Das Koordinatenmessgerät (KMG) ist ein Präzisionsmessgerät, das in einer Vielzahl von Branchen eingesetzt wird. Es ist mit Druckluftbremsschaltern und Mikrobewegungsvorrichtungen an seinen drei Achsen ausgestattet, die eine präzise Übertragung jeder Achse ermöglichen. Außerdem ist das KMG mit einem leistungsstarken Datenerfassungssystem ausgestattet, um die Genauigkeit der Messungen zu gewährleisten.
Das KMG wird häufig für die Produktentwicklung, die Herstellung von Formen, die Messung von Zahnrädern und Schaufeln, die Herstellung von Maschinen, Werkzeugvorrichtungen, Dampfformteilen, elektronischen und elektrischen Geräten sowie für andere Präzisionsmessungen verwendet.
1. Einführung des Instruments
Die Drei-Koordinaten-Messmaschine (KMG), auch bekannt als Drei-Koordinaten-Messgerät, ist ein Präzisionsmessgerät zur Messung geometrischer Abmessungen, Formen und räumlicher Beziehungen in einem dreidimensionalen Koordinatensystem. Es arbeitet mit einem Taster, der sich mit hoher Präzision entlang dreier orthogonaler Achsen (X, Y und Z) bewegen kann.
Der Messtaster kann entweder physisch mit dem Werkstück in Berührung kommen (schaltende oder scannende Messtaster) oder berührungslose Messungen durchführen (Laser- oder Bildverarbeitungssysteme). Das Wegmesssystem für jede Achse, in der Regel mit hochpräzisen linearen Messgeräten oder optischen Maßstäben, leitet die Daten an ein hochentwickeltes Computersystem weiter. Dieses System verarbeitet die erfassten Punkte (x, y, z), um verschiedene geometrische Merkmale, Abmessungen und Formeigenschaften des Werkstücks zu berechnen.
CMMs sind in der Lage, mehrere Aspekte der Teilequalität zu messen, darunter:
- Maßhaltigkeit: Lineare und winklige Messungen
- Positionierungsgenauigkeit: Räumliche Beziehungen zwischen Merkmalen
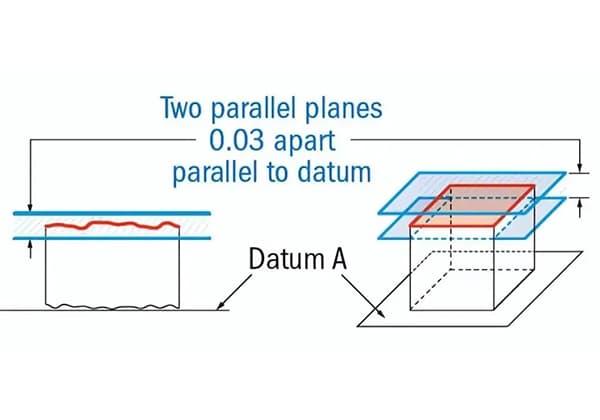
- Geometrische Genauigkeit: Form- und Ausrichtungstoleranzen (Ebenheit, Zylindrizität usw.)
- Konturgenauigkeit: Komplexe Oberflächenprofile und Freiformflächen
Dieses vielseitige Instrument ist für die Gewährleistung von Präzision und Genauigkeit in verschiedenen Industriezweigen wie der Automobilindustrie, der Luft- und Raumfahrt und der modernen Fertigung von entscheidender Bedeutung.
Modell-Spezifikationen:
Aufbau: Dreiachsige Granitkonstruktion mit beweglicher Brücke nach deutschem Vorbild, mit vierseitigem Gehäuse für verbesserte Stabilität.
Antriebssystem: Gleichstrom-Servomotoren in Verbindung mit vorgespannten Präzisionsluftlagern für reibungslose, reibungslose Bewegungen.
Messsystem: RENISHAW offene Längenmessgeräte mit einer Auflösung von 0,1 μm (100 nm).
Tastsystem: Steuergerät und Tastkopf von Renishaw, die Kompatibilität und leistungsstarke Messfunktionen gewährleisten.
Sockel: Hochpräzise Granitplatte (Güteklasse 00), die eine stabile Bezugsfläche bietet.
Umweltanforderungen:
- Temperatur: 20°C ± 2°C
- Luftfeuchtigkeit: 40% - 70% RH
- Temperaturgradient: ≤ 1°C/m
- Temperaturänderungsrate: ≤ 1°C/h
Pneumatische Anforderungen:
- Luftdruck: 0,4 MPa - 0,6 MPa
- Luftstrom: 25 l/min
Leistungsspezifikationen:
- Längenmessgenauigkeit (MPEE): ≤ (2,1 + L/350) μm, wobei L die gemessene Länge in mm ist
- Antastfehler (MPEP): ≤ 2,1 μm
Wesentliche Merkmale:
Die Maschine verwendet für alle drei Achsen Führungsschienen aus Naturgranit, die eine hervorragende thermodynamische Stabilität der gesamten Struktur gewährleisten. Durch diese Konstruktionswahl werden Genauigkeitsfehler vermieden, die durch unterschiedliche Wärmeausdehnung zwischen den Materialien entstehen könnten, wie sie bei Maschinen mit gemischten Materialien für verschiedene Achsen auftreten können. Die einheitlichen thermischen Eigenschaften von Granit tragen zu einer gleichbleibenden Leistung bei unterschiedlichen Umgebungsbedingungen und Messdauern bei.
Vergleich von Granit und Luftfahrt-Aluminiumlegierung
Aluminiumlegierungen weisen im Vergleich zu Granit einen wesentlich höheren Wärmeausdehnungskoeffizienten auf. Diese inhärente Eigenschaft kann bei Präzisionsgeräten zu einer Instabilität der Abmessungen führen.
In Koordinatenmessgeräten (KMG) sind Komponenten wie Träger und Z-Achsen-Strukturen aus Aluminiumlegierungen in Luftfahrtqualität anfällig für Maßänderungen und Genauigkeitsabweichungen im Laufe der Zeit, insbesondere bei längerem Gebrauch und Temperaturschwankungen.
Im Gegensatz dazu wird bei High-End-KMGs häufig Granit für kritische Strukturkomponenten verwendet. Die Plattform des Dreikoordinatensystems und die Hauptachse sind in der Regel aus präzisionsgeschliffenen Granitblöcken gefertigt. Diese Materialwahl bietet hervorragende thermische Stabilität und Schwingungsdämpfung.
Die Hauptwelle ist aus Granit gefertigt, während der Träger und die z-Achse eine Hybridkonstruktion aus Aluminiumlegierungen und anderen Materialien zur Optimierung von Gewicht und Steifigkeit aufweisen können. Diese Kombination von Materialien mit unterschiedlichen Wärmeausdehnungskoeffizienten kann jedoch bei Temperaturschwankungen zu Messfehlern und Stabilitätsproblemen führen.
Um diese Herausforderungen zu meistern, verwenden moderne KMGs eine rechteckige Struktur aus Granit für das dreiachsige Führungssystem. Ergänzt wird diese Konstruktion durch hochpräzise, selbstreinigende, vorgespannte Luftlager. Die monolithische Granitstruktur gewährleistet eine langfristige Maßhaltigkeit und Messgenauigkeit.
Die Luftlager sorgen für eine stabile und ausgewogene Kraftverteilung in axialer Richtung, was den Verschleiß erheblich reduziert und zur Langlebigkeit der kritischen Komponenten der Maschine beiträgt. Diese Konstruktion minimiert auch Reibung und Stick-Slip-Effekte und verbessert die Wiederholbarkeit der Messung.
Es wurde eine patentierte Technologie für den Luftauslass mit kleinen Löchern und einer optimierten Luftverbrauchsrate von 30 l/min eingeführt. Diese Innovation erzeugt einen lokalen Kondensationseffekt innerhalb des Lagerspiels, der der durch die Restreibung der Lagerbewegung erzeugten Wärme wirksam entgegenwirkt und die allgemeine thermische Stabilität des Geräts verbessert.
Das zugrundeliegende physikalische Prinzip macht sich das Verhalten von Gas zunutze, das unter Druck durch eine kreisförmige Öffnung strömt. Während die gängige Meinung besagt, dass dieser Prozess Reibungswärme erzeugt, die sich nachteilig auf hochpräzise Messungen auswirken kann, führt das Design der kleinen Öffnung zu einem einzigartigen Phänomen. Wenn der Durchmesser des Auslasslochs unter einen kritischen Schwellenwert sinkt, tritt in unmittelbarer Nähe der Öffnung ein Kondensationseffekt auf. Diese örtliche Abkühlung gleicht die minimale Wärme, die durch die Luftreibung während der Messung entsteht, wirksam aus.
