FANUC CNC-Drehmaschinenbefehle (G/M-Code): Ein vollständiger Leitfaden
In diesem Blog-Beitrag gibt ein erfahrener Maschinenbauingenieur Insider-Tipps und -Techniken für die Beherrschung der Fanuc CNC-Drehbankbefehle. Entdecken Sie, wie Sie Ihre CNC-Programmierkenntnisse optimieren, die Produktivität steigern und Ihre Bearbeitungsprojekte auf die nächste Stufe heben können.
Die Werte von X (U) und Z (W) stellen die Koordinaten des hypothetischen Schnittpunkts zwischen benachbarten Linien AD und DE im Werkstückkoordinatensystem dar, wobei X und Z die absoluten Koordinatenwerte und U und W die inkrementalen Koordinatenwerte sind. Der C-Wert bezeichnet den Abstand relativ zum Fasenstartpunkt. Der R-Wert gibt den Radius des Verrundungsbogens an.
G02: Bogeninterpolation im Uhrzeigersinn
G02X__Z__R__F__ G02X__Z__ I__K__ F__
R steht für den Radius des Bogens. Wenn der Mittelpunktswinkel des Bogens zwischen 0° und 180° liegt, nimmt R einen positiven Wert an; bei einem Mittelpunktswinkel zwischen 180° und 360° nimmt R einen negativen Wert an. I und K bezeichnen die inkrementellen Koordinaten des Bogenmittelpunkts in Bezug auf die X- und Z-Achse vom Ausgangspunkt des Bogens aus, d. h. die Koordinaten des Mittelpunkts subtrahieren die Koordinaten des Ausgangspunkts (I wird durch den Radiuswert dargestellt). Wenn I und K gleich Null sind, können sie weggelassen werden.
Das Werkzeug wird mit dem Befehl G00 auf seine Rückkehr zu den im Programm festgelegten X- und Z-Koordinaten überprüft. Wenn die Rückführung korrekt ist, leuchtet die Kontrollleuchte auf. Unstimmigkeiten führen jedoch zu Systemalarmen an der Werkzeugmaschine.
G28: Automatische Rückkehr zum Referenzpunkt
G28 X(U) Z(W); X und Z sind die Punkte, die bei der Rückkehr übergeben werden.
G29: Rückkehr zum Referenzpunkt
G29 X(U) Z(W)
Vom Bezugspunkt aus, der durch den Mittelpunkt zu den angegebenen X- und Z-Positionen verläuft, ist der Mittelpunkt der mit G28 bezeichnete Punkt, daher kann dieser Befehl nur nach G28 erscheinen.
G30: Rückkehr zum Sollwert
G30 P2/P3/P4 X Z
P2, P3 und P4 stellen den zweiten, dritten bzw. vierten Bezugspunkt dar, während X und Z die Zwischenpunkte sind.
Bedeutung: Das Werkzeug fährt durch die Zwischenpunkte, um die Positionen des 2., 3. und 4. Referenzpunktes zu erreichen.
G31: Sprungfunktion
G32: Gleiche Gewindesteigung
G32X(U)_Z(W)_F_Q_
G32 Z(W) F; (zylindrisches Gewinde)
G32 X(U) F; (stirnseitiges Gewinde)
G32 X(U) Z(W) F; (Konisches Gewinde)
Anmerkung:
1. Beim Programmieren sollten die Ein- und Ausschneidesegmente in das Gewindedrehprogramm integriert werden.
2. Bei der Bearbeitung von konischen Gewinden wird, wenn der Winkel α kleiner oder gleich 45 Grad ist, die Gewindesteigung in Richtung der Z-Achse angegeben; wenn der Winkel α größer als 45 Grad und kleiner oder gleich 90 Grad ist, wird die Gewindesteigung in Richtung der X-Achse angegeben.
3. Q steht für den Anfangswinkel des Gewindes, ohne Dezimalpunkt, und die Einheit ist 0,001°.
G34: Gewinde mit variabler Steigung
G34 X(U) Z(W) F K ; (Konisches Gewinde)
K steht für die Erhöhung (positiver Wert) oder Verringerung (negativer Wert) der Steigung pro Umdrehung, der Rest ist derselbe wie bei G32.
