Elektroschlackeschweißen: Grundlegendes zum Verständnis
Haben Sie sich jemals gefragt, wie man extrem dicke Metallteile ohne mehrere Durchgänge schweißen kann? Das Elektroschlackeschweißen (ESW) bietet eine effiziente Lösung, bei der geschmolzene Schlacke zur Erzeugung der für das Schweißen erforderlichen Wärme verwendet wird. Diese Technik ist ideal, um dicke Teile in einem einzigen Durchgang zu schweißen und so Zeit und Material zu sparen. In diesem Artikel erfahren Sie mehr über das Verfahren, die Ausrüstung, die Anwendungen und die Vorteile des ESW und erhalten das nötige Wissen, um die Vorteile und potenziellen Nachteile dieses Verfahrens in verschiedenen industriellen Anwendungen zu verstehen.
Beim Elektroschlackeschweißen wird die Widerstandswärme, die durch den Strom erzeugt wird, der durch die Schlacke fließt, als Wärmequelle genutzt, um den Zusatzwerkstoff und den Grundwerkstoff zu schmelzen, der dann erstarrt und eine fest verbundene Struktur zwischen den Metallatomen bildet.
Zu Beginn des Schweißvorgangs den Schweißdraht mit der Schweißfuge kurzschließen und kontinuierlich eine kleine Menge festes Flussmittel zugeben.
Nutzen Sie die Hitze des elektrischen Lichtbogens, um es zu schmelzen und eine flüssige Schlacke zu bilden.
Wenn die Schlacke eine bestimmte Tiefe erreicht hat, wird die Geschwindigkeit des Drahtvorschubs erhöht und die Spannung verringert, so dass der Draht in das Schlackenbad eintaucht und der Lichtbogen erlischt, wodurch der Elektroschlackeschweißprozess beginnt.
Das Elektroschlackeschweißen umfasst hauptsächlich das Schmelzdüsen-Elektroschlackeschweißen, das Nicht-Schmelzdüsen-Elektroschlackeschweißen, das Drahtelektroden-Elektroschlackeschweißen, das Plattenelektroden-Elektroschlackeschweißen, usw.
Der Nachteil ist, dass die zugeführte Wärme groß ist, die Verbindung lange Zeit bei hohen Temperaturen bleibt und der Bereich in der Nähe der Schweißnaht anfällig für Überhitzung ist, was zu grobkristallinen Gussstrukturen im Schweißgut und geringer Kerbschlagzähigkeit führt und im Allgemeinen ein Glühen nach dem Schweißen erfordert. Anlassen Wärmebehandlung.
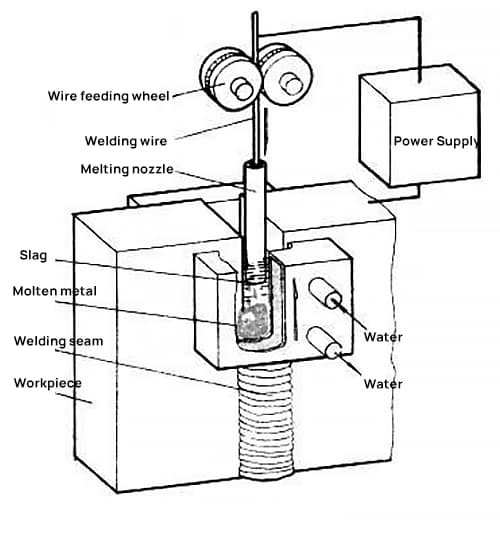
Schematische Darstellung des Elektroschlackeschweißens
Hintere Platte: Sie dient dazu, den Teil des Schweißguts, der das Schlackenbad bildet und bei Schweißstopps oft Lunker und Risse verursacht, aus dem Werkstück herauszuziehen.
Startrille: Neben der Bildung der Schlacke wird sie auch verwendet, um den instabilen Teil des Beginns des Lichtbogenprozesses, der eine niedrige Temperatur aufweist und anfällig für ungeschmolzene Defekte ist, in der Startrille zu belassen.
