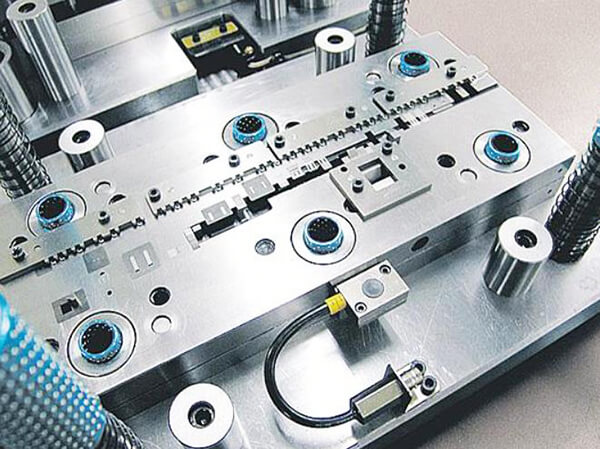
Mit der kontinuierlichen Verbesserung des Lohnniveaus in der Stanzindustrie ist die Senkung der manuellen Herstellungskosten für die Stanzerei zu einer dringenden Aufgabe für die Eisenwarenhersteller geworden. Die am häufigsten verwendete Methode, um dies zu erreichen, ist die Verwendung von kontinuierlichen Stanzwerkzeugen.
Die Endloswerkzeugtechnologie ist ein effektiver Weg, um eine kostengünstige und effiziente automatische Stanzanlage zu errichten. Allerdings stellen die Präzision und die Komplexität der Komponenten, die für das kontinuierliche Stanzen erforderlich sind, eine gewisse Herausforderung dar.
Die Konstruktion von Endloswerkzeugen erfordert mehr Detailgenauigkeit als bei allgemeinen Stanzwerkzeugen, da die Präzision entscheidend ist. Dies spiegelt sich vor allem in den folgenden Aspekten wider:
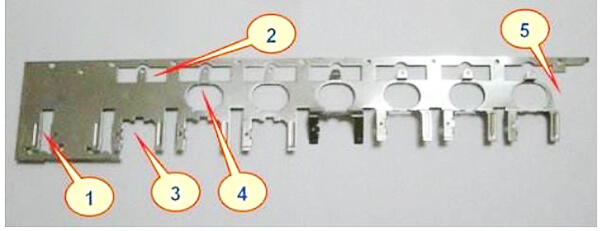
(1) Wenn es viele Stanzlöcher gibt, sollte die Länge des kleinen Stempels nicht zu groß sein.
Mehrfachstempel können mit Stempeln unterschiedlicher Höhe ausgestattet werden, um eine Stufenmatrize zu schaffen, die dazu beiträgt, den Stanzdruck zu verteilen und die Belastung der Stempel zu verringern.
Es ist jedoch zu beachten, dass bei der Verwendung von gestuften Stempeln die kleineren Stempel kürzer und die größeren Stempel länger sein müssen, um eine ausreichende Steifigkeit zu gewährleisten. Der Unterschied zwischen den beiden sollte der Höhe (Blechdicke) entsprechen.
Bei Verwendung der Stufenmatrize wird empfohlen, zuerst das größere Loch und dann das kleinere Loch zu stanzen. Dadurch wird verhindert, dass das Material beim Stanzen des größeren Lochs den kleineren Stempel zusammendrückt und dieser aufgrund mangelnder Steifigkeit bricht.
(2) Die Durchlaufmatrize ist mit Stufeneinstellvorrichtungen, wie z.B. Materialrückhalt und Seitenrand, so weit wie möglich auszustatten.
Um den gleichmäßigen Schrittabstand eines Endloswerkzeugs beim Stanzen eines Werkstücks zu gewährleisten, ist eine genaue Positionierung des Bandes entscheidend. Zu den häufig verwendeten Positionierungsvorrichtungen in Endloswerkzeugen gehören feste Haltestifte, Führungsstifte, Führungsplatten, Seitenkanten usw.
Während des Stanzens sollte die Vorpositionierung mit Hilfe von festen Haltestiften erfolgen, während die in der Matrize installierten Führungsstifte für die korrekte Positionierung des Bandes während des Stanzens verwendet werden sollten. Die Seitenkanten hingegen steuern den Vorschubweg des Bandmaterials in jedem Schritt.
Die Länge der Seitenkante muss gleich der Stufenlänge plus 0,05-0,5 mm sein, je nach Materialstärke.
(3) Der Führungsstift (Führungsnadel) der kontinuierlichen Matrize sollte nicht zu lang sein
Eine gute Positioniervorrichtung ist für die Steuerung des Zuführungsschritts in einem kontinuierlichen Werkzeug unerlässlich.
Zu den üblicherweise verwendeten Positionierungsvorrichtungen gehören Führungsstifte, Anfangsstifte, Seitenkanten und andere.
Der Führungsstift ist eine weit verbreitete Methode zur Präzisionspositionierung in Endloswerkzeugen. Wenn er mit einem Sensor zur Erkennung von Fehlauslieferungen verwendet wird, kann er auch einen Alarm auslösen und das Werkzeug abschalten, um es zu schützen. Daher wird er häufig in kontinuierlichen Stanzwerkzeugen eingesetzt.