Durch die Nutzung dieses physikalischen Prinzips mit Hilfe der Small-Hole-Gasauslass-Technologie kann das KMG eine außergewöhnliche Temperaturstabilität über längere Zeiträume aufrechterhalten. Diese Wärmemanagementstrategie ist entscheidend für die Gewährleistung einer gleichbleibenden Messgenauigkeit und Zuverlässigkeit bei Präzisionsmessanwendungen.
Vergleich von KMG-Lagern der wichtigsten Anbieter
Die drei Achsen sind mit den hochwertigen vergoldeten optischen Maßstäben von Renishaw ausgestattet, die eine außergewöhnliche Auflösung von 0,1 μm (Mikrometer) bieten. Dieses hochpräzise lineare Kodiersystem gewährleistet eine genaue Positionsrückmeldung und Messfunktionen.
Das Design der Maßstabsbefestigung verwendet eine fest-freie Konfiguration, bei der ein Ende sicher verankert ist und das andere schwimmen kann. Diese Anordnung kompensiert effektiv die thermische Ausdehnung und Kontraktion und minimiert Messfehler aufgrund von Temperaturschwankungen in der Umgebung.
Das Bewegungssystem nutzt ein hochmodernes kinematisches Design, das die Antriebskräfte von den Lagerflächen entkoppelt. Dieser fortschrittliche Ansatz eliminiert induzierte Spannungen auf den Führungsschienen und maximiert sowohl die Messgenauigkeit als auch die langfristige mechanische Stabilität.
Für den Achsantrieb wird ein stahlverstärktes Zahnriemenübertragungssystem verwendet. Diese Konstruktion bietet überragende Schwingungsdämpfungseigenschaften bei schnellen Verfahrvorgängen und gleichzeitig eine hohe Zugfestigkeit, eine hervorragende Positioniergeschwindigkeit und eine lange Betriebslebensdauer.
Das KMG arbeitet mit der Software Rational-DMIS, einem von der Physikalisch-Technischen Bundesanstalt (PTB) zertifizierten, branchenführenden Messtechnikpaket. Diese leistungsstarke und dennoch intuitive Softwareplattform ermöglicht es dem Benutzer, sich auf die Messaufgaben zu konzentrieren, anstatt sich mit komplexer Programmierung zu befassen, und rationalisiert so den Prüfprozess.
2. Grundlegende Komponenten des KMG
X-Strahl:
Die fortschrittliche Präzisionsschrägbalken-Technologie erhöht die strukturelle Steifigkeit und minimiert die thermische Verformung für eine verbesserte Messgenauigkeit.
Führungsschiene in Y-Richtung:
Verfügt über eine firmeneigene Positionierungsstruktur mit integrierten unteren Schwalbenschwanznuten, die direkt in die Werkbank eingearbeitet sind und eine hervorragende Ausrichtung gewährleisten und Montagefehler reduzieren.
Führungsschienensystem:
Verwendet selbstreinigende, vorgespannte Hochpräzisions-Luftlager mit schwebenden Vier-Wege-Luftführungsschienen mit statischem Druck. Diese Konstruktion minimiert die Reibung, verbessert die Leichtgängigkeit der Bewegung und sorgt für eine gleichbleibende Genauigkeit über die Zeit.
Antriebssystem:
Verwendet hochleistungsfähige DC-Servomotoren, die mit flexiblen Zahnriemenantriebsmechanismen gekoppelt sind. Jede Achse wird elektronisch gesteuert und mechanisch begrenzt, was zu einer schnellen Übertragung, verbesserter Bewegungsleistung und erhöhter Positioniergenauigkeit führt.
Spindel der Z-Achse:
Integriert eine einstellbare pneumatische Ausgleichsvorrichtung, die die Positioniergenauigkeit und Wiederholbarkeit der Messungen in der z-Achse erheblich verbessert. Diese Funktion gleicht Gewichtsschwankungen des Tasters aus und gewährleistet eine gleichbleibende Kontaktkraft.
Kontrollsystem:
Verwendet ein fortschrittliches importiertes Drei-Koordinaten-Doppelrechnersystem, das parallele Verarbeitung und Redundanz für verbesserte Zuverlässigkeit und Leistung ermöglicht.
Maschinensystem:
Enthält eine computergestützte 3D-Fehlerkorrekturtechnologie (CAA), die eine langfristige Stabilität und hohe Genauigkeit des Systems gewährleistet. Diese adaptive Technologie kompensiert geometrische Fehler und thermische Schwankungen in Echtzeit.
Software zur Messung:
Verwendet das umfassende 3D-DMIS-Messsoftwarepaket, das ein komplettes Spektrum an Messfunktionen, erweiterte Datenanalysemöglichkeiten und eine nahtlose Online-Integration mit CAD/CAM-Systemen für effiziente Prüfprozesse bietet.
3. Funktionsprinzip des KMG
Ein Koordinatenmessgerät (KMG) ist ein Präzisionsmessgerät, das die geometrischen Eigenschaften von Objekten mit hoher Genauigkeit messen kann. Es besteht aus drei Hauptkomponenten: einem Führungsmechanismus, Längenmesselementen und digitalen Anzeigegeräten, die alle entlang dreier zueinander senkrecht stehender Achsen (X, Y und Z) ausgerichtet sind. Das System umfasst auch einen Arbeitstisch zur Aufnahme des Messobjekts, wobei die Größe dieses Tisches je nach den vorgesehenen Anwendungen des KMG variieren kann.
Der Messkopf, der häufig mit einem schaltenden Taster oder einem optischen Sensor ausgestattet ist, kann entweder manuell oder durch eine computergesteuerte Motorisierung zu bestimmten Messpunkten bewegt werden. Wenn der Taster das Werkstück berührt (oder Daten optisch erfasst), erzeugt er ein Schaltsignal. Gleichzeitig messen hochpräzise Längenmessgeräte (in der Regel optische Maßstäbe oder Glasmaßstäbe) entlang jeder Achse die genaue Position der Tastspitze im 3D-Raum.
Die Kernfunktionalität eines KMG liegt in seiner Fähigkeit, die räumlichen Koordinaten eines beliebigen Punktes innerhalb seines Messvolumens genau zu bestimmen und anzuzeigen. Erreicht wird dies durch eine ausgeklügelte Integration von mechanischer Präzision, Sensorik und Datenverarbeitung:
- Taster-Interaktion: Wenn der Messtaster das Werkstück berührt (oder Daten optisch erfasst), sendet er ein Messpunktsignal an das Steuerungssystem des KMG.
- Ablesen der Position: Das Steuersystem erfasst sofort die aktuelle Position der Tastspitze im Verhältnis zum Ursprung der Maschine (0,0,0-Punkt), indem es die Werte von den linearen Encodern auf jeder Achse liest.
- Datenverarbeitung: Das Computersystem des KMG verarbeitet diese rohen Koordinatenwerte und wendet verschiedene Kompensationen an (z. B. Taster-Kalibrierungsoffsets, Temperaturkompensation), um die Genauigkeit zu gewährleisten.
- Anzeige und Analyse: Die verarbeiteten Koordinatendaten werden dann auf der Schnittstelle des KMG angezeigt und können für verschiedene Analysezwecke verwendet werden, z. B. für Maßmessungen, geometrische Toleranzen oder den Vergleich mit CAD-Modellen.
Moderne KMGs verfügen oft über erweiterte Funktionen, die über dieses Grundprinzip hinausgehen, z. B:
- Temperaturkompensationssysteme zur Berücksichtigung der Wärmeausdehnung der Maschine und des Werkstücks
- Luftlager für reibungslose, reibungsarme Bewegung des Messkopfes
- Automatisierte Tasterwechselsysteme für Flexibilität bei Messaufgaben
- Fortschrittliche Software für komplexe Geometrieanalysen, GD&T-Auswertung und CAD-Vergleiche
Dies beschreibt zwar die grundlegende Funktionsweise eines KMG, aber es ist wichtig zu wissen, dass sich die Technologie ständig weiterentwickelt. Entwicklungen in Bereichen wie der berührungslosen Messung, Multisensorsystemen und der Integration von Industrie 4.0-Konzepten erweitern die Möglichkeiten und Anwendungen dieser wichtigen Messwerkzeuge.
