Schweißnahtformung: Einfluss von Richtung und Winkel
Welchen Einfluss haben Schweißrichtung und -winkel auf die Schweißnahtbildung? Das Verständnis dieser Faktoren ist entscheidend, um eine optimale Schweißnahtqualität zu erreichen. In diesem Artikel werden die grundlegenden Konzepte von Schweißrichtung und -winkel, ihre Auswirkungen auf die Schweißnahtbildung und praktische Anwendungen für verschiedene Schweißtechniken erläutert. Am Ende werden Sie verstehen, wie die Variation dieser Parameter die Tiefe, die Breite und die Gesamtqualität Ihrer Schweißnähte beeinflussen kann, um eine bessere Kontrolle und Präzision bei Ihren Schweißprojekten zu gewährleisten.
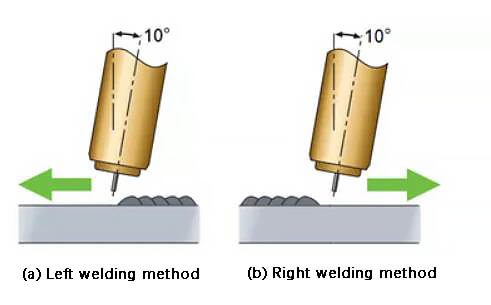
Für Gasmetall LichtbogenschweißenWenn der Bediener die Schweißpistole mit der rechten Hand hält, wird normalerweise von rechts nach links geschweißt. Dies wird als "linke Schweißmethode" bezeichnet, da die Düse der Schweißpistole in einem stumpfen Winkel (>90°) zur Schweißrichtung steht.
Umgekehrt wird das Schweißen von links nach rechts mit einem spitzen Winkel (<90°) zwischen der Düse der Schweißpistole und der Schweißrichtung als "Rechtsschweißverfahren" bezeichnet.
Wenn der Bediener die Schweißpistole mit der linken Hand hält, ist die Schweißrichtung umgekehrt.
Abbildung 1 zeigt eine visuelle Darstellung der linken und rechten Schweißmethode.
Abb. 1 Schematische Darstellung des linken und rechten Schweißverfahrens
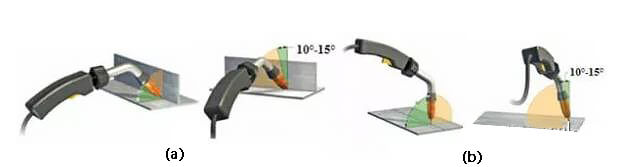
Der Winkel zwischen der Achse der Schweißzange und der Oberfläche der Schweißnaht wird als "Arbeitswinkel" bezeichnet. In der Ebene, in der sich die Achse der Schweißzange und die Schweißrichtung befinden, wird der Winkel zwischen der Achse der Schweißzange und einer Geraden, die senkrecht zur Schweißrichtung verläuft, als "Laufwinkel" bezeichnet.
Abbildung 2 (a) zeigt den Arbeits- und Gehwinkel für eine Kehlnaht, während Abbildung 2 (b) den Arbeits- und Gehwinkel für eine Stumpfnaht zeigt.
(a) Arbeitswinkel und Bewegungswinkel der Kehlnaht (T-Stoß)
(b) Arbeitswinkel und Bewegungswinkel der Stumpfnaht (Stumpfstoß)
Abb. 2 Schematische Darstellung des Arbeits- und Gehwinkels
Üblicherweise beträgt der Arbeitswinkel bei einer Kehlnaht 45°, bei einer Stumpfnaht 90°.
Der Schrittwinkel kann je nach Schweißrichtung in "Spanwinkel" und "Nachlaufwinkel" unterteilt werden. Beim Schweißen in rechter Richtung wird er als "Nachlaufwinkel" bezeichnet, beim Schweißen in linker Richtung als "Spanwinkel".
1.2 Einfluss auf die Schweißnahtbildung
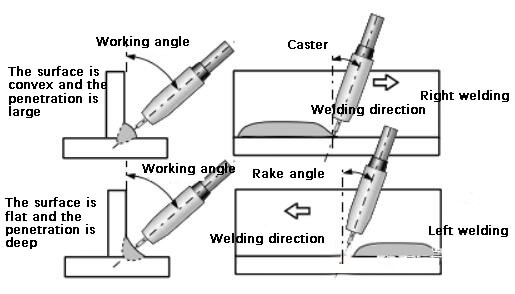
Wenn Richtung und Winkel des Schweißens variieren, ändert sich auch das Verhalten des Lichtbogens und der Schweißnaht.
