9 Schlüsselfaktoren, die die Qualität des Laserschneidens beeinflussen
Haben Sie sich schon einmal gefragt, wie die Präzision beim Laserschneiden erreicht wird? Dieser Artikel befasst sich mit den entscheidenden Faktoren, die die Qualität des Laserschneidens beeinflussen, wie Düsenzustand, Fokusposition und Hilfsgasdruck. Wenn Sie diese Elemente verstehen, erhalten Sie Einblicke in die Optimierung Ihrer Laserschneidprozesse für hervorragende Ergebnisse. Tauchen Sie ein und entdecken Sie die Geheimnisse hinter fehlerfreien Schnitten!
Unter diesen Faktoren sind vier besonders entscheidend für die Optimierung der Laserschneidleistung:
Schnittgeschwindigkeit
Laser-Ausgangsleistung
Positionierung des Schwerpunkts
Unterstützungsgasdruck
Diese vier Parameter bilden den Eckpfeiler der Prozesssteuerung beim Laserschneiden. Schwankungen bei anderen Faktoren zeigen sich in der Regel durch ihren Einfluss auf diese primären Variablen.
In den folgenden Abschnitten wird jeder dieser kritischen Faktoren und ihre Wechselbeziehungen im Laserschneidprozess eingehend analysiert.
Einfluss der Düse auf die Qualität des Laserschneidens
Die Art der Düse, die Düsenöffnung, die Unversehrtheit der Düse, die Düsenhöhe (Abstand zwischen Düsenaustritt und Werkstückoberfläche) usw. beeinflussen die Schneidwirkung.
Auswahl von Düsentyp und Blende beim Laserschneiden
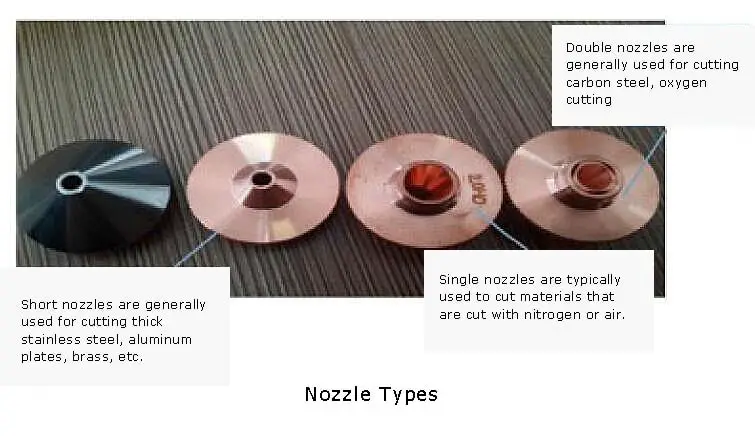
Die Auswahl geeigneter Düsen ist entscheidend für eine optimale Schnittqualität und Effizienz beim Laserschneiden. Derzeit sind drei Hauptdüsentypen in industriellen Anwendungen weit verbreitet: Einzeldüsen, Doppeldüsen und Kurzdüsen. Jeder Typ bietet je nach Material, Dicke und Schneidanforderungen spezifische Vorteile.
Einzelne Schneiddüsen: Diese Düsen verfügen über eine Reihe von Blendengrößen: Φ0,8, Φ1,0, Φ1,5, Φ2,0, Φ2,5, Φ3,0, Φ3,5, und Φ4,0 mm. Einzeldüsen sind vielseitig und für eine Vielzahl von Schneidaufgaben geeignet und bieten für viele Materialien ein gutes Gleichgewicht zwischen Schnittqualität und Geschwindigkeit.
Doppelschneiddüsen: Doppeldüsen bieten den gleichen Öffnungsgrößenbereich wie Einzeldüsen: Φ0,8, Φ1,0, Φ1,5, Φ2,0, Φ2,5, Φ3,0, Φ3,5, und Φ4,0 mm. Diese Düsen verfügen über ein Zweistromdesign, das die Schneidleistung verbessern kann, insbesondere bei dickeren Materialien oder wenn höhere Schneidgeschwindigkeiten erforderlich sind.