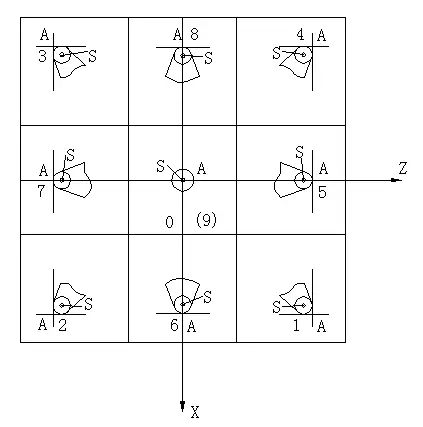
Beim vorderen Werkzeughalter ist der Außenkreis G42 mit der Positionsnummer 3 und die Bohrung ist G41 mit der Positionsnummer 2. Die folgende Abbildung zeigt die Positionsnummer für den vorderen Werkzeughalter, wobei die Positionen 2 und 3 sowie 1 und 4 für den hinteren Werkzeughalter vertauscht sind, während der Rest gleich bleibt.
G42: Rechtsversatz für Werkzeugspitzenradius
G50: Koordinatensystemeinstellung oder Höchstgeschwindigkeit
G50 X Z oder G50 S
G50.3: Werkstück-Koordinatensystem voreingestellt
G50.2: Aufhebung der Polygondrehung
G51: Polygondrehen
G52: Lokales Koordinatensystem
G52 X20 Z20: Die X\Z-Werte stellen die Position des lokalen Koordinatensystemursprungs innerhalb des ursprünglichen Werkstückkoordinatensystems dar.
Wenn G52 X0 Z0: wird das lokale Koordinatensystem aufgehoben und der ursprüngliche Ursprung des Koordinatensystems wiederhergestellt.
G53: Auswahl des Koordinatensystems der Werkzeugmaschine
Heben Sie die Auswahl des Werkstückkoordinatensystems auf und wählen Sie das Koordinatensystem der Werkzeugmaschine.
(G90) G53 X_ Y_ Z_: ist im absoluten Befehl (G90) gültig, aber im inkrementellen Befehl (G91) ungültig.
Anmerkung:
(1) Der Werkzeugdurchmesser-, Werkzeuglängen- und Werkzeugpositions-Offset muss vor der Zuweisung des G53-Befehls aufgehoben werden. Andernfalls bewegt sich die Werkzeugmaschine entsprechend den zugewiesenen Offsetwerten.
(2) Bevor Sie den Befehl G53 manuell oder mit dem Befehl G28 ausführen, müssen Sie die Werkzeugmaschine zum Ursprung zurücksetzen. Der Grund dafür ist, dass das Koordinatensystem der Werkzeugmaschine vor der Ausführung des Befehls G53 eingestellt werden muss.
G54▲: Auswahl des Werkstückkoordinatensystems 1
G54; Standardmäßig eingeschaltet.
G55-59: Auswahl der Werkstück-Koordinatensysteme 2-6
G65: Nicht-modaler Aufruf eines Makroprogramms
In der Klasse A wird das System FANUC 0TD verwendet, in der Klasse B das System FANUC 0I.
Lokale Variablen sind #1-#33, gemeinsame Variablen sind #100-#149, #500-#549, und Systemvariablen sind #1000 und höher.
Makroprogramme enden mit M99 und können mit M98 oder "G65 P(Programmnummer)L(Anzahl)" aufgerufen werden.
Das Format für Programme der Klasse A ist: G65 H(a)P(b)Q(c)R(d), wobei a der H-Code, b die Ergebnisvariable und c, d zwei Operationsvariablen sind.
Makroprogramm-Betriebsbefehl der Klasse B.
Zuweisung
#i=#j
Funktion des Bodens
#i=FUP[#j]
Zusatz
#i=#j+#k
Natürlicher Logarithmus
#i=LN[#j]
Subtraktion
#i=#j-#k
Exponentialfunktion
#i=EXP[#j]
Multiplikation
#i=#j*#k
Oder
#iOR#j
Abteilung
#i=#j/#k
Exklusiv oder
#iXOR#j
Sinus
#i=SIN[#j]
Und
#iund#j
Inverser Sinus
#i=ASIN[#j]
Umwandlung von BCD in BIN
#i=BIN[#j]
Kosinus
#i=CON[#j]
Umwandlung von BIN in BCD
#i=BCD[#j]
Inverser Kosinus
#i=ACON[#j]
Entspricht
EQ
Tangente
#i=TAN[#j]
Nicht gleichzusetzen mit
NE
Umgekehrter Tangens
#i=ATAN[#j]/[#k]
Größer als
GT
Quadratwurzel
#i=SQRT[#j]
Größer als oder gleich
GE
Absoluter Wert
#i=ABS[#j]
Weniger als
LT
Rundung
#i=ROUND[#j]
Weniger als oder gleich
LE
Decke
#i=FIX[#j]
Steuerbefehl: GOTO n - Unbedingter Sprung
IF [Bedingungsausdruck] GOTO n - Bedingte Sprunganweisung
WHILE [Bedingungsausdruck] DO m (m=1, 2, 3...) - Schleifenbefehl
...