Beim Rechtsschweißen wirkt der größte Teil des Lichtbogens direkt auf das Schweißgut, während beim Linksschweißen der größte Teil des Lichtbogens auf das flüssige Schmelzbad wirkt. Infolgedessen werden bei ähnlichem Schweißstrom, Lichtbogenspannung und SchweißgeschwindigkeitDie Breite und Tiefe der Schweißnaht kann unterschiedlich sein.
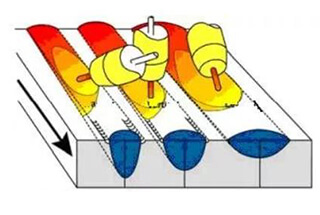
Abbildung 3 veranschaulicht, wie sich Schweißrichtung und -winkel auf die Bildung der Schweißnaht auswirken.
(a) Schematische Darstellung des Einflusses der Stumpfschweißrichtung und des Bewegungswinkels auf die Schweißnahtbildung
(b) Schematische Darstellung des Einflusses von Kehlnahtschweißrichtung und Bewegungswinkel auf die Schweißnahtbildung
Abb. 3 Schematische Darstellung von Schweißrichtung und -winkel und deren Einfluss auf die Schweißnahtbildung
Schweißrichtung und -winkel haben nicht nur Einfluss auf die Schweißnahtbildung, sondern auch auf die Sicht des Schweißers auf das Schweißbad, die Größe der Spritzer und die Wirksamkeit der Gasabschirmung.
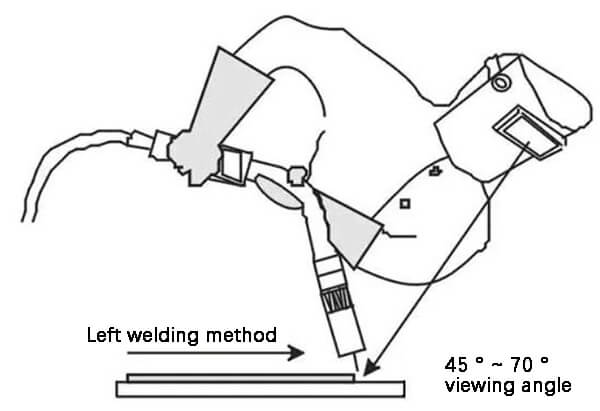
Beim Schweißen mit der linken Hand sollte der Schweißer den Lichtbogen und das Schweißbad von einer Seite des Lichtbogens aus in einem Winkel von 45° bis 70° beobachten, was die Überwachung des Abschmelzens des Drahtendes und der Veränderungen im Schweißbad erleichtert.
Wenn jedoch in der richtigen Richtung geschweißt wird, behindert die Schweißpistole die Sicht des Schweißers, was die Ausführung der Schweißung erschwert.
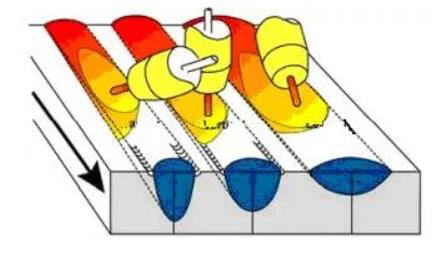
Abbildung 4 zeigt eine schematische Darstellung des optimalen Blickwinkels für den Schweißer beim Linksschweißen (für eine Flachschweißen Position).
Abb. 4 Perspektive des linken Schweißers (flache Schweißposition)
Bei einem großen Schrittwinkel kann leichter Luft in die Schweißnaht eingezogen werden, was zur Porenbildung führt. Um dies zu verhindern, wird der Abwärtsbewegungswinkel in der Regel auf 10° bis 15° eingestellt.
Darüber hinaus beeinflusst die Schweißrichtung auch die Größe der während des Prozesses entstehenden Spritzer. Beim Linksschweißen entstehen in der Regel größere Spritzer, während beim Rechtsschweißen kleinere Spritzer entstehen.
2. Anwendung von Schweißrichtung und -winkel
Angesichts des bedeutenden Einflusses von Schweißrichtung und -winkel auf Faktoren wie Schweißnahtbildung, Spritzergröße und Gasschutz, werden in der tatsächlichen Schweißproduktion je nach technischen Anforderungen und situativen Faktoren unterschiedliche Schweißrichtungen verwendet.
Eine Tabelle, die die typischen praktischen Anwendungen der verschiedenen Schweißrichtungen beschreibt, ist als Referenz beigefügt.
