1. Konzept der Ermüdung und des Bruchs
Ermüdung: Ermüdung ist die fortschreitende und örtlich begrenzte strukturelle Schädigung von Materialien, die einer zyklischen Belastung ausgesetzt sind. Sie beinhaltet die Entstehung und Ausbreitung von mikroskopisch kleinen Rissen bei Spannungen, die deutlich unter der Streckgrenze des Materials liegen.
Ermüdungsbruch: Ermüdungsbruch ist das endgültige Versagen eines Materials oder Bauteils aufgrund der kumulativen Wirkung zyklischer Spannungen oder Belastungen. Dieses Phänomen tritt in drei verschiedenen Stadien auf:
- Rissentstehung: Mikroskopische Risse bilden sich an Spannungskonzentrationspunkten, oft an Oberflächenfehlern oder Materialunterbrechungen.
- Rissausbreitung: Bei fortgesetzter zyklischer Belastung wachsen diese Risse mit jedem Belastungszyklus schrittweise an.
- Plötzlicher Bruch: Wenn der verbleibende Querschnitt die aufgebrachte Last nicht mehr tragen kann, kommt es zu einem katastrophalen Versagen.
Zu den wichtigsten Merkmalen von Ermüdungsbrüchen gehören:
- Niedrige Spannungsamplitude: Ein Versagen kann bei Spannungen auftreten, die weit unter der statischen Streckgrenze des Materials liegen.
- Plötzlichkeit: Der endgültige Bruch erfolgt oft ohne Vorwarnung, da das Risswachstum möglicherweise nicht sichtbar ist.
- Lokalisierung: Der Schaden ist stark lokalisiert und geht typischerweise von einem einzigen Punkt mit hoher Spannungskonzentration aus.
- Empfindlichkeit gegenüber Defekten: Materialfehler, Oberflächenrauhigkeit und Spannungserhöhungen beeinflussen die Ermüdungslebensdauer erheblich.
- Zeitabhängig: Das Versagen tritt nach einer bestimmten Anzahl von Belastungszyklen ein, die je nach Belastungsamplitude und Materialeigenschaften zwischen Tausenden und Millionen liegen können.
2. Klassifizierung von Ermüdungsbrüchen
- Ermüdung bei hohen und niedrigen Zyklen
Hochzyklische Ermüdung (High Cycle Fatigue, HCF) tritt auf, wenn Bauteile relativ geringen Spannungen ausgesetzt sind, die nach mehr als 105 Zyklen zum Versagen führen. Diese Art der Ermüdung ist in der Regel mit elastischer Verformung verbunden und kommt häufig bei Bauteilen wie Federn, Getriebewellen und Befestigungselementen vor. HCF zeichnet sich durch minimale plastische Verformung aus und wird häufig durch spannungsbasierte Ansätze in der Konstruktion und Analyse bestimmt.
Low Cycle Fatigue (LCF) hingegen ist eine hohe Belastung, die innerhalb von 104 Zyklen oder weniger zum Versagen führt. LCF tritt vor allem bei Komponenten auf, die bei jedem Belastungszyklus eine erhebliche plastische Verformung erfahren, wie z. B. Druckbehälter, Turbinenschaufeln und Komponenten von Kernreaktoren. Diese Art der Ermüdung wird aufgrund der ausgeprägten plastischen Verformung in der Regel mit dehnungsbasierten Ansätzen analysiert.
- Spannungsbasierte und dehnungsbasierte Ermüdungsanalyse
Die dehnungsbasierte Ermüdungsanalyse wird hauptsächlich mit LCF in Verbindung gebracht, bei der die plastische Verformung dominiert. Dieser Ansatz berücksichtigt sowohl elastische als auch plastische Dehnungskomponenten und ist entscheidend für Materialien, die eine signifikante zyklische Plastizität aufweisen.
Die spannungsbasierte Ermüdungsanalyse wird im Allgemeinen auf HCF-Szenarien angewendet, bei denen die Spannungen überwiegend im elastischen Bereich bleiben. Diese Methode eignet sich für Bauteile, die für einen Betrieb unterhalb der Streckgrenze des Materials ausgelegt sind.