4. Klassifizierung von KMG
Entsprechend der Struktur des KMG kann es in die folgenden Kategorien unterteilt werden:
1. Beweglicher Brückentyp
Das am häufigsten verwendete Koordinatenmessgerät (KMG) ist das mobile Brückengerät.
Die Achse, die Hauptwelle, die sich in vertikaler Richtung bewegt, wird von einem kastenförmigen Rahmen geführt und bewegt sich entlang des horizontalen Trägers.
Der horizontale Balken, der senkrecht zur Achse steht, wird an beiden Enden von zwei Säulen getragen, die eine "Brücke" bilden. Die Brücke bewegt sich entlang zweier Führungsnuten, die senkrecht zur Achse auf der horizontalen Ebene verlaufen.
Aufgrund der Abstützung durch die Streben an beiden Enden des Trägers hat die mobile Brücke eine geringere Mindestdurchbiegung und eine höhere Genauigkeit als der freitragende Typ.
2. Typ des Brückenbetts
Beim Brückenbetttyp bewegt sich die Hauptwelle in vertikaler Richtung und wird von einem kastenförmigen Rahmen geführt, um sich entlang des Trägers der vertikalen Achse zu bewegen. Der Balken bewegt sich entlang zweier horizontaler Führungsschienen in axialer Richtung, die sich auf der Oberseite der am Maschinenkörper befestigten Säulen befinden.
Dieser Typ ähnelt dem Typ der beweglichen Brücke, da beide Enden des Trägers abgestützt sind, was zu einer minimalen Durchbiegung des Trägers und einer höheren Genauigkeit im Vergleich zum freitragenden Typ führt.
Außerdem bewegt sich nur der Balken in axialer Richtung, was die Gesamtträgheit reduziert und die manuelle Bedienung im Vergleich zur mobilen Brücke erleichtert.
3. Portalkonstruktion
Das Brückenportal, auch als Boden- oder Türportal bezeichnet, unterscheidet sich vom Brückenbett dadurch, dass es direkt am Boden befestigt ist.
Diese Art von Struktur bietet eine höhere Steifigkeit und Stabilität als die Bettbrücke und wird üblicherweise in größeren Dreikoordinaten-Messgeräten verwendet.
Jede Welle wird von einem Motor angetrieben, was einen großen Messbereich ermöglicht. Der Bediener kann auch innerhalb der Brückenkonstruktion arbeiten.
4. Fester Brückentyp
Die feste Brücke besteht aus einer Hauptwelle, die sich in vertikaler Richtung bewegt und von einem kastenförmigen Rahmen geführt wird, um sich entlang des horizontalen Trägers der vertikalen Achse zu bewegen.
Die Brücke oder Säule ist am Maschinenkörper befestigt, während sich der Messtisch entlang der Führungsschiene der horizontalen Ebene, die senkrecht zur Achse steht, in axialer Richtung bewegt.
Jede Welle wird von einem Motor angetrieben, um die Positionsgenauigkeit zu gewährleisten. Dieses Modell ist jedoch nicht für den manuellen Betrieb ausgelegt.
5. L-förmige Brücke
Die L-förmige Brücke ist so konzipiert, dass die Trägheit der Brücke bei der Bewegung der Welle verringert wird.
Im Vergleich zur beweglichen Brücke weist diese Konstruktion eine geringere Trägheit der beweglichen Teile auf und ist daher leichter zu bedienen. Allerdings hat sie eine geringere Steifigkeit.
6. Starrer Tisch, Typ Kragarm
Der bewegliche Auslegertyp verfügt über eine Hauptwelle, die sich in vertikaler Richtung bewegt und von einem kastenförmigen Rahmen geführt wird, um sich entlang des horizontalen Auslegerträgers der vertikalen Achse in axialer Richtung zu bewegen. Der freitragende Träger bewegt sich entlang einer Führungsnut in der horizontalen Ebene, die senkrecht zur Welle verläuft.
Diese Art von Struktur ist an drei Seiten offen und eignet sich für die Montage und Demontage von Werkstücken, da sie über den Tisch hinausragen können. Allerdings ist die Genauigkeit aufgrund der freitragenden Konstruktion geringer.
7. Einspaltige bewegliche Schrift
Der mobile Typ mit einer einzigen Säule verfügt über eine Hauptwelle, die sich in vertikaler Richtung bewegt, und die gesamte Säule bewegt sich entlang der Führungsrille der horizontalen Ebene, die senkrecht zur Welle verläuft und mit dieser verbunden ist.
Der Messtisch bewegt sich in axialer Richtung entlang der Führungsrille der horizontalen Ebene, die senkrecht zur Achse steht.
Diese Art der Konstruktion zeichnet sich durch eine hohe Steifigkeit sowohl des Messtisches als auch der Säule aus, was zu einer minimalen Verformung führt. Außerdem befindet sich die lineare Skala jeder Achse in der Nähe der Messachse, was die Einhaltung des Abbeschen Theorems gewährleistet.
8. Einspaltiger xy-Tabellentyp
Der Ein-Säulen-Messtisch ist mobil und verfügt über eine Hauptwelle, die sich in vertikaler Richtung bewegt.
Die Säule ist mit einer Wellenführungsnut versehen und wird am Messgerätekörper befestigt.
Während der Messung bewegt sich der Messtisch entlang der Achse in Richtung der horizontalen Ebene.
9. Fahrbarer Tisch mit horizontalem Arm
Der Messtisch mit horizontalem Arm ist beweglich und verfügt über einen Kastenrahmen, der den horizontalen Arm trägt, um ihn in vertikaler Richtung (Achse) entlang der vertikalen Säule zu bewegen. Die Sonde ist in horizontaler Richtung an dem Ausleger befestigt.
Die Säule bewegt sich in axialer Richtung entlang der Führungsnut in der horizontalen Ebene, die rechtwinklig zur Achse verläuft. Der Messtisch bewegt sich ebenfalls in axialer Richtung entlang der Führungsnut in der horizontalen Ebene, die senkrecht zur Achse und zur Achse steht.
Diese Konstruktion stellt eine Verbesserung gegenüber dem horizontalen Kragarm dar, da sie die durch das Ausfahren oder Einziehen des horizontalen Arms in axialer Richtung verursachte Durchbiegung eliminiert.
10. Fester Tisch mit horizontalem Arm
Die Messplattform mit horizontalem Arm ist feststehend und hat einen ähnlichen Aufbau wie die mobile Messplattform.
Der Messtisch ist feststehend, und die X-, Y- und Z-Achsen bewegen sich entlang der Führungsnut. Während der Messung bewegt sich die Säule in der Führungsnut der Welle, während sich der an der Welle befestigte Schiebetisch in Richtung der vertikalen Achse bewegt.
11. Horizontaler Arm, beweglicher Typ
Der Typ mit horizontalem Arm verfügt über eine freitragende Welle, die sich in horizontaler Richtung bewegt, und einen Kastenrahmen, der den horizontalen Arm trägt und sich entlang der Säule in axialer Richtung bewegt. Die Säule steht senkrecht zur Achse.
Die Säule bewegt sich in axialer Richtung entlang der Führungsnut der horizontalen Ebene, die senkrecht zur Achse verläuft, was sie für hochpräzise Messungen ungeeignet macht, es sei denn, der horizontale Arm wird zum Ausgleich gewichtsbedingter Fehler aus- oder eingefahren.
Diese Art von Struktur wird hauptsächlich für die Fahrzeugkontrolle verwendet.
12. Typ Ringbrücke
Der Brückentyp mit geschlossenem Regelkreis ist für seine Stabilität bekannt, da sich der Antriebsmechanismus in der Mitte des Arbeitstisches befindet. Diese Konstruktion trägt dazu bei, die durch die Bewegung der Brücke verursachten Stöße zu verringern, und macht sie zum stabilsten aller Dreikoordinatenmessgeräte.
5. Die wichtigsten Vorteile
- Oberfläche aus eloxierter Luftfahrt-Aluminiumlegierung;
- Hochpräzises selbstreinigendes Luftlager;
- Hochpräzises, aus Europa importiertes Gitternetzlineal;
- Patentierte Technologie des Präzisionsdreieckstrahls.
