Geschlossenes Biegen: Fortgeschrittene Methoden der Blechbearbeitung
Hätten Sie gedacht, dass das Biegen von Blechen so kompliziert sein kann? Beim geschlossenen Biegen, einer wichtigen Technik in der Blechverarbeitung, werden spezielle Methoden eingesetzt, um präzise und dauerhafte Biegungen zu erzielen, ohne dass eine professionelle Matrize benötigt wird. In diesem Artikel werden drei praktische Ansätze zur Beherrschung dieser Technik untersucht. Von der Nutzung langer runder Löcher bis hin zur Anwendung von Rückbiege- und Nutenverfahren erhalten Sie wertvolle Einblicke in die Herstellung einwandfreier geschlossener Biegungen in der Blechbearbeitung. Sind Sie bereit, Ihre Fähigkeiten in der Metallverarbeitung zu verbessern? Tauchen Sie ein und lernen Sie diese fortgeschrittenen Techniken, um Ihre Projekte zu verbessern.
Als ich in die Blechbearbeitung einstieg, war ich der Meinung, dass es eine unüberwindbare Herausforderung sei, geschlossene Biegungen ohne spezielle Werkzeuge herzustellen. Dieser Glaube rührte von der offensichtlichen Komplexität des Prozesses und der erforderlichen Präzision her.
Meine Sichtweise änderte sich jedoch drastisch, als ich Blechbauteile mit geschlossenen Biegungen entdeckte, die erfolgreich mit Standard-Abkantpressen hergestellt worden waren. Diese Entdeckung veranlasste mich zu einer gemeinsamen Analyse mit meinen Kollegen, die zu der Erkenntnis führte, dass das geschlossene Biegen von Blechen in der Tat mit konventionellen Mitteln erreicht werden kann.
Aus dem Wunsch heraus, diese wertvollen Erkenntnisse zu verbreiten, habe ich drei praktikable Methoden für die Ausführung von geschlossenen Biegungen in Blech zusammengestellt. Es ist wichtig zu betonen, dass geschlossene Biegungen in ihrer Gestaltung und Ausführung erhebliche Unterschiede aufweisen. Zur Veranschaulichung dieses Konzepts habe ich eine schematische Darstellung einer typischen geschlossenen Biegung erstellt, die unten abgebildet ist:
Diese Methoden nutzen die inhärenten Eigenschaften von Blechen und die Möglichkeiten von Standard Abkantpresse Ausrüstung zu erreichen, was früher als unmöglich galt. Durch die Weitergabe dieser Techniken möchte ich das Repertoire der Blechverarbeiter erweitern und vorgefasste Meinungen über die Grenzen der traditionellen Biegeverfahren in Frage stellen.
Die erste Methode:
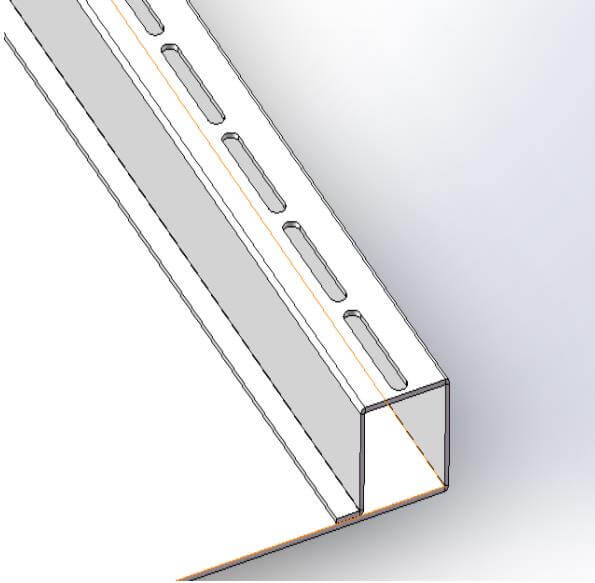
Das Bild oben zeigt die Feinblech Teil, auf das ich in dieser Zeit gestoßen bin. Es handelt sich um eine Türverkleidung an einem Fahrgestellschrank.
Diese Konstruktion dient der Verstärkung, ähnlich wie das Hinzufügen eines Vierkantrohrs.
Der kritische Aspekt dieser geschlossenen Biegung ist die Reihe der langen runden Löcher in der Figur. Aufgrund dieser langen runden Löcher können normale Biegestempel und Matrizen verwendet werden, um die Biegeverfahrenohne die Notwendigkeit von Spezialwerkzeugen.
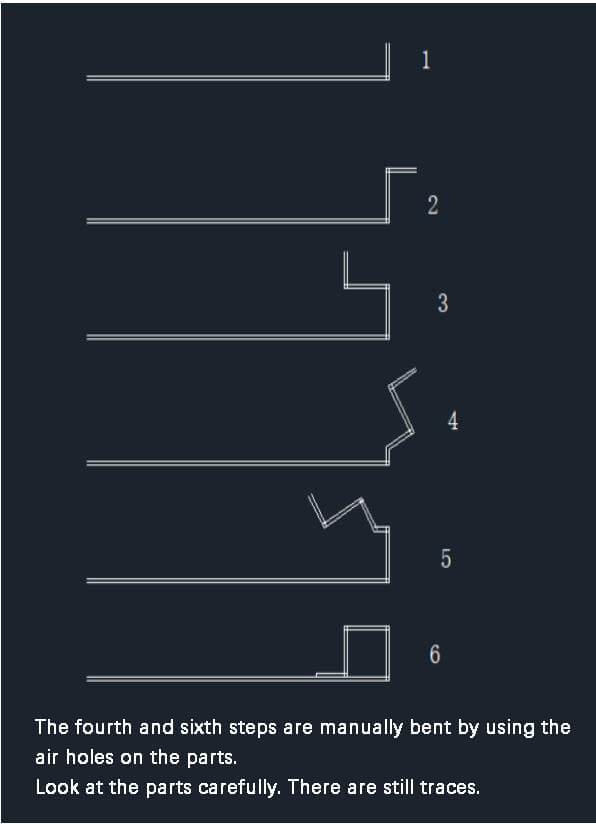
Die einzelnen Schritte sind in der nachstehenden Abbildung dargestellt.