In der Praxis kann die Unterscheidung zwischen spannungsbasierter und dehnungsbasierter Ermüdung unscharf sein, insbesondere im Übergangsbereich zwischen HCF und LCF (typischerweise 104 bis 105 Zyklen). Bei vielen technischen Bauteilen kommt es zu einer Kombination aus beiden Zuständen, was zu einer so genannten Verbundermüdung führt. In solchen Fällen können fortschrittliche Analysemethoden, die sowohl Spannungs- als auch Dehnungsansätze beinhalten, für eine genaue Lebensdauervorhersage erforderlich sein.
- Klassifizierung nach der Art der Belastung
Die Ermüdung kann je nach Art der angewandten Belastung weiter unterteilt werden:
- Biegeermüdung: Häufig bei rotierenden Wellen und Trägern, die zyklischen Biegemomenten ausgesetzt sind.
- Torsionsermüdung: Vorherrschend bei Antriebswellen und anderen Bauteilen, die einer zyklischen Verdrehung ausgesetzt sind.
- Axiale Ermüdung: Tritt bei Bauteilen auf, die einer zyklischen Zug-Druck-Belastung ausgesetzt sind, z. B. bei Pleuelstangen.
- Kontaktermüdung: Wird bei Wälzlagern und Getriebezähnen aufgrund wiederholter Oberflächenkontaktbelastungen beobachtet.
- Schwingungsermüdung: Entsteht durch hochfrequente Schwingungen, die häufig bei Bauteilen in der Luft- und Raumfahrt sowie in der Automobilindustrie auftreten.
- Reibende Ermüdung: Verursacht durch eine Kombination aus zyklischer Belastung und Schwingungen mit kleinen Amplituden zwischen den sich berührenden Oberflächen, häufig bei Schraubverbindungen und Keilwellenverbindungen.
3. Merkmale von Ermüdungsbrüchen
Makroskopisch lässt sich der Ermüdungsbruchprozess in drei verschiedene Phasen unterteilen: Rissentstehung, Rissausbreitung und endgültiger Bruch.
Die Rissentstehung erfolgt an Stellen mit Spannungskonzentration, wie z. B. an Oberflächenfehlern, Kerben oder metallurgischen Diskontinuitäten. Diese dienen als Keimzellen für die Bildung von Mikrorissen unter zyklischen Belastungsbedingungen.
Die Rissausbreitungszone ist durch eine relativ glatte, flache Oberfläche gekennzeichnet, die senkrecht zur Hauptspannungsrichtung verläuft. Diese Zone weist ausgeprägte Ermüdungsstreifen auf, die auch als Beach Marks oder Progression Marks bezeichnet werden. Diese konzentrischen Muster strahlen von der Einleitungsstelle nach außen und zeigen an, dass der Riss mit jedem Belastungszyklus inkrementell wächst.
Die letzte Bruchzone ist der Bereich, in dem ein schnelles, instabiles Risswachstum auftritt, das zu einem plötzlichen Versagen des Bauteils führt. Dieser Bereich weist in der Regel eine rauere Textur mit Merkmalen wie Grübchen (bei duktilen Materialien) oder Spaltfacetten (bei spröden Materialien) auf. An den Rändern können Scherlippen vorhanden sein, die auf eine lokale plastische Verformung hinweisen.