6. Anwendungsfelder
Der Brückentyp mit geschlossenem Regelkreis wird in einer Vielzahl von Branchen eingesetzt, z. B. in der Automobil-, Elektronik-, Maschinen-, Luftfahrt- und Militärindustrie zur Messung verschiedener Objekte wie Kästen, Rahmen, Zahnräder, Nocken, Schneckenräder, Schnecken, Schaufeln, Kurven, gekrümmte Oberflächen, Hardware, Kunststoffe und mehr. Es wird auch häufig in der Formenbauindustrie verwendet.
7. Art der Verwendung
Dreikoordinaten-Messmaschinen (KMG) werden in der Regel in drei Kategorien eingeteilt: berührende Messung, berührungslose Messung und kombinierte berührende und berührungslose Messung.
Die berührende Messung ist eine häufig verwendete Methode zur Messung von bearbeiteten Produkten, gepressten Produkten und Metallfolien. Das Scannen von Datenpunkten auf der Oberfläche des gemessenen Objekts mit einem KMG ist häufig für die Analyse von Bearbeitungsdaten oder für Reverse Engineering-Zwecke erforderlich.
Am Beispiel des Foundation-Pro-KMG werden in diesem Artikel die verschiedenen gängigen Scanmethoden und Arbeitsschritte für KMGs beschrieben.
Beim Scannen eines KMG werden mit dem PC-Programm DMIS Datenpunkte in einem bestimmten Bereich auf der Oberfläche des zu messenden Objekts erfasst. Dieser Bereich kann eine Linie, ein Fleck, ein Abschnitt des Teils, eine Kurve des Teils oder ein Umfang in einem bestimmten Abstand vom Rand sein.
Die Art des Scans ist abhängig vom Messmodus, vom Sondentyp und davon, ob CAD-Dateien verfügbar sind. Die "Scan"-Option auf dem Steuerungsbildschirm wird durch die Statustaste (manuell/DCC) bestimmt.
Wenn die DCC-Methode für die Messung verwendet wird und CAD-Dateien verfügbar sind, sind die verfügbaren Scanmethoden "offene Linie", "geschlossene Linie", "Patch", "Schnitt" und "Perimeter". Wenn nur Drahtgitter-CAD-Dateien verfügbar sind, sind die verfügbaren Scanmethoden "offene Linie", "geschlossene Linie" und "Patch".
Wenn der manuelle Messmodus verwendet wird, ist nur der Grundmodus "manueller TTP-Scan" verfügbar. Wenn die manuelle Messung mit einer starren Sonde verwendet wird, stehen die Optionen "Festes Delta", "Variables Delta", "Zeit-Delta" und "Körperachsen-Scan" zur Verfügung.
In diesem Artikel werden die fünf Scan-Modi ausführlich erläutert, die ausgewählt werden können, wenn das "Utility"-Menü aufgerufen und die Option "Scan" unter DCC-Status ausgewählt wird.
1. offene lineare Abtastung
Die offene Linienabtastung ist der einfachste Abtastmodus. Die Sonde startet am Startpunkt, scannt entlang einer bestimmten Richtung mit einer vorgegebenen Schrittgröße und endet am Endpunkt.
Bei der offenen Linienabtastung kann man je nach Verfügbarkeit eines CAD-Modells zwischen zwei Fällen unterscheiden.
(1) Ohne CAD-Modell:
Wenn das gemessene Werkstück kein CAD-Modell hat, geben Sie zunächst die Sollwerte der Begrenzungspunkte ein. Öffnen Sie die Option "Begrenzungspunkt" in der Dialogbox, klicken Sie auf "1", um die Daten des Startpunktes einzugeben. Doppelklicken Sie dann auf "d", um die neuen X-, Y- und Z-Koordinatenwerte des Richtungspunktes (der Koordinatenpunkt, der die Scanrichtung angibt) einzugeben. Schließlich doppelklicken Sie auf "2", um die Daten für den Endpunkt einzugeben.
Geben Sie als nächstes die Schrittweite ein. Geben Sie einen neuen Wert für die Schrittlänge in der Spalte "Max Inc" in der Spalte "Direction 1 Tech" in der Scan-Dialogbox ein. Überprüfen Sie schließlich, ob der eingestellte Richtungsvektor korrekt ist, der den Normalenvektor der Oberfläche des ersten Messpunktes nach dem Start des Scannens, den Querschnitt und den Oberflächennormalenvektor des letzten Punktes vor dem Ende des Scannens definiert. Klicken Sie auf "Erstellen", nachdem Sie alle Daten eingegeben haben.
(2) Mit CAD-Modell:
Wenn das zu messende Werkstück über ein CAD-Modell verfügt, klicken Sie zu Beginn des Scanvorgangs mit der linken Maustaste auf die entsprechende Fläche des CAD-Modells, woraufhin das PC DMIS-Programm einen Punkt auf dem CAD-Modell erzeugt und diesen als "1", den Startpunkt, markiert. Klicken Sie dann auf den nächsten Punkt, um die Scanrichtung zu definieren. Klicken Sie schließlich auf den Endpunkt (oder Grenzpunkt) und markieren Sie ihn als "2". Verbinden Sie die Linie zwischen "1" und "2".
Für jeden ausgewählten Punkt gibt das PC DMIS-Programm den entsprechenden Koordinatenwert und Vektor in das Dialogfeld ein. Nachdem Sie die Schrittweite und andere Optionen (wie Sicherheitsebene, Einzelpunkt usw.) festgelegt haben, klicken Sie auf "Messen" und dann auf "Erstellen".
2. Geschlossener linearer Scan
Der Modus "Geschlossene Linie" ermöglicht das Abtasten der inneren oder äußeren Oberfläche eines Werkstücks. Er erfordert nur zwei Werte, den "Startpunkt" und den "Richtungspunkt" (PC DMIS nimmt den Startpunkt als Endpunkt).
(1) Dateneingabebetrieb:
Doppelklicken Sie auf den Begrenzungspunkt "1", um seine Position in das Bearbeitungsdialogfeld einzugeben. Doppelklicken Sie auf den Richtungspunkt "d", um seinen Koordinatenwert einzugeben. Wählen Sie die Abtastart ("linear" oder "variabel"), geben Sie die Schrittweite ein und definieren Sie den Berührungstyp ("Vektor", "Fläche" oder "Kante").
Doppelklicken Sie auf den "Anfangsvektor" und geben Sie den Vektor im Punkt "1" ein. Überprüfen Sie den Schnittvektor. Nach Eingabe weiterer Optionen klicken Sie auf "Erstellen".
Sie können auch den ersten Messpunkt auf der Oberfläche des Werkstücks mit dem Bedienfeld des Koordinatenmessgeräts berühren und dann den Richtungspunkt berühren. Das PC DMIS-Programm gibt den Messwert automatisch in das Dialogfeld ein und berechnet den Anfangsvektor.
Klicken Sie nach der Auswahl des Scansteuerungsmodus, des Messpunkttyps und anderer Optionen auf "Erstellen".
(2) Closed Line Scanning mit CAD-Modell:
Wenn das zu messende Werkstück ein CAD-Modell hat, bestätigen Sie vor der Messung das "Scannen mit geschlossenen Linien". Klicken Sie zunächst auf den Startpunkt der Fläche, um das Symbol "1" auf dem CAD-Modell zu erzeugen (beim Klicken werden die Fläche und die Begrenzungspunkte hervorgehoben, um die Auswahl der richtigen Fläche zu erleichtern). Klicken Sie dann auf den Punkt der Abtastrichtung.
PC DMIS gibt die entsprechenden Koordinaten und Vektoren der ausgewählten Punkte im Dialogfeld an. Nachdem Sie die Methode der Abtaststeuerung, die Schrittweite und andere Optionen ausgewählt haben, klicken Sie auf "Erstellen".
3. Patch-Scan
Im Patch-Scan-Modus können Sie einen Bereich und nicht nur eine einzelne Scanlinie scannen.
Für diese Scanmethode sind mindestens vier Grenzpunktinformationen erforderlich, darunter der Startpunkt, der Richtungspunkt, die Scanlänge und die Scanbreite.
Der PC DMIS kann das dreieckige Feld auf der Grundlage der Grenzpunkte 1, 2 und 3 berechnen, die durch die Basis- oder Standardinformationen definiert sind. Die Abtastrichtung wird durch den Koordinatenwert von Punkt D bestimmt.