Nach dem Schweißen werden die Stützplatte und die Startnut entfernt.
Elektroschlacke-Schweißgeräte
Stromversorgung
Drahtvorschubmechanismus
Hebemechanismus
Schwenkmechanismus
Schieberegler formen
Das Elektroschlackeschweißen weist folgende Verfahrensmerkmale auf:
Es handelt sich um ein mechanisches Schweißverfahren, und seine Schweißnähte sind meist I-förmige Rillen, die senkrecht oder nahezu senkrecht in der Achse der Schweißnaht verlaufen.
Mit Ausnahme von Rundnähten ist das Werkstück während des Schweißens fixiert.
Wenn das Schweißen einmal begonnen hat, muss es ohne Unterbrechung bis zum Ende durchgeführt werden.
Der Erstarrungsprozess der Schweißnaht verläuft von unten nach oben. Oberhalb des erstarrten Schweißguts befindet sich immer geschmolzenes Metall, das von geschmolzener Hochtemperaturschlacke bedeckt ist.
Es gibt keinen Bogen, und die Schweißverfahren ist stabil und spritzfrei.
Es hat eine hohe Abschmelzleistung und ermöglicht das Schweißen von sehr dicken Profilen in einem Durchgang.
Verglichen mit anderen Fusionen Schweißverfahrenhat das Elektroschlackeschweißen folgende Vorteile:
(1) Sie kann sehr dicke Werkstücke auf einmal schweißen und dadurch die Schweißproduktivität erhöhen.
(2) Dicke Werkstücke müssen nicht genutet werden, solange ein gewisser Montagespalt zwischen den beiden Werkstücken vorhanden ist, wodurch viel Schweißzusatzwerkstoff und Bearbeitungszeit eingespart werden kann.
(3) Aufgrund der vertikalen Schweißposition befindet sich immer ein Hochtemperatur-Schlackenbad mit einem gewissen Volumen auf dem Metallschmelzbad, wodurch sich Gas und Verunreinigungen im Schmelzbad leichter absetzen können.
Daher ist das Auftreten von Fehlern wie Poren und Schlackeneinschlüssen im Allgemeinen weniger wahrscheinlich.
Darüber hinaus sind aufgrund der langsamen Schweißgeschwindigkeit und der geringeren Konzentration der Wärmequelle im Vergleich zu LichtbogenschweißenDie Aufheiz- und Abkühlgeschwindigkeiten im nahen Nahtbereich sind langsamer.
Dadurch wird die Möglichkeit von Abschreckrissen im nahen Nahtbereich bei leicht abschreckbaren Stahlsorten verringert. Vorwärmen ist nicht erforderlich, wenn Schweißen von Kohlenstoffstahl und niedrig legiertem Stahl.
(4) Da die Einschmelztiefe des Grundwerkstoffs relativ leicht einzustellen und zu kontrollieren ist, kann der Anteil von Schweißzusatz und Grundwerkstoff im Schweißgut in einem weiten Bereich eingestellt werden.
Dies ist von besonderer Bedeutung für die Einstellung der chemischen Zusammensetzung des Schweißguts und die Reduzierung schädlicher Verunreinigungen.
Aufgrund der Eigenschaften der Wärmequelle und der langsamen Schweißgeschwindigkeit des Elektroschlackeschweißens sind seine Nachteile:
Das Schweißgut und der nahtnahe Bereich bleiben lange Zeit bei hohen Temperaturen (über 1000℃), was zu groben Körnern, überhitzten Strukturen und geringerer Kerbschlagzähigkeit der Schweißverbindung führen kann.
Daher ist das Glühen nach dem Schweißen oder Anlassen Wärmebehandlung ist im Allgemeinen für einige Stahlsorten erforderlich, was bei großen Werkstücken relativ schwierig ist.
Es ist notwendig, die Kerbschlagzähigkeit der Schweißverbindung während des Schweißzustandes beim Elektroschlackeschweißen zu verbessern.
