Hartlöten von Kupfer: Die Grundlagen, die Sie kennen sollten
Haben Sie sich jemals gefragt, warum Kupfer und seine Legierungen in unserem täglichen Leben so wichtig sind? Dieser Artikel befasst sich mit den faszinierenden Eigenschaften von Kupfer, von seiner unglaublichen elektrischen Leitfähigkeit bis hin zu seiner beeindruckenden Korrosionsbeständigkeit. Am Ende werden Sie verstehen, warum Kupfer nach wie vor ein Eckpfeiler der modernen Technik und Technologie ist.
Kupfer und seine Legierungen werden aufgrund ihrer außergewöhnlichen Eigenschaften, wie der hervorragenden elektrischen und thermischen Leitfähigkeit, der ausgezeichneten Korrosionsbeständigkeit und der hohen Verformbarkeit, in großem Umfang in industriellen Anwendungen eingesetzt. Diese Materialien werden in vier Hauptgruppen eingeteilt: reines Kupfer (oft als Rotkupfer bezeichnet), Messing, Bronze und Weißkupfer (auch als Neusilber bekannt).
1. Reines Kupfer: Reines Kupfer (>99,3% Cu) zeichnet sich durch seine rötlich-orange Farbe aus und bietet die höchste elektrische Leitfähigkeit unter den handelsüblichen Metallen, was es in der Elektro- und Elektronikindustrie unverzichtbar macht. Außerdem weist es eine hervorragende Wärmeleitfähigkeit, Korrosionsbeständigkeit und Duktilität auf.
2. Messing: Eine Legierung, die hauptsächlich aus Kupfer und Zink besteht, wobei der Zinkgehalt typischerweise zwischen 5% und 45% liegt. Messing bietet ein ausgewogenes Verhältnis von Festigkeit, Bearbeitbarkeit und Korrosionsbeständigkeit. Gängige Typen sind:
Alpha-Messing (< 35% Zn): Hoch dehnbar, geeignet für Kaltumformung
Alpha-Beta-Messing (35-45% Zn): Stärker, ideal für Warmumformung und Strangpressen
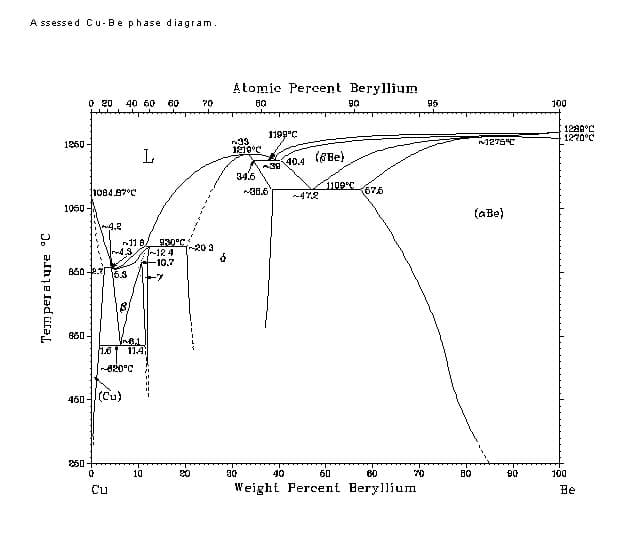
3. Bronze: Traditionell Kupfer-Zinn-Legierungen, aber moderne Bronzen können auch andere Elemente wie Aluminium, Silizium oder Beryllium enthalten. Bronzen weisen im Allgemeinen eine höhere Festigkeit und Korrosionsbeständigkeit auf als Messing. Zu den bemerkenswerten Arten gehören:
Phosphorbronze: Enthält geringe Mengen an Phosphor und bietet hervorragende Federeigenschaften
Aluminiumbronze: Hohe Festigkeit und Korrosionsbeständigkeit, geeignet für Anwendungen in der Schifffahrt
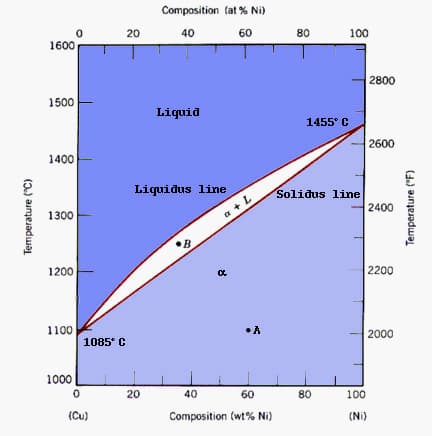
4. Weißkupfer (Neusilber): Eine Legierung aus Kupfer, Nickel und Zink, die normalerweise 10-20% Nickel enthält. Trotz seines Namens enthält es kein Silber. Weißkupfer bietet eine gute Korrosionsbeständigkeit, Festigkeit und ein attraktives silberähnliches Aussehen, wodurch es sich für dekorative Anwendungen und Musikinstrumente eignet.
II. Werkstoffeigenschaften von Kupfer und Kupferlegierungen
1. Rotes Kupfer
Rotes Kupfer ist eine reine Form von Kupfer mit einem Kupfergehalt von mindestens 99,5%.
Aufgrund seines Sauerstoffgehalts kann es in reines Kupfer und sauerstofffreies Kupfer unterteilt werden.
Cu2O und CuO-Oxide können sich auf der Oberfläche von Rotkupfer bilden.
Bei Raumtemperatur ist die Kupferoberfläche mit Cu2O.
Bei hohen Temperaturen setzt sich die Oxidschicht aus zwei Schichten zusammen: die äußere Schicht ist CuO und die innere Schicht ist Cu2O.
Es ist wichtig zu beachten, dass reines Kupfer nicht in einer wasserstoffhaltigen reduzierenden Atmosphäre gelötet werden kann.
2. Messing
Messing ist eine Kupfer-Zink-Legierung, die im Vergleich zu Rotkupfer eine höhere Festigkeit, Härte und Korrosionsbeständigkeit aufweist, aber dennoch zäh und hoch korrosionsbeständig ist.
Metallographisches Diagramm von Messing
3. Sondermessing
(1) Zinn-Messing:
Zinnmessing enthält etwa 1% Zinn (Sn), und das Vorhandensein von Zinn verändert die Zusammensetzung der Oberflächenoxide nicht.
Die Lötbarkeit von Zinnmessing ist mit der von Messing vergleichbar, so dass es leicht zu löten ist.
