Erklärung der Abkantpressen-Achsen (3, 4, 6, 8-Achsen)
Haben Sie sich jemals gefragt, wie eine Abkantpresse so präzise Biegungen erzielt? Dieser Artikel erforscht die faszinierende Welt der Abkantpressenachsen und enthüllt die Geheimnisse hinter ihren Aufgaben und Funktionen. Erfahren Sie, wie die Beherrschung dieser Achsen Ihre Metallbearbeitung auf ein neues Niveau der Genauigkeit und Effizienz heben kann. Machen Sie sich bereit für die Entdeckung der Mechanik, die perfekte Biegungen möglich macht!
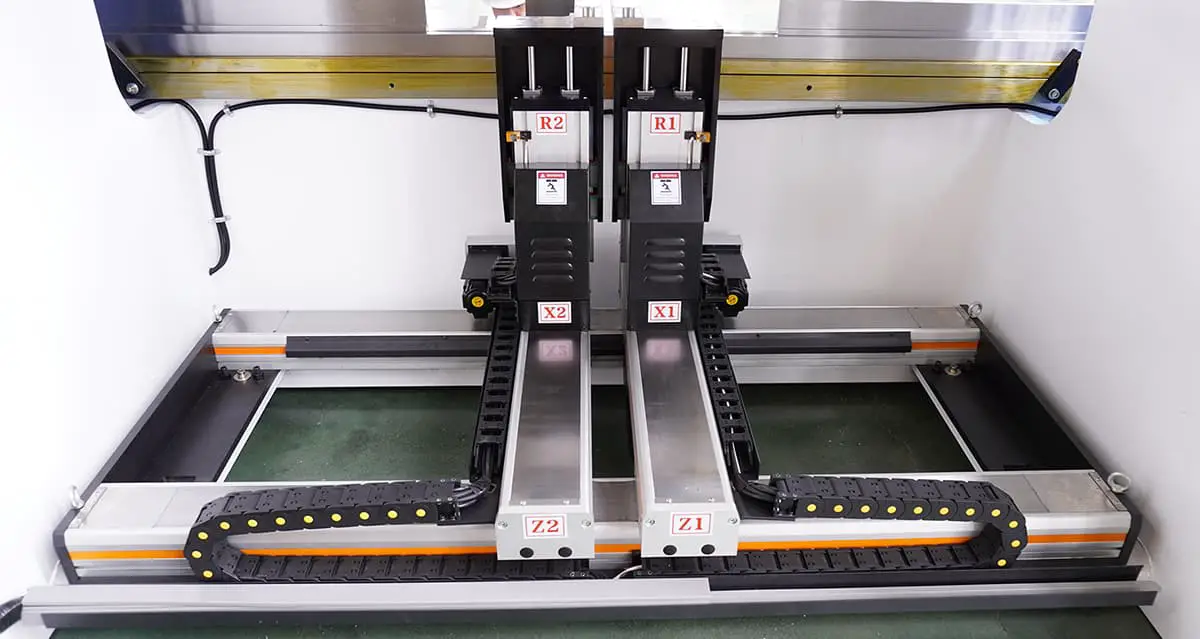
Beim Betrieb von Abkantpressen ist ein umfassendes Verständnis der Achsen der Maschine entscheidend für optimale Effizienz und Präzision. Jede Achse, die mit Buchstaben oder Zahlen wie X, R, V, Y1, Y2, Z1 und Z2 bezeichnet wird, spielt eine bestimmte Rolle im Biegeprozess. Die Beherrschung dieser Achsen ermöglicht es dem Bediener, komplexe Biegungen mit hoher Genauigkeit und Wiederholbarkeit auszuführen.
