Wie lässt sich ein flaches Metallblech mit Präzision und Genauigkeit in komplexe Formen verwandeln? Die Antwort liegt in dem komplizierten Verformungsprozess des Blechbiegens. Dieser Artikel befasst sich mit der Mechanik des Biegens von Metallblechen in verschiedene Formen wie V- und U-Formen. Wenn Sie die Phasen des Biegens - von elastisch bis rein plastisch - verstehen, erhalten Sie Einblicke in die Kräfte, die im Spiel sind, und in die Eigenschaften der verschiedenen Biegeverfahren. Lesen Sie weiter, um zu erfahren, wie diese Verfahren die Herstellung von präzisen und zuverlässigen Metallkomponenten gewährleisten.
Das Verfahren, bei dem Blechzuschnitte oder andere Profilzuschnitte durch Biegen in Blechteile mit bestimmten Winkeln, Krümmungen und Formen umgewandelt werden, wird als Blechbiegen bezeichnet (z. B. Biegen von Blechen zu V-förmigen Teilen, U-förmigen Teilen und S-förmigen Teilen usw.).
Das Biegen ist ein Verformungsprozess, der in der Stanzproduktion weit verbreitet ist. Es gibt viele Methoden und allgemeine/spezielle Ausrüstungen für das Biegen, einschließlich Pressbiegen, Walzbiegen, Ziehbiegen, Wickelbiegen und Walzprofilieren.
Obwohl die Ausrüstung und die Werkzeuge, die in verschiedenen Blechbiegen Obwohl sich die Methoden unterscheiden, sind ihre Verformungsprozesse, Merkmale und Eigenschaften im Wesentlichen die gleichen und weisen gewisse Gemeinsamkeiten auf.
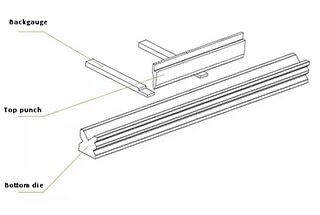
Das Verfahren, bei dem Biegeformen auf einer Pressmaschine verwendet werden, um Bleche oder Profile zu formen, wird als Pressenbiegen. Das Pressbiegen ist die am häufigsten verwendete Methode zur Feinblech Das Biegen von Formen, das im Mittelpunkt dieses Artikels steht.
Kurzer Überblick über den Verformungsprozess beim Blechbiegen
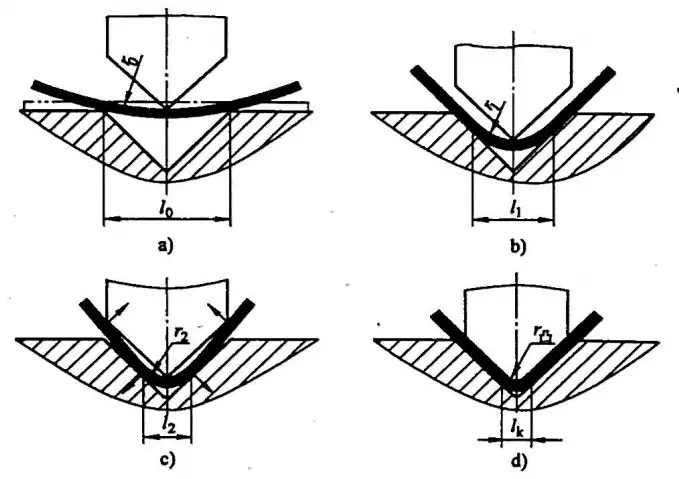
Abbildung 2-1 zeigt das Schema des Korrekturbiegeverformungsprozesses des Blechs in der V-förmigen Biegeform.
Wie im Diagramm des Pressbiegeprozesses dargestellt, wird das Blech in der Anfangsphase des Biegens frei gebogen (siehe Abbildung 2-1a); wenn die Stanzpressen nach unten, die gerade Kante des Blechs wird allmählich gegen die V-förmige Arbeitsfläche der Matrize gedrückt, und der Biegeradius r0 wird r1 (siehe Abbildung 2-1b);
Während sich der Stempel weiter absenkt, nimmt die Biegefläche des Blechs allmählich ab, bis das Blech den Stempel an drei Punkten berührt, wobei sich der Biegeradius von r1 zu r2(siehe Abbildung 2-1c); danach biegt sich der Teil des Blechs mit den geraden Kanten in die entgegengesetzte Richtung, und wenn der Hub endet, korrigieren Stempel und Matrize das Blech, so dass die abgerundeten Ecken und geraden Kanten des Blechs vollständig am Stempel anliegen (siehe Abbildung 2-1d) und das gewünschte Teil entsteht.
