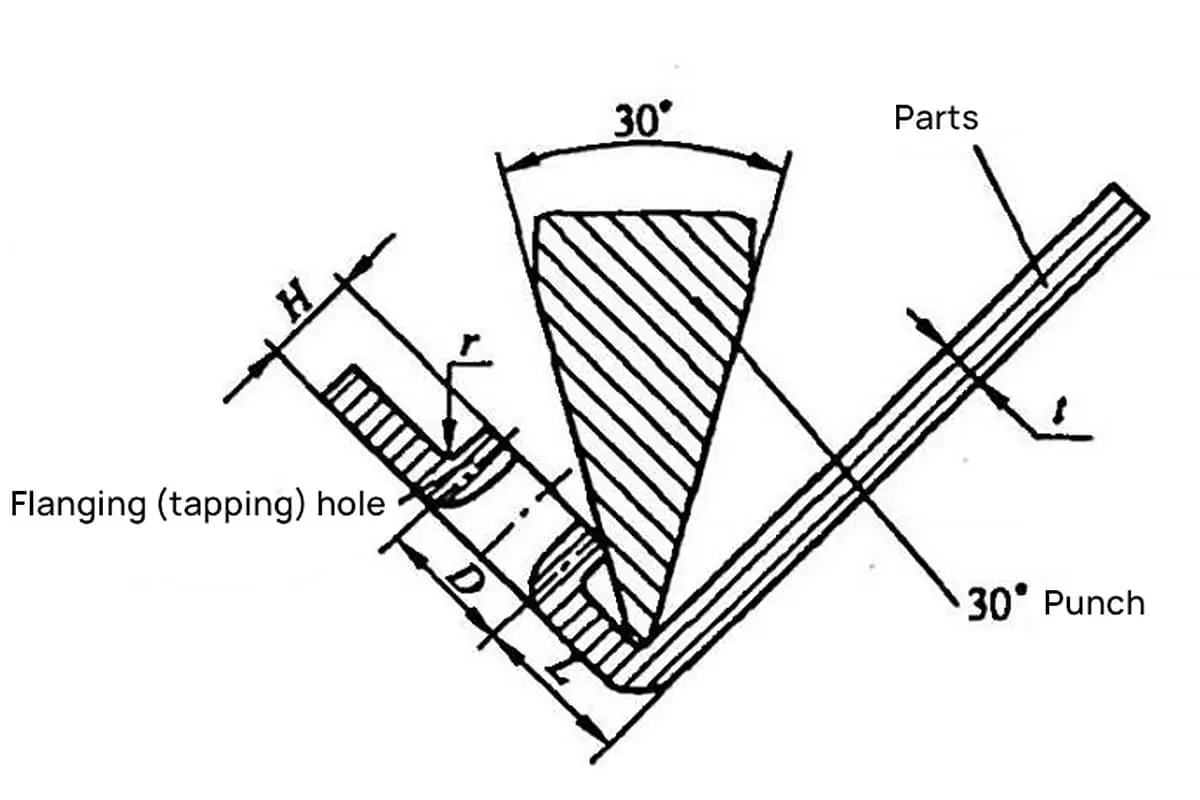
Wie wirkt sich der Abstand zwischen einer gebördelten Lochwand und einer Biegekante auf die Integrität eines Metallteils aus? In der Metallverarbeitung ist dieser Abstand entscheidend, um Schäden bei der...
Haben Sie sich jemals gefragt, wie man die für die Blechbearbeitung erforderliche Biegekraft genau berechnet? In diesem aufschlussreichen Blog-Beitrag werden wir die Feinheiten der Biegekraftberechnung, der Zeichnung und der...
In diesem Blogbeitrag erkunden wir die faszinierende Welt des Luftkrümmens und die Kraftdiagramme, die dies ermöglichen. Begleiten Sie uns, wenn wir die Wissenschaft hinter dieser...
Wie können wir dünne Bleche in starke, glattkantige Bauteile verwandeln? Die Antwort liegt in dem faszinierenden Prozess des Falzbiegens. Dieser Artikel befasst sich mit vier effektiven Techniken, von flachen...
Haben Sie sich schon einmal gefragt, wie man die Biegegrenzen von Blechen genau berechnet? In diesem Artikel werden die wichtigsten Formeln und Richtlinien zur Bestimmung der minimalen und maximalen Biegemaße erläutert, um die Präzision der...
Wie gewährleisten Sie die Präzision bei Ihren Biegevorgängen? Die Wahl des richtigen Abkantwerkzeugs ist entscheidend. Dieser Leitfaden befasst sich mit der Auswahl von Matrizenformen und Stempeln und bietet...
Haben Sie sich jemals gefragt, wie sich verschiedene Materialien auf das Biegen von Blechen auswirken? In diesem aufschlussreichen Artikel teilt ein erfahrener Maschinenbauingenieur sein Fachwissen über die Auswirkungen von Materialtypen, Dicke und...
Haben Sie sich jemals gefragt, welche Kunst und Wissenschaft hinter der Formung von Blechen zu komplexen Formen steckt? In diesem fesselnden Blogbeitrag tauchen wir tief in die faszinierende Welt der Blechbearbeitung ein...
Haben Sie sich jemals gefragt, wie Bleche fachmännisch in komplizierte Formen gebogen werden? In diesem Artikel werden sechs Arten von Biegeverfahren an Abkantpressen untersucht: Abkanten, Abwischen, Luftbiegen, Bodenbildung, Prägen und Dreipunktbiegen. Sie werden...