(2) Blei-Messing:
Bleimessing enthält Blei, das beim Erhitzen eine klebrige Schlacke bildet, die die Benetzungswirkung und die Fließfähigkeit des Lots beeinträchtigt.
Es ist wichtig, das richtige Flussmittel zu wählen, um eine gute Fließfähigkeit zu gewährleisten.
(3) Mangan-Messing:
Die Oberfläche von Manganmessing besteht aus Zinkoxid und Manganoxid.
Manganoxid ist relativ stabil und lässt sich nur schwer entfernen, so dass ein aktives Mittel verwendet werden muss. Hartlöten Flussmittel, um die Benetzbarkeit des Hartlotes zu gewährleisten.
4. Bronze
Es gibt verschiedene Arten von Bronzemit unterschiedlichen Legierungselementen, was sich auf ihre Lötbarkeit auswirkt.
Wenn das hinzugefügte Legierungselement Zinn oder eine geringe Menge Chrom oder Kadmium ist, hat es nur minimale Auswirkungen auf die Lötbarkeit und ist im Allgemeinen leichter zu löten.
Handelt es sich bei dem hinzugefügten Element jedoch um Aluminium, insbesondere wenn der Aluminiumgehalt hoch ist (bis zu 10%), lässt sich das Aluminiumoxid auf der Oberfläche nur schwer entfernen, was zu einer Verschlechterung der Lötbarkeit führt.
In solchen Fällen muss ein spezielles Flussmittel zum Löten verwendet werden.
Wenn zum Beispiel Silizium hinzugefügt wird, um Siliziumbronze zu bilden, wird es sehr empfindlich für Heißsprödigkeit und Spannungsrisse, wenn es geschmolzenem Lot ausgesetzt wird.
Ein weiteres Beispiel ist Beryllium, das als Legierungselement hinzugefügt wird.
Obwohl sich ein relativ stabiles BeO-Oxid bildet, reicht ein herkömmliches Hartlötflussmittel aus, um die Oxidschicht zu entfernen.
5. Weißes Kupfer
Weißes Kupfer ist eine Legierung aus Kupfer und Nickel, die sich durch hervorragende, umfassende mechanische Eigenschaften auszeichnet.
Es enthält Nickel.
Bei der Auswahl der Schweißzusatzwerkstoffe ist es wichtig, phosphorhaltige Werkstoffe wie Kupfer-Phosphor-Zusatzwerkstoffe und Kupfer-Phosphor-Silber-Zusatzwerkstoffe zu vermeiden.
Weißkupfer ist sehr empfindlich gegenüber Heißrissen und Spannungsrissen, wenn es mit geschmolzenem Lot in Berührung kommt.
III. Typische Zusammensetzungen von Kupfer und Kupferlegierungen und Wärmebehandlung
Die Empfindlichkeit des Materials gegenüber Spannungsrissen.
Reine Kupferoberflächen können zwei Oxide bilden, Cu2O und CuO. Bei Raumtemperatur ist eine Kupferoberfläche von Cu2O bedeckt, während sich die Oxidschicht bei hohen Temperaturen in zwei Schichten aufspaltet, wobei sich CuO auf der Außenseite und Cu2O auf der Innenseite befindet. Kupferoxide lassen sich leicht entfernen, daher lässt sich reines Kupfer gut löten.
Sauerstoffhaltiges Kupfer ist durch Pyrometallurgie raffiniertes Kupfer und elektrolytisch zähes Pechkupfer. Es enthält 0,02% bis 0,1% Sauerstoff nach Masse, der als Kupferoxid vorliegt und mit dem Kupfer eine eutektische Verbindung bildet. Diese eutektische Organisation ist in der Kupfermatrix in kugelförmiger Form verteilt.
Wird sauerstoffhaltiges Kupfer in einer wasserstoffhaltigen reduzierenden Atmosphäre gelötet, diffundiert der Wasserstoff schnell in das Metall und reduziert das Oxid, so dass Dampf entsteht. Dieser Dampf bildet Hohlräume innerhalb der Kupferkristalle und dehnt sich schnell aus, was zu Wasserstoffversprödung. In schweren Fällen kann das Kupfermaterial zerbrechen.
Wenn die Atmosphäre Kohlenmonoxid und Feuchtigkeit enthält, kann das Kohlenmonoxid den Dampf zu Wasserstoff reduzieren, der dann in das Metall diffundiert und zu Wasserstoffversprödung führt. Daher sollte sauerstoffhaltiges Kupfer nicht in Ammoniak zersetzenden, endothermen oder exothermen reduzierenden Atmosphären gelötet werden.
Langfristiges Erhitzen von sauerstoffhaltigem Kupfer über 920℃ führt dazu, dass sich Kupferoxid an den Korngrenzen ansammelt und die Festigkeit und Duktilität des Kupfers verringert. Daher sollte das Material während des Hartlötens nicht über längere Zeit Temperaturen über 920℃ ausgesetzt werden.
Kupfer kann nicht wärmebehandelt werden, um seine Festigkeit zu erhöhen, daher werden häufig Kaltverformungsmethoden eingesetzt, um seine Festigkeit zu erhöhen. Kaltverfestigtes Kupfer wird bei einer Erwärmung zwischen 230℃ und 815℃ weich. Der Grad der Erweichung hängt von der Temperatur und der Dauer des Erhitzens bei dieser Temperatur ab. Je höher die Erwärmungstemperatur beim Löten ist, desto weicher wird das kaltverfestigte Kupfer.
Sauerstofffreies Kupfer hat einen geringen Sauerstoffgehalt, und es gibt keine eutektischen Bestandteile von Kupfer und Kupferoxid im Kupfer. Seine elektrische Leitfähigkeit und Kaltverformbarkeit (z. B. beim Tiefziehen und Drückwalzen) sind besser als die von desoxidiertem Kupfer.
Sauerstofffreies Kupfer kann in einer wasserstoffhaltigen Schutzatmosphäre ohne Wasserstoffversprödung gelötet werden. Kaltverfestigtes sauerstofffreies Kupfer wird auch beim Erhitzen weich.
Gewöhnliches Messing kann in drei Kategorien eingeteilt werden: Niedrigmessing (Zinkmassenanteil unter 20%), Hochmessing (Zinkanteil über 20%) und legiertes Messing. Wenn der Massenanteil von Zink in Messing weniger als 15% beträgt, besteht das Oberflächenoxid hauptsächlich aus Cu2O, das kleine Partikel von ZnO enthält.
