Konvexes Werkzeugdesign für kontinuierliche Präzisionsstempelungen
Stellen Sie sich eine Welt vor, in der Präzision und Effizienz in der Fertigung an erster Stelle stehen. Wie stellen Ingenieure sicher, dass jedes gestanzte Teil die anspruchsvollen Normen erfüllt, ohne dass die Kosten in die Höhe schnellen? Dieser Artikel befasst sich mit den Feinheiten der konvexen Werkzeugkonstruktion für kontinuierliche Präzisionsprägungen. Sie erfahren, wie man langlebige, kosteneffiziente Formen erstellt, die die Produktionsprozesse rationalisieren. Vom Verständnis der Strukturtypen bis hin zur Auswahl der richtigen Werkstoffe vermittelt dieser Leitfaden das notwendige Wissen, um die Leistung und Langlebigkeit von Formen zu verbessern. Entdecken Sie, wie strategische Konstruktionsentscheidungen Ihre Stanzvorgänge revolutionieren können.
Der Stempel ist eine der wichtigsten Komponenten von Stanzwerkzeugen, bei deren Konstruktion verschiedene Faktoren wie Aufbau, Installation, Verarbeitung, Material und Kosten eine Rolle spielen.
Eine korrekte, effektive, vernünftige und wirtschaftliche Konstruktion des Stempels kann nicht nur die Lebensdauer der Matrize verbessern, die Herstellungskosten senken und die Produktionskapazität erhöhen, sondern auch die Verarbeitung und Wartung erleichtern und die anschließende Stanzproduktion effizient und reibungslos gestalten.
Die Matrize gilt als die Mutter der Industrie und ist die Grundlage für die Gewährleistung von Fertigungsgenauigkeit und Qualität. Deutschland und Japan schätzen die Rolle und Bedeutung von Werkzeugen in Industrie und Wirtschaft sehr hoch ein.
Im Jahr 2002 produzierte Intel aufgrund der unzureichenden Technologie eines europäischen Lieferanten von Formen für Computeranschlüsse unqualifizierte Teile, die es einem von Taiwan finanzierten Unternehmen in Shenzhen ermöglichten, 11 Hochgeschwindigkeitsteile zu verwenden. Stanzpressen um das Terminal mehrere Monate lang Tag und Nacht zu produzieren, mit einem monatlichen Produktionswert von über $1 Milliarde NT. Dies war ein Wunder für eine Produktionsstätte mit mehr als 3.000 Beschäftigten.
Die Anwendung von kontinuierlichen Präzisionsstanzwerkzeugen in der modernen Teileproduktion nimmt zu, und ihre Bedeutung wird immer größer. Das Präzisionsstanzen von dünnen Materialien ist ein notwendiger Prozess für die Herstellung moderner elektronischer Teile, und die Stempelkonstruktion ist besonders wichtig.
Gestaltung des Lochers
1. Aufbau von Stanzformen
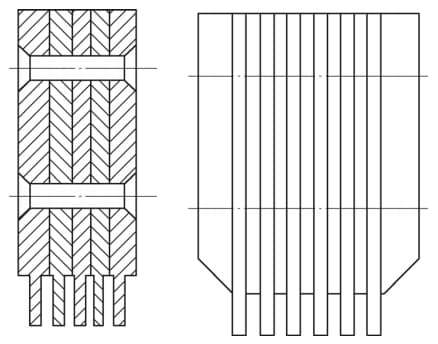
Die Struktur von Stempeln kann in zwei Typen unterteilt werden: Einsatz- und Integralstempel. Der Einsatztyp kombiniert mehrere kleine Stempel miteinander, aber sein Montagefehler ist relativ groß und unbequem für die Wartung, so dass er in modernen Hochgeschwindigkeitsmaschinen weniger verwendet wird. Stanzwerkzeuge.
Abbildung 1: Eingesetzte Stanzmatrize
Der Integralstempel hat vier Hauptstrukturtypen:
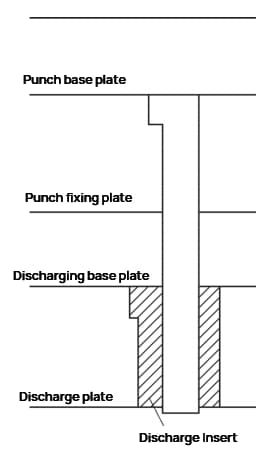
Schulterstempel (siehe Abbildung 2):
Abbildung 2: Schultertyp Stempelmatrize
Er war in der Vergangenheit weit verbreitet, mit einer großen Schneide und einem geraden Durchgang im unteren Teil. Die Schulter soll verhindern, dass der Stempel beim Entladen aus der festen Platte herausgezogen wird. Die Schulter ist asymmetrisch gestaltet, um Installationsfehler zu vermeiden.