Kurzschnittdüsen: Kurze Düsen sind in größeren Öffnungsgrößen erhältlich: Φ3,0, Φ3,5, und Φ4,0 mm. Diese Düsen wurden speziell für das Schneiden dicker Materialien entwickelt und bieten eine verbesserte Gasströmungsdynamik und einen geringeren Abstand, was zu saubereren Schnitten und geringerer Krätzebildung bei schweren Schneidanwendungen führen kann.
Im Prinzip:
Bei der dünnen Platte wird die Düse mit einer kleinen Öffnung verwendet, bei der dicken Platte die Düse mit einer größeren Öffnung.
Kleine Düse schneiden:
Die Schnittfläche wird dünner; wenn die dicke Platte geschnitten wird, ist die Gasdiffusionsfläche klein, so dass sie bei der Verwendung nicht stabil ist.
Große Düse schneiden:
Die Düse mit einem kleinen Schneidabschnitt ist etwas dicker; die Gasdiffusionsfläche ist groß und der Gasdurchsatz ist langsam, so dass sie beim Schneiden stabil ist.
Vergleich der Düsenöffnungen:
Öffnung der Düse
Gasfluss
Schmelzeentnahmekapazität
klein
schnell
groß
groß
langsam
klein
Auswirkung des Düsenbruchs auf die Schnittqualität
Wenn die Düse während des Schneidens mit dem Werkstück kollidiert oder an ihm reibt, wird die Düse leicht verformt.
Wenn die Perforation im Loch oder im Schneidewerkstück auftritt kann nicht durchgeschnitten werdenDie Düse neigt zum Schmelzen und der Düsenmund ist verstopft, was die Schnittqualität beeinträchtigt.
Wenn die Düse verformt oder geschmolzen ist, ergeben sich folgende negative Auswirkungen:
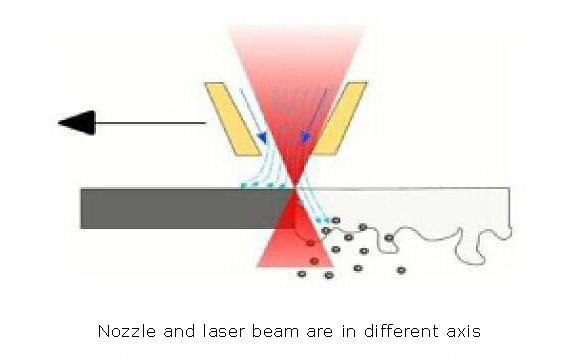
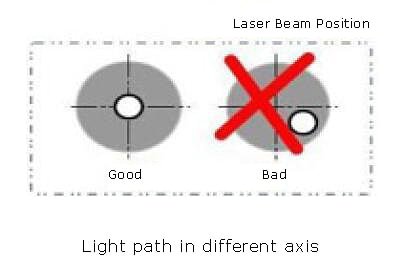
1). Die Düse und der Laserstrahl liegen in unterschiedlichen Achsen
Die Koaxialität der Mitte der Düsenaustrittsöffnung und des Laserstrahls ist einer der wichtigsten Faktoren, die die Qualität des Schneidens beeinflussen.
Je dicker das Werkstück ist, desto größer ist die Wirkung.
Wenn die Düse verformt oder geschmolzen ist, wirkt sich dies direkt auf die Koaxialität aus.
Daher sollte die Düse sorgfältig gelagert und ordnungsgemäß installiert werden, um Stöße zu vermeiden und Verformungen zu verhindern.
Wenn es aufgrund des schlechten Zustands der Düse notwendig ist, die Bedingungen zum Zeitpunkt des Schneidens zu ändern, ist es besser, sie durch eine neue Düse zu ersetzen.
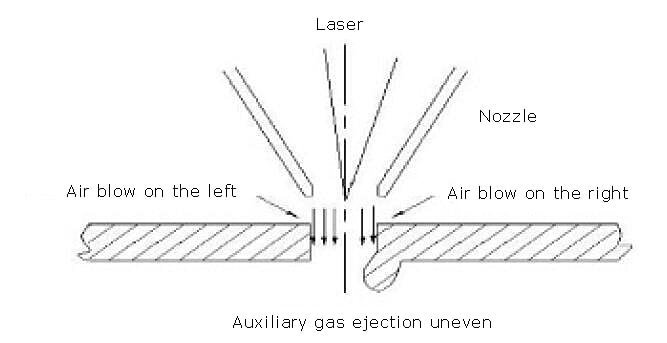
2). Wenn das Hilfsgas aus der Düse ausgeblasen wird, ist die Gasmenge nicht gleichmäßig, und es kommt zu dem Phänomen, dass eine Seite geschmolzen oder verbrannt wird, die andere Seite aber nicht.