Mikroskopisch gesehen ist das Kennzeichen eines Ermüdungsbruchs das Vorhandensein von Ermüdungsstreifen, die unter starker Vergrößerung sichtbar sind. Diese feinen, parallelen Linien stellen die Position der Rissfront nach jedem Belastungszyklus dar. Darüber hinaus können je nach Material und Belastungsbedingungen weitere mikrostrukturelle Merkmale beobachtet werden:
- Spalt- und Quasi-Spaltfacetten in spröden oder halbspröden Materialien
- Interkristalline Brüche entlang von Korngrenzen in Materialien, die für Umwelteinflüsse anfällig sind oder schwache Korngrenzen haben
- Sekundärrisse senkrecht zur Hauptbruchebene
- Mikrovoid-Koaleszenz (Grübchen) in duktilen Materialien, insbesondere in der Endbruchzone
Das Verständnis dieser makro- und mikroskopischen Merkmale ist für die Fehleranalyse von entscheidender Bedeutung, da sie wertvolle Informationen über die Belastungsgeschichte, die Umgebungsbedingungen und das Materialverhalten während des Ermüdungsprozesses liefern.
4. Merkmale von Ermüdungsbrüchen
(1) Ermüdungsbrüche zeichnen sich dadurch aus, dass während des Versagensprozesses keine signifikante makroskopische plastische Verformung auftritt. Diese Eigenschaft führt häufig zu einem plötzlichen und katastrophalen Versagen mechanischer Bauteile ohne vorherige Warnzeichen. Das Fehlen einer sichtbaren Verformung macht Ermüdungsbrüche besonders heimtückisch, da sie ohne offensichtliche Anzeichen eines bevorstehenden Versagens auftreten können, was zu unerwarteten und potenziell gefährlichen Ausfällen in kritischen Maschinen oder Strukturen führt.
(2) Die zyklischen Spannungen, die Ermüdungsbrüche verursachen, liegen in der Regel weit unter der Streckgrenze des Materials unter statischen Belastungsbedingungen. Dieses Phänomen wird auf den kumulativen Schädigungsmechanismus der Ermüdung zurückgeführt, bei dem mikroskopische Risse entstehen und sich unter wiederholter Belastung ausbreiten, selbst bei Spannungen, die bei statischen Anwendungen als sicher gelten würden. Die Ermüdungsgrenze oder Dauerfestigkeit, die das Spannungsniveau angibt, unterhalb dessen ein Ermüdungsversagen für eine bestimmte Anzahl von Zyklen unwahrscheinlich ist, wird häufig bei der Konstruktion verwendet, um dieses Risiko zu mindern.
(3) Bei der Untersuchung von Ermüdungsbruchflächen nach dem Versagen lassen sich verschiedene Zonen erkennen, die wertvolle Erkenntnisse über den Versagensprozess liefern. Diese Zonen umfassen typischerweise:
a) Rissinitiierungszone: Häufig gekennzeichnet durch einen glatten, halbkreisförmigen Bereich, in dem der Ermüdungsriss seinen Ursprung hat, in der Regel an einem Spannungskonzentrationspunkt oder einem Materialfehler.
b) Rissausbreitungszone: Weist charakteristische Markierungen oder Streifen auf, die das schrittweise Wachstum des Risses mit jedem Belastungszyklus darstellen. Der Abstand und das Muster dieser Markierungen können auf die Belastungsgeschichte und die Wachstumsrate des Risses hinweisen.
c) Endgültige Bruchzone: Zeigt ein raues, unregelmäßiges Aussehen, oft mit Anzeichen von duktilem oder sprödem Bruch, abhängig von den Materialeigenschaften. Diese Zone stellt das schnelle Versagen des verbleibenden Querschnitts dar, wenn er die aufgebrachte Last nicht mehr tragen kann.
5. Fallanalyse
Ein Motorrad in einer Fabrik erlitt nach 2.000 km Fahrt einen mechanischen Defekt. Bei der Demontage und Inspektion wurde festgestellt, dass die Pleuelstange der Motor-Kurbelwelle gebrochen war.
Die Pleuelstange aus 20CrMnTi wurde an der Oberfläche aufgekohlt. Das Funktionsprinzip der Pleuelstange ist in Abbildung 1 dargestellt, wobei ihre Hin- und Herbewegung die Drehung von zwei Antriebskurbelwellen antreibt.
20CrMnTi ist ein legierter Baustahl mit einem Kohlenstoffgehalt von etwa 0,2%, einen Mangangehalt von etwa 1% und einen Titangehalt von etwa 1%. Dieses Material wird üblicherweise für Wellenkomponenten verwendet und muss aufgekohlt werden.