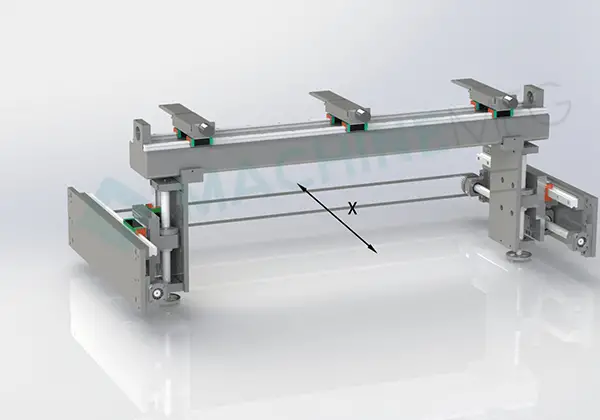
Die X-Achse steuert die horizontale Positionierung des Hinteranschlags, eine entscheidende Komponente für die Ausrichtung des Werkstücks. Durch die Einstellung der X-Achse können die Bediener die Biegelänge präzise einstellen und eine gleichmäßige Positionierung des Materials gewährleisten. Diese Achse ist von grundlegender Bedeutung für die Maßhaltigkeit des Endprodukts.
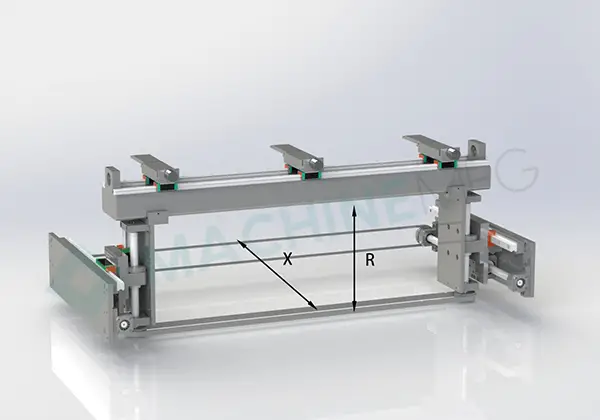
Die R-Achse steuert die vertikale Bewegung des Hinteranschlags. Sie ermöglicht eine Feinabstimmung der Biegehöhe, um Schwankungen der Materialstärke oder der gewünschten Biegewinkel auszugleichen. Die R-Achse ist wichtig, um die Biegekonsistenz über mehrere Teile hinweg aufrechtzuerhalten und sich an unterschiedliche Materialeigenschaften anzupassen.
Die V-Achse bezieht sich auf die Öffnungsweite der Matrize, ein entscheidender Faktor bei der Bestimmung der geeigneten Biegekraft. Die richtige Einstellung der V-Achse in Verbindung mit der Auswahl der Matrize gewährleistet eine optimale Kraftverteilung während des Biegeprozesses. Dies minimiert die Rückfederung, verringert das Risiko des Überbiegens und trägt zur Gesamtqualität der Biegung bei.
Die Achsen Y1 und Y2 steuern die synchrone oder unabhängige Bewegung des Stößels der Abkantpresse (Oberwange). Diese Achsen sind für die Präzision und Parallelität des Biegevorgangs verantwortlich. Durch die Feineinstellung von Y1 und Y2 kann der Bediener die Durchbiegung der Maschine kompensieren, eine gleichmäßige Druckverteilung über das Werkstück sicherstellen und auch bei langen Teilen gleichmäßige Biegewinkel erzielen.
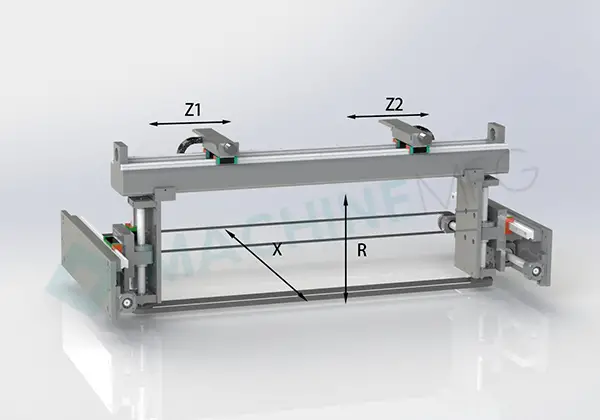
Die Achsen Z1 und Z2 steuern die seitliche Bewegung der Hinteranschlagfinger. Diese Funktion ermöglicht eine komplexe Teilemanipulation, so dass die Bediener mehrere Biegungen an einem einzigen Werkstück ohne manuelle Neupositionierung vornehmen können. Die Einstellungen der Z-Achse sind entscheidend für die Herstellung von Teilen mit unterschiedlichen Flanschlängen oder asymmetrischen Designs.