2. Klassifizierung des Elektroschlackeschweißens
Es gibt drei Arten von Elektroschlackeschweißverfahren, die sich nach der Form der Elektrode richten:
1. Drahtelektrode Elektroschlackeschweißen
Schematische Darstellung des Drahtelektroden-Elektroschlackenschweißens
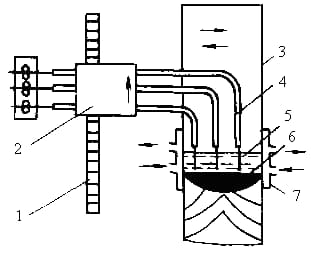
Schematische Darstellung der Rohrelektroden-Elektroschlacke-Schweißung
Schweißdraht
Vorschubwalze
Elektrodenhalter
Elektrodenstahlrohr
Elektrodenbeschichtung
Werkstück
Wassergekühlter Formschieber.
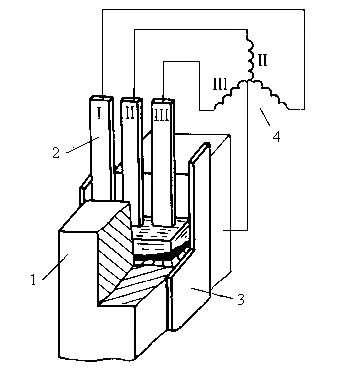
3. Plattenelektrode Elektroschlacke-Schweißen
Schematische Darstellung des Schlackenschweißens mit Plattenelektrode
Schweißnähte
Plattenelektrode
Formbildungsvorrichtung
Stromversorgung.
3. Anwendungsbereich des Elektroschlackeschweißens
1. Schweißbare Metalle
Das Elektroschlackeschweißen wird hauptsächlich zum Schweißen von Stahl oder Eisenbasislegierungen verwendet.
Stahl mit niedrigem Kohlenstoffgehalt und Stahl mit mittlerem Kohlenstoffgehalt sind leicht zu schweißen. Aufgrund der langsamen Abkühlung ist es auch zum Schweißen von Stahl mit hohem Kohlenstoffgehalt und Gusseisen geeignet.
Mit geeigneten Maßnahmen können auch niedrig legierte Stähle, rostfreie Stähle und Nickelbasislegierungen geschweißt werden.
2. Schweißbare Dicke
Im Allgemeinen ist es ratsam, Blechdicken von 30 mm oder mehr zu schweißen.
Im Allgemeinen ist es ratsam, Bleche mit einer Dicke von mehr als 30 mm zu schweißen, während Bleche mit einer Dicke von weniger als 30 mm nicht so wirtschaftlich sind wie das Unterpulverschweißen und das elektrische Gasschweißen. vertikales Schweißen.
Obwohl es keine Obergrenze für die Dicke des Elektroschlackeschweißens gibt, können mit dem Drahtelektroden-Elektroschlackeschweißen aufgrund von Ausrüstungsbeschränkungen im Allgemeinen Bleche bis zu einer Dicke von 400 mm geschweißt werden.
Bei größeren Dicken kann das Elektroschlackeschweißen mit Plattenelektroden und das Schmelzdüsen-Elektroschlackeschweißen mit einer Dicke von bis zu 1 m eingesetzt werden.
3. Schweißbare Verbindungen
Stumpfstöße zwischen Blechen gleicher Dicke sind am einfachsten zu schweißen und werden am häufigsten verwendet. Danach folgen T-Verbindungen, Eckverbindungen und Kreuzverbindungen.
4. Schweißbare Strukturen
Die am weitesten verbreitete Struktur ist die Dickblechstruktur, gefolgt von Strukturen mit großem Querschnitt, zylindrischen Strukturen und Strukturen mit variablem Querschnitt (einschließlich Strukturen mit gekrümmten oder gebogenen Oberflächenschweißnähten).
Diese Strukturen sind häufig in der Industrie anzutreffen, z. B. im Maschinenbau, bei schweren Maschinen, Kesseldruckbehältern, Schiffen und Hochhäusern.