Beim Schneiden eines dünnen Blechs von 3 mm oder weniger ist der Einfluss gering; beim Schneiden von mehr als 3 mm sind die Auswirkungen gravierend und manchmal kann das Blech nicht durchgeschnitten werden.
3) Aufprall auf scharfe Ecken
Wenn das Werkstück eine scharfe Ecke oder einen kleinen Winkel hat, besteht die Gefahr des Überschmelzens; dicke Bleche lassen sich möglicherweise nicht schneiden.
4). Auswirkungen auf die Perforation
Die Perforation ist instabil, die Zeit ist nicht leicht zu kontrollieren, die dicke Platte wird übermäßig geschmolzen, und der Zustand der Penetration ist schwer zu erfassen, und der Einfluss auf die dünne Platte ist gering.
Die Auswirkung des Abstandes von Düse und Werkstück auf die Schnittqualität (der Abstand ist der Abstand zwischen dem Düsenaustritt und der Werkstückoberfläche).
Der Abstand hat einen großen Einfluss auf die Qualität des Schnitts, was beim Schneiden oft übersehen wird.
Beim normalen Schneiden muss die Mitnehmerhöhe im Allgemeinen zwischen 0,8 mm und 1,2 mm liegen.
Ein zu niedriger Wert führt dazu, dass die Düse leicht mit der Oberfläche des Werkstücks kollidiert;
Ein zu hoher Wert führt dazu, dass sich der Luftstrom aus der Düse zerstreut, was eine Änderung der Konzentration und des Drucks des Hilfsgases zur Folge hat, was wiederum zu einem Abfall der Schnittqualität führt.
Die Änderung der Düsenhöhe (nach oben oder unten) bewirkt auch eine Änderung der Fokusposition (nach oben oder unten), die sich auf die Qualität des Schnitts auswirkt.
Die wichtigsten Faktoren, die die Höhe der Folgemaßnahmen beeinflussen:
Die Düsenoberfläche spürt metallische Fremdkörper auf der Oberfläche des Blechs oder sprengt die Schlacke beim Einstechen ab, was zu einer großen Nachlaufhöhenänderung führt.
Die Nachprüfung ist nicht korrekt.
Sensorausfälle werden durch Schäden an Bauteilen wie Keramikringen und Sensordrähten verursacht.
Das Werkstück wird angehoben oder die Platte wird thermisch verformt und gewölbt
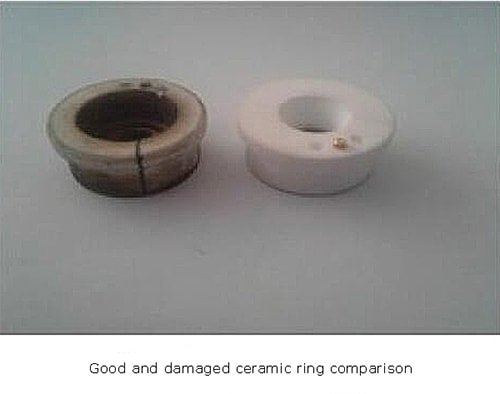
Einfluss von Keramikring und Dichtungsring auf die Qualität des Laserschneidens
Wenn der Schneidkopf während des Schneidens mit dem angehobenen Werkstück kollidiert, kann der Keramikring leicht reißen oder pulverisiert werden.
Wenn der Keramikring einen Riss hat, kann das Hilfsgas leicht entweichen, was zu einem unzureichenden Hilfsgasfluss führt und die Schnittqualität beeinträchtigt.
Wenn der Keramikring gebrochen ist, sollte der Bediener rechtzeitig einen neuen Keramikring einsetzen.
Beim Auswechseln ist darauf zu achten, dass der Dichtring zwischen Keramikring und Schneidkopf gepresst und verdichtet werden muss.
Verlieren Sie es nicht, da sonst leicht Hilfsgas austritt und die Schnittqualität beeinträchtigt wird.