Abbildung 2-1 zeigt die schematische Darstellung der Korrektur der Biegeverformung von Blechen in einer V-förmigen Biegeform.
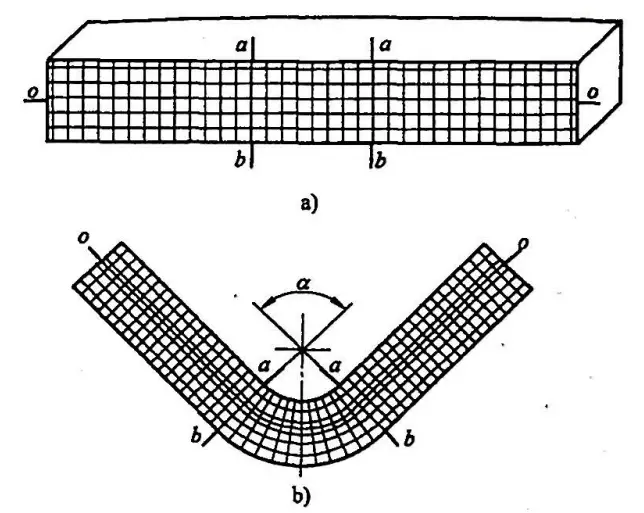
In Abbildung 2-2 ist das Verformungsgitter in der Seitenansicht des Blechs vor und nach dem Biegen dargestellt. Aus Abbildung 2-2 ist ersichtlich, dass das Gitter im flachen Teil des Blechs seinen Zustand vor der Biegung beibehält, mit signifikanten Änderungen nur im Bereich der mittleren Biegewinkel α.
Dies zeigt, dass die Biegeverformung hauptsächlich im Bereich des zentralen Biegewinkels α des Teils auftritt. Vor der Biegung sind die Fasern aa'=bb'. Nach dem Biegen werden die äußeren Längsfasern bb' gedehnt (bb>bb'), und die inneren Längsfasern aa sind gestaucht und verkürzt (aa'<aa').
Von den Innen- und Außenflächen bis zur Mitte des Teils nimmt jede Faserschicht allmählich in ihrem Ausmaß an Verkürzung oder Dehnung ab. Zwischen den beiden Verformungszonen, in denen sich die Fasern verkürzen oder verlängern, muss es eine Faserschicht geben, die in ihrer Länge unverändert bleibt und als neutrale Schicht des Teils bezeichnet wird.
Abbildung 2-2. Verformungsgitter der Seitenansicht des Blechs vor und nach dem Biegen
a) Gitterrost vor dem Biegen
b) Verformung des Gitters nach dem Biegen
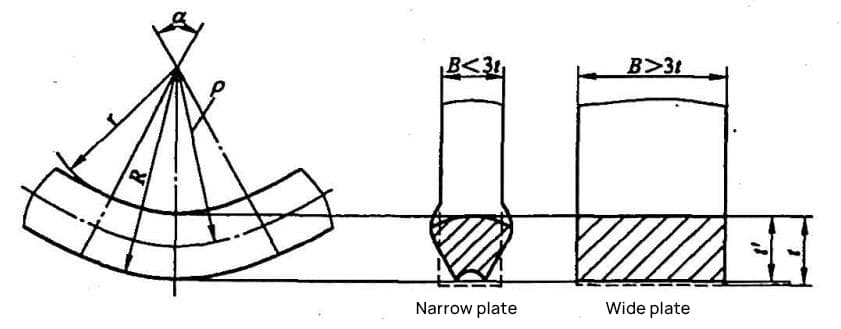
Abbildung 2-3 veranschaulicht die Querschnittsverformung in der Biegezone des Blechs. Wie aus den Abbildungen 2-2 und 2-3 ersichtlich, wird das Blech innerhalb der Biegeverformungszone dünner, d. h. die Dicke "t" nimmt auf "t" ab, wobei "t" gleich "ηt" ist (η ist der Ausdünnungskoeffizient).
Abbildung 2-3 Schema der Querschnittsverformung in der Biegezone des Blechs
Der Querschnitt des Blechs verformt sich. Der Bereich innerhalb der neutralen Schicht verbreitert sich durch die Verkürzung der Längsfasern in Querrichtung, während sich der Bereich außerhalb der neutralen Schicht durch die Dehnung der Längsfasern in Querrichtung zusammenzieht.