Wenn der Massenanteil von Zink mehr als 20% beträgt, besteht das Oxid hauptsächlich aus ZnO. Zinkoxid lässt sich auch leicht entfernen, so dass das Hartlöten von Messing sehr gut ist. Messing eignet sich nicht für das Löten unter Schutzgas, insbesondere nicht für das Vakuumlöten. Das liegt daran, dass Zink einen hohen Dampfdruck hat (bis zu 105Pa bei 907℃).
Beim Löten unter Schutzatmosphäre, insbesondere beim Vakuumlöten, verflüchtigt sich das im Messing enthaltene Zink, die Oberfläche färbt sich rot und beeinträchtigt sowohl die Löt- als auch die inhärenten Eigenschaften. Wenn unter Schutzatmosphäre oder im Vakuum gelötet werden muss, sollte die Oberfläche der Messingteile vorher mit einer Kupfer- oder Nickelschicht galvanisiert werden, um die Verflüchtigung des Zinks zu verhindern. Die Beschichtung kann jedoch die Festigkeit der Lötverbindung beeinträchtigen.
Zum Hartlöten von Messing wird ein Flussmittel benötigt.
Zinnmessing hat etwa 1% ω (Sn). Das Vorhandensein von Zinn hat keinen Einfluss auf die Zusammensetzung des Oberflächenoxids. Das Löten von Zinnmessing ist vergleichbar mit dem von Messing und lässt sich leicht löten.
Blei-Messing bildet beim Erhitzen einen klebrigen Rückstand, der die Benetzungswirkung und die Fließfähigkeit des Lötmaterials stört, so dass ein geeignetes Flussmittel gewählt werden muss, um die Benetzungswirkung des Lötmaterials zu gewährleisten. Wenn Messing aus Blei erhitzt wird, neigt es zu Spannungsrissen. Die Anfälligkeit für Heißrissbildung ist direkt proportional zum Bleigehalt.
Daher ist die Eigenspannung von Bleimessing sollte während des Lötens minimiert werden, z. B. durch Glühen vor dem Schweißen, um die durch die Verarbeitung der Komponenten verursachten Spannungen zu beseitigen. Die Erwärmungstemperatur sollte so gleichmäßig wie möglich sein, um thermische Spannungen zu reduzieren. Der Löteffekt ist schlecht, wenn ω (Pb) > 3%. Bei Bleimessing mit ω (Pb) > 5% wird das Hartlöten nicht empfohlen.
Die Oberfläche von Manganmessing besteht aus Zinkoxid und Manganoxid. Manganoxid ist relativ stabil und lässt sich nur schwer entfernen, so dass ein hochaktives Flussmittel verwendet werden sollte, um die Benetzbarkeit des Lötmaterials zu gewährleisten.
Zinnbronze QSn6,5-0,1 bildet auf seiner Oberfläche zwei Oxide: eine innere Schicht aus SnO2 und eine äußere Schicht aus Kupferoxid. Diese Oxide sind leicht zu entfernen, und die Legierung lässt sich gut löten und eignet sich für verschiedene Lötverfahren, einschließlich Schutzgaslöten und Vakuumlöten.
Zum Löten an der Luft können herkömmliche Flussmittel verwendet werden. Um Rissbildung zu vermeiden, sollten phosphorhaltige Zinnbronzeteile vor dem Hartlöten bei etwa 290-340℃ spannungsarmgeglüht werden.
Aluminiumbronze enthält eine beträchtliche Menge Aluminium (bis zu 10% nach Masse), das auf der Oberfläche eine Oxidschicht bildet, die hauptsächlich aus Aluminiumoxid besteht und schwer zu entfernen ist. Daher, Aluminium löten Bronze ist eine ziemliche Herausforderung. Aluminiumoxid kann nicht in einer Schutzatmosphäre reduziert und nicht durch Vakuumerwärmung entfernt werden, sondern erfordert ein spezielles Flussmittel.
Wenn Aluminiumbronzeteile in einer Anlage gelötet werden abgeschreckt und vergütet Zustand sollte die Löttemperatur die Anlasstemperatur nicht überschreiten. Zum Beispiel beträgt die Anlasstemperatur von QAl9-2 400℃.
Wenn die Löttemperatur 400℃ übersteigt, wird der Grundwerkstoff erweicht. Wenn bei hohen Temperaturen gelötet wird, sollte die Löttemperatur der Abschrecktemperatur (880℃) entsprechen, gefolgt vom Anlassen, um die gewünschten mechanischen Eigenschaften des Grundmaterials zu erreichen. Dies muss bei der Auswahl eines Hartlötmaterials berücksichtigt werden.
Obwohl sich auf der Oberfläche von Berylliumbronze ein relativ stabiles BeO-Oxid bildet, genügen herkömmliche Flussmittel immer noch der Anforderung, die Oxidschicht zu entfernen. Berylliumbronze wird häufig in Situationen verwendet, in denen die Teile elastisch sein müssen.
Um eine Beeinträchtigung dieser Eigenschaft zu vermeiden, sollte die Löttemperatur entweder unter der Alterungstemperatur (300℃) liegen oder die Löttemperatur sollte der Abschrecktemperatur entsprechen, gefolgt von einer Alterungsbehandlung nach dem Löten.
Siliziumbronze, hauptsächlich die Legierung QSi3-1 mit etwa 3% ω (Si), bildet auf ihrer Oberfläche ein Oxid, das hauptsächlich aus Siliziumdioxid besteht. Für das Löten von Siliziumbronze sollte das gleiche Flussmittel wie für das Löten von Aluminiumbronze verwendet werden. Unter Spannung stehende Siliziumbronze ist äußerst empfindlich gegenüber thermischer Rissbildung und Spannungsrissen unter der Einwirkung des geschmolzenen Hartlotes.
Um Rissbildung zu vermeiden, sollte die Legierung vor dem Hartlöten bei einer Temperatur zwischen 300-350 °C spannungsarmgeglüht werden. Es sollte ein Lötmaterial mit niedrigerem Schmelzpunkt gewählt werden, und während des Lötens sollte ein Lötverfahren verwendet werden, das eine gleichmäßige Erwärmung gewährleistet.
Chrombronze und Kadmiumbronze enthalten geringe Mengen an Chrom oder Kadmium, die den Lötprozess nicht wesentlich beeinflussen. Beim Hartlöten von Chrombronze sollte die Wärmebehandlung des Grundmaterials berücksichtigt werden.