Einfluss des Schneidkopfs und des Zustands des optischen Wegs auf die Qualität des Laserschneidens
Die Hauptbestandteile des Schneidkopfs sind Kollimationsspiegel, Fokussierspiegel und Schutzspiegel.
Jede Verunreinigung des Objektivs kann die der Lichtwegwas sich auf die Qualität des Schnitts auswirkt.
Die unterschiedlichen Achsen des Lasers und der Düse sind ebenfalls ein Problem für die Übertragung des optischen Weges, was ebenfalls zu Schneidfehlern führen kann.
Vor allem in den folgenden Bereichen:
3 Kanten Schneiden Wirkung des Werkstücks ist gut, 1 Kante ist nicht gut
die Kante des Werkstücks wird verbrannt, wie unten dargestellt:
das Werkstück nicht durchgeschnitten werden kann.
Einfluss der Fokusposition auf die Qualität des Laserschneidens
Beim Schneiden verschiedener Materialien muss die Fokusposition entsprechend den unterschiedlichen Anforderungen an den Schneidprozess angepasst werden.
Die Richtung der Position des exzentrischen Punktes ist zu unterscheiden, wenn ein Parameter für die Fokusposition angegeben wird.
Wir definieren die Fokusposition als 0 auf der oberen Oberfläche der Platte.
Der Fokus ist unterhalb der Oberseite des Blechs negativ und oberhalb der Oberseite des Blechs positiv.
Wie unten dargestellt:
Auswahl der Fokusposition
Die Fokusposition ist eines der vier Elemente des Schneidprozesses.
Daher muss vor jedem Schnitt geprüft werden, ob die Fokusposition entsprechend den verschiedenen Platten und Referenzprozessparametern korrekt eingestellt ist.
Die wichtigsten Faktoren, die sich auf die Fokusposition auswirken, sind:
Faktoren, die die Nachlaufhöhe beeinflussen, wirken sich auch auf die Fokusposition aus.
Die Verschmutzung des Objektivs führt zu Anomalien im Strahlengang, was wiederum zu Energieübertragung und Veränderungen der Fokusposition führt.
Nach dem Auswechseln der Kollimations- oder Fokussierlinse kann sich die Fokusposition ändern und muss vom Techniker überprüft werden.
Einfluss von Hilfsgas auf die Qualität des Laserschneidens
Auswirkung von Hilfsgasarten auf den Schneidprozess
Bei der Auswahl der Art und des Drucks des Schneidhilfsgases sollten folgende Aspekte berücksichtigt werden:
Im Allgemeinen wird Sauerstoff zum Schneiden von gewöhnlichem Kohlenstoffstahl verwendet, wie z. B. Niederdruck Bohrenund Niederdruckschneiden.
Im Allgemeinen wird Stickstoff zum Schneiden von rostfreiem Stahl verwendet, AluminiumplatteMessing usw.; Niederdruck-Stickstoff zum Perforieren, Hochdruck-Stickstoff zum
Einfluss der Reinheit des Hilfsgases auf die Qualität der geschnittenen Produkte
(1) die Auswirkungen einer unzureichenden Gasreinheit beim Schneiden von Kohlenstoffstahl mit Sauerstoff:
Bei dünnen Kohlenstoffstahlblechen (l~5mm) ist die Reinheit unzureichend, und der Gasdurchsatz muss während des Schneidens erhöht werden.
Für dicke Kohlenstoffstahlbleche (6amm+) sind die Anforderungen an die Gasreinheit sehr streng, und wenn die Reinheit nicht ausreicht, ist die Schnittqualität sehr schlecht oder es kann nicht geschnitten werden.
(2) die Auswirkungen einer unzureichenden Gasreinheit, wenn Schneiden von rostfreiem StahlAluminiumblech, Messing, etc. mit Stickstoff:
Bei rostfreiem Stahl und Messing ist die Qualität des Querschnitts schlecht und der Querschnitt ist rau.
Bei Aluminiumblechen ist die Qualität des Querschnitts schlecht und die Schlacke ist schwer zu handhaben.
Einfluss des Hilfsgasdrucks auf die Schnittqualität
(1) Das Gas trägt zur Wärmeableitung und zur Unterstützung der Verbrennung bei und bläst die geschmolzene Oberfläche weg, so dass die Schnittfläche von besserer Qualität ist.
