Faserlaser-Schneidemaschine: Der ultimative Leitfaden
Haben Sie sich jemals gefragt, wie ein leistungsstarker Laserstrahl durch Metall schneiden kann wie ein heißes Messer durch Butter? In diesem faszinierenden Blogbeitrag erkunden wir die Funktionsweise von Faserlaserschneidmaschinen, der Spitzentechnologie, die die Fertigungsindustrie revolutioniert. Entdecken Sie, wie diese Maschinen die Kraft des Lichts nutzen, um präzise, hochwertige Schnitte mit unvergleichlicher Geschwindigkeit und Effizienz zu erzeugen. Begleiten Sie uns auf eine Reise in die Welt des Laserschneidens und lernen Sie von Branchenexperten, die ihre Erkenntnisse und Erfahrungen weitergeben.
Was ist ein Faserlaserschneider und wie funktioniert er? Lassen Sie uns in die Feinheiten dieser fortschrittlichen Metallschneidetechnik eintauchen.
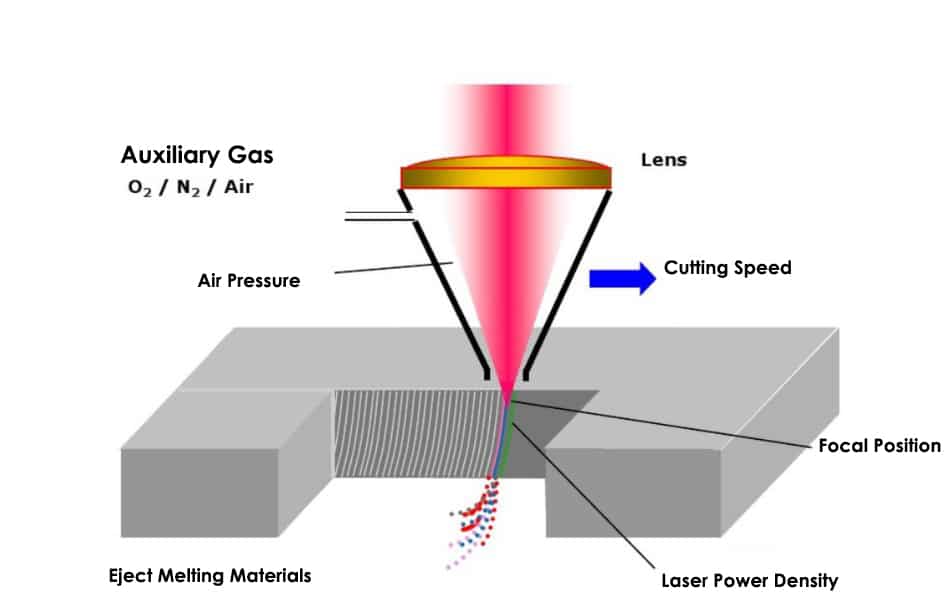
Bei einer Faserlaserschneidmaschine wird ein hochintensiver Laserstrahl von einer Festkörper-Faserlaserquelle erzeugt. Dieser Strahl wird dann durch ein ausgeklügeltes optisches Wegesystem präzise ausgerichtet und fokussiert, was zu einem extrem konzentrierten Laserstrahl mit außergewöhnlicher Leistungsdichte führt.
Bei Kontakt mit der Werkstückoberfläche erhitzt der fokussierte Laserstrahl das Material schnell auf seinen Schmelz- oder Verdampfungspunkt. Gleichzeitig wird ein Hochdruck-Hilfsgas (in der Regel Stickstoff oder Sauerstoff, je nach Material) koaxial zum Laserstrahl geleitet. Dieses Gas dient mehreren Zwecken: Es hilft beim Ausstoßen des geschmolzenen Materials aus der Schnittfuge, verhindert in einigen Fällen die Oxidation und trägt zur Kühlung der Schneidzone bei. Durch die präzise Steuerung der Strahlbewegung über CNC-gesteuerte Bewegungssysteme und die Manipulation der Werkstückposition lassen sich komplizierte Schnittmuster mit bemerkenswerter Genauigkeit erzielen.