Das Löten sollte entweder unterhalb der Alterungstemperatur (460℃) erfolgen oder die Löttemperatur sollte der Abschrecktemperatur entsprechen (950-1000℃).
Neusilber und Mangansilber. Neusilber enthält Nickel, und phosphorhaltige Hartlote wie Kupfer-Phosphor-Hartlote und Kupfer-Phosphor-Silber-Hartlote sollten bei der Auswahl eines Hartlots vermieden werden, da phosphorhaltige Hartlote nach dem Hartlöten leicht sprödes Nickelphosphid an der Grenzfläche bilden können, was die Festigkeit und Zähigkeit der Verbindung verringert.
Neusilber ist äußerst empfindlich gegenüber Heißrissen und Spannungsrissen unter der Einwirkung des geschmolzenen Hartlots. Daher sollten die Teile vor dem Löten von inneren Spannungen befreit werden, und es sollte ein Lötmaterial mit niedrigerem Schmelzpunkt gewählt werden.
Die Teile sollten gleichmäßig erwärmt werden, und es sollte eine freie Ausdehnung und Kontraktion der Teile während des Erwärmens und Abkühlens möglich sein, um die Wärmespannung beim Löten zu verringern.
Hartlötbarkeit von gewöhnlichem Kupfer und Kupferlegierungen
Legierung
Hartlötbarkeit
Kupfer T1
Ausgezeichnet
Sauerstofffreies Kupfer TU1
Ausgezeichnet
Messing
H96
Ausgezeichnet
H68
Ausgezeichnet
H62
Ausgezeichnet
Zinn-Bronze
HSn62-1
Ausgezeichnet
Mangan-Messing
HMn58-2
Gut
Zinn-Bronze
QSn58-2
Ausgezeichnet
QSn4-3
Ausgezeichnet
Blei-Messing
HPb59-1
Gut
Aluminiumbronze
QAl9-2
Schlecht
QAl10-4-4
Schlecht
Berylliumbronze
QBe2
Gut
QBe1.7
Gut
Siliziumbronze
QSi3-1
Gut
Chrombronze
QCr0,5
Gut
Kadmiumbronze
QCd11
Ausgezeichnet
Zink-Kupfer-Nickel-Legierung
BZn15-20
Gut
Mn-Kupfer-Nickel-Legierung
BMn40-1,5
Schwierig
V. Hartlötende Zusatzwerkstoffe
1. Hartlötmittel auf Silberbasis
Lötmittel auf Silberbasis werden aufgrund ihres moderaten Schmelzpunkts, ihrer guten Verarbeitbarkeit, ihrer Festigkeit und Zähigkeit, ihrer Leitfähigkeit, Wärmeleitfähigkeit und Korrosionsbeständigkeit häufig verwendet.
Die wichtigsten Legierungselemente von Loten auf Silberbasis sind Kupfer, Zink, Cadmium und Zinn. Kupfer ist das wichtigste Legierungselement, da es die Schmelztemperatur von Silber verringert, ohne eine spröde Phase zu bilden.
Durch den Zusatz von Zink wird die Schmelztemperatur weiter gesenkt.
Durch den Zusatz von Zinn kann die Schmelztemperatur von Silber-Kupfer-Zinn-Legierungen zwar erheblich gesenkt werden, doch führt diese niedrige Schmelztemperatur zu extremer Sprödigkeit und mangelndem praktischen Nutzen.
Um Sprödigkeit zu vermeiden, ist der Zinngehalt in Silber-Kupfer-Zinn-Lot normalerweise nicht höher als 10%.
Um die Schmelztemperatur von Silberlot weiter zu senken, kann der Silber-Kupfer-Zink-Legierung Cadmium zugesetzt werden.
Chemische Zusammensetzung und Haupteigenschaften von Hartlötmitteln auf Silberbasis
Hartlötkolben
Chemische Zusammensetzung (Gewicht %)
Schmelztemperatur/℃
Zugfestigkeit/MPa
Elektrischer Widerstand/μΩ-m
Löttemperatur/℃
Ag
Cu
Zn
Cd
Sn
andere
BAg72Cu.
72±1
Rem.
–
–
–
–
779~779
375
0.022
780~900
BAg50Cu.
50±1.1
Rem.
–
–
–
–
779~850
–
–
–
BAg70Cu.
70±1
26±1
Rem.
–
–
–
730~755
353
0.042
–
BAg65Cu.
65±1
20±1.1
Rem.
–
–
–
685~720
384
0.086
–
BAg60Cu
60 ±1
Rem.
–
10±0.5
–
–
602~718
–
720~840
BAg50Cu
50±1.1
34±1.1
Rem.
–
10±0.5
–
677~775
343
0.076
775~870
BAg45Cu
45±1
30+1
Rem.
–
–
–
677~743
386
0.097
745~845
BAg25CuZn.
25±1.
40±1
Rem.
–
–
–
745~775
353
0.069
800~890
BAg10CuZn
10±1
53±1.1
Rem.
–
–
–
815~850
451
0.065
850~950
BAg50CuZnCd
50±1
15.5±1
16.5±2
–
–
–
627~635
419
0.072
635~760
BAg45CuZnCd
45±1.
15±1
16±2.
–
–
–
607~618
–
–
620~760
BAg40CuZnCdNi
40±1
16±0.5
17.8±0.5
–
–
Ni0,2±0,1
595~605
392
0.069
605~705
BAg34CuZnCd
35±1
26±1
21±2
–
–
607~702
411
0.069
700~845
BAg50CuZnCdNi
50±1.1
15.5±1
15.5±2
–
–
Ni3±0,5
632~688
431
0.105
690~815
BAg56CuZnSn
56±1
22±1
17±2
50.5
50.5
–
618~652
–
–
650~760
BAg34CuZnSn
34±1
36±1.1
27+2
30.5
30.5
–
630~730
–
–
730~820
BAg50CuZnSnNi
50±1
21.5±1
27±1.1
10.3
10.3
Ni0,30~0,65。
650~670
–
–
670~770
BAg40CuZnSnNi
40±1
25±1
30.5±1
30.3
30.3
Ni1,30~1,65
630~640.
–
–
640~740
2. Kupfer-Phosphor-Lot
Kupfer-Phosphor-Hartlot wird aufgrund seiner günstigen technologischen Leistung und Kosteneffizienz häufig zum Löten von Kupfer und Kupferlegierungen verwendet.
Phosphor erfüllt in Kupfer zwei Funktionen:
Erstens senkt es den Schmelzpunkt von Kupfer erheblich.