Schritte zum geschlossenen Biegen
Der erste bis dritte Schritt ist ein normales Biegen, das ein erfahrener Biegemeister durchführen kann.
Im vierten Schritt wird das runde Langloch des Blechteils verwendet, da es die schwächste Stelle in Bezug auf die Festigkeit ist. Das runde Langloch kann manuell gebogen oder mit einer Biegemaschine in einem 45-Grad-Winkel gepresst werden.
Der fünfte Schritt wird mit einer Biegemaschine ausgeführt, wobei darauf geachtet werden muss, dass die Biegung nicht beeinträchtigt wird.
Sobald die fünfte Biegung abgeschlossen ist, kann die Biegeverformung aus Schritt vier manuell durch Klopfen mit einem Hammer oder unter Verwendung eines Abflachungsstempels abgeflacht werden.
Einem erfahrenen Biegemeister zufolge kann es zu ungleichmäßigem Biegen kommen, wenn der Boden geschlossen ist, und eine übermäßige Verformung kann zu Rissen führen.
Es stimmt, dass es nach der Reparatur Lücken geben kann. Wenn die beiden Seiten jedoch zusammengeschweißt sind, werden sie sich nicht trennen. Wenn alle oben beschriebenen Schritte befolgt werden, kann das gewünschte Ergebnis in der Regel erreicht werden.
Die zweite Methode:
Bei unsachgemäßer Ausführung sind die Biegeergebnisse unbefriedigend und es kommt zu Verformungen und Vertiefungen im Bereich des runden Langlochs.
Bei kunststoffgespritzten Teilen ist dies kein großes Problem, da sie vor dem Spritzen mit Kunststoff repariert werden können.
Für Edelstahlteile oder Blechteile ohne OberflächenbehandlungEs gibt noch eine weitere Methode, die angewandt werden kann, das so genannte Gegenbiegen, ohne das runde Langloch vorher zu öffnen. Diese Methode ist in der folgenden Abbildung dargestellt:
Im dritten Schritt wird die Biegung nicht um 90 Grad, sondern an Ort und Stelle mit einer Schwanenhalsstanze im vierten Schritt. Im fünften Schritt wird der Winkel, der im dritten Schritt nicht gefaltet wurde, mit einem Biegestempel gepresst.
Verwenden Sie schließlich eine Glättungsmatrize, um das gewünschte Aussehen zu erzielen.
Einige Blechfabriken haben möglicherweise noch nicht die Nuten in ihren Prozessen und kann später im Arbeitsprozess hinzugefügt werden.
Vereinfacht ausgedrückt, wird eine Rille an der Biegelinie Position mit der Rillenmethode. Es ist wichtig, dass eine gewisse Dicke beibehalten und nicht vollständig gerillt wird. In der Regel reicht das 0,4-fache der Blechdicke aus.
Das Rillen macht das Biegen an dieser Linie viel einfacher.
Wie in der obigen Abbildung zu sehen ist, kann die dritte Stufe in einem Zug um 90 Grad gebogen werden, wodurch die folgenden Schritte überflüssig werden. Da die letzte Biegung gerillt ist, kann sie manuell gebogen oder mit einem Gummihammer geformt und gebogen werden.
Während die Biegeschritte relativ einfach sind, muss zuerst das Nuten durchgeführt werden.
Außerdem sind die abgerundeten Ecken der letzten Biegung nach dem Rillen kleiner als die der vorherigen drei Biegungen, was zu einem anderen Erscheinungsbild führt.
Schlussfolgerung
Für das geschlossene Biegen von Blechen wurde eine Vielzahl von Methoden eingeführt, die jeweils ihre eigenen Grenzen haben.
Diese Informationen sollen als Anregung dienen und zur weiteren Erkundung anregen.
Außerdem gibt es verschiedene Formen der geschlossenen Biegung und unterschiedliche Größen, so dass die oben genannten Methoden nicht in allen Fällen geeignet sind. Eine detaillierte Analyse ist erforderlich, um eventuell auftretende Probleme zu lösen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie Metallteile in verschiedene Formen gebogen werden? In diesem faszinierenden Artikel befassen wir uns mit der Kunst und Wissenschaft des Biegens beim Metallstanzen. Unser Experte...
Haben Sie sich jemals gefragt, wie eine Abkantpresse Metall mit solcher Präzision formt? Dieser Artikel enthüllt die faszinierenden Teile und Funktionen einer Abkantpresse und zeigt Ihnen, welche wichtige Rolle...
Haben Sie sich jemals gefragt, wie sich ein einfaches Metallblech in ein komplexes, dreidimensionales Objekt verwandelt? Das Biegen mit der Abkantpresse, ein wichtiger Prozess in der Metallverarbeitung, ist der Schlüssel dazu...
Haben Sie sich jemals gefragt, wie ein flaches Metallblech in eine komplexe Form gebracht wird? Abkantpressen sind die unbesungenen Helden der Fertigungswelt, die Metall biegen und formen...
Haben Sie sich jemals gefragt, wie diese eleganten, gebogenen Aluminiumstrukturen hergestellt werden? Dieser Artikel befasst sich mit dem komplizierten Prozess des Biegens von Aluminiumprofilen. Vom Verständnis der Eigenschaften der verschiedenen...