Haben Sie sich jemals gefragt, warum manche Metallteile nach dem Biegen zurückfedern? In diesem Artikel erkunden wir die faszinierende Welt der Biegestempel und erfahren, wie man die Rückfederung genau vorhersagen kann. Sie erhalten praktische Tipps und Formeln, um bei Ihren Metallbearbeitungsprojekten präzise Ergebnisse zu erzielen.
Bei der Konstruktion einer Biegematrize mit Innenbogen sind Präzision und Materialverhalten kritische Faktoren, die bei herkömmlichen Ansätzen oft übersehen werden. Viele Konstrukteure vernachlässigen die Rückfederung entweder ganz, indem sie den gleichen Radius (R) wie das fertige Produkt verwenden, oder sie wenden einen rudimentären Reduktionsfaktor auf den R-Wert an, ohne die Komplexität der Materialeigenschaften und Geometrien zu berücksichtigen.
Eine gängige Praxis für ein Produkt mit einem ursprünglichen R-Wert von 1 mm besteht beispielsweise darin, den konvexen Formradius um den Faktor 0,8 für härtere Materialien oder 0,9 für weichere Materialien zu verringern. Dieser einfache Ansatz ist zwar manchmal für einfache Anwendungen geeignet, lässt aber die für anspruchsvollere Spezifikationen erforderlichen Nuancen vermissen.
Die Grenzen dieser Methode werden besonders deutlich, wenn es um dünne Materialien und große Radien geht. Nehmen wir ein Produkt mit einer Dicke von 0,5 mm und einem Innenradius von 200 mm. In solchen Fällen wird die genaue Vorhersage der Rückfederung aufgrund des komplexen Zusammenspiels zwischen Materialeigenschaften, Verhältnis von Dicke zu Radius und Biegewinkel zu einer Herausforderung.
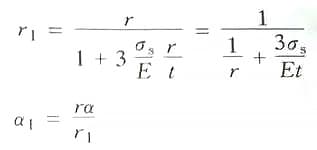
Um diese Einschränkungen zu beseitigen und die Präzision bei der Konstruktion von Werkzeugen zu verbessern, ist ein ausgefeilterer Ansatz erforderlich. Im folgenden Abschnitt wird eine universelle Rückfederungsformel vorgestellt, die verschiedene Material- und Geometrieparameter berücksichtigt und genauere Berechnungen auf der Grundlage numerischer Eingaben ermöglicht. Diese Methode bietet eine solide Grundlage für die Konstruktion von Werkzeugen für eine Vielzahl von Anwendungen und Materialien.
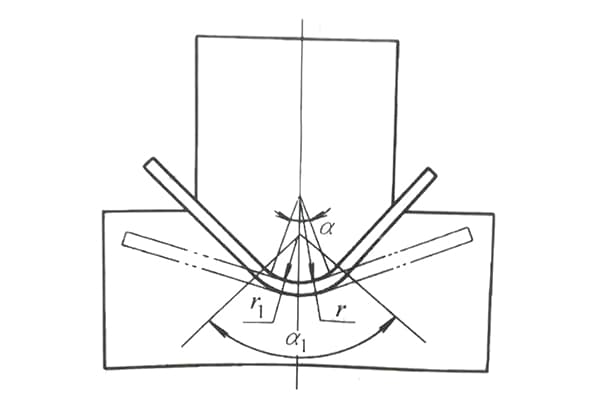
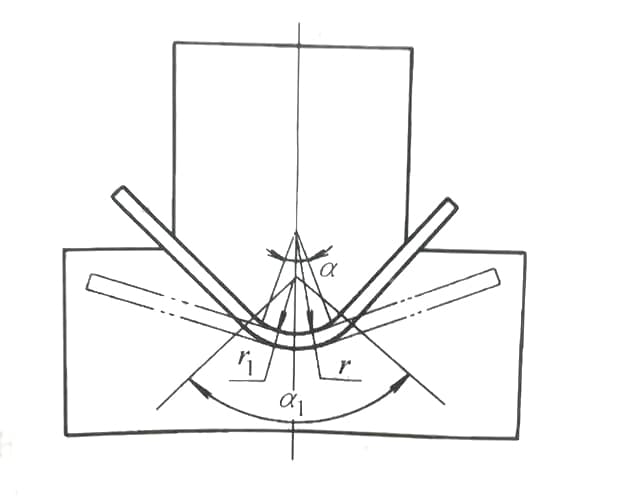
In der Formel:
r - Radius der Werkstückausrundung (mm):
r1 - Stempelradius (mm);
a - der zentrale Winkel der Bogenlänge der Werkstückausrundung;
a1 - der zentrale Winkel der Bogenlänge der Stempelverrundung;
t - Dicke des Materials;
E - Elastizitätsmodul des Materials;
σs - Fließgrenze des Werkstoffs.