Zweitens wirkt es als selbstlötendes Flussmittel beim Löten an der Luft.
Um die Schmelztemperatur der Cu-P-Legierung weiter zu senken und ihre Zähigkeit zu verbessern, kann auch Silber hinzugefügt werden.
Es ist wichtig zu beachten, dass Kupfer-Phosphor- und Kupfer-Rattan-Silber-Lote nur zum Löten von Kupfer und Kupferlegierungen verwendet werden können und nicht zum Löten von Stahl, Nickellegierungen oder Kupfer-Nickel-Legierungen mit einem Nickelgehalt von mehr als 10%.
Diese Art von Lot kann bei langsamer Erwärmung zu Entmischung führen, daher ist es am besten, ein schnelles Erwärmungslötverfahren anzuwenden.
Chemische Zusammensetzung und Eigenschaften von Kupfer-Phosphor-Lot
Zusatzwerkstoff
Chemische Zusammensetzung (Massenanteil) (%)
Schmelztemperatur
Zugfestigkeit MPa
Widerstandswert/μΩ-m
Cu
P
Ag
Sn
andere
Bcu95P.
Rem.
5±0.3
–
–
710~924
–
–
Bcu93P
Rem.
6.8~7.5
–
–
710~800
470.4
0.28
Bcu92PSb
Rem.
6.3±0.4
–
–
Sb1,5~2,0
690~800
303.8
0.47
Bcu91Ag
Rem.
7±0.2
2±0.2
–
–
645~810
–
–
Bcu89Ag
Rem.
5.8~6.7
5±0.2
–
–
650~800
519.4
0.23
Bcu80Pag
Rem.
4.8~5.3
15±0.5
–
–
640~815
499.8
0.12
HLAgCu70-5
Rem.
5±0.5
25±0.5
–
–
650~710
–
–
HLCuP6-3
Rem.
5.7±0.3
–
3.5±0.5
–
640~680
–
0.35
Cu86SnP
Rem.
5.3±0.5
–
7.5±0.5
0.8±0.4
620~660
–
–
Bcu80PSnAg
Rem.
5.3±0.5
5±0.5
10±0.5
–
560~650
–
–
Cu77NiSnP.
77.6
7.0
9.7
–
Ni5.7
591~643
–
–
3. Weichlot - Lot auf Zinnbasis
Beim Hartlöten von Kupfer mit Lötmitteln auf Sn-Basis kommt es häufig zur Bildung der intermetallischen Verbindung Cu6Sn5 an der Grenzfläche zwischen dem Lot und dem Grundmetall. Daher ist es wichtig, die Löttemperatur und die Haltezeit sorgfältig zu beachten.
Bei Verwendung eines Lötkolbens ist die Verbindungsschicht in der Regel dünn und hat nur minimale Auswirkungen auf die Leistung der Verbindung.
Messingverbindungen, die mit einem Zinn-Blei-Lot gelötet werden, sind fester als Kupferverbindungen, die mit demselben Lot gelötet werden. Dies liegt daran, dass sich Messing in dem flüssigen Lot langsamer auflöst, wodurch sich weniger spröde intermetallische Verbindungen bilden.
Hartlötkolben
Chemische Zusammensetzung
Temperatur der Fusion
Zugfestigkeit
Dehnung
Sn
Ag
Sb
Cu
HL606
96.0
4.0
–
–
221
53.0
–
Sn95Sb
95.0
–
5.0
–
233
39.2
43
Sn92AgCuSb
92.0
5.0
1.0
2.0
250
49.0
2.3
Sn85AgSb
84.5
8.0
7.5
–
270
80.4
8.8
Hartlötkolben
Chemische Zusammensetzung
Temperatur der Fusion
97.0
3.0
Sn
HLAgPb97
97.5
1.5
–
304-305
HLAgPb97.5-1.0
92
2.5
1.0
310-310
HLAgPb92-5.5
83.5
1.5
5.5
287-296
HLAgPb83,5-15-1,5
97.0
3.0
15.0
265-270
4. Weichlot - Lot auf Cadmiumbasis
Chemische Zusammensetzung und Eigenschaften von Lot auf Cadmiumbasis
Zusatzwerkstoff
Chemische Zusammensetzung (Massenanteil) (%)
Schmelztemperatur/
Zugfestigkeit/MPa
Cd
Ag
Zn
HL503
95
5
338~393
112.8
HLAgCd96-1
96
3
1
300~325
110.8
Cd79ZnAg
79
5
16
270~285
200
HL508
92
5
3
320~360
–
5. Weichlot - bleifreies Lot
Bleifreies Lot zum Löten von Kupferrohren
Marke
Zusammensetzung (Massenanteil)
Festphasenlinie/℃
Liquidus/℃
E
95Sn-4,5Cu-0,5Ag
226
360
HA
94.5Sn-3Sb-1.5Zn-0.5Ag-0.5Cu
215
228
HB
91.225Sn-5Sb-3.5Cu-0.275Ag
238
360
AC
96.25n-3.25Bi-0.2Cu-0.35Ag
206
234
OA
95.9Sn-3Cu-1Bi-0.1Ag
215
238
AM
95,45n-3Cu-1Sb-0,6Ag
221
231
Festigkeit von Kupfer- und Messingverbindungen, gelötet mit einem Teil Weichlot
Lötmittel Marke
Scherfestigkeit/MPa
Zugfestigkeit/MPa
Kupfer
Messing
Kupfer
Messing
S-Pb80Sn18Sb2
20.6
36.3
88.2
95.1
S-Pb68Sn30Sb2
26.5
2740
89.2
86.2
S-Pb58Sn40Sb2
36.3
45.1
76.4
78.40
S-Sn90Pb10
45.1
44.1
63.7
68.6
S-P697Ag3
–
29.4
–
49.0
S-Cd96Ag3Zn1
73.5
–
57.8
-
S-Sn95Sb5
37.2
–
-
S-sn85Ag8Sb7
–
82.3
–
–
S-Sn92AgSCu2Sb1
35.3
–
–
–
S-Sn96Ag4P
35.339.2~49.0
–
5.339.2~49.0
–
VI. Hartlötflussmittel
Die üblicherweise verwendeten Hartlötflussmittel bestehen aus einer Matrix aus Borax, Borsäure oder einer Mischung aus beiden und werden mit Fluoriden oder Fluoroboraten von Alkali- oder Erdalkalimetallen ergänzt, um eine angemessene Aktivierungstemperatur zu erreichen und die Fähigkeit zur Oxidentfernung zu verbessern.