Das Faserlaserschneiden hat die Metallverarbeitung revolutioniert und bietet erhebliche Vorteile gegenüber herkömmlichen mechanischen Schneidverfahren:
Unerreichte Präzision: Erzielt bei dünnen Materialien Toleranzen von bis zu ±0,1 mm.
Hochgeschwindigkeitsverarbeitung: Schnittgeschwindigkeiten von bis zu 40 m/min für dünne Bleche, was die Produktionszeit erheblich verkürzt.
Vielseitigkeit: Schneiden einer Vielzahl von Materialien und Dicken, von dünnen Folien bis zu 30 mm dicken Blechen für einige Metalle.
Komplexe Geometrien: Durch fortschrittliche CNC-Programmierung und Verschachtelungssoftware sind unbegrenzte Schnittmuster möglich.
Material-Effizienz: Optimierte Verschachtelungsalgorithmen maximieren die Materialausnutzung und reduzieren den Abfall.
Hervorragende Kantenqualität: Erzeugt glatte, gratfreie Kanten, die oft keine Nachbearbeitung erfordern.
Minimale Wärmeeinflusszone (HAZ): Die lokalisierte Wärmeeinbringung führt zu minimaler thermischer Verformung, die bei dünnen Materialien in der Regel weniger als 0,1 mm beträgt.
Berührungsloses Verfahren: Eliminiert den Werkzeugverschleiß und die Beschädigung des Werkstücks, die bei mechanischen Schneidverfahren auftreten.
Schmale Schnittfugenbreite: Liegt typischerweise zwischen 0,1 mm und 0,3 mm und ermöglicht eine enge Verschachtelung der Teile und Materialeinsparungen.
Kompatibilität mit der Automatisierung: Einfache Integration in automatisierte Produktionslinien zur Steigerung der Effizienz.
Die Faserlasertechnologie entwickelt sich ständig weiter und wird in Bezug auf die Ausgangsleistung, die Strahlqualität und die Schneidfähigkeiten immer besser. Durch diese kontinuierliche Weiterentwicklung wird der Anwendungsbereich stetig erweitert, so dass sie in verschiedenen Branchen zunehmend den traditionellen Metallschneideanlagen vorgezogen wird.
Beim Laserschneiden wird ein hochintensiver Laserstrahl als Wärmequelle für den präzisen Materialabtrag eingesetzt. Das Verfahren teilt grundlegende Prinzipien mit Laserschweißen arbeitet aber bei wesentlich höheren Temperaturen, oft über 11.000°C. Bei diesen extremen Temperaturen durchläuft das Zielmaterial schnelle Phasenwechsel, einschließlich Schmelzen und Verdampfen. Bei bestimmten Materialien wie Kohlenstoff und Keramik erfolgt der Schneidprozess hauptsächlich durch Sublimation, bei der das feste Material direkt in einen gasförmigen Zustand übergeht.
Beim modernen Metalllaserschneiden werden überwiegend Hochleistungs-Faserlasersysteme eingesetzt, die aufgrund ihrer höheren Effizienz, Strahlqualität und niedrigeren Betriebskosten die traditionellen CO2-Laser weitgehend verdrängt haben. Während des Schneidprozesses erfüllt ein koaxialer Gasstrahl mehrere wichtige Funktionen:
Sie hilft beim Ausstoßen von geschmolzenem Material aus der Schnittfuge (Schnittbreite).
Es trägt dazu bei, eine saubere, oxidationsfreie Schnittkante zu erhalten.
Bei der Verwendung von Sauerstoff als Hilfsgas wird eine exotherme Reaktion ausgelöst, die bei bestimmten Metallen die Schnittgeschwindigkeit beschleunigt.