Die Schulter macht jedoch die Demontage und Wartung umständlich, da der Stempel nur durch Demontage der Form entfernt werden kann, was die Präzision der Form stark beeinträchtigen würde.
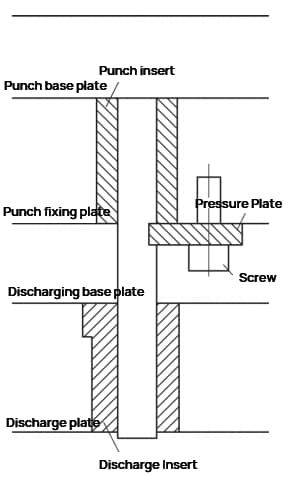
Durchgangsstempel (siehe Abbildung 3):
Abbildung 3: Gerade Durchstanzmatrize
Dieser Stempeltyp hat eine große Schneidkante und ist eine Verbesserung des Schulterstempels. Er hat keinen Schulterteil mehr, und die Schneide hat die gleiche Form und Größe wie der feste Teil. Durch diese Verbesserung wird die Anwendungsrate von Durchgangsstempeln erhöht.
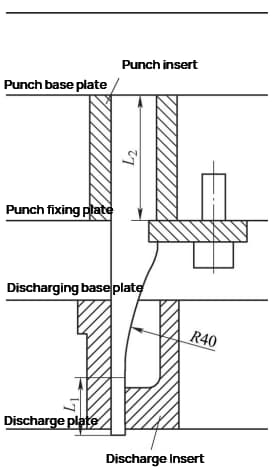
Verstärkter Stempel (siehe Abbildung 4):
Abbildung 4: Verstärkte Stanzmatrize
Mit der zunehmenden Präzision der modernen Matrizenherstellung wird die Größe der Schneide im unteren Teil kleiner, und die Steifigkeit und Festigkeit des Durchgangsstempels sind schwach. In der Vergangenheit wurden häufig Stempelhülsen hinzugefügt.
Um die Steifigkeit und Festigkeit des Stempels zu verbessern, ist im unteren Teil ein gerader Durchgang L1 (6-10 mm) vorgesehen, und die Mitte ist mit einem Bogen R40 mm (dem Mindestradius der optischen Schleifscheibe) verstärkt.
Der obere Einbauteil ist zur einfachen Wartung und Verschiebung als Rechteck ausgeführt. Da ein Schlitz für die Druckplatte vorhanden ist, um eine Fehlausrichtung zu verhindern, ist keine zusätzliche Ausrichtungssperre erforderlich.
Bei der Konstruktion ist es am besten, die Schneidkante nahe an den Seiten des verstärkten Stempels zu platzieren, um den Einbau und die Positionierung zu erleichtern und die Verarbeitungsschwierigkeiten und Kosten zu reduzieren. Verstärkte Stempel sind derzeit die am häufigsten verwendete Stempelstruktur.
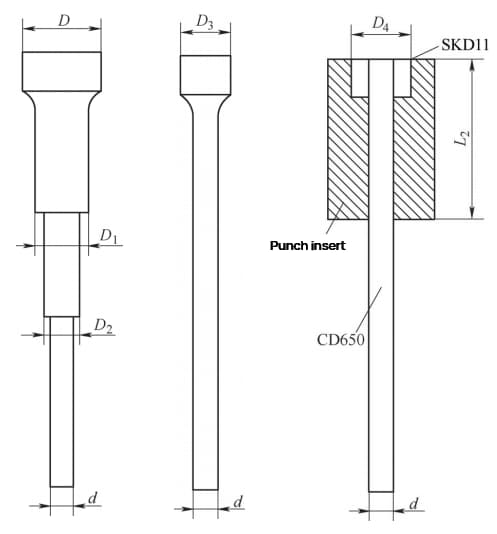
Rundstempel (siehe Abbildung 5):
Der runde Stempel ist weit verbreitet und wird in fast jedem Matrizensatz verwendet. Wenn der Durchmesser des Stempels sehr klein ist, ist es schwierig, mehrachsige Schulterstempel und einachsige Schulterstempel herzustellen.
Der Stempel mit dem klebrigen Kopf schneidet den kleinen Durchmesser Stanzmaterial (CD650) auf die erforderliche Länge und verwendet einen legierten Formstahl (SKD11) zur Herstellung einer Hülse außerhalb des Einbauteils.
Die beiden Teile werden mit anaerobem Klebstoff zusammengeklebt, so dass die gleiche Wirkung wie bei einem einachsigen Rundstempel mit Schulter erzielt wird, allerdings zu einem Preis von weniger als 1/3. Da sich der runde Stempel bei der Wartung nicht verschieben lässt, wird häufig ein rechteckiges Stempel-Einsatzstück entworfen und auf den Stempel aufgesetzt.