Bei hochpräzisen kontinuierlichen Stanzwerkzeugen wird häufig eine Vorstanzung durchgeführt, gefolgt von der Verwendung eines Führungsstiftes, um die Spule bei jedem Schritt zu führen. Der Durchmesser des Führungsstifts beträgt in der Regel etwa 1,2 bis 6 mm.
Es ist wichtig zu beachten, dass die Länge des Führungsstifts nicht zu lang sein sollte und die Länge, die in das Führungsloch eintritt, nicht zu groß sein sollte, da dies zu einer schlechten Zuführung der Matrize, des Bandes und anderen Problemen führen kann.
Daher ist die Länge des geraden Körpers des Führungsbolzens des kontinuierlichen Prägestempel sollte die Dicke der mit dem Führungsstift befestigten Schalung plus die Dicke des einen Materials sein.
(4) In der kontinuierlichen Form und anderen automatischen Stanzformen ist es nicht geeignet, Urethan und Polyhelium-Ester-Kautschuk als Abstreifelemente zu verwenden.
Die kontinuierliche Matrize ist eine hocheffiziente Produktionsmatrize mit einer Lebensdauer von 500.000 bis 5 Millionen Zyklen und einer Stanzgeschwindigkeit von über 40 Mal pro Minute.
Bei der Verwendung von elastischen Elementen wie Urethan oder Polyurethan zur Entlastung besteht die Gefahr einer unzureichenden Entlastungskraft und einer unzuverlässigen Leistung aufgrund ihrer begrenzten Lebensdauer.
Um einen zuverlässigen und normalen Betrieb der kontinuierlichen Matrize zu gewährleisten und gleichzeitig den Wartungsaufwand zu verringern, wird die Verwendung von eine Feder mit einer hohen Lebensdauer als Entladeelement.
(5) Die komplexe oder schlanke Form in der kontinuierlichen Stanzform sollte nicht auf einmal ausgestanzt werden
Es ist nicht ratsam, eine komplexe und schlanke Form in einem Arbeitsgang mit einem Endloswerkzeug auszustanzen. Wenn möglich, sollte der Prozess in mehrere Schritte aufgeteilt und in Etappen gestanzt werden. Diese Vorgehensweise kann die Bearbeitung der Matrizenöffnung erleichtern, die Lebensdauer der Matrize verlängern, die Reparatur der Matrize erleichtern und die Produktionseffizienz verbessern.
(6) Leere Schritte sind im Entwurf reserviert, um die Fehlersuche und die Änderung der Form zu erleichtern.
Bei der Konstruktion von kontinuierlichen Ziehteilen oder Produkten mit instabiler Formgröße kann die Konstruktion einer leeren Station nicht ignoriert werden.
Für diese Art der MatrizeBei der Planung der Layout-Zeichnung werden nach dem ersten Zeichnen und Umformen oft ein oder zwei leere Stationen belassen, um eine gewisse Flexibilität für notwendige Änderungen und Anpassungen nach dem Formtest zu gewährleisten.
Für Stopfbuchsenteile wird eine leere Station zwischen der ersten und der zweiten Zeichnung platziert.
Wenn die Stempel- oder Matrizenöffnung zu nahe ist, sollte außerdem ein Platz im Layout reserviert werden, um die Strukturen wie Stempel, Matrizeneinsatz, kleine Matrizenbasis und Sinterkarbid einfügen.
Zwischen der Formgebungsstufe und der letzten Stanzstufe ist eine leere Station vorgesehen, um den Einbau der Matrize und der Auslaufplatte zu erleichtern und die Festigkeit der Matrize zu verbessern.
(7) Anti-Späne-Sprung-Design
Das kontinuierliche Stanzen ist ein Verfahren, bei dem Produkte kontinuierlich gestanzt werden, insbesondere wenn mehrere Stanz- und Beschneidevorgänge beteiligt sind.
Um ein Zerdrücken des Produkts zu verhindern und die Stabilität der Matrize zu gewährleisten, ist während des Stanzvorgangs in der Regel eine Anti-Sprung-Abfallstruktur erforderlich.
Vor allem aus den folgenden Punkten:
- Der Stempel hat eine spezielle Form, die die Haftung des Abfalls an der Messerschneide erhöhen kann;
- Blasloch für Locher hinzufügen;
- Die Messerschneide muss die Form eines V oder eines Schwalbenschwanzes haben. Spannen;
- Angemessener Freiraum für die Ausblendung, um das Überspringen zu reduzieren;
- Abfallabsaugvorrichtung in der Form.
(8) Der Träger des kontinuierlichen Modus kann nicht verformt werden.