Der Laserschneidprozess bietet mehrere Vorteile gegenüber herkömmlichen thermischen Schneidverfahren:
Außergewöhnlich schmale Schnittspaltbreite, typischerweise 0,1-0,5 mm je nach Materialstärke
Hohe Maßgenauigkeit, oft mit Toleranzen von ±0,1 mm oder besser
Ausgezeichnete Kantenqualität mit minimaler Wärmeeinflusszone (WEZ)
Fähigkeit zum Schneiden komplexer Geometrien und komplizierter Muster
Beim Laserschneiden kann eine breite Palette von Materialien und Dicken bearbeitet werden. Bei Metallen reichen die Schneidkapazitäten im Allgemeinen von dünnen Folien (einige Mikrometer) bis zu 25-30 mm bei Baustahl, wobei spezielle Systeme bis zu 50 mm schneiden können. Die Technologie eignet sich besonders gut für das Präzisionsschneiden von Materialien mit einer Dicke von bis zu 12 mm, darunter:
Neben Metallen wird das Faserlaserschneiden auch für die Bearbeitung nichtmetallischer Werkstoffe wie z. B:
Technische Kunststoffe und Verbundwerkstoffe
Holz und Holzwerkstoffe (z. B. Sperrholz, MDF)
Textilien und synthetische Gewebe
Graphit und kohlenstofffaserverstärkte Polymere (CFRP)
Technische Keramiken
Die Vielseitigkeit des Laserschneidens erstreckt sich auch auf spezielle Anwendungen, wie z. B:
Herstellung von Mikroelektronik
Herstellung von Medizinprodukten
Produktion von Luft- und Raumfahrtkomponenten
Rapid Prototyping und Kleinserienfertigung
Zu den wichtigsten Faktoren, die die Effizienz und Qualität des Laserschneidens beeinflussen, gehören:
Eigenschaften des Laserstrahls (Wellenlänge, Leistung, Strahlqualitätsfaktor M²)
Schneidkopfdesign und Fokussieroptik
Präzision und Dynamik von Bewegungssystemen
Fähigkeiten von CNC-Steuerungssystemen
Materialeigenschaften und Oberflächenbeschaffenheit
Optimierung der Prozessparameter (Schnittgeschwindigkeit, Hilfsgasart und -druck, Fokusposition)
Die Erstinvestition in eine Faserlaserschneidanlage kann zwar beträchtlich sein, doch bietet die Technologie erhebliche Vorteile in Bezug auf Produktivität, Flexibilität und Teilequalität, was sie zu einem immer wichtigeren Werkzeug in modernen Fertigungsumgebungen macht.
Struktur des Faserlaserschneiders
Die wichtigsten Bestandteile von ein CNC Zu den Komponenten des Laserschneiders gehören u. a. der Maschinenrechner, das Steuersystem, der Laser, die Kühlung und der Regler. Für jede dieser Komponenten gibt es ein eigenes Handbuch oder eine Betriebsanleitung, aber die wichtigsten Maschinenstruktur und der Aufbau des elektrischen Steuerungssystems werden hier im Detail beschrieben.
Maschine Host Teil:
Der Host-Teil der Laserschneidmaschine ist der wichtigste Aspekt des Laserschneidprozesses. Er ist für die Genauigkeit und Funktion des Schneidens verantwortlich. Der Host-Teil besteht aus sechs Komponenten: dem Bett, dem Laser, dem Gantry-Teil, der Z-Achsen-Einrichtung, den Hilfsteilen des Arbeitstisches (Schutzabdeckung, Luft- und Wasserkanal) und dem Bedienfeld.
Elektrisches Steuerteil:
Das elektrische Steuersystem der Laserschneidmaschine ist von entscheidender Bedeutung für die Gewährleistung einer Vielzahl von grafischen Bahnen. Das elektrische Steuerungssystem besteht hauptsächlich aus dem numerischen Steuerungssystem und dem elektrischen Niederspannungssystem. Die Laserschneidmaschine ist mit der Software CYPCUT ausgestattet und arbeitet auf der Plattform WINDOWS XP, die einen stabilen und zuverlässigen Betrieb gewährleistet. Das System ist mit einem 32-Bit-Mikroprozessor und einer Ethernet-Kommunikationsschnittstelle ausgestattet.