Wenn Sie einen vierten oder fünften Begrenzungspunkt hinzufügen, kann das Feld entweder eine quadratische oder fünfeckige Form haben.
Wenn Sie die Patch-Scan-Methode verwenden, stellen Sie sicher, dass Sie im Kontrollkästchen "Closed Line Scanning" auswählen, um geschlossene Elemente wie Zylinder, Kegel, Rillen usw. zu scannen. Geben Sie dann den Startpunkt, den Endpunkt und den Richtungspunkt ein.
Die Endpunktposition stellt die während der Abtastung des gemessenen Elements aufwärts oder abwärts zurückgelegte Strecke dar.
Der Vektor der Schnittebene kann durch den Startpunkt, den Richtungspunkt und den Startvektor (der normalerweise parallel zum gemessenen Element verläuft) definiert werden.
Es werden drei Methoden zur Definition von Patch-Scans vorgestellt, wobei die Erstellung von viereckigen Patches als Beispiel dient:
(1) Eingabe von Koordinatenwerten:
- Doppelklicken Sie auf den Begrenzungspunkt "1" und geben Sie die Werte für die X-, Y- und Z-Koordinaten des Startpunkts ein.
- Doppelklicken Sie auf den Begrenzungsrichtungspunkt "d" und geben Sie den Koordinatenwert des Abtastrichtungspunktes ein.
- Doppelklicken Sie auf den Begrenzungspunkt "2" und geben Sie die Scanbreite ein, um die erste Richtung zu definieren.
- Doppelklicken Sie auf den Begrenzungspunkt "3" und geben Sie die Scanbreite ein, um die zweite Richtung zu definieren.
- Klicken Sie auf "3" und dann auf die Schaltfläche "Hinzufügen", um den vierten Begrenzungspunkt im Dialogfeld anzuzeigen.
- Doppelklicken Sie auf den Begrenzungspunkt "4" und geben Sie den Koordinatenwert des Endpunktes ein.
- Nachdem Sie die Schrittgröße und die maximale Schrittgröße für das Scannen festgelegt haben, klicken Sie auf "Erstellen".
(2) Berührungstestmodus:
- Wählen Sie den Modus "Patch Scanning" und tasten Sie den ersten Punkt am gewünschten Startpunkt mit dem Taster des Koordinatenmessgeräts an.
- Der Koordinatenwert dieses Punktes wird in der Position "#1" des Dialogfeldes "Begrenzungspunkt" angezeigt.
- Berühren Sie den zweiten Punkt, der den Endpunkt der ersten Abtastrichtung darstellt, und sein Koordinatenwert wird im Feld "d" des Dialogfelds angezeigt.
- Tippen Sie auf den dritten Punkt, der die Breite des gescannten Flecks darstellt, und sein Koordinatenwert wird in der Position "#3" des Dialogfelds angezeigt.
- Klicken Sie auf "3" und wählen Sie "Hinzufügen", um den vierten Punkt in die Liste aufzunehmen.
- Tippen Sie auf den Endpunkt und das Dialogfeld wird geschlossen.
- Legen Sie schließlich den Abstand der Abtastlinien und die Schrittlänge in beiden Richtungen fest.
- Nachdem Sie den Scan-Touch-Typ und die gewünschten Optionen ausgewählt haben, klicken Sie auf "Erstellen".
(3) CAD-Oberflächenmodell-Modus:
- Diese Scanmethode ist nur für Werkstücke mit einem CAD-Oberflächenmodell anwendbar.
- Wählen Sie den Modus "Patch Scanning" und klicken Sie mit der linken Maustaste auf die CAD-Arbeitsfläche.
- Markieren Sie "1" im Dialogfeld "Begrenzungspunkt" und klicken Sie mit der linken Maustaste auf den Scan-Startpunkt auf der Oberfläche.
- Markieren Sie "d" und klicken Sie auf die Fläche, um den Richtungspunkt zu definieren.
- Klicken Sie auf die Fläche, um die Abtastbreite zu definieren (#2).
- Klicken Sie auf die Fläche, um die Breite des Scans zu definieren (#3).
- Klicken Sie auf "3", wählen Sie "Hinzufügen", fügen Sie den zusätzlichen Punkt "4" hinzu, markieren Sie "4", klicken Sie, um den Scan-Endpunkt zu definieren, und schließen Sie das Dialogfeld.
- Nachdem Sie die Schritte in beide Richtungen definiert und die gewünschten Optionen ausgewählt haben, klicken Sie auf "Erstellen".
4. Abschnitt Scan
Der Modus "Section Scanning" ist nur auf Werkstücke mit einem CAD-Flächenmodell anwendbar.
Sie ermöglicht das Scannen eines bestimmten Abschnitts des Werkstücks.
Der abgetastete Bereich kann in Richtung der X-, Y- oder Z-Achse oder in einem bestimmten Winkel zur Koordinatenachse liegen.
Durch Festlegung der Schrittweite können mehrere Abschnitte gescannt werden.
Im Dialogfeld können Sie den Grenzpunkt der Schnittprüfung festlegen.
Durch Drücken der Konvertierungsschaltfläche "CAD ausschneiden" können Sie beliebige Löcher im CAD-Flächenmodell lokalisieren und ihre Begrenzungslinie auf die gleiche Weise wie beim Open Line Scanning definieren.
Das PC DMIS-Programm passt den Scanpfad automatisch so an, dass keine Löcher im CAD-Oberflächenmodell entstehen.
Führen Sie die folgenden Schritte aus, um das CAD-Flächenmodell mit einer benutzerdefinierten Fläche zu schneiden:
- Geben Sie die Option "Begrenzungspunkt" ein.
- Geben Sie das Feld "CAD-Elementauswahl" ein.
- Wählen Sie die Oberfläche.
- Wählen Sie die Option "CAD ausschneiden", ohne das Feld "CAD-Elementauswahl" zu deaktivieren.
An diesem Punkt schneidet das PC DMIS-Programm die ausgewählte Oberfläche, um eventuelle Löcher zu finden.
Wenn im CAD-Flächenmodell keine Löcher definiert sind, ist es nicht notwendig, die Option "CAD schneiden" zu wählen. In diesem Fall scannt PC DMIS nach den definierten Start- und Endpunkten.
Bei komplexen CAD-Grafiken mit mehreren Flächen können verschiedene Flächen in Gruppen aufgeteilt werden. Die Anzahl der Gruppen ist auf die lokalen CAD-Flächenmodelle beschränkt.
5. Perimeter-Scan
Die Perimeter-Scan-Methode ist nur auf Werkstücke mit einem CAD-Flächenmodell anwendbar.
Dieser Scanmodus verwendet das mathematische CAD-Modell zur Berechnung des Scanpfads, der um einen vom Benutzer gewählten Abstand von der Begrenzung oder Außenkontur versetzt ist.
Gehen Sie folgendermaßen vor, um einen Boundary Scan zu erstellen:
- Wählen Sie zunächst die Option "Boundary Scan".
- Wenn es sich um einen internen Boundary Scan handelt, wählen Sie im Dialogfeld "Internal Boundary Scan".
- Wenn Sie eine Arbeitsfläche auswählen, aktivieren Sie das Kontrollkästchen "Auswählen", markieren Sie jede ausgewählte Fläche und verlassen Sie das Kontrollkästchen, nachdem Sie alle gewünschten Flächen ausgewählt haben.
- Klicken Sie auf die Oberfläche, um den Startpunkt des Scannens zu bestimmen.
- Klicken Sie auf die gleiche Fläche, um den Punkt der Abtastrichtung zu bestimmen.
- Klicken Sie auf die Fläche, um den Endpunkt der Abtastung zu bestimmen. Wenn kein Endpunkt angegeben wird, wird der Startpunkt als Endpunkt verwendet.
- Geben Sie die entsprechenden Werte in das Eingabefeld "Scanstruktur" ein (einschließlich "Mehrwert", "CAD-Toleranz", usw.).
- Wählen Sie die Option "Begrenzung berechnen", um die Scanbegrenzung zu berechnen.
- Nachdem Sie bestätigt haben, dass der Abweichungswert korrekt ist, drücken Sie die Schaltfläche "Messpunkt generieren". Das PC DMIS-Programm berechnet automatisch den theoretischen Wert der Abtastung.
- Klicken Sie auf "Erstellen".