Unter der Annahme von 3σs/E=A als Vereinfachungskoeffizient, dessen Werte in Tabelle 2-27 aufgeführt sind. Die Berechnungsformel für den konvexen Matrizeneckenradius beim Biegen von Stäben mit rundem Querschnitt lautet wie folgt:
Der Wert von A ist in der nachstehenden Tabelle angegeben.
Wenn die erforderlichen Materialien nicht verfügbar sind, können Sie auch in der folgenden Tabelle nachsehen, um die Elastizitätsmodul und die Streckgrenze des Materials und setzen Sie diese dann zur Berechnung in die obige Formel ein.
Am besten ist es, eine allgemein verwendete Materialdatenbank zu erstellen und fehlende physikalische Parameter von den Lieferanten zu beziehen. Wenn die Parameter für Elastizitätsmodul und Streckgrenze korrekt sind, sind die Biegung und der Rückprall von allgemeinen Federanschlüssen, optischen Teilen und Profilen präziser.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Achtung an alle Blechverarbeiter und Konstrukteure! Kämpfen Sie damit, den optimalen Biegeradius für Ihre Projekte zu bestimmen? Dann suchen Sie nicht weiter! In diesem Blog-Beitrag werden wir uns mit dem...
Haben Sie sich jemals gefragt, wie Blechteile entworfen und mit Präzision hergestellt werden? In diesem Blogbeitrag tauchen wir in die faszinierende Welt der Biegezugabe ein - ein...
Haben Sie sich jemals gefragt, wie man die für die Blechbearbeitung erforderliche Biegekraft genau berechnet? In diesem aufschlussreichen Blog-Beitrag werden wir die Feinheiten der Biegekraftberechnung, der Zeichnung und der...
Haben Sie sich jemals gefragt, wie sich verschiedene Materialien auf das Biegen von Blechen auswirken? In diesem aufschlussreichen Artikel teilt ein erfahrener Maschinenbauingenieur sein Fachwissen über die Auswirkungen von Materialtypen, Dicke und...
In diesem Blogbeitrag erkunden wir die faszinierende Welt des Luftkrümmens und die Kraftdiagramme, die dies ermöglichen. Begleiten Sie uns, wenn wir die Wissenschaft hinter dieser...
Haben Sie sich jemals gefragt, welche Kunst und Wissenschaft hinter der Formung von Blechen zu komplexen Formen steckt? In diesem fesselnden Blogbeitrag tauchen wir tief in die faszinierende Welt der Blechbearbeitung ein...
Haben Sie sich jemals gefragt, warum sich Ihre Blechprojekte manchmal ungünstig biegen oder reißen? Dieser Artikel entmystifiziert die entscheidende Rolle der Fertigungslöcher beim Biegen von Blechen. Sie erfahren, wie diese Löcher...
Standen Sie schon einmal vor der Herausforderung, Bleche aus rostfreiem Stahl zu biegen? Dieser Artikel erläutert die Komplexität des Biegens von rostfreiem Stahl, von der erforderlichen Kraft bis zu den Auswirkungen der Rückfederung. Lernen Sie...
Haben Sie sich jemals gefragt, wie Metallteile in verschiedene Formen gebogen werden? In diesem faszinierenden Artikel befassen wir uns mit der Kunst und Wissenschaft des Biegens beim Metallstanzen. Unser Experte...