Das System zeichnet sich durch eine schnelle Interpolationsgeschwindigkeit aus, ist einfach zu bedienen, hat eine gute dynamische Leistung und eine hohe Belastbarkeit. Der Steuerteil des elektrischen Niederspannungssystems befindet sich im elektrischen Schaltschrank und dient als elektrische Steuerungsschnittstelle. Für die Komponenten des elektrischen Teils werden bekannte, weltweit anerkannte Marken verwendet, um einen stabilen Betrieb und ein sensibles Ansprechverhalten zu gewährleisten.
Der Antriebsmotor ist ein AC-Servomotor, der zum Antrieb des X-Achsen-Portals und des Y-Achsen-Skateboards des Laserschneiders verwendet wird. Er zeichnet sich durch eine gute Beschleunigungsleistung und schnelle Reaktion aus. Die maximale Positioniergeschwindigkeit beträgt bis zu 50m/min. Die Z-Achse der Laserschneidmaschine ist die Vorschubachse, die von einem AC-Servomotor angetrieben wird. Der Z-Achsen-Schneidkopf zeichnet sich durch ein gutes dynamisches Ansprechverhalten aus und kann sowohl mit Servo- als auch mit NC-Steuerung gesteuert werden.
Die Gesamtstruktur
Die Hauptkomponente der Laserschneidmaschine ist entscheidend für die gesamte Maschine. Die Schneidpräzision und die Funktion der Maschine werden durch die Hauptkomponente erreicht, die das Bett (Y-Achse), den Strahl (X-Achse), die Z-Achse, den Arbeitstisch sowie den Luft- und Wasserkanal umfasst.
Rahmen der Laserschneidmaschine
Das Bett ist aus hochfestem Gusseisen gefertigt und mit einem geschweißte Struktur. Es unterliegt Stressabbauverfahren, darunter GlühenSchruppen, Halbschlichten und Schlichten. Dies gewährleistet einen gründlichen Spannungsabbau und reduziert die Verformung der Maschine, was eine langfristige Genauigkeit gewährleistet.
Der AC-Servomotorantrieb und der koaxiale Fahrbalken werden von einem numerischen Steuerungssystem gesteuert, so dass sich die Y-Achse hin- und herbewegen kann. Dies führt zu einer schnellen und zügigen Bewegung. Der Bewegungshub der Maschine beträgt 1500mm * 3000mm.
Die Zahnstange und die Linearführung sind mit einer geschlossenen, staubdichten Vorrichtung ausgestattet, die sich durch eine leichte Staubabdeckung und einen zuverlässigen Betrieb auszeichnet. Diese Präzisionsprodukte garantieren effektiv die Antriebsgenauigkeit. Der Hub an beiden Enden der Maschine wird durch Endschalter kontrolliert, und die Maschine ist auf beiden Seiten durch elastische Kissen geschützt, um eine sichere Bewegung der Maschine zu gewährleisten.
Abschnitt Balken
Das Trägerbauteil wird durch Schweißen eines hochfesten Vierkantrohrs hergestellt und nach der künstlichen Alterung bearbeitet, um die Gesamtsteifigkeit und Festigkeit zu erhöhen. Der Bearbeitungsprozess umfasst die Grobbearbeitung, die Vibrationsalterung, die Halbfertigbearbeitung, die Vibrationsalterung und die Endbearbeitung.
Der Balken ist auf der Tragschiene des Bettes montiert, die sowohl lineare als auch flache Führungsschienen aufweist. Der Antrieb durch einen Servomotor und die Rotation des Getriebes über ein Untersetzungsgetriebe ermöglichen es dem Skateboard, sich in der Z-Achse in X-Richtung hin und her zu bewegen. Der Bewegungshub beträgt 1450 mm.
Der Hub wird durch einen Endschalter während der Bewegung kontrolliert, und beide Enden sind durch elastische Kissen geschützt, um die Sicherheit des Systems zu gewährleisten. Die Oberseite und die Seiten des Trägers sind mit einer Abdeckung versehen, und zwischen dem Träger und dem Querschlitten befindet sich ein einziehbarer Schutz, um eine vollständig geschlossene Umgebung für die Zahnstange und die Linearführung zu gewährleisten, die frei von äußeren Einflüssen ist.