(2) Die Auswirkungen auf das Schneiden, wenn der Gasdruck nicht ausreicht:
Die Schnittfläche ist verschmolzen oder kann nicht durchgeschnitten werden
Die Schnittgeschwindigkeit kann nicht erhöht werden, was die Effizienz beeinträchtigt.
(3) Der Einfluss auf die Schnittqualität, wenn der Gasdruck zu hoch ist.
Die Schnittfläche ist dicker und der Schlitz ist breiter.
Der abgeschnittene Teil ist geschmolzen und eine gute Schnittqualität kann nicht erreicht werden.
Wirkung von Hilfsgas auf die Perforation
(1) Wenn der Gasdruck zu niedrig ist, ist es nicht einfach, durchzuschneiden und die Zeit verlängert sich.
(2) Wenn der Gasdruck zu hoch ist, wird das Loch gesprengt, wodurch der Eindringpunkt schmilzt und einen großen Schmelzpunkt bildet.
Daher ist im Allgemeinen bei Kohlenstoffstahlblechen der Druck der Perforation des dünnen Blechs höher und der Druck des dicken Blechs niedriger.
Wenn das dicke Blech perforiert wird, sollten der Gasdruck und das Luftverhältnis beim Strahlen des Lochs entsprechend reduziert und die Lochstechzeit verlängert werden.
Faktoren, die das Hilfsgas beeinflussen:
Reinheit des Hilfsgases
Wenn die Reinheit des Hilfsgases gering ist, muss der entsprechende Gasdruck erhöht werden, und umgekehrt.
Öffnung der Düse
Bei einem bestimmten Druck ist die Durchflussmenge umso geringer, je kleiner die Porengröße ist; je größer die Porengröße ist, desto größer ist die Durchflussmenge.
Die Größe des Stroms beeinflusst die Schneidwirkung und die Fähigkeit, die Schmelze zu entfernen.
Höhe der Düse
Je höher die Düse von der Platte entfernt ist, desto verteilter ist der Luftstrom; je niedriger die Platte, desto konzentrierter ist der Luftstrom.
Die Höhe des Durchflusses beeinflusst die Schneidwirkung und die Fähigkeit, die Schmelze zu entfernen.
Bruch der Düse
Wenn der Luftauslass der Düse beschädigt ist, fließt der Luftstrom ungleichmäßig aus, was sich direkt auf die Schneidfähigkeit auswirkt.
Keramischer Ring und sein Dichtungsring
Eine Beschädigung der Keramikringe und Dichtungen kann zu einem Gasaustritt führen, der wiederum den Luftdruck und den Luftstrom beeinträchtigt.
Schnittgeschwindigkeit
Die Geschwindigkeit ist zu hoch, so dass das Hilfsgas die Schmelze nicht wirksam entfernen kann, und dann bleibt Schlacke hängen oder kann nicht durchgeschnitten werden.
Laserleistung
Wenn die Laserleistung nachlässt, ist in der Regel mehr Druck erforderlich, um die Schmelze zu entfernen.
Fokus Position
Wenn der Fokus nicht korrekt ist, ist die Energie des Lasers auf der Platte unsicher.
Wenn die Energie zu groß ist, muss der Luftdruck gering sein; wenn die Energie gering ist, muss der Luftdruck größer sein.
Qualität der Blätter
Wenn die Qualität des Blechs nicht gut ist, wirkt sich dies direkt auf das Schneiden aus;
Wenn die Oberfläche des Blechs Rost usw. aufweist, was der Sauerstoffverbrennung und der Entfernung der Schmelze nicht förderlich ist.
Einfluss der Schneidgeschwindigkeit auf die Qualität des Laserschneidens
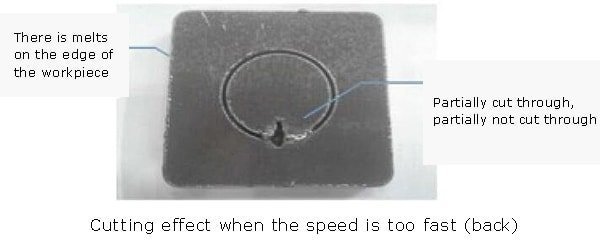
Die Auswirkungen einer zu hohen Schnittgeschwindigkeit
(1) Es kann zum Abschneiden und zum Rückwärtsspritzen kommen, siehe Abbildung unten.