END m;
G66: Makroprogramm Modalaufruf
G67: Abbruch des modalen Aufrufs eines Makroprogramms
G70: Innen- und Außenzylindrische Feindrehmischung Fester Zyklus
Format der Programmierung: G70 P(ns) Q(nf)
Wo:
ns steht für die Startprogrammsegmentnummer des Präzisionsbearbeitungsprozesses;
nf steht für die Endprogramm-Segmentnummer der Feinbearbeitung;
Anmerkungen:
(1) Der Befehl G70 kann nicht unabhängig verwendet werden; er muss mit den Befehlen G71, G72, G73 kombiniert werden, um den Festzyklus für die Präzisionsbearbeitung zu vervollständigen, d.h. nach dem Schruppdrehen des Werkstücks mit den Befehlen G71, G72, G73 wird G70 verwendet, um den Festzyklus für das Präzisionsdrehen festzulegen, wobei das durch die Schruppbearbeitung entstandene Aufmaß entfernt wird.
(2) In diesem Fall sind die F-, S-, T-Befehle in den Programmsegmenten G71, G72, G73 ungültig; nur die F-, S-, T-Befehle in den ns~nf-Programmsegmenten sind wirksam. Wenn die F-, S-, T-Befehle nicht in den ns~nf-Programmsegmenten angegeben sind, sind die F-, S-, T-Befehle des Schruppdrehzyklus wirksam.
G71: Innen- und Außenzylindrische Feindrehmischung Fester Zyklus
Programmierung Format: G71U (△d) R(e);
G71 P(ns) Q(nf) U (△u) W(△w) F S T ;
Wo:
ns: Bezieht sich auf die Startprogrammnummer des Präzisionsbearbeitungssegments;
nf: Bezieht sich auf die Endprogrammnummer des Präzisionsbearbeitungssegments;
△u: Stellt das für die Präzisionsbearbeitung in radialer Richtung (Richtung der X-Achse) verbleibende Aufmaß dar (Durchmesserwert);
△w: Stellt den Spielraum dar, der für die Präzisionsbearbeitung in axialer Richtung (Richtung der Z-Achse) verbleibt;
△d: Stellt die Schnitttiefe pro Zeit dar (Radiuswert);
e ist der radiale Rückzugsbetrag beim Zurückziehen des Werkzeugs
F: Steht für die Vorschubgeschwindigkeit bei der Schruppbearbeitung; S: Steht für die Spindeldrehzahl bei der Schruppbearbeitung;
T: Steht für die Werkzeugnummer, die bei der Schruppbearbeitung verwendet wird:
(1) Wenn die obige Anweisung für die Innenkonturbearbeitung des Werkstücks verwendet wird, sollte △u ein negativer Wert sein.
(2) Bei Verwendung von G71 zum Schruppen sind nur die im G71-Programmsegment enthaltenen F-, S-, T-Funktionen wirksam. Die im Programmsegment ns~nf enthaltenen F-, S-, T-Funktionen sind für den Schruppzyklus unwirksam, auch wenn sie angegeben sind. Die Werkzeugkorrektur kann durchgeführt werden, und die Radiuskorrektur der Werkzeugspitze kann vor G70 programmiert werden, normalerweise in der Bewegung, die zum Startpunkt führt. Zum Beispiel: G42G00X55Z2; G70P10Q20; G40G00X100Z50;
(3) Diese Anweisung ist anwendbar, wenn die Z-Koordinate monoton ansteigt oder abfällt und sich die X-Koordinate ebenfalls monoton ändert. Das Programmsegment Ns muss sich entlang der X-Achse bewegen, und es dürfen keine Z-Werte erscheinen.
2. d: Betrag des Rückschnitts in Z-Richtung, ohne Vorzeichen; die anderen Parameter sind die gleichen wie bei G71. Das Ns-Programmsegment muss in Z-Richtung zugestellt werden und darf keinen X-Wert enthalten. Wenn der obige Befehl für die Innenkonturbearbeitung des Werkstücks verwendet wird, sollte △u ein negativer Wert sein.