Moderne Abkantpressen können mit zusätzlichen Achsen ausgestattet sein, wie z. B. der D-Achse für die Bombierungseinstellung oder der W-Achse für die zusätzliche Bewegung des Hinteranschlags. Diese zusätzlichen Achsen erhöhen die Vielseitigkeit und Präzision der Maschine und ermöglichen komplexere Biegevorgänge und eine verbesserte Teilequalität.
Die Beherrschung des Zusammenspiels zwischen diesen Achsen ist für die Optimierung der Abkantpressenleistung unerlässlich. Bediener müssen bei der Einstellung jeder Achse Faktoren wie Materialeigenschaften, Teilegeometrie und gewünschte Toleranzen berücksichtigen. Moderne CNC-Abkantpressen verfügen häufig über eine automatische Achsensteuerung, aber ein tiefes Verständnis der Achsenfunktionen ist nach wie vor entscheidend für die Programmierung, Fehlersuche und das Erzielen hervorragender Biegeergebnisse.
Durch die Nutzung aller Möglichkeiten dieser Achsen können die Bediener die Produktivität erheblich steigern, die Ausschussrate reduzieren und komplexe Teile mit außergewöhnlicher Genauigkeit herstellen. Diese umfassende Kontrolle über den Biegeprozess ist der Schlüssel zur Einhaltung der anspruchsvollen Toleranzen in der modernen Fertigung und zum Erhalt des Wettbewerbsvorteils in der Präzisionsblechfertigung.
Was ist eine Abkantpressen-Achse?
Eine Abkantpressenachse bezieht sich auf die kontrollierte Bewegung und die funktionellen Komponenten innerhalb der Abkantpressedie von der Steuerung der Maschine geregelt werden. Dieser Begriff umfasst die verschiedenen Freiheitsgrade und Bedienelemente, die präzise Biege- und Umformvorgänge ermöglichen.
Die Achsen von Abkantpressen werden in der Regel nach ihrer räumlichen Ausrichtung im Koordinatensystem der Maschine bezeichnet. Bestimmte Bewegungen und Funktionskomponenten können jedoch nach Branchenkonventionen oder internationalen Standards benannt werden, um die Einheitlichkeit und Klarheit zwischen verschiedenen Herstellern und Regionen zu gewährleisten.
Die Konfiguration der Achsen in einer CNC-Abkantpresse ist auf die spezifischen Prozessanforderungen für die Werkstückherstellung zugeschnitten. Übliche Achsen sind:
Y-Achse: Steuert die vertikale Bewegung des Stößels (oberer Balken)
X-Achse: Verwaltet die Positionierung des Hinteranschlags von vorne nach hinten
R-Achse: Stellt die Höhe der Hinteranschlagfinger ein
Z-Achse: Ermöglicht die seitliche Bewegung der Hinteranschlagfinger
CNC-gesteuertes Bombiersystem: Kompensiert die Durchbiegung des Trägers
Bombé (Anti-Durchbiegungs-System): Sorgt für gleichbleibende Biegewinkel über die gesamte Länge des Werkstücks
Moderne CNC-Abkantpressen können mit zusätzlichen Achsen ausgestattet sein, um die Präzision und Vielseitigkeit zu erhöhen, wie z. B:
Delta X: Feinabstimmung der Position der einzelnen Hinteranschlagfinger
Zusätzliche Achsen: Steuerung von Spezialwerkzeugen oder Materialhandhabungssystemen
Das Verständnis der Funktion und des Zusammenspiels dieser Achsen ist entscheidend für die Optimierung der Abkantpressenleistung, das Erzielen hochpräziser Biegungen und die Maximierung der Produktionseffizienz in der Blechbearbeitung.
Typen von Abkantpressen-Achsen
Achse der Abkantpresse
Abkantpressen verwenden mehrere Achsen, um verschiedene Aspekte des Biegeprozesses zu steuern. Jede Achse hat eine bestimmte Funktion, um eine präzise und genaue Metallumformung zu erreichen. Die wichtigsten Achsen und ihre Funktionen sind wie folgt:
Y-Achse: Steuert die vertikale Bewegung des Stempels. In der Regel aufgeteilt in die Achsen Y1 und Y2:
Y1: Steuert die linke Seite des Stößels
Y2: Steuert die rechte Seite der Ramme Diese Achsen sind entscheidend für die Bestimmung des Biegewinkels und die Einhaltung der Parallelität.
