Tabelle und Berechnungsformel für die Bohrgeschwindigkeit
Wie wäre es, wenn Sie Ihre Bohreffizienz optimieren und die Standzeit Ihrer Werkzeuge mit nur ein paar wichtigen Einstellungen verlängern könnten? In diesem Artikel werden die wichtigsten Bohrgeschwindigkeitsdiagramme und Formeln für Kohlenstoff- und Edelstahl untersucht. Wenn Sie diese kritischen Faktoren verstehen, können Sie die Präzision und Produktivität Ihrer Bearbeitungsprozesse verbessern. Hier erfahren Sie, wie Sie die richtige Bohrgeschwindigkeit auswählen, die idealen Parameter berechnen und mit jedem Bohrer hervorragende Ergebnisse erzielen können. Machen Sie sich bereit, Ihre Vorgehensweise beim Bohren zu ändern und neue Ebenen der Effizienz und Genauigkeit zu erschließen.
Zusammenfassend lässt sich sagen, dass die Optimierung Ihrer Bohrgeschwindigkeit entscheidend für effizientes und kostengünstiges Bohren ist. Mit Hilfe unseres Bohrgeschwindigkeitsdiagramms und der Berechnungsformel von machinemfg.com können Sie das Rätselraten aus der Gleichung nehmen und maximale Effizienz erreichen.
Durch die Wahl der richtigen Bohrgeschwindigkeit können Sie den Werkzeugverschleiß verringern, die Bohrgeschwindigkeit erhöhen und die Qualität Ihres Werkstücks verbessern. Warum sollten Sie sich also mit minderwertigen Ergebnissen zufrieden geben, wenn Sie hervorragende Ergebnisse erzielen können?
Nutzen Sie unsere Bohrgeschwindigkeitstabelle und Berechnungsformel, um Ihren Bohrprozess auf die nächste Stufe zu heben. Vielen Dank fürs Lesen und viel Spaß beim Bohren!
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wer die Top-Player in Chinas Bohrmaschinenindustrie sind? Dieser Artikel stellt die führenden Hersteller vor, die den Markt dominieren, und hebt ihre Innovationen, ihre umfangreiche Produktpalette und...
Stellen Sie sich vor, Sie schneiden Metall mit einer so hohen Präzision, dass Sie Zeit und Kosten sparen. Hochgeschwindigkeitsschneidwerkzeuge revolutionieren die Fertigung, indem sie genau diese Möglichkeit bieten. Dieser Artikel befasst sich mit den Materialien...
Haben Sie sich jemals gefragt, wie winzige Löcher mit solcher Präzision in Metall gebohrt werden? Dieser Artikel erforscht die faszinierende Welt des Bohrens und enthüllt die Geheimnisse hinter den verschiedenen Bohrern und...
Haben Sie sich jemals gefragt, wie winzige Löcher in Metallteilen so präzise hergestellt werden? In diesem Artikel wird die faszinierende Welt der Lochbearbeitung erkundet und das Bohren, Reiben, Senken und Aufbohren behandelt. Erfahren Sie, wie jede...
Wie können Hersteller die Herausforderungen beim Bohren tiefer Löcher mit Präzision und Effizienz bewältigen? Dieser Artikel taucht in die Welt der Tieflochbohrwerkzeuge ein und untersucht verschiedene Typen und ihre...
Haben Sie bei Ihren Metallbearbeitungsprojekten schon einmal Schwierigkeiten gehabt, perfekte Bohrergebnisse zu erzielen? In diesem Artikel werden die wesentlichen Schneidparameter für verschiedene Werkstoffe aufgeschlüsselt und wichtige Erkenntnisse zur Auswahl...
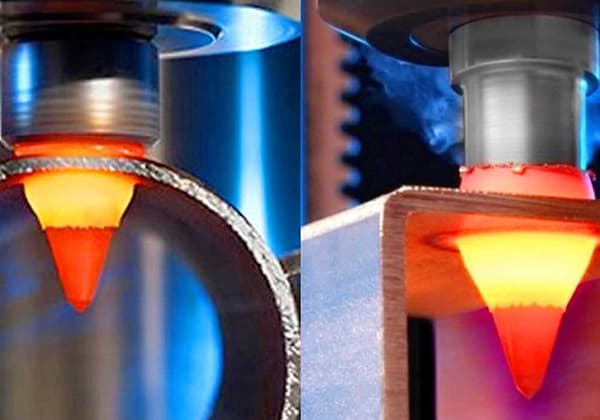
Stellen Sie sich vor, Sie bohren in Sekundenschnelle durch Metall, ohne Rückstände zu produzieren oder zusätzliche Ausrüstung zu benötigen. Willkommen in der Welt des thermischen Schmelzbohrens. Diese innovative Technik nutzt Hochgeschwindigkeitsrotation und intensive...
Haben Sie sich jemals gefragt, wie die Giganten der Werkzeugmaschinenindustrie unsere Welt gestalten? In diesem Artikel stellen wir Ihnen die sechs größten Werkzeugmaschinenhersteller in den Vereinigten Staaten vor. Sie werden entdecken...
In diesem Artikel befassen wir uns mit den wichtigsten Formeln für Trigonometrie, Schnittgeschwindigkeit, Vorschubraten und mehr. Sie erhalten praktische Einblicke, um Ihre Bearbeitungseffizienz und -genauigkeit zu verbessern. Machen Sie sich bereit, die...