2. Feste Installationsmethoden von Stempeln
Die Installation der Stanzform erfolgt auf der festen Platte, die sowohl für die Positionierung als auch für die Befestigung erforderlich ist. Die Positionierung der Stanzform wird durch die Kombination der Stanzform und der Löcher auf der festen Platte erreicht.
Die Befestigung kann durch hängende Schultern, Bolzen, Nieten, Epoxidharzkleber, seitliche Stifte, horizontale Stifte und Druckplatten erfolgen.
Bei einem geraden Durchgangsstempel muss aufgrund seiner unregelmäßigen Form ein zusätzlicher rechteckiger Stempeleinsatz an der Einbaustelle angebracht werden.
Die feste Platte hat einen gewissen Abstand zwischen der festen Position der Stanzform und der Arbeitsposition der Stanzformkante, was leicht dazu führen kann, dass die Stanzform instabil wird und versagt.
Wenn der Rand der Stempelmatrize zu klein ist, ist eine normale Produktion nicht möglich. Wenn die Stanzmatrize zu einer Druckplatte für die Befestigung gemacht wird, sollte ein Auslaufeinsatz hinzugefügt werden. Wenn die Stanzmatrize durch den Entladeeinsatz läuft, um das Stanzen mit der Matrize durchzuführen, kann der Entladeeinsatz die Stanzmatrize in die Matrize führen, um die Stanzmatrize vor seitlichen Kräften zu schützen.
Das einseitige Spiel zwischen der Matrize und dem Entladungseinsatz beträgt 0,003-0,005 mm oder sogar weniger. Wenn die Matrize in Betrieb ist, liegt der Ausstoßeinsatz etwa 3 mm frei, was nicht leicht zu beschädigen ist. Die Größe der Einbauposition des Stempels ist so ausgelegt, dass sie gleich oder etwas kleiner ist als die Größe des quadratischen Lochs auf der festen Platte.
Die Nut der Druckplatte liegt 0,02-0,05 mm tiefer als die feste Platte, so dass die Stanzform ein wenig Spielraum innerhalb der festen Platte hat. Die genaue Positionierung hängt vom Ausstoßeinsatz ab, wodurch eine Beeinträchtigung zwischen der festen Platte und dem Ausstoßeinsatz vermieden wird.
Da der Positionierungspunkt des Ausstoßeinsatzes die Arbeitsposition des Stempelrandes ist, ist die Wirkung optimal. Entfernen Sie die Schrauben der Druckplatte und ziehen Sie die Druckplatte heraus, um die Stanzmatrize zu entfernen.
Die Demontage der Stanzform ist bequem und ermöglicht eine schnelle Wartung und Reparatur der Stanzform.
3. Materialauswahl für die Stanzform
Die Stempelmatrize sollte eine gewisse Schlagkraft aushalten und gleichzeitig eine hohe Verschleißfestigkeit aufweisen.
Daher sollte ein hochharter Werkstoff mit einer gewissen Zähigkeit gewählt werden. Bei kontinuierlichen Präzisionsstanzwerkzeugen ist die Materialauswahl für die Stanzform ist sogar noch wichtiger, um ihre Massenproduktionsfähigkeit zu erreichen.
Herkömmliche Stempelwerkstoffe wie Cr12MoV, Cr12 und SKD11 können nur zur Herstellung von Schablonen oder Einsätzen in kontinuierlichen Präzisionsstempeln verwendet werden.
Das am häufigsten verwendete Material für Stempelwerkzeuge in kontinuierlichen Präzisionsstanzwerkzeugen ist der ausländische Wolframstahl CD650, der eine hohe Oberflächenqualität aufweist, extrem verschleißfest ist und eine maximale Härte von 90HRA hat.
Das am zweithäufigsten verwendete Material ist das ausländische hochchromhaltige Molybdän-Vanadium-Pulver ASP-23, dessen beste Härte bei etwa 63 HRC liegt.
4. Verarbeitungsmethoden für Stanzformen
Die unregelmäßige Form von Durchgangsstempeln wird in der Regel durch langsames Drahtschneiden mit einem Schnitt und einer oder zwei Reparaturen bearbeitet.
Obwohl das langsame Drahtschneiden eine hohe Bearbeitungsgenauigkeit aufweist, kann die dünne Oxidschicht, die sich bei hohen Temperaturen auf der Oberfläche bildet, diese ebenfalls beeinträchtigen, was zu einer Maßgenauigkeit von ±0,003 mm führt.
Stanzformen mit hängenden Schultern werden mit einer normalen kleinen Flachschleifmaschine (G) bearbeitet, und es sollte darauf geachtet werden, dass die hängende Schulter an einer Stelle angebracht wird, die die Bearbeitung nicht beeinträchtigt.
