Wie sich die Laserleistung auf das Schweißen auswirkt: Erläutert
Was bestimmt die Qualität und Effizienz einer Schweißnaht? Beim Laserschweißen ist die Leistungseinstellung entscheidend. In diesem Artikel wird erläutert, wie sich die Laserleistung auf das Schweißergebnis auswirkt, von der Einbrandtiefe bis zur Schweißgeschwindigkeit. Der Leser erfährt die Grundlagen des Laserschweißens, den Zusammenhang zwischen Leistung und Schweißqualität sowie praktische Tipps zur Optimierung von Schweißprozessen. Machen Sie sich bereit, die Wissenschaft zu verstehen, die perfekte Schweißnähte formt, und verbessern Sie Ihre Schweißfähigkeiten.
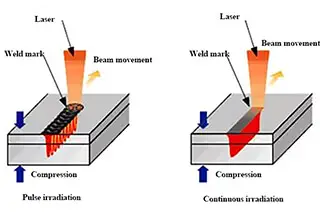
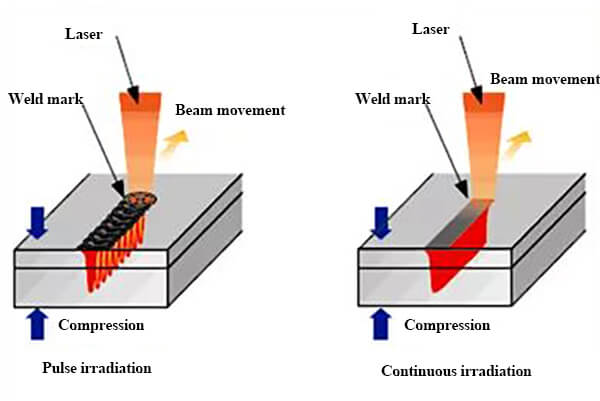
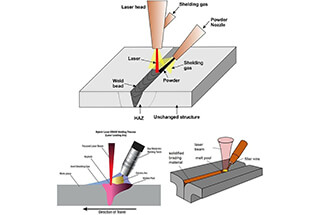
Abb. 1 Schematische Darstellung der gepulstes Laserschweißen und kontinuierliches Laserschweißen
2. Auswahl der Laserleistung P
Die Wahl von P (Laserleistung) hängt von der Dicke des Blechs ab. P bestimmt die Leistungsdichte des Punktes und beeinflusst sowohl die Eindringtiefe als auch die Schweißgeschwindigkeit.
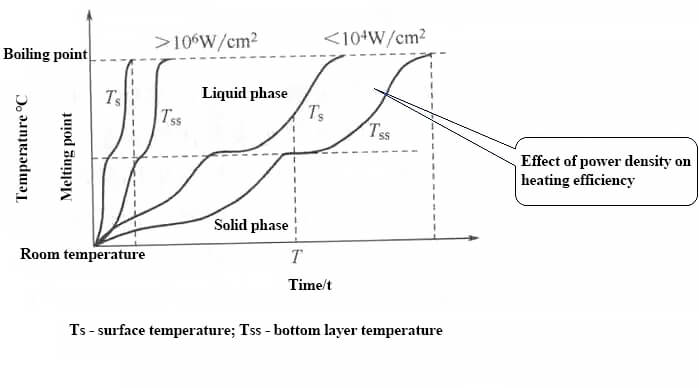
Abb.2 Kurve der Leistungsdichte und der Metalltemperatur mit der Zeit
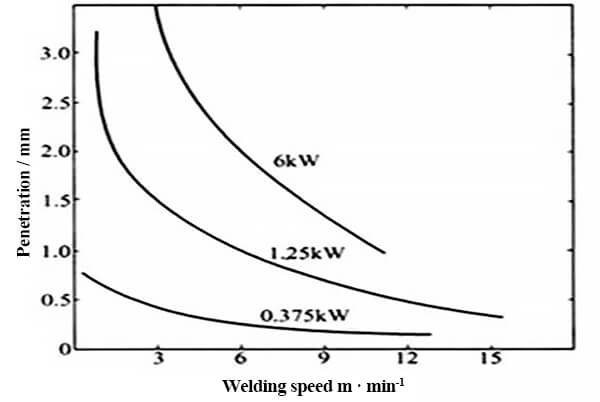
3. Auswirkung der Laserleistung auf die Penetration
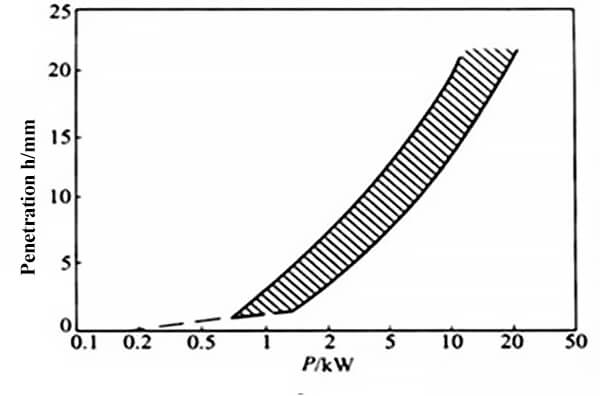
Wie in der Abbildung dargestellt, ist die Eindringtiefe umso größer, je größer die Leistung (P/kw) ist, und umgekehrt.