(2) Einige Bereiche können abgeschnitten werden, aber einige Bereiche können nicht abgeschnitten werden.
(3) Die gesamte Stirnfläche ist dicker, aber es wird keine Schmelze erzeugt.
(4) Der Schnitt ist als Querschnitt dargestellt und die untere Hälfte ist geschmolzen.
Im Allgemeinen ist die Schnittgeschwindigkeit zu hoch, der Gasdruck zu niedrig und die Leistung zu gering, so dass die Schnittleistung unzureichend ist.
Die Wirkung der Vorschubgeschwindigkeit ist zu langsam
(1) Es kommt zum Überschmelzen, und die Schnittfläche ist rau.
(2) Der Schlitz wird ebenfalls aufgeweitet und geschmolzen, wenn die scharfe Ecke abgeschnitten wird.
(3) Beeinträchtigung der Schnittleistung.
Im Allgemeinen ist die Schnittgeschwindigkeit zu langsam, der Luftdruck zu hoch und die Leistung zu groß, was zu einem Überschmelzen des Schnittes führt.
Angemessene Auswahl der Vorschubgeschwindigkeit
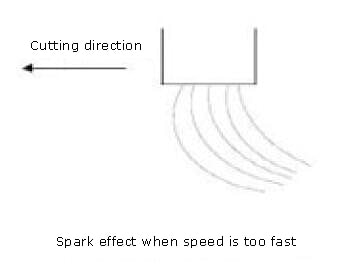
Anhand des Schneidfunkens lässt sich feststellen, ob der Vorschub erhöht oder verringert werden kann; bei der richtigen Schnittgeschwindigkeit breitet sich der Funke von oben nach unten aus.
Wenn der Funke gekippt ist, ist die Vorschubgeschwindigkeit zu hoch, das Hilfsgas wird nicht vollständig von der Schlacke weggeblasen, und der Schneidkopf hat sich nach vorne bewegt.
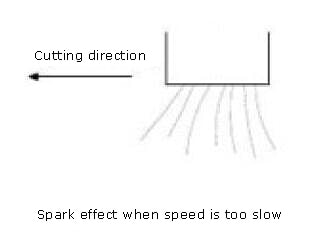
Die Funken sind nicht streuend und weniger, und wenn sie sich verdichten, ist die Geschwindigkeit zu langsam, und das Hilfsgas wird übermäßig geblasen, so dass der Werkstückbereich leicht rau wird.
Durch Einstellen der entsprechenden Vorschubgeschwindigkeit wird die Schnittfläche glatter und es entstehen keine Schmelzstellen im unteren Bereich.
Einfluss der Laserleistung (W) auf die Qualität des Laserschneidens
Die Laserleistung (W) ist zu gering, um geschnitten zu werden.
Die Laserleistung (W) ist zu hoch eingestellt und die gesamte Schnittfläche ist geschmolzen.
Die Laserleistung (W) ist unzureichend eingestellt, und die Schmelze wird nach dem Schneiden erzeugt.
Die Laserleistung (W) ist richtig eingestellt, die Schnittfläche ist gut, und es wird keine Schmelze erzeugt.
Faktoren, die die Laserleistung (W) beeinflussen;
A) Linsenverschmutzung
B) die Fokusposition ist falsch
C) Auf der Oberfläche des Brettes befinden sich Rost- und Ölflecken:
Einfluss von Blechtyp und Blechqualität auf die Qualität des Laserschneidens
Die meisten eisenhaltigen und nicht-metallisch Metalle können mit einem Laser geschnitten werden.
Jedes Material hat seine eigene Reaktion auf den Laser (Wellenlänge 1.080u).
Ob ein Material für das Laserschneiden geeignet ist, hängt von der Wechselwirkung des Materials mit der Wellenlänge und Energie des Lasers ab.
Sie unterscheiden sich in Bezug auf Schnittleistung, Schnittgeschwindigkeit und Qualität.
Im Allgemeinen wirken sich folgende Elemente auf die Laserschneidfähigkeit des Materials aus:
Zustand der Oberfläche
Thermische Diffusivität
Leitfähigkeit
Die Behandlung der Oberfläche des Materials, wie z. B. Aluminium-Zink, Beschichtung, Rost, Färbung, Lackierung und Schutzbeschichtungen, hat in der Regel einen negativen Einfluss auf das Laserschneiden.