Abb. 1
1. Makro-Inspektion
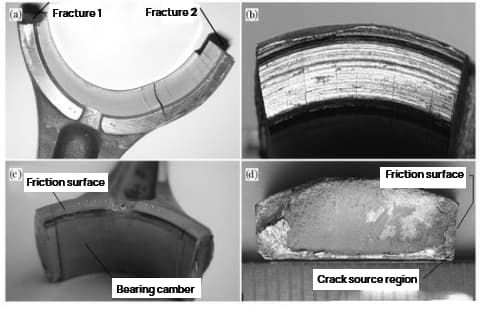
Die ausgefallene Pleuelstange wies zwei Brüche auf. Auf der Lagerwölbung am Bruchende des Pleuels sind viele Risse parallel zum Bruch sichtbar [Abbildung 3 (a)]. Eine Seite des Bruchendes weist eine starke Reibspur auf [Abbildung 3 (b)], mit einer Verschleißtiefe von 0,5 mm. Außerdem ist an einem Ende des Lagerbogens in der Nähe der Reibungsseite eine blaugraue Hochtemperaturoxidationsspur zu erkennen [Abbildung 3 (c)].
Bruch 1 ist relativ glatt und flach mit einer abgenutzten Kante, und der Ermüdungsbogen ist in der Mitte sichtbar [Abbildung 3 (d)]. An Bruch 2 wurde jedoch kein Ermüdungsbogen gefunden.
Abb. 2
Abb. 3
2. Rasterelektronenmikroskopische Analyse
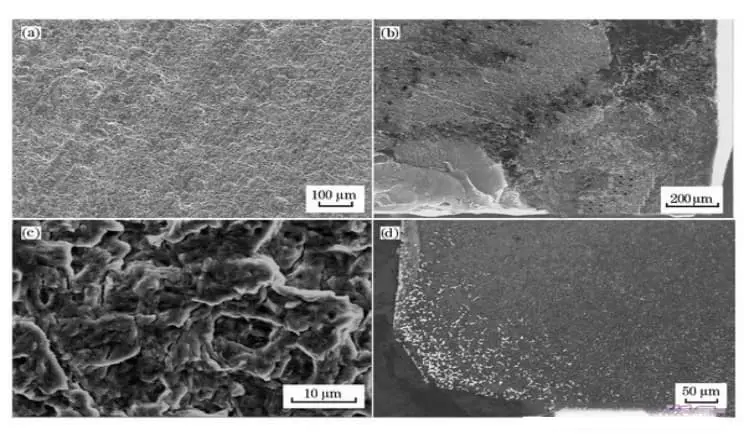
Abbildung 4 (a) in Fracture 1 zeigt einen Ermüdungsbogen unter einem Rasterelektronenmikroskop. Der Verlauf des Lichtbogens ermöglicht die Bestimmung der Ermüdungsquelle.
Die Ermüdungsquelle befindet sich in der oberen rechten Ecke von Abbildung 4 (d). Die lokale Vergrößerung zeigt, dass der Großteil des feinen Gewebes im Bereich der Ermüdungsquelle abgenutzt ist, obwohl das radiale Kantenmerkmal noch sichtbar ist (Abbildung 4 (b)).
Abbildung 4 (c) zeigt Ermüdungsstreifen und Sekundärrisse in der Ermüdungswachstumszone.
Im Gegensatz dazu weist Bruch 2 Grübchen, aber keine Ermüdungsstreifen auf. Daraus lässt sich ableiten, dass es sich bei Bruch 1 um den Primärbruch und bei Bruch 2 um einen Sekundärbruch handelt.
Abb. 4
3. Chemische Zusammensetzung
Entnehmen Sie Proben aus dem Pleuelkörper und analysieren Sie deren chemische Zusammensetzung, einschließlich des Massenanteils (%).