Der optische Pfad ist teilweise mit einer Schutzvorrichtung abgedichtet, um eine vollständig geschlossene Struktur des optischen Pfades zu schaffen.
Austauschbare Workstation Base und Workstations (optional)
Die Arbeitsplätze sind aus einer robusten Gesamtkonstruktion Schweißkonstruktion für Stärke und Stabilität. Der Wechseltisch ist in zwei Bereiche unterteilt: eine Schaltvorrichtung und zwei bewegliche Schneidtische.
Die Wechseleinrichtung ist an der Rückseite des Bettes befestigt und wird hauptsächlich zum Austausch des oberen und unteren Tisches verwendet. Beim Schneiden eines Werkstücks kann der andere Schneidtisch zum Zuführen und Entladen von Material verwendet werden, um die Effizienz der Laserschneidmaschine zu verbessern.
Jeder verfahrbare Schneidtisch besteht aus einem Schweißrahmen mit einer Auflagefläche für das Werkstück. Der Arbeitstisch kann bis zu 800 kg tragen. Die beiden Tische können über einen Kettenantrieb automatisch ausgetauscht werden, was die Produktionseffizienz deutlich erhöht.
Die Tischmitte ist mit einem Universalkugelsitz ausgestattet, und vier Universalkugeln in der Mitte nehmen 44 Werkstücke auf. Der Zylinderantrieb und der Ritzel-Zahnstangen-Mechanismus ermöglichen eine Drehung der Schwenkstange um 180°.
Der Spiralschlauch-Schnellanschluss wird in den Schnellanschluss der Schneidestation eingeführt und der pneumatische Schalter geöffnet. Der Zylinderantrieb dreht die Schwenkstange um 180° nach oben, und die 44 Universalkugeln stützen das Werkstück, so dass es auf den Kugeln abrollen kann und keine Kratzer durch das Gleiten des Werkstücks auf einem Stützgitter entstehen.
Wenn das Werkstück positioniert ist, wird der pneumatische Schalter betätigt, und der Zylinder schwenkt über den Zahnstangenmechanismus um 180° nach unten, wobei die Universalkugeln knapp unter das Pendel gebracht werden, um Beschädigungen während des Schneidvorgangs zu vermeiden.
Dieser Mechanismus, bei dem das Werkstück während des Vorschubs und der Positionierung auf den Kugeln rollt, anstatt auf einem Stützgitter zu gleiten (wie bei herkömmlichen Methoden), schützt die glatte Oberfläche des Werkstücks und reduziert die Arbeitsintensität des Bedieners.
Z-Achse Gerät
Die Z-Achse ist für die Hubbewegung des Schneidkopfs zuständig. Diese Bewegung wird von der numerischen Steuerung über einen Servomotor gesteuert, der eine Kugelumlaufspindel antreibt, um das Z-Achsen-Skateboard in eine Auf- und Abwärtsbewegung zu versetzen.
Der Verfahrweg der Z-Achse beträgt 100 mm, und der Hub wird am oberen und unteren Ende mit Endschaltern kontrolliert. Zusätzlich sind an beiden Enden der Kugelumlaufspindel flexible Dämpfer angebracht, um die Sicherheit der Bewegung zu gewährleisten.
Hochwertige Kugelumlaufspindel und Linearführungen werden verwendet, um die Genauigkeit der Übertragung zu gewährleisten. Die Z-Achse kann aufgrund ihrer separaten Interpolationsbewegung als CNC-Achse fungieren und sich im Tandem mit der X- und Y-Achse bewegen. Sie kann auch umgeschaltet werden auf Servosteuerung durch die elektronische Steuerung des Schneidkopfs, um unterschiedlichen Anforderungen gerecht zu werden.
Die Servosteuerung der Z-Achse wird über den CNC-SystemDas Ergebnis ist ein hohes Maß an Genauigkeit und Stabilität, das die Qualität des Schneidens gewährleistet. Der Schneidkopf ist versiegelt und gedämpft, um seine Lebensdauer zu verlängern.