Diese Verzerrung des Querschnitts des gebogenen Blechs ist beim Biegen eines schmalen Blechs (B3t) bleibt der Querschnitt im Wesentlichen unverändert, d. h. die Blechbreite ändert sich nicht. Im Allgemeinen wird davon ausgegangen, dass der Breitenkoeffizient β=B'/B=1 ist, wobei B die Blechbreite und B' die Breite nach dem Biegen ist. Um die Biegephänomene weiter zu analysieren, wird der Biegeverformungsprozess des Blechs in drei Stufen diskutiert.
1. Elastische Biegestufe
Wenn sich das Blech zu biegen beginnt, ist der Biegeradius am größten. Die Spannung in allen Faserschichten entlang der Blechdicke hat die Streckgrenze noch nicht erreicht, und die Spannungsverteilung folgt Hookesches Gesetz geradlinig. Das Blech befindet sich in einem Zustand elastischer Verformung, der als Phase der elastischen Verformung bezeichnet wird.
2. Elasto-plastische Biegestufe
Wenn das Blech weiter gebogen wird, verringert sich der Biegeradius allmählich, und die Fasern auf beiden Seiten des Blechs beginnen nachzugeben und in den plastischen Bereich überzugehen. An diesem Punkt bilden sich in der Dickenrichtung des Blechs zwei Bereiche mit elastischer und plastischer Verformung. Mit zunehmender Biegung nimmt der zentrale elastische Bereich allmählich ab, und die plastischen Bereiche auf beiden Seiten dehnen sich allmählich aus. Dieses Stadium der Biegung wird als elasto-plastische Verformung bezeichnet.
3. Biegestufe aus reinem Kunststoff
Wenn der Grad der Biegung des Blechs weiter zunimmt, was einem sehr kleinen Biegeradius entspricht, verringert sich der elastische Bereich in der Nähe der neutralen Schicht auf ein vernachlässigbares Maß. Es ist davon auszugehen, dass sich die gesamte Blechdicke im plastischen Bereich befindet, weshalb wir dies als rein plastisches Biegestadium bezeichnen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie Bleche fachmännisch in komplizierte Formen gebogen werden? In diesem Artikel werden sechs Arten von Biegeverfahren an Abkantpressen untersucht: Abkanten, Abwischen, Luftbiegen, Bodenbildung, Prägen und Dreipunktbiegen. Sie werden...
Haben Sie sich jemals gefragt, warum Ihre Metallbiegungen nicht immer perfekt sind? Das Geheimnis liegt in der Bombierung der Abkantpresse, einer Technik, die Präzision und Qualität in der Metallverarbeitung gewährleistet. In diesem Artikel erfahren Sie...
Hatten Sie schon einmal Probleme, perfekte Biegungen bei Blechen zu erzielen? Dieser Artikel befasst sich mit den wichtigsten Tipps und Tricks für das Biegen von Blechen, von der Prozessabfolge bis zur Analyse der Biegbarkeit....
Warum verformen sich die Stößel von CNC-Abkantpressen und verursachen kostspielige Produktionsverzögerungen? In diesem Artikel werden die häufigsten Ursachen für die Verformung von Stößeln in CNC-Abkantpressen untersucht, von längerem Gebrauch bis hin zu...
Haben Sie sich jemals gefragt, wie diese eleganten, gebogenen Aluminiumstrukturen hergestellt werden? Dieser Artikel befasst sich mit dem komplizierten Prozess des Biegens von Aluminiumprofilen. Vom Verständnis der Eigenschaften der verschiedenen...
Haben Sie sich jemals gefragt, wie Metallteile in verschiedene Formen gebogen werden? In diesem faszinierenden Artikel befassen wir uns mit der Kunst und Wissenschaft des Biegens beim Metallstanzen. Unser Experte...
Haben Sie schon einmal über die Kräfte nachgedacht, die beim Biegen eines Rohrs wirken? In diesem Artikel werden wir die faszinierende Welt der Rohrbiegemechanik erkunden. Unser erfahrener Maschinenbauingenieur wird...
Ein schmales und langes Werkstück zeichnet sich durch sein großes Verhältnis von Länge zu Breite aus und wird beim Biegen mit seiner kurzen Kante positioniert. Das häufige Problem, dass Werkstücke außerhalb der Toleranz liegen...
Haben Sie sich jemals gefragt, warum einige Lokomotivteile nicht direkt nach Konstruktionszeichnungen hergestellt werden können? In diesem Artikel wird die faszinierende Welt des Blechbiegens erkundet und es werden gängige Herausforderungen und innovative...