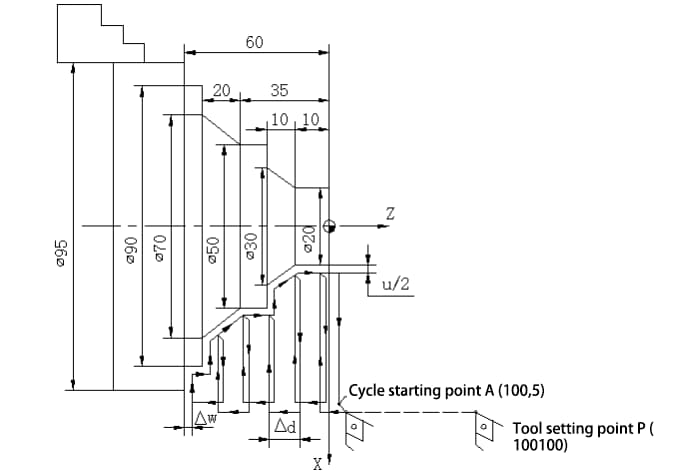
Beispiel: Wie in der Abbildung dargestellt, lautet die Programmliste:
O4534;
N10 G50 X100.0 Z100.0;
N20 M03 S1000;
N30 G00 X100.0 Z5.0 M08;
N35 G72W3R0.5
N40 G72 P50 Q120 U0.5 W0.2 D3.0 F300;
N50 G00 Z-60.0;
N60 G01 Z-55.0 F200;
N70 X70.0;
N80 X50.0 Z-35.0;
N90 W15.0;
N100 X30;
N110 X20.0 W10.0;
N120 Z5.0;
N130 G00 X100.0 Z100.0 M09;
N140 M05;
N150 M30;
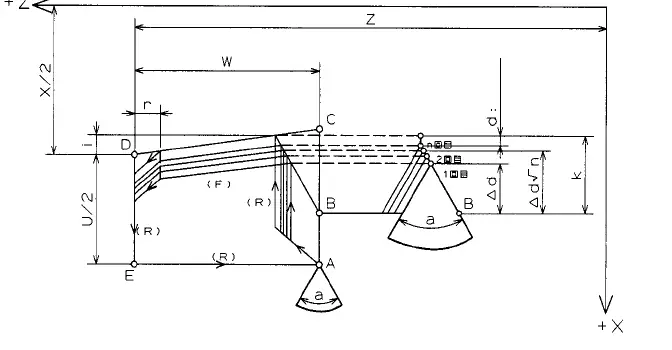
G73: Konturvervielfältigungs-Zyklus
Programmierung Format: G73 U(△i) W(△k) R (d);
G73 P(ns) Q(nf) U (△u) W(△w) F S T ;
d: Stellt die Anzahl der Zyklen beim Schruppdrehen dar (Anzahl der Schichten);
△i: Beim Schruppdrehen das gesamte Aufmaß, das in Richtung der X-Achse (Rückzugsbetrag des Werkzeugs) und in Richtung des Radius abgetragen werden muss. Das heißt: die Rohgröße minus die kleinste Werkstückgröße geteilt durch 2. Das Loch ist ein negativer Wert.
△k: Beim Schruppen das gesamte Aufmaß, das in Richtung der Z-Achse (Rückzugsbetrag des Werkzeugs) und in der Richtung abgetragen werden soll; △k ist im Allgemeinen Null. Der Rest ist derselbe wie beim Befehl G71.
m - Die Anzahl der Wiederholungen der Präzisionsbearbeitung, kann zwischen 1 und 99 liegen, dies ist ein modaler Wert.
r - Fasenbetrag am Ende des Gewindes (der Abstand des schrägen Werkzeugrückzugs in Z-Richtung), er beträgt das 0,0- bis 9,9-fache der Gewindesteigung, Einheit ist 0,1S, dargestellt durch zwei Ziffern von 00-99.
α - Gewindespitzenwinkel (Gewindezahnwinkel), Sie können eine der folgenden sechs Optionen wählen: 80°, 60°, 55°, 30°, 29° und 0°, bestimmt durch zwei Ziffern. Dies ist ein modaler Wert.