Die Analyseergebnisse entsprechen den Anforderungen an die chemische Zusammensetzung, die in GB/T3077-1999 für 20CrMnTi festgelegt sind.
4. Ergebnisanalyse
Die Inspektionsergebnisse zeigen, dass die chemische Zusammensetzung des Materials des defekten Teils den technischen Anforderungen entspricht. Das gebrochene Ende der Pleuelstange weist jedoch auf einer Seite starke Reibung auf.
Eine Analyse des Endes des Lagerbogens in der Nähe der Reibungsfläche ergab das Vorhandensein eines blaugrauen Oxidfilms, der eine Mischung aus schwarzem Eisenoxid (Fe3O4) und rotes Eisenoxid (Fe2O3) bei Temperaturen über 400℃ gebildet. Dies deutet darauf hin, dass die Reibung zwischen der Pleuelstange und dem Ausgangswelle Überhitzung in diesem Bereich verursacht.
Die REM-Analyse der Bruchfläche zeigt, dass die Quelle des Ermüdungsrisses an der Ecke nahe der Oxidschicht im Hochtemperaturbereich lag. Die Kombination aus Oberflächenoxidation und hoher Temperatur erhöht die Wahrscheinlichkeit von Rissbildung und Kriechschäden.
Darüber hinaus führt die Reibung zu einer rauen Metalloberfläche, was zu einer Konzentration der Oberflächenspannung führen und die Möglichkeit einer Ermüdung erhöhen kann. Der Ursprung des Bruchs liegt oft an der Stelle der maximalen Zugspannung.
Die Analyse der auf die Pleuelstange einwirkenden Kräfte hat ergeben, dass die größte Zugspannung in Abschnitt 1 des Bruchs vorhanden ist, was ihn anfällig für Rissbildung in der Nähe der Ecke der Reibungsfläche macht. Das Vorhandensein von groben Karbiden in diesem Bereich verschärft das Problem, da es die Kontinuität der Matrixstruktur unterbricht, die Bildung und Ausbreitung von Rissen beschleunigt, die Ermüdungsfestigkeitund führt schließlich zu Ermüdungsbrüchen.
Die übermäßigen Karbide auf der aufgekohlten Oberfläche der Pleuelstange sind das Ergebnis eines unsachgemäßen Aufkohlungsprozesses. Die Bildung von groben, blockigen Karbiden ist in erster Linie auf eine hohe Kohlenstoffkonzentration zurückzuführen, die am ehesten an scharfen Ecken des Werkstücks auftritt und damit dessen Lebensdauer erheblich verkürzt.
Um die Bildung von groben Karbiden zu verhindern, ist es wichtig, das Kohlenstoffpotenzial der Aufkohlungsatmosphäre während des Aufkohlungsprozesses streng zu kontrollieren. Dadurch wird ein zu hohes Kohlenstoffpotenzial vermieden, das zur Bildung von groben Karbiden auf der Werkstückoberfläche führt.
5. Schlussfolgerung
Der Bruch des Pleuels der Kurbelwelle ist das Ergebnis eines Ermüdungsbruchs. Die Ursache für den Bruch liegt in der starken Reibung, der das Pleuel während des Betriebs ausgesetzt ist, was zu einer lokalen Spannungskonzentration und hohen Temperaturen führt, die die Dauerfestigkeit des Materials verringern. Das Vorhandensein großer, blockförmiger Karbide an den Ecken der Pleuelstangenoberfläche beschleunigte das Wachstum und die Ausbreitung der Risse zusätzlich.
6. Verbesserung
Eine Verringerung der Rauheit der Reibungsteile in der Entwurfsphase kann die Spannungskonzentration verringern und die Ermüdungsfestigkeit der Teile verbessern. Dies trägt auch dazu bei, die durch Reibung verursachten hohen Temperaturen zu senken und das Risiko von Kriechschäden zu verringern.