X-Achse: Steuert die Positionierung des Hinteranschlags und damit die Tiefe der Biegung. Umfasst häufig:
X: Hauptbewegung des Hinteranschlags (von vorne nach hinten)
X1 und X2: Individuelle Steuerung des linken und rechten Stoppfingers
R-Achse: Stellt die Höhe der Hinteranschlagfinger ein. Kann enthalten:
R: Einstellung der Gesamthöhe
R1 und R2: Individuelle Steuerung der linken und rechten Fingerhöhe
Z-Achse: Verwaltet die seitlichen Bewegungen der Hinteranschlagfinger. Kann umfassen:
Z: Seitliche Gesamtbewegung
Z1 und Z2: Unabhängige Positionierung des linken und rechten Fingers
V-Achse: Steuert den Durchbiegungsausgleich, der für die Aufrechterhaltung gleichmäßiger Biegewinkel über die gesamte Werkstücklänge entscheidend ist. Zwei primäre Methoden:
Positionskontrolle: Vorgegebene Kompensation auf der Grundlage von berechneten Durchbiegungskurven
Druckkontrolle: Dynamische Einstellung mehrerer Kompensationszylinder auf der Grundlage der Biegekraft
Zusätzliche Achsen können sein:
T1 und T2: Servogesteuerte Materialtragearme
X': Erweiterte Hinteranschlagspositionierung, wird in Verbindung mit Z1 und Z2 für komplexe Teilegeometrien verwendet
Die Achsen Y1, Y2 und V sind für alle CNC-Abkantpressen unverzichtbar, während die Konfiguration der Hinteranschlag- und Materialstützachsen je nach den spezifischen Fertigungsanforderungen angepasst werden kann.
Die Achsenpräzision, insbesondere für Y1, Y2 und V, wirkt sich erheblich auf die Qualität des Endprodukts aus, da sie sowohl die Genauigkeit des Biegewinkels als auch die allgemeine Geradheit beeinflusst. Es ist jedoch wichtig zu beachten, dass bei dünnen Blechen (< 3 mm) auch Materialeigenschaften wie Dickentoleranz, Gleichmäßigkeit und Walzrichtung eine entscheidende Rolle beim Erreichen präziser Biegungen spielen.
Bei der Auswahl einer Abkantpressenkonfiguration sollten Hersteller sorgfältig ihre Produktionsanforderungen, die Komplexität der Teile und die erforderliche Genauigkeit berücksichtigen, um die optimale Achskonfiguration für ihre spezifischen Anwendungen zu bestimmen.
Was bedeutet die Achsen 3+1, 4+1, 6+1, 8+1?
Im Zusammenhang mit Abkantpressen bezieht sich die "+1"-Achse stets auf die Bombierachse, die als V-Achse bezeichnet wird. Diese Achse ist entscheidend für den Ausgleich der Biegung der Stange und die Gewährleistung einer gleichmäßigen Biegung entlang des Werkstücks. Die Achsen Y1 und Y2 steuern die vertikale Bewegung des linken und rechten Hydraulikzylinders unabhängig voneinander und ermöglichen so eine präzise Positionierung des Stößels und die Einstellung der Parallelität.
Die numerischen Konfigurationen von 3+1, 4+1, 6+1 und 8+1 Achsen stehen für immer ausgefeiltere Abkantpressensysteme, die jeweils eine verbesserte Steuerung und Vielseitigkeit bieten:
3+1 Achse: Y1, Y2, X, +V
Y1 - Die Y1-Achse regelt die vertikale Bewegung der linken Seite des Oberwerkzeugs relativ zur Werkstückoberfläche. Diese Achse steuert präzise das Anheben und Absenken des linken Teils der oberen Matrize und ermöglicht so die genaue Anwendung der Biegekraft und die Aufrechterhaltung der richtigen Ausrichtung während des Umformprozesses.
Y2 - Die Y2-Achse steuert die vertikale Bewegung der rechten Seite des Oberwerkzeugs relativ zur Werkstückoberfläche. Im Zusammenspiel mit Y1 sorgt diese Achse für eine synchronisierte Steuerung des rechten Teils des Oberwerkzeugs und ermöglicht so eine gleichmäßige Druckverteilung und die Durchführung konischer Biegungen, falls erforderlich.