Die Oberfläche des Blechs weist Rostflecken auf (Vorderseite) und die Rostflecken sind nicht durchgeschnitten (Rückseite)
Bei Platten mit gestickten Flecken und Ölflecken auf der Oberfläche müssen diese zuerst bearbeitet und dann geschnitten werden.
Wenn es nicht vollständig gereinigt werden kann, sollten Sie die Schneidgeschwindigkeit verringern, den Hilfsluftdruck erhöhen und die Leistung steigern, um zu verhindern, dass das Blech nicht durchgeschnitten werden kann.
Beim Laserschneiden gibt es das Phänomen der Wärmeabsorption und der thermischen Diffusion, und die Materialtemperatur hat einen nicht zu vernachlässigenden Einfluss auf die Qualität des Laserschneidens.
Im Allgemeinen wirkt sich eine Materialtemperatur von über 90 °C nachteilig auf das Laserschneiden aus (leichtes Sprengen und Überschmelzen).
Um die nachteiligen Auswirkungen von Temperaturschwankungen auf das Schneiden zu verringern, kann im Allgemeinen die Methode des Sprungschnitts verwendet werden.
Das so genannte Sprungschneiden besteht darin, eine Kontur in einem kleinen Bereich zu schneiden und dann zu anderen Bereichen zu springen, um den Schnitt fortzusetzen, so dass das zu bearbeitende Material in einem kleinen Bereich nicht zu stark erhitzt wird.
Einfluss von Anschlüssen auf die Qualität des Laserschneidens
Das Anfahren und Anhalten der Maschine und die Änderung der Bewegungsrichtung beeinflussen die Stabilität der Schnittqualität.
Es ist unbedingt erforderlich, einen Bleischnitt in den eigentlichen Schnitt einzufügen.
Die Methoden und der Anwendungsbereich sind in der folgenden Tabelle dargestellt:
Führungsmodus
Umfang der Anwendung
Gerade Linie rechtwinklig führen
0,5-3mm Blatt
Gerade Linie mit Bogenvorlauf
4-6mm
Gerade tangentiale Leitung
8-16mm
Die empfohlene Länge der Leitung ist wie folgt:
Blechdicke (mm)
Runder Durchmesser (d, mm)
Leitungslänge (a,mm)
1-6
d<10
Ausgehend von der Mitte des Kreises
d>10
5
8-12
d<20
Ausgehend von der Mitte des Kreises
d>20
10
15-20
d<30
Ausgehend von der Mitte des Kreises
d>30
15
Beim Schneiden von dickem Kohlenstoffstahl (größer oder gleich 6 mm) ist es notwendig, den Vorlauf zu verlängern, um zu verhindern, dass die durch das Lochstrahlen erzeugte Schlacke den Schnitt beeinträchtigt.
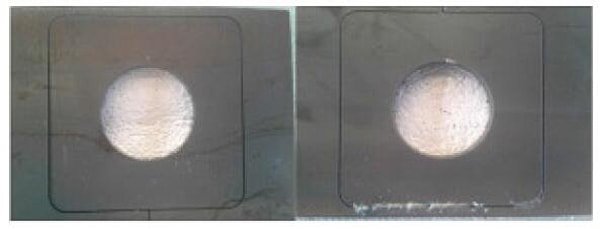
Scharfkantiges Schneidverfahren
Ursachen für akute Winkelverbrennungen
Beim Schneiden des spitzen Winkels durchläuft die Maschinenachse einen Prozess der Verlangsamung und Beschleunigung, und die Geschwindigkeit ändert sich, während die Laserausgangsleistung unverändert bleibt.
Die an den Ecken konzentrierte Laserenergie ist doppelt so groß wie die Schnittlinie.
Die Ecken verbrennen wegen der zu großen Hitze.
Scharfkantige Bearbeitungstechnik
In der LaserschneidverfahrenVersuchen Sie, starke Geschwindigkeits- und Richtungsänderungen zu vermeiden, da dies leicht zu einer lokalen Überhitzung des Werkstücks führen kann, wodurch die Schnittqualität beeinträchtigt wird.