6. Anwendungspunkte
(1) Um die Genauigkeit der Datenerfassung und die Effizienz der Messung zu verbessern, ist es wichtig, den geeigneten Scan-Messmodus auf der Grundlage der spezifischen Eigenschaften und Modellierungsanforderungen des zu messenden Werkstücks zu wählen.
(2) Die Spannen Die Position des Werkstücks sollte sorgfältig geplant werden, um den Messvorgang und die Bewegung des Tasters zu erleichtern. Um die Genauigkeit der Modellierung zu gewährleisten, versuchen Sie, den Messtaster so anzuordnen, dass er beim Einspannen des Werkstücks alle Objekte auf einmal abtastet.
(3) Die Auswahl der Scan-Messpunkte sollte Schlüsselpunkte der geometrischen Informationen der Werkstückkontur umfassen, und an Teilen mit signifikanten Krümmungsänderungen sollten Messpunkte in geeigneter Weise hinzugefügt werden.
8. Datenverwaltung
1. Datenumwandlung
Aufgaben und Anforderungen für die Datenkonvertierung:
(1) Konvertieren Sie das Messdatenformat in das von der CAD-Software erkannte IGES-Format und speichern Sie es nach dem Kombinieren unter einem Produktnamen oder einem benutzerdefinierten Namen.
(2) Daten mit unterschiedlichen Produkten, unterschiedlichen Attributen und unterschiedlicher Positionierung, die zu Verwechslungen führen können, sollten in separaten Dateien gespeichert und in IGES-Dateien organisiert und getrennt werden.
Die Datenkonvertierung wird vom Koordinatenmessdatenverarbeitungssystem durchgeführt.
Informationen zur Funktionsweise finden Sie im Benutzerhandbuch der Software.
2. Verlagerung und Integration
Hintergrund der Anwendung
Bei der Vermessung und Kartierung von Produkten ist es aus verschiedenen Gründen oft nicht möglich, die geometrischen Daten des Produkts im gleichen Koordinatensystem zu messen.
Der erste Grund ist, dass die Produktgröße den Hub der Messmaschine übersteigt.
Der zweite Grund ist, dass die Messsonde die gegenüberliegende Seite des Produkts nicht erreichen kann.
Der dritte Grund ist, dass Daten fehlen, nachdem das Werkstück entfernt wurde und neu gemessen werden muss.
In solchen Fällen ist es notwendig, jedes Teil des Produkts in verschiedenen Positionierungszuständen (d. h. in verschiedenen Koordinatensystemen) zu messen, was als Produktverschiebungsmessung bezeichnet wird.
Bei der Modellierung müssen Daten aus verschiedenen Koordinatensystemen in unterschiedlichen Positionierungszuständen in dasselbe Koordinatensystem transformiert werden, was als Integration von Relocation Data bezeichnet wird.
Bei komplexen oder großen Modellen sind im Messprozess oft mehrere Positionsmessungen erforderlich.
Die endgültigen Messdaten müssen nach einem bestimmten Konvertierungspfad mehrfach verschoben und integriert werden, um die bei jeder Positionierung gemessenen Daten in Messdaten unter einer gemeinsamen Positionierungsbenchmark umzuwandeln.
Grundsatz der Integration der Verlagerung
Es besteht eine Diskrepanz zwischen den Messdaten, nachdem das Werkstück bewegt (verschoben) wurde, und den Messdaten vor der Bewegung.
Um die verschobenen Messdaten in die Daten vor der Verschiebung zu integrieren, muss eine Form festgelegt werden, die sowohl vor als auch nach der Verschiebung auf dem Werkstück gemessen werden kann (als Verschiebungsbezugspunkt bezeichnet). Solange die Messergebnisse der Form nach der Verschiebung mit den Messergebnissen vor der Verschiebung durch eine Reihe von Transformationen übereinstimmen, können die verschobenen Messdaten in die Daten vor der Verschiebung integriert werden.
Der Relocation Benchmark dient als Bindeglied bei der Integration der verlagerten Daten.
PID-Regelung steht für Proportional-, Integral- und Differenzialregelung.
P-Parameter:
Die Reaktion des Systems auf den Positionsfehler kann durch die Analyse des Verhältnisses zwischen der Stabilität, der Steifigkeit und dem Positionsfehler des Systems bestimmt werden.
Ein niedrigerer Wert deutet auf ein stabileres System mit geringeren Schwingungen hin, jedoch mit geringerer Steifigkeit und größerem Positionierungsfehler.
Andererseits führt ein höherer Wert zu einer besseren Steifigkeit und einem geringeren Positionierungsfehler, aber das System kann in Schwingung geraten.
I Parameter:
Die Kontrolle des statischen Positionsfehlers, der durch Reibung und Last verursacht wird, wird durch das Verhältnis zwischen dem Kontrollwert und der Ankunftszeit an der theoretischen Position bestimmt.
Ein niedrigerer Wert bedeutet eine längere Ankunftszeit.
Je höher der Wert, desto wahrscheinlicher ist eine Schwingung an der theoretischen Position.
D-Parameter:
Der Parameter sorgt für Stabilität und Dämpfung des Systems, indem er eine übermäßige Fehleränderung verhindert.
Ein niedrigerer Wert führt zu einer schnelleren Reaktion des Systems auf den Positionsfehler.
Ein höherer Wert führt zu einer langsameren Reaktion des Systems.
9. Tägliche Wartung
Um dem "Urlaubssyndrom" vorzubeugen, ist es notwendig, den Verwaltungsmodus des KMG zu ändern.
Das KMG besteht aus komplexen Komponenten, darunter mechanische Teile, elektrische Steuerungsteile und Computersysteme.
Es ist wichtig, das KMG während der Messung von Werkstücken richtig zu warten, um seine Lebensdauer zu verlängern.
Im Folgenden wird die grundlegende Wartung des KMG aus drei Perspektiven erläutert.
Mechanische Teile
In einer Koordinatenmessmaschine (KMG) gibt es verschiedene Arten von mechanischen Komponenten. Um eine einwandfreie Funktion zu gewährleisten, ist es wichtig, die Komponenten des Übertragungssystems und des Luftkreislaufs täglich zu warten.
Die Häufigkeit der Wartung sollte auf der Grundlage der Betriebsumgebung des KMG festgelegt werden. In Feinmessräumen mit optimalen Bedingungen wird eine regelmäßige Wartung alle drei Monate empfohlen. In Umgebungen mit hohem Staubaufkommen oder in Umgebungen, in denen Temperatur und Luftfeuchtigkeit nicht den Anforderungen für einen ordnungsgemäßen Betrieb entsprechen, sollte die Wartung jedoch monatlich durchgeführt werden.
Für die regelmäßige Wartung von Messmaschinen sollten die Faktoren, die die Messmaschinen beeinflussen, verstanden werden:
Einfluss von Druckluft auf die Messmaschine
Bei der Wahl eines geeigneten Luftkompressors ist es ratsam, einen zusätzlichen Lufttank einzubauen. Dies erhöht die Langlebigkeit und die Stabilität des Drucks des Luftkompressors.
Es ist wichtig, dass der Anfangsdruck des Luftkompressors höher ist als der erforderliche Betriebsdruck.
Es wird empfohlen, bei der Inbetriebnahme des Geräts zuerst den Luftkompressor zu aktivieren und dann die Stromversorgung einzuschalten.
Einfluss von Öl und Wasser auf die Messmaschine
Druckluft ist für das reibungslose Funktionieren eines Messgeräts von entscheidender Bedeutung, daher muss der Luftkreislauf ordnungsgemäß gewartet werden.
Die folgenden Aufgaben sollten regelmäßig durchgeführt werden:
- Überprüfen Sie jeden Tag vor dem Einsatz des Messgeräts die Leitungen und Filter und lassen Sie Wasser und Öl aus dem Filter und dem Luftkompressor/Luftbehälter ab.
- Reinigen Sie die Filterelemente des angeschlossenen Filters und des Vorfilters mindestens alle drei Monate.
- Verkürzen Sie das Intervall, wenn die Luftqualität schlecht ist. Mit der Zeit kann die Ölverschmutzung die Filterelemente verstopfen, wodurch der tatsächliche Betriebsluftdruck des Messgeräts verringert und sein normaler Betrieb beeinträchtigt wird.
- Eine regelmäßige Reinigung der Filterelemente ist erforderlich.