X - Die X-Achse steuert die horizontale Positionierung des Hinteranschlags in Bezug auf die Mittellinie des unteren Werkzeugs. Diese Achse erleichtert die präzise Materialplatzierung, indem sie die Vorwärts- und Rückwärtsbewegung des Hinteranschlags steuert, was für das Erreichen genauer Biegepositionen und die Beibehaltung konsistenter Flanschlängen über mehrere Teile hinweg entscheidend ist.
V - Die V-Achse, oft auch als Hilfs- oder "Plus"-Achse bezeichnet, regelt die vertikale Einstellung der unteren Matrize relativ zur Werkstückoberfläche. Diese Achse ermöglicht eine Feinabstimmung der Matrizenöffnung, die optimale Biegewinkel, den Ausgleich der Materialrückfederung und die Anpassung an unterschiedliche Materialstärken ohne Werkzeugwechsel ermöglicht.
4+1 Achse: Y1, Y2, X, R, +V
Y1 - Die Y1-Achse regelt die vertikale Verschiebung der linken Seite des Oberwerkzeugs relativ zur Werkstückoberfläche. Diese Achse steuert präzise die Höhe der linken Seite während der Auf- und Abwärtsbewegung der Abkantpresse und ermöglicht eine genaue Anwendung der Biegekraft und gewährleistet die Parallelität mit der Y2-Achse für gleichmäßige Biegewinkel über das Werkstück.
Y2 - Die Y2-Achse steuert die vertikale Bewegung der rechten Seite des Oberwerkzeugs relativ zur Werkstückoberfläche. Im Zusammenspiel mit Y1 hält diese Achse die Ebenheit der oberen Matrize aufrecht und steuert die Höhe der rechten Seite während des gesamten Biegezyklus, was für eine gleichmäßige Druckverteilung und Biegequalität über die gesamte Länge des Werkstücks entscheidend ist.
X - Die X-Achse steuert die horizontale Positionierung des Hinteranschlags in Bezug auf die Mittellinie des Unterwerkzeugs. Diese Achse erleichtert die präzise Platzierung des Werkstücks, indem sie die Vorwärts- und Rückwärtsbewegung des Hinteranschlags steuert, was eine genaue Positionierung der Biegelinie ermöglicht und komplexe Mehrfachbiegevorgänge mit engen Toleranzen erlaubt.
R - Die R-Achse regelt die vertikale Positionierung des Hinteranschlags im Verhältnis zur unteren Werkzeugfläche. Durch die Steuerung der Höhe des Hinteranschlags passt sich diese Achse an unterschiedliche Materialstärken und Biegegeometrien an, gewährleistet gleichbleibende Flanschlängen und ermöglicht die Herstellung von Teilen mit abgestuften oder konischen Profilen.
V - Die V-Achse, die oft als Zusatzachse betrachtet wird, steuert die vertikale Bewegung der unteren Matrize relativ zur Arbeitsfläche. Diese Achse ermöglicht die Feinabstimmung des Matrizenspaltes, was für die Optimierung der Biegekraftverteilung, die Minimierung der Rückfederung und die Anpassung an unterschiedliche Materialeigenschaften und -dicken entscheidend ist, ohne dass die Position der oberen Matrize verändert werden muss.
6+1 Achse: Y1, Y2, X, R, Z1, Z2, +V
Y1 - Die Y1-Achse regelt die vertikale Verschiebung der linken Seite des Oberstempels gegenüber der Werkstückoberfläche. Diese Achse steuert präzise die Höhe der linken Seite während der Auf- und Abwärtsbewegung der Matrize, was eine genaue Anwendung der Biegekraft ermöglicht und eine gleichmäßige Druckverteilung auf dem Werkstück gewährleistet.
Y2 - Die Y2-Achse steuert die vertikale Bewegung der rechten Seite des Oberwerkzeugs relativ zur Werkstückoberfläche. In Zusammenarbeit mit Y1 sorgt diese Achse für eine synchronisierte Höhensteuerung der rechten Seite, was eine präzise Einstellung der Parallelität ermöglicht und eine mögliche Durchbiegung bei Biegevorgängen kompensiert.