4. Schweißmaterialien für das Elektroschlackeschweißen
1. Schweißflussmittel
Funktion: Schmelzen in Schlacke, um elektrische Energie in Wärme umzuwandeln:
(1) Schmelzen von Füllmetall und unedlem Metall;
(2) Vorwärmen des geschweißten Teils;
(3) Verlängert die Existenzzeit des Schmelzbades und verlangsamt die Abkühlung des geschweißten Teils;
(1) Es muss sich leicht und schnell Schlacke bilden können. Die Schlacke sollte eine angemessene, aber nicht zu hohe Leitfähigkeit haben, da sie sonst die Stromumlenkung um den Schweißdraht erhöht, den Konvektionseffekt des Flüssigkeitsstroms in der Hochtemperaturzone schwächt und eine Verringerung der Schmelzbreite oder sogar ein unvollständiges Eindringen verursacht.
(2) Die flüssige Schlacke sollte eine angemessene Viskosität aufweisen. Wenn die Viskosität zu hoch ist, kann es leicht zu Schlackeneinschlüssen und Unterschneidungen im geschweißten Metall kommen. Wenn die Viskosität zu niedrig ist, kann die Schlacke leicht aus dem Spalt zwischen dem Werkstück und der Stützplatte austreten, was zu einer Unterbrechung des Schweißvorgangs führen kann.
2. Material der Elektrode
Beim Elektroschlackeschweißen erfolgt die Legierung des Schweißgutes in der Regel nicht durch das Schweißpulver, sondern hauptsächlich durch die Einstellung der Legierungszusammensetzung des Schweißgutes. Elektrodenmaterial zur Kontrolle der chemischen Zusammensetzung und der mechanischen Eigenschaften des Schweißguts.
Bei der Auswahl einer Elektroschlacke-Schweißelektrode sollte die Verdünnungswirkung des Grundwerkstoffs auf die Schweißnaht berücksichtigt werden.
Beim Schweißen von Kohlenstoffstahl und niedrig legiertem Stahl:
(1) Der Schwefel- und Phosphorgehalt des Elektrodenmaterials sollte kontrolliert werden.
(2) Die Kohlenstoffgehalt von der Elektrode sollte im Allgemeinen niedriger sein als die des Grundmetalls, typischerweise bei etwa 0,10% W(C).
(3) Die sich daraus ergebende Verschlechterung der mechanischen Eigenschaften der Schweißnaht kann durch eine Erhöhung des Mangan-, Silizium- und anderer Gehalte kompensiert werden. Legierungselemente.
Tabelle zur Auswahl der gebräuchlichsten Elektroschlackeschweißdrähte für Stahlwerkstoffe.
Die grundlegenden Anforderungen an das Elektroschlackeschweißen für Schweißleistung Versorgung sind wie folgt:
1. Aufrechterhaltung eines stabilen Lichtbogenprozesses.
Während des Schweißvorgangs darf es nicht zu einer Lichtbogenentladung oder einer Vermischung von Schlacke und Lichtbogen kommen, da sonst die normalen Parameter des Schweißvorgangs zerstört werden.
Die Lichtbogenstromversorgung sollte mit flachen Eigenschaften (niedrige Leerlaufspannung und kleine Induktivität) gewählt werden.
Beim Elektroschlackeschweißen wird der Schweißdraht mit konstanter Geschwindigkeit zugeführt, und die Strom-Spannungs-Kennlinien im Schlackebad sind ansteigende Kurven.
Wenn sich also die Netzspannung und die Drahtvorschubgeschwindigkeit ändern, wird die Schweißstrom und -spannung Die durch die flache Charakteristik der Schweißstromquelle verursachten Änderungen sind gering, und der Selbstregulierungseffekt ist stark.
3. Das Elektroschlackeschweißen erfordert eine ausreichende Leistung, eine niedrige Leerlaufspannung und eine Schweißstromquelle mit flacher Kennlinie.
Für das Elektroschlackeschweißen werden in der Regel Wechselstromquellen verwendet, z. B. die Modelle BP1-3×1000 und BP1-3×3000 (Lichtbogenschweißtransformatoren mit flachen Kennlinien). Wenn keine Schweißstromquelle mit flachen Kennlinien zur Verfügung steht, kann ein Stromquelle für Lichtbogenschweißen mit abwärts gerichteten Merkmalen kann auch vorübergehend als Ersatz verwendet werden.