- Tägliches Abwischen der Führungsschiene, um Ölflecken und Staub zu entfernen, trägt dazu bei, dass die luftgelagerte Führungsschiene in gutem Betriebszustand bleibt.
Um die Führungsschiene der Messmaschine zu schützen, sind gute Arbeitsgewohnheiten zu entwickeln
Um die Sicherheit der Führungsschiene zu gewährleisten, legen Sie ein Tuch oder eine Gummipolsterung unter.
Nach der Arbeit oder der Fertigstellung von Teilen müssen Sie die Führungsschiene reinigen.
Achten Sie bei der Verwendung des Messgeräts auf eine gleichbleibende Umgebungstemperatur im Messraum wie bei der Kalibrierung.
Denken Sie daran, dass elektrische Geräte, Computer und Personal Wärme erzeugen. Sorgen Sie bei der Installation dafür, dass elektrische Geräte, Computer usw. in ausreichendem Abstand zum Messgerät stehen.
Verwalten Sie den Messraum strikt und minimieren Sie die Anwesenheit von zusätzlichem Personal.
Das Management der Betriebsumgebung für Hochpräzisionsmessmaschinen sollte besonders streng sein.
Einfluss der Windrichtung der Klimaanlage auf die Temperatur der Messmaschine
Für die Klimatisierung des Messraums wählt man am besten ein Klimagerät mit variabler Frequenz.
Die Klimaanlage mit variabler Frequenz verfügt über hervorragende Energiesparfunktionen und vor allem über eine gute Temperaturregelung. Bei normaler Leistung kann sie die Temperatur mit einer Genauigkeit von ±1 ℃ regulieren.
Beachten Sie, dass die Luft aus dem Klimagerät nicht 20 ℃ betragen darf und nicht direkt auf das Messgerät gerichtet sein sollte. Um dies zu verhindern, kann die Windrichtung auf eine Wand oder Seite umgelenkt werden, was zu einem großen Temperaturunterschied im Raum führt.
Das Klimagerät sollte so installiert werden, dass die Luft in den Hauptbereich des Raumes geblasen wird. Die Windrichtung sollte nach oben gerichtet sein, um einen großen Kreislauf zu erzeugen (nicht in Richtung der Messmaschine) und die Innentemperatur so weit wie möglich auszugleichen.
Wenn möglich, kann ein Luftkanal installiert werden, der die Luft durch doppelschichtige Blenden in den oberen Teil des Raums leitet, während der Rückluftauslass im unteren Teil des Raums liegt. Dadurch wird ein unregelmäßiger Luftstrom erzeugt und die Temperaturregelung im Messraum effizienter gestaltet.
Einfluss der Schaltzeit der Klimaanlage auf die Temperatur im Maschinenraum
Sie sind verpflichtet, die Klimaanlage an Ihrem Arbeitsplatz jeden Morgen einzuschalten und am Ende des Tages wieder auszuschalten.
Sobald sich die Temperatur im Bereitschaftsraum für etwa vier Stunden stabilisiert hat, wird auch die Genauigkeit des Messgeräts stabil.
Dieses Betriebsverfahren beeinträchtigt jedoch die Effizienz der Messmaschine erheblich, so dass es schwierig ist, die Genauigkeit sowohl im Winter als auch im Sommer zu gewährleisten.
Dies hat auch erhebliche Auswirkungen auf die normale Stabilität der Messmaschine.
Einfluss der Maschinenraumstruktur auf die Maschinenraumtemperatur
Um die Temperatur im Messmaschinenraum konstant zu halten, sollten Maßnahmen zur Wärmedämmung durchgeführt werden.
Falls Fenster vorhanden sind, sollten doppelt verglaste Fenster eingebaut und direkte Sonneneinstrahlung vermieden werden.
Die Verwendung eines Übergangsraums hilft, den Temperaturverlust zu verringern.
Die Klimaanlage im Maschinenraum sollte eine vergleichbare Leistung haben wie die des umgebenden Raumes.
Wenn der Maschinenraum zu groß oder zu klein ist, ergeben sich Schwierigkeiten bei der Temperaturregelung.
In Gebieten mit hoher Luftfeuchtigkeit im Süden oder während der Sommer- oder Regenzeit im Norden kann das plötzliche Abschalten der Klimaanlage zu einer raschen Kondensation von Wasserdampf in der Luft auf den Niedertemperaturteilen und Führungsschienen des Messgeräts führen, was eine ernsthafte Korrosion der Luftschwimmer und einiger Teile des Geräts zur Folge hat und seine Lebensdauer beeinträchtigt.
Übermäßige Feuchtigkeit kann auch Korrosion oder Kurzschlüsse in den Leiterplatten von Computern und Kontrollsystemen verursachen.
Eine niedrige Luftfeuchtigkeit kann die Wasseraufnahme von Granit stark beeinträchtigen und zu Verformungen führen.
Staub und statische Elektrizität können das Steuersystem beschädigen.
Daher muss die Luftfeuchtigkeit im Maschinenraum innerhalb von 60% ± 5% kontrolliert werden.
Schlechte Abdichtung und hohe Luftfeuchtigkeit im Messmaschinenraum sind die Hauptursachen für hohe Luftfeuchtigkeit.
In Gebieten mit hoher Luftfeuchtigkeit sollte der Maschinenraum besser abgedichtet und gegebenenfalls mit Entfeuchtern ausgestattet werden.
Um dem entgegenzuwirken, sollte der Verwaltungsmodus von "Reinigung vor dem Urlaub" auf "Reinigung während der Arbeit" umgestellt werden, und die Klimaanlage und der Luftentfeuchter sollten eingeschaltet werden, um die Feuchtigkeit zu entfernen.
Regelmäßiges Reinigen des Computers und des Steuersystems von Staub reduziert oder verhindert mögliche Probleme.
Die Verwendung von Standardteilen für die Maschineninspektion ist effektiv, aber relativ umständlich und kann nur periodisch durchgeführt werden.
Eine bequemere Methode besteht darin, ein repräsentatives Teil zu verwenden, ein automatisches Messprogramm zu erstellen und mehrere Messungen durchzuführen, nachdem die Genauigkeit der Maschine überprüft wurde.
Die Ergebnisse können nach statistischen Gesetzen berechnet werden, und es kann ein angemessener Wert und Toleranzbereich aufgezeichnet werden.
Der Bediener kann diesen Teil häufig überprüfen, um die Genauigkeit der Maschine zu bestimmen.
Einstellung des Gleichgewichts der Z-Achse
Das Gleichgewicht der Z-Achse der Messmaschine ist in ein Gewichts- und ein pneumatisches Gleichgewicht unterteilt, das das Gewicht der Z-Achse ausgleicht und ihren stabilen Betrieb gewährleistet.
Wenn der Luftdruckausgleichsschalter versehentlich ausgelöst wird, gerät die Z-Achse aus dem Gleichgewicht.
Gehen Sie folgendermaßen vor, um dieses Problem zu lösen:
- Drehen Sie die Messbasis um 90 Grad, um zu verhindern, dass der Messkopf während des Betriebs Kontakt hat.
- Betätigen Sie den "Not-Aus"-Schalter.
- Eine Person sollte die Z-Achse festhalten und sie auf und ab bewegen, um das Gleichgewicht zu beurteilen.
- Eine andere Person sollte den Luftdruck einstellen Ausgleichsventilund nehmen nach und nach kleine Anpassungen vor.
Zwei Personen können zusammenarbeiten, um die Z-Achse auszubalancieren, bis sie sich bei Auf- und Abwärtsbewegungen ausgeglichen anfühlt.
Der Fahrendschalter dient zum Schutz der Maschine und zur Feststellung der Grundstellung.
In der Regel ist der Endschalter entweder ein Kontaktschalter oder eine Lichtschranke.
Der Kontaktschalter neigt dazu, seine Position zu verändern, wenn die Welle manuell gedrückt wird, was zu einem schlechten Kontakt führt.
Um einen guten Kontakt zu gewährleisten, kann die Schalterstellung richtig eingestellt werden.
Bei der Verwendung einer Lichtschranke ist es wichtig, die normale Position des Einsatzes zu überprüfen und regelmäßig Staub zu entfernen, um die ordnungsgemäße Funktion zu gewährleisten.
10. Verwendung und Sicherheitsvorkehrungen des KMG
Das KMG darf nur von Personen bedient werden, die eine Schulung erhalten haben und über eine Betriebszulassung verfügen.