Beim Erhitzen zerfällt Borsäure (H3BO3) zu Borsäureanhydrid (B2O3).
Die Reaktionsformel lautet wie folgt:
2H3BO3→B2O3+3H2O
Der Schmelzpunkt von Borsäureanhydrid liegt bei 580 °C.
Es kann mit Kupfer-, Zink-, Nickel- und Eisenoxiden reagieren und ein lösliches Borat bilden, das als Schlacke auf der Lötstelle schwimmt. Dadurch wird nicht nur die Oxidschicht entfernt, sondern auch der mechanische Schutz gewährleistet.
MeO+B2O3→MeO-B2O3
Borax Na2B4O7 schmilzt bei 741 ℃:
Na2B4O7→B2O3+2NaBO2
Borsäureanhydrid und Metalloxide reagieren und bilden lösliche Borate. Natriummetaborat und Borate verbinden sich zu Verbindungen mit einer niedrigeren Schmelztemperatur, so dass sie leicht an die Oberfläche von Lötstellen aufsteigen können.
MeO+2NaBO2+B2O3>(NaBO2)2Ich(BO2)2
Die Kombination aus Borax und Borsäure ist ein häufig verwendetes Flussmittel. Der Zusatz von Borsäure kann die Oberflächenspannung des Borax-Flussmittels senken und seine Ausbreitung verbessern. Borsäure verbessert auch die Fähigkeit der Flussmittelrückstände, sich sauber von der Oberfläche zu lösen. Bei der Verwendung von Borsäure-Borax-Flussmittel mit Silberfüllstoff bleibt die Schmelztemperatur jedoch zu hoch und die Viskosität ist immer noch zu hoch.
Um die Schmelztemperatur weiter zu senken, kann Kaliumfluorid zugesetzt werden. Die Hauptaufgabe von Kaliumfluorid besteht darin, die Viskosität des Flussmittels zu senken und seine Fähigkeit, Oxide zu entfernen, zu verbessern. Um die Schmelztemperatur weiter zu senken und die Aktivität zu erhöhen, kann KBF4 hinzugefügt werden können.
Der Schmelzpunkt von KBF4 ist 540 ℃, und die Schmelzzersetzung ist:
Hartlöten von Siliziumbronze, Aluminiumbronze, rostfreiem Stahl
6
H3P04960g,H20455g
Gelötete Manganbronze, Edelstahl
QJ205
ZnCl250g,NH4Cl15,CdCl230,NaF6
Hartlöten von Kupfer und Kupferlegierungen mit cadmiumhaltigen Zusatzwerkstoffen
2. Schwach korrosives Flussmittel
Nummer
Komponente
Zweck
1
Glutaminsäurehydrochlorid 540g, Harnstoff 310g, Wasser 4L
Kupfer, Messing, Bronze
2
Hydrazinmonobromid 280 g, Wasser 2550 g, nichtionisches Netzmittel 1,5 g
Kupfer, Messing, Bronze
3
Milchsäure (85%) 260g, Wasser 1190g, Netzmittel 3g
Zerknitterte Bronze
3. Nicht korrosives Flussmittel
Der Hauptbestandteil des nichtkorrosiven Flussmittels ist Kolophonium.
Es gibt drei gebräuchliche Kolophonium-Flussmittel:
Inaktiviertes Kolophonium;
Schwach aktiviertes Kolophonium;
Aktives Kolophonium.
VIII. Vorbereitung der Oberfläche
Die Entfettung mit Lösungsmitteln oder alkalischer Lösung ist für Kupfer und Kupferlegierungen geeignet.
Mechanische Methoden, Drahtbürsten und Sandstrahlen können zur Entfernung von Oxyden eingesetzt werden.
Silizium-Messing;
Chrombronze und Kupfer-Nickel-Legierung;
Aluminiumbronze Berylliumbronze;
Kupfer, Messing, Zinnbronze.
IX. Lötprozess
Kupfer und seine Legierungen lassen sich aufgrund ihrer hohen Wärmeleitfähigkeit und ihrer günstigen Benetzungseigenschaften hervorragend löten. Es können verschiedene Lötverfahren eingesetzt werden, die für bestimmte Anwendungen jeweils unterschiedliche Vorteile bieten:
Ofenlöten: Bietet eine gleichmäßige Erwärmung und ist ideal für große Chargen oder komplexe Baugruppen.
Induktionslöten: Bietet eine schnelle, örtlich begrenzte Erwärmung, geeignet für automatisierte Produktionslinien.
Flammhartlöten: Vielseitig und kosteneffizient für kleinere Arbeiten oder Reparaturen vor Ort.
Widerstandslöten: Effizient für das Verbinden kleiner, elektrisch leitender Komponenten.
Tauchlöten: Gewährleistet eine gleichmäßige Beschichtung und eignet sich für das gleichzeitige Löten mehrerer Verbindungen.
Infrarot-Löten: Ermöglicht eine präzise Temperaturkontrolle und ist für temperaturempfindliche Bauteile geeignet.
Beim Löten von Kupfer und seinen Legierungen sind besondere Überlegungen erforderlich:
Auswahl des Zusatzwerkstoffs: Wählen Sie mit Kupfer kompatible Legierungen, wie Kupfer-Phosphor- oder Silberbasislegierungen, unter Berücksichtigung von Faktoren wie Verbindungsfestigkeit und Korrosionsbeständigkeit.
Anwendung von Flussmitteln: Verwenden Sie geeignete Flussmittel, um Oxide zu entfernen und die Benetzung zu fördern, insbesondere bei sauerstofffreien Kupfersorten.
Atmosphärenkontrolle: Ziehen Sie inerte oder reduzierende Atmosphären in Betracht, um Oxidation beim Hochtemperaturlöten zu verhindern.
Konstruktion der Verbindung: Achten Sie auf einen angemessenen Freiraum (typischerweise 0,025-0,125 mm) für die Kapillarwirkung des Zusatzwerkstoffs.
Beim Hochfrequenzlöten von Kupfer muss der Prozess aufgrund des geringen elektrischen Widerstands von Kupfer sorgfältig optimiert werden. Zu den Strategien zur Bewältigung dieser Herausforderung gehören:
Verwendung höherer Frequenzen (typischerweise >100 kHz) zur Konzentration des Stroms an der Oberfläche.
Einsatz von Magnetflusskonzentratoren zur Fokussierung des Magnetfelds und zur Verbesserung der Heizleistung.