△d min - Minimaler Werkzeugrückzug beim Schneiden, angegeben als Radiuswert, in Mikrometern, ohne Dezimalstellen.
d - Aufmaß für die Präzisionsbearbeitung, dargestellt als Modalwert mit dezimalem Radiuswert, in Millimetern.
i - Der Radiusunterschied zwischen dem Anfangs- und Endpunkt des Gewindes. Wenn i gleich Null ist, bedeutet dies, dass ein gerades Standardgewinde geschnitten wird.
k - Tiefe des Gewindes. Für Außengewinde wird k als 649,5P berechnet, für Innengewinde wird k als 541,3P berechnet, angegeben als Radiuswert in Mikrometern, ohne Dezimalstellen.
△d - Die erste Schnitttiefe, angegeben als Radiuswert, in Mikrometern, ohne Dezimalstellen.
X, Z - Bei der Absolutwertprogrammierung stellen sie die Koordinaten des Gewindeendpunkts im Werkstückkoordinatensystem dar. Bei der inkrementellen Programmierung stellen sie die inkrementellen Koordinatenwerte des Schneideendpunkts relativ zum Zyklusstartpunkt dar, dargestellt durch U und W.
R gibt die Hälfte der Differenz zwischen der X-Koordinate am Startpunkt und der X-Koordinate am Endpunkt des Kegelschnitts an. Er kann negativ sein, wobei ein negativer Wert für einen regelmäßigen Kegel und ein positiver Wert für einen umgekehrten Kegel steht. Ohne R handelt es sich um einen zylindrischen Schnitt. Schnittgeschwindigkeit: G00 - G01 - G01 - G00.
G92: Zyklus Gewindeschneiden
G92 X(U) Z(W) F R;
R = (X Startpunkt - X Endpunkt) / 2. R ist nicht modal und muss in jedem Satz enthalten sein.
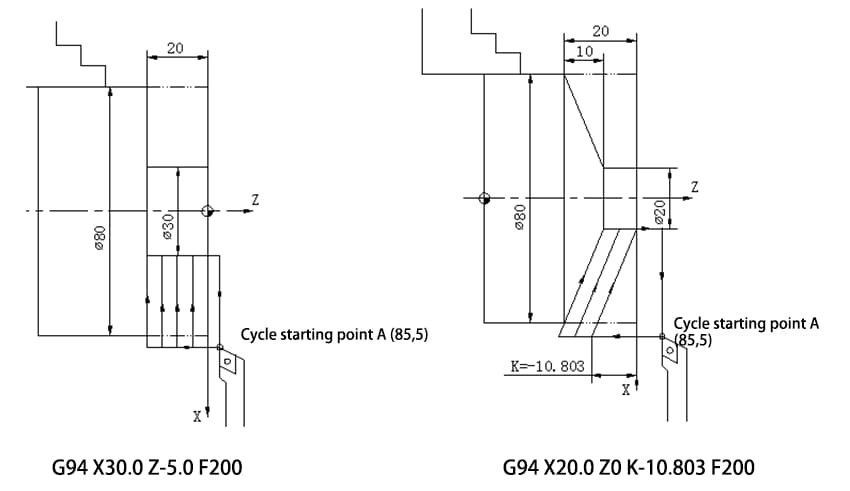
G94: Stirnseitenschnitt-Zyklus
Befehlsformat: G94 X(U) Z(W) F;
Befehlsformat für das Schneiden von konischen Stirnseiten: G94 X(U) Z(W) K F
Dabei stehen X und Z für den absoluten Koordinatenwert des Endpunkts des Schneidesegments;
U, W stehen für den Koordinateninkrementwert des Endpunkts des Schneidesegments relativ zum Startpunkt des Zyklus; F steht für die Vorschubgeschwindigkeit. K steht für die Differenz der Z-Koordinatenwerte zwischen dem Start- und dem Endpunkt des Schnittabschnitts (in der Regel ein negativer Wert), d. h. K=Z Startpunkt - Z Endpunkt.
G96: Ausführung mit konstanter linearer Geschwindigkeit
M3S300; Anfangsgeschwindigkeit
G50S1000; Höchstgeschwindigkeit 1000
G96S100; Spindeldrehzahl 100m/min
…
G97▲: Aufhebung der konstanten linearen Geschwindigkeit, Beendigung der Geschwindigkeit.
G97 S300; Aufhebung der konstanten linearen Geschwindigkeit, Geschwindigkeit ist 300r/min
G98: Vorschub pro Minute
Einheit: mm/min Beispiel: G98 G01 X20 F200
G99▲: Vorschub pro Umdrehung
Einheit: mm/Umdrehung Beispiel: G99 G01 X20 F0.2;
M00: Alle Aktionen werden gestoppt.