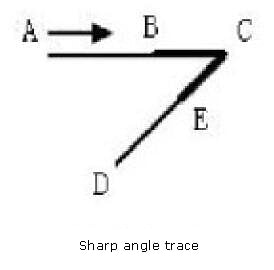
Für scharfe Winkel gibt es im Allgemeinen die folgenden Bearbeitungsmethoden:
1) Übergang mit einem Kreisbogen
Wenn es keine besonderen Anforderungen an den spitzen Winkel gibt, ist es im Allgemeinen möglich, den kleinen Bogen R1-2mm für den Übergang zu verwenden.
Änderungen der Schnittgeschwindigkeit und -richtung werden effektiv gepuffert.
Wie unten dargestellt:
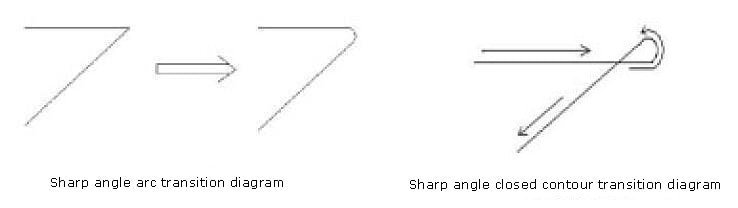
2) Überschneidung geschlossener Konturübergänge
Wie in der Abbildung zu sehen ist, wird als zusätzliches Verfahren ein geschlossener Überschnitt an der Ecke hinzugefügt, so dass sich die Schnittgeschwindigkeit und -richtung an den Ecken nicht abrupt ändert, um die Wärme überall gleichmäßig zu verteilen und somit den spitzen Winkel mit klaren Linien auszuschneiden. scharfe Kanten.
Jetzt kennen Sie bereits die 9 Faktoren, die sich auf die Qualität des Laserschneidens auswirken, und die Methode zur Verbesserung der Qualität des Laserschneidens.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich schon einmal gefragt, wie Laser Stahl punktgenau durchtrennen können? In diesem Artikel lüften wir die Geheimnisse des Laserschneidens. Von den Lasermodi bis hin zu den Düseneinstellungen - entdecken Sie, wie...
Haben Sie sich schon einmal gefragt, wie Sie beim Laserschneiden eine erstklassige Qualität sicherstellen können? In diesem Artikel werden neun wesentliche Standards für die Bewertung der Präzision und Effektivität von Laserschnitten vorgestellt. Sie lernen, Faktoren zu bewerten...
Haben Sie jemals die frustrierenden Wellen auf lasergeschnittenen Blechen bemerkt? Diese Unregelmäßigkeiten können die Präzision beeinträchtigen und die Kosten erhöhen. Dieser Artikel befasst sich mit den kritischen Faktoren, die zu Schneidrippeln führen...
Warum liefert Ihre Laserschneidmaschine manchmal keine präzisen Schnitte? Die Antwort könnte in der Ausrichtung des optischen Pfads liegen. Dieser Leitfaden führt Sie durch die Schritte zur Einstellung...
Stellen Sie sich vor, Sie könnten mühelos dicke Bleche mit der Präzision eines Skalpells durchtrennen. In diesem Blogbeitrag werden die Grundlagen des Laserschneidens von Blechen erläutert, einer revolutionären Methode, die...
Haben Sie sich jemals gefragt, welche Faktoren die Qualität des Laserschneidens beeinflussen? In diesem Blogbeitrag tauchen wir in die Feinheiten der Laser-Material-Interaktion ein und untersuchen, wie Strahlcharakteristik, Leistung, Geschwindigkeit und...
Laser haben die Fertigung revolutioniert, aber kennen Sie auch die führenden Unternehmen, die Innovationen in diesem Bereich vorantreiben? In diesem Blogbeitrag stellen wir Ihnen die wichtigsten Akteure vor, die die Zukunft des Lasers gestalten...
Haben Sie sich jemals mit der Wahl der richtigen Laserschneiddüse für Ihr Projekt schwer getan? Die Auswahl der optimalen Düse ist entscheidend für saubere, präzise Schnitte und eine maximale Effizienz. In diesem...
Haben Sie sich jemals gefragt, wie eine Laserschneidmaschine tickt? In diesem Blog-Beitrag tauchen wir tief in das Innenleben dieser hochpräzisen Maschinen ein, die die Branche revolutioniert haben...