Tabelle - Praktische Anwendung der Schweißrichtung
Anmeldung
Richtiges Schweißverfahren
Linkes Schweißverfahren
Flachschweißen
Blatt
Nicht geeignet, da eine große Durchdringung leicht zu durchbrennen ist
Geeignet, weil die Backtiefe gering ist und die Schweißnaht flach ist.
Platte
Geeignet, weil es eine gute Verschmelzung gewährleisten kann
Nicht geeignet, da wegen der geringen Eindringtiefe die Durchdringung nicht garantiert werden kann.
Schweißen in Querrichtung
Einlagiges Schweißen
Nicht geeignet, da schmale und tiefe Schweißnähte zur Bildung konvexer Schweißnähte neigen
Geeignet, weil es einfach ist, breite und flache Schweißnähte zu erhalten.
Mehrlagenschweißen
Geeignet für das Hinterschweißen und Füllschweißen
Geeignet für Deckelschweißen
Vertikales Schweißen nach oben
willkürlich
Ungeeignet
fit
Vertikales Schweißen nach unten
willkürlich
fit
Ungeeignet
3. Schlussfolgerung
3.1 Das linke Schweißverfahren zeichnet sich durch einen flachen Einstich und eine breite Schweißraupeund eignet sich daher gut für das Schweißen dünner Bleche. Auf der anderen Seite ist das richtige Schweißverfahren für seine tiefe Durchdringung und enge Schweißraupeund ist damit ideal für das Schweißen von mittleren und schweren Blechen.
3.2 Ein kleiner Schreitwinkel führt zu einer großen Einschmelztiefe und einem wirksamen Schutz des Schmelzbades. Umgekehrt führt ein großer Schreitwinkel zu einem flachen Einbrand und einem schlechten Schutz des Schmelzbades. Für optimale Ergebnisse wird ein Schreitwinkel von 10° bis 15° empfohlen, um einen guten Schutz des Schmelzbades zu gewährleisten.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Um eine einwandfreie Schweißnaht zu erzielen, ist mehr als nur Geschicklichkeit erforderlich; es kommt darauf an, das Zusammenspiel von Spannung und Strom zu beherrschen. Diese beiden Parameter sind das Lebenselixier des Schweißens und bestimmen alles, von der...
Haben Sie sich jemals gefragt, warum geschweißte Strukturen trotz ihres robusten Aussehens manchmal versagen? Dieser Artikel befasst sich mit den verborgenen Herausforderungen des Schweißens und untersucht, wie ungleichmäßige Erwärmung und Abkühlung zu...
Verformungen beim Schweißen von rostfreiem Stahl können zu erheblichen Problemen bei der Metallverarbeitung führen. In diesem Artikel werden verschiedene Methoden zur Kontrolle und Korrektur dieser Verformungen untersucht, wie z. B. die Verwendung von Kupferplatten,...
Das Schweißen von Kupfer und seinen Legierungen ist aufgrund ihrer hohen Wärmeleitfähigkeit und Rissneigung eine besondere Herausforderung. Dieser Artikel befasst sich mit verschiedenen Schweißtechniken, Materialien und Vorbereitungsmethoden, die...
Warum gelingen manche Schweißnähte und andere nicht? Das Geheimnis liegt im Verständnis des thermischen Schweißprozesses. Dieser Artikel befasst sich mit den kritischen Aspekten des Einflusses von Wärme auf Metall während des...
Wie wäre es, wenn man Metalle ohne Hitze, nur durch Druck zusammenschweißen könnte? Beim Kaltpressschweißen werden die Metalle bei Raumtemperatur zusammengepresst, um eine feste Verbindung zu...
Haben Sie sich jemals gefragt, wie man zwei der schwierigsten Metalle, Kupfer und Edelstahl, zusammenschweißt? In diesem Artikel wird die Komplexität des Schweißens dieser ungleichen Metalle erläutert und...
Haben Sie sich jemals gefragt, wie dünne Bleche in komplexen Maschinen einwandfrei zusammengefügt werden? Dieser Artikel erkundet die faszinierende Welt der Schweißtechniken, vom Lichtbogenhandschweißen bis zum MIG- und...
Stellen Sie sich vor, Sie sind in einer Werkstatt, umgeben vom Zischen und Funkenflug der Schweißbrenner. Haben Sie sich jemals gefragt, was eine Schweißmethode von einer anderen unterscheidet? Dieser Artikel zeigt Ihnen...