Um den Aufkohlungsprozess zu verbessern, ist es wichtig, die Bildung übermäßiger Karbide auf der aufgekohlten Oberfläche der Pleuelstange anzugehen, die durch einen unsachgemäßen Aufkohlungsprozess verursacht wird. Grobe, blockige Karbide sind in erster Linie das Ergebnis einer hohen Kohlenstoffkonzentration, die sich am ehesten an scharfen Ecken des Werkstücks bildet und dessen Lebensdauer erheblich verkürzt.
Daher ist eine strenge Kontrolle des Kohlenstoffpotenzials der Aufkohlungsatmosphäre während des Aufkohlungsprozesses unerlässlich, um die Bildung von groben Karbiden auf der Werkstückoberfläche aufgrund eines zu hohen Kohlenstoffpotenzials zu verhindern.
6. Methoden zur Verbesserung der Ermüdungsgrenze oder Ermüdungsfestigkeit von Werkstoffen
Da es oft schwierig ist, die Betriebsbedingungen von Teilen zu ändern, ist es wichtig, das Design der Teile so weit wie möglich zu optimieren, angefangen bei den Oberflächeneffekten.
Durch die Verhinderung der Konzentration von Oberflächenspannungen in Konstruktionswerkstoffen und mechanischen Teilen wird die Ansammlung von Versetzungsschlupf verhindert und die plastische Verformung gebremst. Dadurch wird die Bildung und das Wachstum von Ermüdungsrissen erschwert, was letztlich zu einer Erhöhung der Ermüdungsgrenze oder Dauerfestigkeit führt.
1. Maßnahmen zur Verringerung der Spannungskonzentration
Bei der Konstruktion ist es ratsam, eckige oder scharfe Ecken, Löcher und Rillen zu vermeiden. In Fällen, in denen sich die Querschnittsgröße plötzlich ändert, wie z. B. an der Schulter einer abgestuften Welle, wird empfohlen, eine Übergangsleiste mit einem ausreichenden Radius zu verwenden, um die Spannungskonzentration zu verringern.
Wenn eine Vergrößerung des Radius der Übergangsverrundung aufgrund struktureller Beschränkungen nicht möglich ist, können dünnere Nuten oder Hinterschneidungen auf der Welle mit dem größeren Durchmesser geschnitten werden.
An der Kante der eng anliegenden Nabe und der Passfläche der Welle kommt es zu einer erheblichen Spannungskonzentration. Um dies zu verbessern, kann eine Entlastungsnut in die Nabe geschnitten und der Passbereich der Welle verdickt werden, um den Steifigkeitsspalt zwischen Nabe und Welle zu verkleinern und die Spannungskonzentration am Rand der Passfläche zu verringern.
Unter KehlnähteDas Rillenschweißen führt im Vergleich zum Nicht-Rillenschweißen zu einer wesentlich besseren Spannungskonzentration.
Weiterführende Lektüre: Vollständige Liste der Schweißsymbole
2. Verbessern der Oberflächenfestigkeit
Zur Verfestigung der Oberflächenschicht von Bauteilen werden mechanische Verfahren wie Walzen und Schießen eingesetzt. Hämmern verwendet werden. Diese Verfahren bilden eine Vorkompressionsspannungsschicht auf der Bauteiloberfläche, wodurch die für Rissbildung anfällige Oberflächenspannung verringert und die Dauerfestigkeit verbessert wird. Andere Verfahren, wie Wärmebehandlung und chemische Behandlung, wie Hochfrequenzabschrecken, Aufkohlen und nitrierenkann ebenfalls verwendet werden.
Beim Kugelstrahlen werden kleine Stahlkugeln mit einem Durchmesser von 0,1 bis 1 mm verwendet, die mit hoher Geschwindigkeit auf die Oberfläche der Probe einschlagen und scharfe Ecken, Grate und andere Spannungskonzentrationen entfernen. Die Oberfläche wird bis zu einer Tiefe von 1/4-1/2 des Stahlkugeldurchmessers komprimiert, wodurch Eigenspannung auf der Oberfläche des Bauteils und hemmt das Wachstum von Ermüdungsrissen.
Shotpeening