Verstärkte Stanzformen werden mit einer optischen Schleifmaschine (PG) bearbeitet, die teurer ist. Mit den beiden letztgenannten Bearbeitungsmethoden kann eine Maßgenauigkeit von ±0,002 mm erreicht werden.
Schlussfolgerung
Bei Präzisionsstanzwerkzeugen für die Endlosfertigung werden hohe Anforderungen an die Lebensdauer der Werkzeuge gestellt. Die Lebensdauer von Stanzwerkzeugen für kleine Elektronik- und Kommunikationsgeräte muss in der Regel 100kk (100 Millionen) Hübe erreichen, während die Lebensdauer von Terminalwerkzeugen 500kk (500 Millionen) Hübe erreichen muss.
Bei der Konstruktion der Stanzform sollten verschiedene Faktoren wie Produktpräzision, Produktionsziele, Lebensdauer der Form, Verarbeitungsschwierigkeiten, Wartungsfreundlichkeit und wirtschaftliche Leistung umfassend berücksichtigt werden.
Durch eine korrekte, vernünftige und flexible Gestaltung der Stanzform entsprechend der tatsächlichen Situation können die Anforderungen an die Produktqualität erfüllt, zeitnahe Verbesserungen ermöglicht und eine reibungslose Produktion gewährleistet werden.
Vergessen Sie nicht: Teilen ist wichtig! : )
Teilen Sie
Facebook
Twitter
LinkedIn
Reddit
VK
E-Mail
Drucken
Autor
Shane
Gründerin von MachineMFG
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals über den Unterschied zwischen Rockwell- und Brinell-Härteskalen gewundert? In diesem Artikel tauchen wir in die Welt der Materialhärteprüfung ein und erläutern die wichtigsten Unterschiede zwischen...
Haben Sie jemals über die unbesungenen Helden nachgedacht, die unsere Maschinen zusammenhalten? In diesem Artikel erkunden wir die faszinierende Welt der mechanischen Verbindungen, von der einfachen Niete bis zur mächtigen Schweißnaht....
Haben Sie sich jemals gefragt, was diese Zahlen auf Blechen bedeuten? In diesem Artikel tauchen wir in die Welt der Blechlehre ein und entmystifizieren diesen wesentlichen Aspekt der Metallbearbeitung....
Haben Sie sich schon einmal gefragt, wie Sie ein erfolgreiches Metallprägeprojekt sicherstellen können? In diesem Blogbeitrag gehen wir auf die kritischen Faktoren ein, die über Erfolg oder Misserfolg Ihres Stanzprozesses entscheiden können....
Die Entscheidung zwischen einer elektrischen und einer hydraulischen Abkantpresse kann die Effizienz und die Kosten Ihres Unternehmens erheblich beeinflussen. Elektrische Abkantpressen bieten überlegene Energieeinsparungen, Umweltvorteile und höhere Arbeitsgeschwindigkeiten, während...
Sind Sie neugierig auf die Möglichkeiten des Laserschneidens? In diesem umfassenden Leitfaden tauchen wir in die Welt der Laserschneidgeschwindigkeiten und -dicken für verschiedene Metalle ein. Unser erfahrener Maschinenbauingenieur wird...
Haben Sie sich jemals über die verborgene Welt der Z-Purlinen gewundert? In diesem fesselnden Artikel führt Sie unser erfahrener Maschinenbauingenieur durch die Feinheiten der Berechnung des Gewichts von Z-Purlinen. Entdecken Sie, wie...
Haben Sie sich jemals über die verborgene Welt des H-Träger-Stahls gewundert? In diesem fesselnden Artikel lüften wir die Geheimnisse hinter diesen wichtigen Bauteilen. Unser erfahrener Maschinenbauingenieur führt Sie...
Haben Sie sich jemals über das Gewicht dieser gemusterten Stahlplatten gewundert, die Sie jeden Tag sehen? In diesem Blogbeitrag tauchen wir ein in die faszinierende Welt der Riffelbleche....
Fällt es Ihnen schwer, genaue Blechteile zu entwerfen? Entschlüsseln Sie die Geheimnisse des K-Faktors, eines entscheidenden Konzepts in der Blechfertigung. In diesem Artikel entmystifiziert unser erfahrener Maschinenbauingenieur...
Haben Sie sich jemals gefragt, wie Sie den perfekten I-Träger für Ihr Bau- oder Fertigungsprojekt auswählen? In diesem Blog-Beitrag führt Sie unser erfahrener Maschinenbauingenieur durch den Prozess...
Haben Sie sich jemals gefragt, welches Kabel besser ist: Kupfer oder Aluminium? In diesem Artikel werden Kupfer- und Aluminiumkabel ausführlich verglichen und ihre Vor- und Nachteile herausgestellt. Von der Widerstandsfähigkeit...