Einführung präziser Temperaturkontrollsysteme, um Überhitzung zu vermeiden und eine gleichbleibende Qualität der Verbindungen zu gewährleisten.
X. Löttechnik für Kupfer und Kupferlegierungen
1. Kupfer
Beim Hartlöten von Kupfer ist die Abstimmung von Lot und Flussmittel wie folgt:
Beim Löten von sauberen Oberflächen, insbesondere mit Blei- und Silberzinnlot, kann Kolophonium-Flussmittel verwendet werden. Für andere Oberflächen kann aktives Kolophonium, schwach korrosives Flussmittel oder korrosives Flussmittel verwendet werden.
Es ist wichtig zu beachten, dass reines Kupfer nicht in einer reduzierenden Atmosphäre gelötet werden sollte, außer bei sauerstofffreiem Kupfer, um Wasserstoffversprödung zu vermeiden.
2. Messing
Für das Löten von Messing werden im Allgemeinen ähnliche Lot- und Flussmittel wie für das Löten von Kupfer verwendet. Es ist jedoch zu beachten, dass Messing aufgrund des Vorhandenseins von Zinkoxid auf der Oberfläche nicht mit inaktivem Kolophonium gelötet werden kann. Außerdem muss beim Löten mit Kupferphosphor- und Silberlot das Flussmittel FB102 verwendet werden.
3. Mangan-Messing
Für das Löten von Zinn-Blei sollte ein Flussmittel mit Phosphorsäurelösung verwendet werden. Beim Löten auf Bleibasis muss ein Flussmittel mit Zinkoxidlösung verwendet werden. Für das Hartlöten auf Cadmiumbasis wird das Flussmittel Q205 verwendet. BAg45CuCdNi und BAg45CuCd Lote sollten mit FB102 oder FB103 Flussmittel gelötet werden. Andere Lote auf Silberbasis sowie Kupfer-Phosphor- und Kupfer-Phosphor-Silber-Lote sollten mit Flussmittel FB102 gelötet werden. Es wird empfohlen, mit dem Flussmittel FB104 in einer Schutzatmosphäre in einem Ofen zu löten.
4. Beryllium-Bronze
Beim Hartlöten von Berylliumbronze im Zustand der Weichlötabschreckung ist es wichtig, ein Lot mit einer Schmelztemperatur von unter 300°C zu wählen. Die bevorzugte Kombination für diese Anwendung ist 63Sn-37Pb in Verbindung mit einem schwach korrosiven Flussmittel oder einem korrosiven Flussmittel.
Außerdem sollten das Löten und die Lösungsbehandlung gleichzeitig während des Prozesses durchgeführt werden. Lötprozess.
5. Chrombronze
Weichlöten hat nur minimale Auswirkungen auf den Leistungsindex von Berylliumbronze, daher können Weichlote und Flussmittel, die denen für Berylliumbronze ähneln, zum Löten verwendet werden.
Es ist wichtig zu beachten, dass Chrombronze nicht im Zustand der Lösungsglühung gelötet werden sollte, sondern im Zustand der Lösungsglühung mit anschließender Alterung.
Bei der Verwendung einer Schnellerhitzungsmethode zum Hartlöten wird empfohlen, das Silberlot mit der niedrigsten Schmelztemperatur zu verwenden, z. B. BAgA0 CuZnCdNi.
6. Kadmiumbronze und Zinnbronze
Das Hartlöten von Zinnbronze ähnelt dem Hartlöten von Kupfer und Messing, hat aber den zusätzlichen Vorteil, dass beim Hartlöten in einer Schutzatmosphäre Wasserstoffversprödung und Zinkverflüchtigung vermieden werden.
Es ist jedoch zu beachten, dass phosphorhaltige Zinnbronze zur Spannungsrissbildung neigt.
7. Siliziumbronze
Für das Weichlöten wird die Verwendung eines stark ätzenden, salzsäurehaltigen Flussmittels empfohlen.
Beim Hartlöten besteht eine Tendenz zur Spannungsrissbildung und interkristallinen Durchdringung des Lotwerkstoffs. Die Löttemperatur sollte unter 760°C liegen.
Es können Silberlote mit niedrigeren Schmelztemperaturen, wie BAg65CuZn, BAg50 CuZnCd, BAg40 CuZnCdNi und BAg56 CuZnSn, verwendet werden. Je niedriger die Schmelztemperatur, desto besser.
Für optimale Ergebnisse wird die Verwendung der Flussmittel FB102 und FB103 empfohlen.
8. Aluminiumbronze
Beim Weichlöten ist es wichtig, ein stark ätzendes, salzsäurehaltiges Flussmittel zu verwenden, um die Oxidschicht auf der Oberfläche zu entfernen. Das üblicherweise verwendete Lot für dieses Verfahren ist Zinn-Blei-Lot.
Zum Hartlöten wird in der Regel Silberlot verwendet. Um zu verhindern, dass Aluminium in das Silberlot diffundiert, sollte die Erhitzungszeit des Lotes so kurz wie möglich gehalten werden. Das Beschichten der Oberfläche von Aluminiumbronze mit Kupfer oder Nickel kann ebenfalls die Diffusion von Aluminium in das Lot verhindern.
9. Zink-Weiß-Kupfer
Das Lötverfahren für Zinkweißkupfer ist ähnlich wie das für Messing. Die folgenden Silberlote werden üblicherweise zum Löten verwendet: BAg56CuZnSn, BAg50CuZnSnNi, BAg40CuZnNi und BAg56CuZnCd, neben anderen. Die empfohlenen Flussmittel für die Verwendung sind FB102 und FB103.
10. Mangan-Weißkupfer
Zum Löten von Zinkweißkupfer kann ein phosphorsäurehaltiges Flussmittel verwendet oder die Oberfläche mit Kupfer vorbeschichtet werden.
Zu den Hartloten, die verwendet werden können, gehören unter anderem BAg60CuZn, BAg45CuZn, BAg40CuZnCdNi und BAg50 CuZnCd.
Es wird nicht empfohlen, Kupfer-Phosphor-Silberlot zu verwenden, da Phosphor und Nickel eine spröde Verbindungsphase bilden.
Verbindungsfestigkeit von mit Silberlot gelötetem Kupfer und Messing
Zusatzwerkstoff
Scherfestigkeit/MPa
Zugfestigkeit/MPa
Kupfer
Messing
Kupfer
Messing
BAg45CuZn
177
215
181
325
BAg50CuZn
171
208
174.