Vor dem täglichen Einschalten der Maschine darf der Schaltschrank erst geöffnet werden, wenn der Luftzufuhrdruck den Anforderungen entspricht: Der Luftzufuhrdruck muss ≥ 0,65 MPa und der Luftdruck der Maschine muss ≥ 0,4 MPa betragen.
Übersteigt die Höhe des Öl-Wasser-Gemischs im Drillingswasserbehälter 5 mm, muss das Wasser manuell abgelassen werden.
Wenn der Luftzufuhrdruck der Maschine normal ist, aber der Druck am Triplett nicht auf den normalen Wert eingestellt werden kann, muss das Filterelement ausgetauscht werden.
Die Betriebsumgebung für das KMG sollte eine Temperatur von 20 ± 2°C und eine relative Luftfeuchtigkeit von 40-75% aufweisen.
Das geregelte Netzteil sollte eine Ausgangsspannung von 220 ± 10 V haben.
Auf der Führungsschiene der Maschine dürfen keine Gegenstände abgelegt werden.
Berühren Sie die Arbeitsfläche der Führungsschiene nicht mit Ihren Händen.
Reinigen Sie die Oberfläche der dreiachsigen Führungsschienen täglich vor der Inbetriebnahme der Maschine mit einem in wasserfreiem Alkohol getränkten, hochgewebten reinen Baumwolltuch; die Maschine darf erst in Betrieb genommen werden, wenn die Oberfläche der Führungsschienen trocken ist.
Alkohol sollte nicht zur Reinigung der lackierten Oberfläche oder des Rostlineals verwendet werden.
Die Startsequenz ist wie folgt:
- Schalten Sie den Stromkasten ein
- Schalten Sie die Gesamtluftquelle ein
- Schalten Sie den kalten Trockner ein
- Schalten Sie das Luftventil ein
- Schalten Sie die Stromversorgung des Schaltschranks ein.
- Schalten Sie den Sockelcontroller ein
- Schalten Sie den Motor ein, wenn die Betriebskontrollleuchte leuchtet (die Not-Aus-Taste muss losgelassen werden)
- Starten Sie nach Abschluss der Selbstinspektion des Systems die Messsoftware, setzen Sie die drei Achsen auf Null (fahren Sie nach Hause) und gehen Sie nach dem automatischen Abschluss in den normalen Arbeitszustand über.
Die Maschine muss nach jeder Inbetriebnahme auf den Nullpunkt zurückgesetzt werden.
Bevor Sie zum Nullpunkt zurückkehren, bringen Sie die Sonde in eine sichere Position, um sicherzustellen, dass während der Rückstellung und der Aufwärtsbewegung der Sonde in der Z-Achse keine Hindernisse vorhanden sind.
Wenn Sie die Sonde austauschen, verwenden Sie das mit dem Gerät gelieferte Spezialwerkzeug und kalibrieren Sie die neue Sonde:
- Starten Sie die Software, bevor Sie die Messsoftware öffnen (empfohlene Methode)
- Wenn die Messsoftware eingeschaltet ist, drücken Sie den Not-Aus-Schlüsselschalter am Bedienfeld und schalten Sie ihn nach dem Austausch wieder ein.
Wenn ein Dialogfeld mit einer Sondenfehlermeldung angezeigt wird, schließen Sie es (oder geben Sie 100.0.0.1 in der Eingabespalte für die Webadresse ein, um den Fehlerverlauf und die Meldung anzuzeigen). Diese Meldung wird beim nächsten Start automatisch gelöscht.
Bei manuellem Betrieb drücken Sie die langsame Taste, wenn Sie sich dem Probenahmepunkt nähern.
Achten Sie beim Drehen der Sonde, beim Kalibrieren der Sonde, beim automatischen Wechsel der Sonde oder bei anderen Vorgängen darauf, dass sich keine Hindernisse in der Bewegungsbahn der Sonde befinden.
Wenn das Programm nicht benutzt wird oder nicht programmiert ist, stellen Sie die Geschwindigkeit am Bedienfeld auf 0.
Reduzieren Sie bei der ersten Inbetriebnahme des Programms die Geschwindigkeit auf 10-30% und beobachten Sie, ob die Fahrspur den Anforderungen entspricht.
Bringen Sie den Messtaster bei der Handhabung und Platzierung von Werkstücken zunächst in eine sichere Position und achten Sie darauf, dass die Werkstücke nicht mit dem Arbeitstisch, insbesondere mit der Oberfläche der Führungsschiene der Maschine, kollidieren.
Die Abschaltsequenz ist wie folgt:
- Bewegen Sie die Z-Achse nach links, vorne und oben auf die Maschine und drehen Sie den Tasterwinkel auf A0B0.
- Reinigen Sie die Arbeitsfläche.
- Schalten Sie den Sockelregler, die Stromversorgung des Schaltschranks, das Luftventil, den Trockner, die Hauptluftquelle und den Stromkasten in dieser Reihenfolge aus.
Standardkugeln aus Stahl, die über einen längeren Zeitraum nicht verwendet werden, sollten mit Öl versiegelt werden, um Rost zu verhindern.
Bei der Befestigung eines Werkstücks mit einer Einlage auf der Granitarbeitsfläche sollte das Drehmoment 20 Nm nicht überschreiten.
Wenn anormale Bedingungen festgestellt werden (mit Ausnahme von Fehlermeldungen im Zusammenhang mit dem Sondenaustausch), zeichnen Sie die von der Software angezeigten Fehlerinformationen auf, wenden Sie sich per Fax oder Telefon an den technischen Kundendienst von Hexcon und führen Sie keine Inspektion oder Wartung ohne Anleitung und Genehmigung durch.
Installieren Sie keine Software auf dem Computer, die nicht mit den drei Koordinaten zusammenhängt, um den zuverlässigen Betrieb des Systems zu gewährleisten.
Die Klimaanlage sollte 24 Stunden am Tag in Betrieb sein, und ihre Wartung sollte im Herbst durchgeführt werden, um den normalen Betrieb der drei Koordinaten zu gewährleisten.
FAQs über CMM-Maschinen
Was ist CMM?
Als Dreikoordinatenmessgerät wird allgemein ein Messsystem bezeichnet, das die dreidimensionalen Koordinaten der Oberflächenpunkte eines Werkstücks durch die Relativbewegung von Tastsystem und Werkstück bestimmt.
Es wird auch als Koordinatenmessgerät (KMG) oder Dreikoordinatenmessgerät bezeichnet.
Hat die Temperatur einen großen Einfluss auf die Messergebnisse des KMG?
Das KMG ist ein komplexes Messsystem, das Licht, Maschinen, Elektrizität, Computer und Steuerungstechnik miteinander kombiniert, was bedeutet, dass es viele Faktoren gibt, die die Unsicherheit der Messergebnisse beeinflussen können.
Bei mittleren und kleinen Koordinatensystemen ist jedoch der Hauptfaktor, der die Unsicherheit der Messergebnisse beeinflusst, die Abweichung der Umgebungstemperatur von der Standardmesstemperatur (20 °C). Um genaue Koordinatenmessergebnisse zu erzielen, muss die Umgebungstemperatur streng innerhalb des in den Anweisungen des Koordinatenmessgeräts angegebenen Bereichs kontrolliert werden.
Welche Teile des KMG müssen kalibriert werden und wie lang ist das Intervall für die erneute Kalibrierung?
Die aktuelle Kalibrierungsnorm für drei Koordinaten ist die JJF1064-2000 Kalibrierungsspezifikation für Koordinatenmessgeräte, in der festgelegt ist, dass die Kalibrierungselemente der Fehler bei der Längenmessung und der Erfassungsfehler sind.
Es wird empfohlen, das Gerät einmal im Jahr zu kalibrieren.
Wann muss das KMG 21 Fehler kalibrieren?
Der 21-Punkte-Fehler ist die Grundlage für die Genauigkeit des KMG, und seine Kalibrierung ist komplex.
Auch wenn es in der Norm nicht vorgeschrieben ist, ist die Kalibrierung des 21-Punkt-Fehlers unter folgenden Umständen erforderlich: bei der Übernahme einer neuen Maschine, wenn das Kalibrierungsergebnis des Längenmessfehlers außerhalb des Toleranzbereichs liegt, nachdem die Koordinatenmaschine versetzt wurde und nachdem die Koordinatenmaschine repariert wurde.