M01: Programmauswahl Stopp
Muss gedrückt werden: Stopptaste wählen, damit sie wirksam wird, entspricht M00;
M02: Programmabbruch
Der Cursor kehrt nicht zurück.
M03/M04: Spindel vorwärts (im Uhrzeigersinn) / rückwärts (gegen den Uhrzeigersinn)
M03 S300;
M05: Spindelanschlag
M08/09: Kühlmittel ein/aus
M30: Programmabbruch
Der Cursor kehrt zum Programmstart zurück.
M98: Aufruf eines Unterprogramms
Format der Programmierung: M98 PxxxxL ;
oder M98 Pxxxxxxxx ;
M99: Rückkehr zum Hauptprogramm
Dabei stehen die vier Ziffern nach der P-Adresse für die Nummer des Unterprogramms und der Aufruf nach der L-Adresse für die Aufrufzeiten. Wenn die Aufrufzeit 1 ist, kann sie weggelassen werden, und die zulässige Anzahl der wiederholten Aufrufe beträgt bis zu 999. Wenn die acht Ziffern auf die P-Adresse folgen, stehen die ersten vier für die Aufrufzeiten und die letzten vier für die Nummer des Unterprogramms. Wenn die Aufrufzeit 1 ist, kann sie weggelassen werden.
Wenn M99 P100; für die Rückkehr zum N100-Programmsegment des Hauptprogramms steht und das Unterprogramm M99 L2 ausführt, bedeutet dies, dass das Unterprogramm gezwungen ist, zweimal auszuführen, unabhängig davon, wie oft es vom Hauptprogramm angefordert wird.
T××××: Werkzeug-Befehl
In T0101 stehen die ersten beiden Ziffern für die Werkzeugnummer, während die letzten beiden Ziffern die Werkzeugkorrekturnummer bezeichnen.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich schon einmal gefragt, wie schrägverzahnte Zahnräder mit moderner Technik präzise hergestellt werden? Dieser Artikel befasst sich mit dem komplizierten Prozess der Bearbeitung schrägverzahnter Zahnräder auf einer vierachsigen CNC-Maschine. Er behandelt...
In diesem Artikel erkunden wir die Welt der japanischen Werkzeugmaschinenhersteller, der unbesungenen Helden hinter vielen industriellen Innovationen. Entdecken Sie ihre Spitzentechnologien, ihr bewährtes Know-how und ihre bedeutenden Beiträge zu verschiedenen...
Haben Sie sich jemals über die Giganten der CNC-Maschinenindustrie gewundert? In diesem faszinierenden Blogbeitrag tauchen wir tief in die Welt der CNC-Fertigung ein und erforschen die...
In der sich schnell entwickelnden Welt der Fertigung sind CNC-Maschinen unverzichtbar geworden. Doch wie wählt man angesichts der zahlreichen Hersteller, die um Aufmerksamkeit buhlen, die besten aus? Als erfahrener Maschinenbauingenieur,...
Entdecken Sie die Geheimsprache, die Maschinen zum Leben erweckt! In diesem fesselnden Blogbeitrag tauchen wir in die faszinierende Welt von G-Code und M-Code ein, den grundlegenden Programmierbefehlen, die...
Haben Sie sich jemals gefragt, wie moderne Fabriken eine solche Präzision und Effizienz erreichen? Dieser Artikel erforscht die faszinierende Welt der computergestützten numerischen Steuerung (CNC) und zeigt auf, wie sie die Fertigung revolutioniert. Entdecken Sie die wichtigsten...
Haben Sie sich jemals gefragt, warum Ihre CNC-Maschine immer wieder ausfällt? Von Kollisionsunfällen bis hin zu elektrischen Ausfällen - CNC-Maschinen stehen vor zahlreichen betrieblichen Herausforderungen. Dieser Artikel befasst sich mit den häufigsten Problemen und bietet praktische Lösungen...
Haben Sie sich jemals gefragt, wie die Maschinen, die unsere Welt gestalten, hergestellt werden? In diesem Artikel werden die wichtigsten Hersteller von CNC-Drehmaschinen vorgestellt und die Geheimnisse hinter ihrer Spitzentechnologie und ihrem weltweiten Einfluss gelüftet. Entdecken Sie...
Stellen Sie sich vor, Ihre CNC-Werkzeugmaschine ist nicht richtig ausgerichtet - schon ein winziger Rechenfehler kann zu kostspieligen Fehlern führen. In diesem Artikel werden die wichtigsten Methoden für eine genaue Werkzeugausrichtung beim CNC-Fräsen erläutert...