334
BAg65CuZn
171
208
177
334
BAg70CuZn
166
199
185
321
BAg40CuZnCdNi
167
194
179
339
BAg50CuZnCd
167
226
210
375
BAg35CuZnCd
164
190
167
328
BAg40CuZnSnNi
98
245
176
295
BAg50CuZnSn
–
–
220
240
Mechanische Eigenschaften von Kupferverbindungen, die mit Kupfer-Phosphor- und Kupfer-Phosphor-Silber-Loten gelötet wurden
Bei aushärtbaren Kupferlegierungen wie Berylliumbronze, die einer Wärmebehandlung unterzogen wurden, müssen nach dem Löten nur die Flussmittelreste entfernt und die Werkstückoberfläche gereinigt werden.
Der Hauptgrund für die Entfernung der Rückstände ist die Vermeidung von Korrosion am Werkstück und in einigen Fällen die Erzielung eines guten Aussehens oder die Vorbereitung des Werkstücks für die weitere Bearbeitung.
XII. Lötmaterialien
Die Verbindungsfestigkeit von Weichlötverbindungen aus Kupfer und Messing unter Verwendung verschiedener üblicherweise verwendeter Weichlötmaterialien ist in Tabelle 10 dargestellt.
Tabelle 10: Verbindungsfestigkeit von Weichlötverbindungen aus Kupfer und Messing
Qualität des Lötmaterials
Scherfestigkeit /MPa
Zugfestigkeit /MPa
Kupfer
Messing
Kupfer
Messing
S-Pb80Sn18Sb2
20.6
36.3
88.2
95.1
S- Pb68Sn30Sb2
26.5
27.4
89.2
86.2
S-Pb58Sn405b2
36.3
45.1
76.4
78.4
S-Pb97Ag3
33.3
34.3
50.0
58.8
S-Sn90Pb10
45.1
44.1
63.7
68.6
S-Sn95Sb5
37.2
–
–
–
S-Sn92Ag5Cu2Sb1
35.3
–
–
–
S-Sn85Ag85B7
一
42.3
–
–
S-Cd96Ag3Znl
57.8
–
73.8
–
S-Cd95Ag5
44.1
46.0
87.2
88.2
S-Cd92Ag5Zn3
48.0
54.9
90.1
96.0
Wenn Hartlöten von Kupfer Bei Zinn-Blei-Lot können nicht-korrosive Flussmittel wie Kolophonium-Alkohol-Lösung oder eine Mischung aus aktiviertem Kolophonium und ZnCl2 + NH4Cl-Wasserlösung verwendet werden. Letzteres kann auch verwendet werden für Hartlöten Messing, Bronze und Berylliumbronze.
Beim Löten von Aluminiummessing, Aluminiumbronze und Siliziummessing kann ein Flussmittel aus Zinkchlorid in Salzsäurelösung verwendet werden. Zum Löten von Manganbronze kann eine Phosphorsäurelösung als Flussmittel verwendet werden.
Bei der Verwendung von Lötmitteln auf Bleibasis kann eine wässrige Zinkchloridlösung als Flussmittel verwendet werden, und bei Lötmitteln auf Cadmiumbasis kann das Flussmittel FS205 verwendet werden.
Hartlötmaterialien und Flussmittel für das Hartlöten
Beim Hartlöten von Kupfer können Silberlot und Kupfer-Phosphor-Lot verwendet werden. Silberbasislot hat einen moderaten Schmelzpunkt, eine gute Verarbeitbarkeit und hervorragende mechanische, elektrische und thermische Leitfähigkeitseigenschaften. Es ist das am weitesten verbreitete Hartlötmaterial.
Für Anwendungen, die eine hohe elektrische Leitfähigkeit erfordern, sollte ein silberhaltiges Lot wie B-Ag70CuZn gewählt werden. Für das Vakuumlöten oder das Löten in einem Schutzgasofen sollten silberhaltige Lote ohne flüchtige Elemente, wie B-Ag50Cu und B-Ag60CuSn, verwendet werden.
Lote mit geringerem Silbergehalt sind billiger, haben aber höhere Löttemperaturen und eine geringere Verbindungszähigkeit, wodurch sie sich für Lötanwendungen mit geringeren Anforderungen an Kupfer und Kupferlegierungen eignen.
Kupfer-Phosphor- und Kupfer-Phosphor-Silber-Lote können nur zum Hartlöten von Kupfer und seinen Legierungen verwendet werden. B-Cu93P-Lot hat eine ausgezeichnete Fließfähigkeit und eignet sich zum Löten von Teilen in der Maschinenbau-, Elektro-, Messgeräte- und Fertigungsindustrie, die keinen Stoßbelastungen ausgesetzt sind.
Die ideale Spaltgröße beträgt 0,003-0,005 mm. Kupfer-Phosphor-Silber-Lote (wie B-Cu70Pag) haben eine bessere Zähigkeit und elektrische Leitfähigkeit als Kupfer-Phosphor-Lote und werden hauptsächlich für elektrische Verbindungen mit hoher Leitfähigkeit verwendet. Die Leistungsfähigkeit verschiedener üblicherweise verwendeter Hartlötmaterialien für das Hartlöten von Kupfer- und Messingverbindungen ist in Tabelle 11 dargestellt.
Tabelle 11: Leistung von hartgelöteten Verbindungen aus Kupfer und Messing
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, warum Aluminiumlöten in der modernen Fertigung so wichtig ist? Dieser Artikel befasst sich mit dem komplizierten Prozess des Aluminiumlötens und untersucht dessen Methoden, Vorteile und Herausforderungen. Von den Grundlagen des...
Haben Sie sich schon einmal gefragt, wie man Metalle verbindet, ohne sie zu schmelzen? Hartlöten ist ein faszinierender Prozess, bei dem Metalle mit einem auf eine bestimmte Temperatur erhitzten Zusatzwerkstoff verbunden werden...
Stellen Sie sich vor, Sie sind in einer Werkstatt, umgeben vom Zischen und Funkenflug der Schweißbrenner. Haben Sie sich jemals gefragt, was eine Schweißmethode von einer anderen unterscheidet? Dieser Artikel zeigt Ihnen...
Wie verbindet man zwei Metalle zu einer einzigen, integralen Form? Die Antwort liegt in der faszinierenden Welt des Schweißens, wo Hitze, Druck oder beides unlösbare Verbindungen schafft. Dieser Leitfaden...