Elektroschlackeschweißen:
(1) Lichtbogenverfahren: Zunächst wird ein Lichtbogen zwischen dem Schweißdraht und der Elektrodenplatte erzeugt. Die Lichtbogenwärme schmilzt das Schweißpulver um den Lichtbogen herum. Wenn die flüssige Schlacke eine bestimmte Tiefe erreicht, wird die Drahtvorschubgeschwindigkeit erhöht und die Lichtbogenspannung gesenkt, um den Schweißdraht in das Schmelzbad einzuführen. Der Lichtbogen wird gelöscht, und der nächste Prozess beginnt.
(2) Schlackenprozess: Wenn der Strom durch das Schlackenbad zum Werkstück fließt, werden der Schweißdraht und das Werkstück durch die vom Schlackenbad erzeugte Widerstandswärme geschmolzen. Das geschmolzene Metall lagert sich am Boden des Schlackenbades ab, da sein Gewicht größer ist als die Dichte der Schlacke, und bildet ein Schmelzbad. Während die Elektrode weiter schmilzt und speist, steigen das Schmelzbad und das Schlackenbad weiter an. Das abgekühlte und erstarrte Metall am Boden des Schmelzbades, weit entfernt von der Wärmequelle, bildet die Schweißnaht.
5. Metallurgische Eigenschaften
1. Gase und Schlacke in der Schmelze sind leicht auszufällen, so dass es nicht leicht ist, Poren oder Schlackeneinschlüsse zu erzeugen.
2. Die metallurgische Reaktion ist ausreichend, und die chemische Zusammensetzung der Schweißnaht ist einheitlich.
3. Es kann die Abschreckungstendenz der Schweißnaht reduzieren und verhindern kalte Rissewas besonders bei Stahl mit mittlerem und hohem Kohlenstoffgehalt von Vorteil ist.
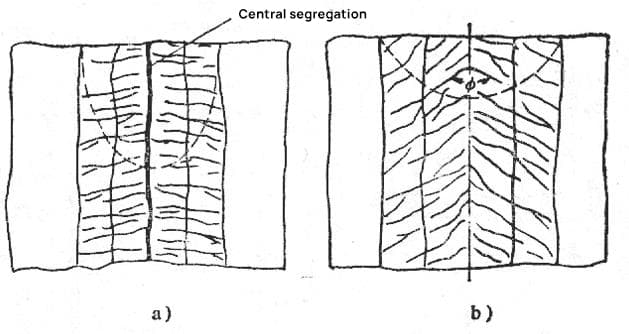
4. Die Wärmeeinflusszone ist breit, die Korngröße ist grob, und der Zähigkeitsindex nimmt ab. Die Schweißnaht weist eine zickzackförmige Kristallisationscharakteristik auf und bildet einen Verbindungswinkel φ. Je größer der Verbindungswinkel φ ist, desto größer ist die Tendenz zur Bildung von Seigerungen und Einschlüssen in der Mitte der Schweißnaht, was zu Rissen führt. Um dies zu verhindern, sollte der Umformkoeffizient (ψ=B/H) erhöht werden, wodurch der Verbindungswinkel φ verringert wird.
Schematische Darstellung des Formkoeffizienten, des Schnittwinkels und der Zentrumsaufspaltung
a) Formfaktor ψ = 0,8, großer Schnittwinkel Φ, starke Zentrumsentmischung. b) Formfaktor ψ = 3,0, kleiner Kreuzungswinkel Φ.
5. Es hat einen guten Schutz für das geschmolzene Metall.
6. Sie kann große und dicke Werkstücke auf einmal schweißen, ohne sie anzufasen, und der Vorteil wird mit zunehmender Dicke immer deutlicher.
7. Es hat niedrige Kosten.
8. Das Schmelzverhältnis ist klein, im Allgemeinen 10-20%, und die Schweißzusammensetzung kann leicht durch den Schweißdraht eingestellt werden.