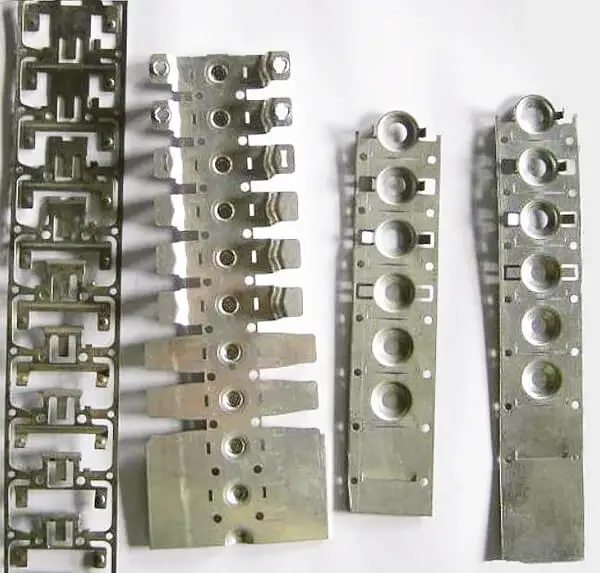
In einer kontinuierlichen Matrize werden die Werkstücke aus jedem Prozess mit überlappenden Materialüberschüssen als Träger weitergegeben.
Während der letzten StanzprozessIn der Regel werden die Werkstücke von den Bandmaterialien getrennt.
Die Überlappung, die als Träger in kontinuierlichen Werkzeugen verwendet wird, wird als Träger von kontinuierlichen Modulen bezeichnet.
Die üblichen Trägerformen, die bei Endloswerkzeugen verwendet werden, sind Randträger, Zwischenträger, doppelseitige Träger, einseitige Träger und andere.
Der Kantenmaterialträger wird verwendet, um ein Führungsloch an der Restmaterialkante des Werkstücks zu stanzen, das bei der Lokalisierung hilft Formgebungsverfahren wie Tiefziehen und Biegen.
Träger haben die Vorteile einer einfachen Konstruktion, Zuverlässigkeit und Materialersparnis, weshalb sie weit verbreitet sind.
Der mittlere Träger schneidet den größten Teil des Materials um das Werkstück herum entlang des Bandes und lässt nur eine kleine Menge an Verbindungsmaterial in der Mitte des Bandes zurück. Dieser Träger hat jedoch eine geringe Steifigkeit und eine geringe Stabilität beim kontinuierlichen Stanzen.
Ein doppelseitiger Träger ist so konstruiert, dass möglichst wenig Material auf beiden Seiten des Bandes verbleibt, während die Steifigkeit erhalten bleibt und eine Verformung vermieden wird. Diese Art von Träger wird in der Regel für das kontinuierliche Stanzen von dünnen Materialien und Werkstücken mit großen Vorschubabständen verwendet.
Ein einseitiger Träger hingegen lässt nur eine kleine Menge Material auf einer Seite des Werkstücks zurück. Er hat jedoch eine geringe Steifigkeit und ist nur für das kontinuierliche Stanzen von Werkstücken mit dickem Material und kleinen Vorschubabständen geeignet.
Da kontinuierliche Werkzeuge eine hohe Schrittgenauigkeit erfordern, muss sichergestellt werden, dass der Träger steif und verformungsfrei bleibt, um die Maßgenauigkeit zu erhalten und die Arbeitsstabilität zu verbessern. Daher ist die Konstruktion des Trägers ein kritischer Aspekt der kontinuierlichen Werkzeugkonstruktion.
Um sicherzustellen, dass der Träger eine ausreichende Festigkeit und Steifigkeit aufweist, wird die Überlappung oft entsprechend vergrößert. In Fällen, in denen ein einseitiger Träger keine ausreichende Festigkeit aufweist, können stattdessen doppelseitige Träger oder Zwischenträger entworfen werden.
Um zu verhindern, dass sich die Verformung des Werkstücks auf den Träger auswirkt, wird zusätzlich eine Prozesskerbe zwischen Träger und Werkstück gestanzt, um sie zu trennen.
(9) Schnelle Demontage und Schutz der Teile
Bei der Konstruktion eines kontinuierlichen Werkzeugs ist es besonders wichtig, eine schnelle Demontage der Teile und die Verwendung von Standardteilen zu gewährleisten, um Fehler zu vermeiden.
Um eine schnelle Reparatur der Formen zu ermöglichen, wird bei der kontinuierlichen Wartung in der Regel nicht der gesamte Formsatz aus der Maschine entfernt. Stattdessen werden nur die Komponenten und Schablonen, die repariert werden müssen, einzeln entfernt, wenn die Maschine angehalten wird. Daher ist es von entscheidender Bedeutung, eine Struktur für die schnelle Demontage zu entwerfen.
Beim Austausch von Teilen und Schablonen kommt es häufig vor, dass Teile versehentlich eingebaut oder Schablonen falsch ausgerichtet werden, wodurch die Form beschädigt werden kann. Daher ist es wichtig, auf die Anti-Dummheit der Teile und Schablonen zu achten, um solche Fehler zu vermeiden.
Schlussfolgerung
Der obige Text enthält einige persönliche Erfahrungen mit der Gestaltung von Formen. Wenn Sie sich für Stanzformen interessieren und mit Herausforderungen bei der Herstellung von Beschlägen konfrontiert sind, können Sie gerne unten Ihre Kommentare hinterlassen.