Abb. 3 Zusammenhang zwischen Laserdurchdringung und Leistung
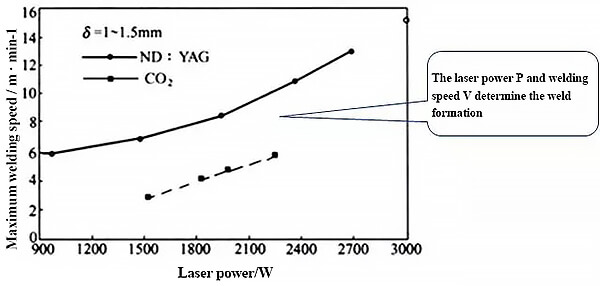
4. Einfluss der Laserleistung auf die Schweißgeschwindigkeit
Ergänzende Wissenspunkte:
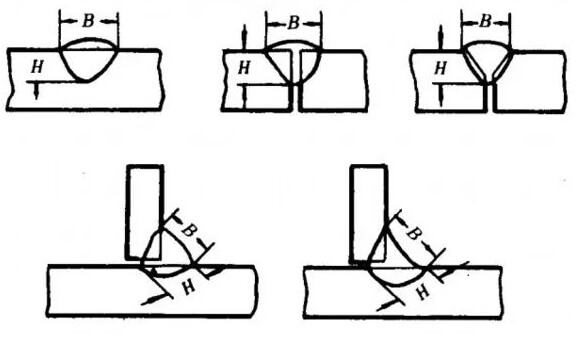
Der Formfaktor einer Schweißnaht ist in GB/T3375-1994 definiert als das Verhältnis zwischen der Schweißnahtbreite (B) und der berechneten Schweißnahtdicke (H) im Querschnitt einer einzelnen Schweißnaht (φ = B/H), wie in Abbildung 4 dargestellt.
Ein kleiner Formfaktor führt zu einer schmalen und tiefen Schweißnaht. In der Mitte der Schweißnaht kommt es jedoch aufgrund der regionalen Seigerung zu einer höheren Konzentration von Verunreinigungen und einer schlechteren thermischen Rissbeständigkeit. Daher sollte der Formfaktor nicht zu klein sein.
Zum Beispiel sollte der Formfaktor der Schweißnaht größer als 1,3 sein, d. h. die Breite der Schweißnaht sollte mindestens das 1,3-fache der berechneten Dicke der Schweißnaht betragen.
Abb. 4 Laserleistung und Geschwindigkeit bestimmen die Schweißnahtbildung
Abb. 5 Zusammenhang zwischen Schweißgeschwindigkeit und Laserleistung
5. Beziehung zwischen Laserleistung, Schweißgeschwindigkeit und Eindringtiefe
Abb. 6 Veränderungen des Einbrandes und der Schweißgeschwindigkeit von kohlenstoffarmem Stahl bei unterschiedlichen Leistungen
Zusammenfassung:
Die Laserschweißleistung bestimmt die Leistungsdichte des Schweißpunktes und steuert die Eindringtiefe und die Schweißgeschwindigkeit. Mit zunehmender Laserleistung nehmen sowohl die Schweißgeschwindigkeit als auch die Einbrandtiefe zu.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, ob die Laserleistung auf Ihrem Handschweißgerät korrekt angegeben ist? Dieser Artikel befasst sich mit dem weit verbreiteten Problem der falschen Kennzeichnung von Handlasergeräten...
Haben Sie sich schon einmal gefragt, wie Laserschweißen die Metallbearbeitung verändert? In diesem Artikel werden die Geheimnisse des Laserschweißens gelüftet, wobei der Schwerpunkt auf den entscheidenden Parametern liegt, die Präzision und Festigkeit gewährleisten. Von der Einstellung der Laserleistung bis...
Stellen Sie sich vor, Sie schweißen Fahrzeugrahmen, Stromversorgungsbatterien, Flugzeughüllen und Schiffsrümpfe punktgenau und mit unglaublicher Geschwindigkeit. Die Laserschweißtechnik revolutioniert diese Branchen, indem sie stärkere, leichtere und...
Stellen Sie sich vor, Sie schweißen mit einem Präzisionswerkzeug, das das Metall nicht einmal berührt. Remote Laser Welding (RLW) nutzt die Leistung von Faserlasern, um den Schweißprozess zu revolutionieren und bietet unübertroffene Geschwindigkeit,...
In der sich schnell entwickelnden Welt des Laserschweißens ist Innovation der Schlüssel. Da die Hersteller die Grenzen des Möglichen immer weiter hinausschieben, heben sich eine Handvoll Unternehmen als Marktführer in diesem Bereich hervor....
Stellen Sie sich vor, Sie schweißen Metall mit einem Lichtstrahl - präzise, schnell und fast magisch. Das ist Laserschweißen, eine Technologie, die die Fertigung revolutioniert. In diesem Artikel werden wir die grundlegenden Prinzipien des Laserschweißens...
Welchen Einfluss hat der Fokus eines Lasers auf die Qualität und Effektivität des Schweißens? Diese faszinierende Frage befasst sich mit dem kritischen Zusammenhang zwischen Laserdefokus und Schweißleistung. Durch Erforschung...
Die Wahl des richtigen Laserschweißverfahrens kann sich dramatisch auf Ihre Fertigungseffizienz und Produktqualität auswirken. Haben Sie sich jemals gefragt, ob kontinuierliches oder gepulstes Laserschweißen für Ihre Bedürfnisse besser ist?...
Stellen Sie sich ein Schweißverfahren vor, das so präzise und leistungsstark ist, dass es Werkstoffe mit minimalem Verzug und unvergleichlicher Festigkeit verbinden kann. Das ist das Versprechen des Laser-Tiefschweißens. In diesem...