X - Die X-Achse steuert die horizontale Bewegung des Hinteranschlags relativ zur Mittellinie des unteren Werkzeugs. Diese Achse erleichtert die genaue Materialpositionierung, indem sie die Vorwärts- und Rückwärtsbewegung des Hinteranschlags steuert, was für das Erreichen konsistenter Biegepositionen und die Beibehaltung der Maßgenauigkeit bei komplexen Teilen entscheidend ist.
R - Die R-Achse steuert die vertikale Positionierung des Hinteranschlags relativ zur unteren Matrizenoberfläche. Durch die Steuerung der Höhe des Hinteranschlags ermöglicht diese Achse eine adaptive Positionierung für unterschiedliche Materialstärken und Biegegeometrien und gewährleistet eine optimale Unterstützung und Ausrichtung während des Biegeprozesses.
Z1 - Die Z1-Achse regelt die seitliche Bewegung der linken Seite des Hinteranschlags. Diese Achse ermöglicht eine unabhängige Einstellung der linken Fingerposition, wodurch eine asymmetrische Teilepositionierung ermöglicht und die Erstellung komplexer Biegefolgen in der Blechfertigung erleichtert wird.
Z2 - Die Z2-Achse steuert die seitliche Bewegung der rechten Seite des Hinteranschlags. In Verbindung mit Z1 bietet diese Achse flexible Positionierungsmöglichkeiten für den rechten Finger, die eine präzise Ausrichtung von unregelmäßig geformten Werkstücken und die Fertigung von Teilen mit unterschiedlichen Breiten ermöglichen.
V - Die V-Achse steuert die vertikale Einstellung der unteren Matrize im Verhältnis zur Arbeitsfläche. Diese Achse ermöglicht die Feineinstellung des Biegewinkels durch Veränderung der effektiven Matrizenöffnung, wodurch die Materialrückfederung kompensiert und die Herstellung von spitzen und stumpfen Winkeln mit hoher Präzision ermöglicht wird.
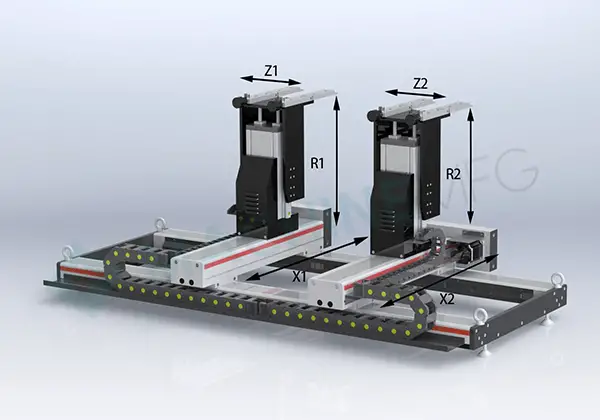
8+1 Achse: Y1, Y2, X1, X2, R1, R2, Z1, Z2, +V
Y1 - Die Y1-Achse regelt die vertikale Verschiebung der linken Seite des Oberwerkzeugs relativ zur Werkstückoberfläche. Diese Achse steuert präzise die Höhe der linken Seite während des Biegezyklus und gewährleistet eine genaue und gleichmäßige Verteilung des Umformdrucks.
Y2 - Die Y2-Achse steuert die vertikale Bewegung der rechten Seite des Oberwerkzeugs relativ zur Werkstückoberfläche. In Verbindung mit Y1 ermöglicht diese Achse eine synchronisierte oder differentielle Bewegung der Matrize, was für die Erstellung komplexer Biegungen oder den Ausgleich von Materialrückfederung entscheidend ist.
X1 - Die X1-Achse steuert die horizontale Positionierung der linken Seite des Hinteranschlags im Verhältnis zur unteren Matrize. Diese Achse erleichtert die präzise Platzierung des Werkstücks und ermöglicht genaue Biegelinien und Wiederholbarkeit bei mehrstufigen Umformvorgängen.
X2 - Die X2-Achse steuert die horizontale Bewegung der rechten Seite des Hinteranschlags relativ zum Unterwerkzeug. In Verbindung mit X1 ermöglicht sie unabhängige oder synchronisierte Einstellungen des Anschlags, was für die Handhabung asymmetrischer Teile oder unterschiedlicher Flanschlängen unerlässlich ist.