9. Ein Vorwärmen ist nicht erforderlich, aber eine Wärmebehandlung nach dem Schweißen ist notwendig, um die Zähigkeit zu verbessern (normalerweise Glühen oder Anlassen).
10. Das Schlackenbecken hat eine große Wärmekapazität und ist unempfindlich gegenüber kurzfristigen Stromschwankungen.
6. Häufige Fehler und Verbesserungsmethoden für Elektroschlackenschweißnähte
Risse:
Heiße Risse in der Mitte des Schweißnaht Schnittstelle.
Ende der Schweißnaht: Erstarrungsrisse (Geschwindigkeit des Drahtvorschubs verringern und den unteren Teil lokal erwärmen).
Schlackeneinschluss: Änderung der Spezifikationen oder instabiler Elektroschlackenprozess.
Unvollständige Penetration: Instabiler Elektroschlackeprozess oder ungeeignete Spezifikationsparameter.
Breite Wärmeeinflusszone mit grober Körnung: Nach dem Schweißen können Normalisierungs- und Anlaßwärmebehandlungen durchgeführt werden sowie Maßnahmen wie die Verringerung des Spiels, die Zugabe von Zusatzwerkstoff und die Erhöhung der Schweißgeschwindigkeit.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Wie verbindet man zwei Metalle zu einer einzigen, integralen Form? Die Antwort liegt in der faszinierenden Welt des Schweißens, wo Hitze, Druck oder beides unlösbare Verbindungen schafft. Dieser Leitfaden...
Warum ist das Schweißen von Kohlenstoffstahl sowohl eine Kunst als auch eine Wissenschaft? Das Verständnis der Schweißbarkeit verschiedener Kohlenstoffstähle - von niedrigem bis hohem Kohlenstoffgehalt - ist entscheidend für die Gewährleistung starker, dauerhafter Verbindungen. Dies...
Wovon hängt es ab, ob sich zwei Metallteile nahtlos miteinander verbinden lassen? Dieser Artikel befasst sich mit den entscheidenden Faktoren, die die Schweißbarkeit von Metallwerkstoffen beeinflussen, von der Materialzusammensetzung bis zu den Umweltbedingungen....
Haben Sie sich schon einmal gefragt, wie winzige Partikel über den Erfolg oder Misserfolg Ihrer elektronischen Geräte entscheiden können? In diesem Artikel erforschen wir die faszinierende Welt des Flussmittels, des unbesungenen Helden beim Schweißen und Löten....
Haben Sie sich jemals Gedanken über die Kunst des Schweißens und die verschiedenen Positionen gemacht? In diesem faszinierenden Blogbeitrag gehen wir auf die Feinheiten der Schweißpositionen ein, von flach bis...
Was macht das Schweißen von vergütetem Stahl mit niedrigem Kohlenstoffgehalt so schwierig? Dieser Artikel befasst sich mit den Feinheiten, die damit verbunden sind, vom Umgang mit Kaltrissen bis zur Vermeidung von Versprödung in der Wärmeeinflusszone. Sie lernen die wichtigsten...
Haben Sie sich jemals gefragt, was das Schweißen von rostfreiem Stahl und hitzebeständigem Stahl so schwierig macht? Dieser Artikel erläutert die Komplexität des Schweißens dieser Materialien, von den einzigartigen Eigenschaften der verschiedenen...
Stellen Sie sich vor, Sie sind in einer Werkstatt, umgeben vom Zischen und Funkenflug der Schweißbrenner. Haben Sie sich jemals gefragt, was eine Schweißmethode von einer anderen unterscheidet? Dieser Artikel zeigt Ihnen...
Dieser Artikel erkundet die faszinierende Welt des Schweißens, vom Lichtbogenhandschweißen bis hin zu fortschrittlichen Schutzgasverfahren. Sie erfahren mehr über die Methoden, Vorteile und Anwendungen der verschiedenen Schweißverfahren. Machen Sie sich bereit für...