R1 - Die R1-Achse steuert die vertikale Einstellung des linken Hinteranschlags in Bezug auf die untere Formfläche. Diese Achse ermöglicht dynamische Höhenänderungen, die für Mehrfachbiegefolgen und die Anpassung an unterschiedliche Materialstärken ohne Neukonfiguration entscheidend sind.
R2 - Die R2-Achse steuert die vertikale Positionierung des rechten Hinteranschlags im Verhältnis zur unteren Werkzeugoberfläche. Ergänzend zu R1 ermöglicht sie unabhängige Höheneinstellungen des Anschlags, die für die Erstellung komplexer Profile oder den Ausgleich von Materialschwankungen unerlässlich sind.
Z1 - Die Z1-Achse regelt die seitliche Bewegung der linken Seite des Hinteranschlags. Diese Achse erleichtert die präzise Positionierung für unterschiedliche Teilebreiten und ermöglicht in Verbindung mit Z2 die Erstellung von konischen oder nicht linearen Biegungen.
Z2 - Die Z2-Achse steuert die seitliche Bewegung der rechten Seite des Hinteranschlags. In Verbindung mit Z1 ermöglicht sie eine dynamische Breitenanpassung, die für die Bearbeitung von Teilen mit unterschiedlichen Abmessungen oder die Erstellung spezieller Biegegeometrien unerlässlich ist.
V - Die V-Achse steuert die vertikale Positionierung des Unterwerkzeugs im Verhältnis zur Arbeitsfläche. Diese Achse ermöglicht eine Feinabstimmung des Biegewinkels, kompensiert den Werkzeugverschleiß und erleichtert einen schnellen Werkzeugwechsel, was die Flexibilität und Effizienz des Gesamtprozesses erhöht.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Achtung an alle Metallbearbeitungsfans! Sind Sie es leid, die richtige Tonnage für Ihre Abkantpresse zu erraten? Dann suchen Sie nicht weiter! In diesem Blogbeitrag tauchen wir ein in die Welt der Abkantpressen...
Die Bediener von Abkantpressen spielen eine entscheidende Rolle bei der Gestaltung der Welt um uns herum, aber ihre Arbeit ist nicht ohne Risiken. In diesem Artikel werden wir die wichtigsten Sicherheitstipps aus der Industrie...
Nutzen sich Ihre Abkantwerkzeuge zu schnell ab? Dieser Artikel befasst sich mit den wichtigsten Reparaturtechniken, um die Lebensdauer Ihrer Werkzeuge zu verlängern und so eine optimale Leistung in Ihrer...
Haben Sie sich jemals gefragt, woher der Begriff "Abkantpresse" stammt? In diesem fesselnden Blogbeitrag begeben wir uns auf eine faszinierende Reise durch die Geschichte, um die Gründe für die...
Haben Sie sich jemals gefragt, wie Bleche fachmännisch in komplizierte Formen gebogen werden? In diesem Artikel werden sechs Arten von Biegeverfahren an Abkantpressen untersucht: Abkanten, Abwischen, Luftbiegen, Bodenbildung, Prägen und Dreipunktbiegen. Sie werden...
In der weiten Welt der Fertigung steht eine Maschine ganz oben: die Abkantpresse. Mit ihrer Fähigkeit, Metall mit Präzision und Kraft zu biegen und zu formen, ist sie zu einem unverzichtbaren...
Haben Sie sich jemals gefragt, wie eine CNC-Abkantpresse reibungslos funktioniert? Die Antwort liegt im Hydrauliköl. Diese wichtige Flüssigkeit sorgt für optimale Leistung und Langlebigkeit der Maschine. Unser Artikel...
Die ordnungsgemäße Reparatur des Hydraulikzylinders einer Abkantpresse ist entscheidend für die Aufrechterhaltung der Maschinenleistung und Sicherheit. Der Hydraulikzylinder besteht normalerweise aus einem Kolben, einer Hülse, einer Kolbenstange und einer Schraube....
Hatten Sie schon einmal Probleme mit der Einstellung der richtigen Abkantpressen-Hublänge? Viele Bediener tun dies und greifen oft auf Versuch und Irrtum zurück. Dieser Artikel entmystifiziert den Prozess und bietet eine klare Formel zur Berechnung...