Ein am Schneidkopf angebrachter Kapazitätssensor erfasst den Abstand zwischen der Düse und der Plattenoberfläche und sendet die Informationen an das Steuerungssystem zurück. Die Steuerung verwendet diese Informationen dann, um den Motor der Z-Achse zu steuern und den Abstand zwischen Düse und Platte konstant zu halten und so die Qualität des Schnitts zu gewährleisten.
Der Schneidkopf verfügt über eine Mutter zum Einstellen der Brennweite, so dass die Position des Fokus je nach Material und Dicke des Schneidguts angepasst werden kann, was zu einem guten Schnittbild führt.
Hinweis: Die Düse ist ein Verschleißteil des Prozesses, und der Benutzer kann Ersatzdüsen mit verschiedenen Durchmessern aufbewahren, um sie leicht ersetzen zu können.
Abschnitt Elektrische Steuerung
Das elektrische Steuerungssystem der CNC-Laserschneidmaschine besteht hauptsächlich aus einem numerischen Steuerungssystem, einem Servosystem und einem elektrischen Niederspannungssystem.
Die Laserschneidmaschine ist mit dem CNC-System CYPCUT ausgestattet, das auf dem PC-CNC-System WINDOWS XP basiert und eine schnelle Interpolationsgeschwindigkeit und einfache Bedienung bietet.
Das Servosystem besteht aus einem japanischen Yaskawa AC-Servomotor und -Antrieb, die für ihre Stabilität, Zuverlässigkeit und hohe Belastbarkeit bekannt sind.
Auf der Vorderseite der Laserschneidmaschine befinden sich zwei Funktionstasten, zwei Softkeys für die Bedienung und zwei USB-Anschlüsse, die in der folgenden Reihenfolge von links nach rechts angeordnet sind: Not-Aus-Schalter, Netzschalter, Schneidstarttaste und Schneidstopptaste.
Die Softkeys für die Bedienung haben je nach Betriebsart unterschiedliche Funktionen, wodurch die Anzahl der Bedientasten reduziert und das Bedienfeld vereinfacht wird.
Die Betriebsfunktionen werden über ein Menü angezeigt, so dass die Bedienung in verschiedenen Modi intuitiv ist.
Typen von Faserlaserschneidern
Basierend auf dem Lasergenerator kann der Laserschneider unterteilt werden in:
A. Festkörperlaser Kutter. Der Festkörper-Laserschneider kann in den Bonus Steine Laserschneider, YAG-Laserschneider unterteilt werden.
In Bezug auf die Struktur der Laserschneidanlage, der Rahmen der Maschine gehören:
Gussstruktur
Schweißkonstruktion
Marmorstruktur
die Balken sind aus Aluminium gefertigt legierte Gussteile oder Schweißnähte und Profile.
Für andere Bauteile werden technische Kunststoffe, Glasfasern, Edelstahl usw. verwendet.
Der für das Laserschneidgerät erforderliche Lasergenerator muss entsprechend der Bearbeitungsleistung des Anwenders, den zu bearbeitenden Materialien, Formen und Größen usw. ausgewählt werden.
Zu den verfügbaren Lasergeneratoren gehören der CO2-Achsen-Schnellfluss-Lasergenerator, der RF-Board-Debugging-Lasergenerator, der Swirl-Lasergenerator, der Festkörperlasergenerator und ein Faserlasergenerator.
Je nach Fahrweise gibt es folgende Möglichkeiten:
Die X- und Y-Achse sind mit einem einseitigen Servomotor ausgestattet und mit einem entsprechenden Untersetzungsgetriebe versehen, das von einer hochpräzisen Zahnstange angetrieben wird.
Die X-Achse wird mit einem Servomotor ausgewählt und mit einem entsprechenden Untersetzungsgetriebe ausgestattet, das von einer hochpräzisen Zahnstange angetrieben wird. Es gibt zwei Zahnräder, um das Umkehrspiel zu eliminieren.
Direkt angetrieben durch hochpräzise Kugelumlaufspindel mit dem Servomotor. Die Maschine wird durch direktes Getriebe und Zahnstange mit Scheibe groß angetrieben Trägheitsmotor.
Direktantrieb durch den Linearmotor.
Die CNC-Laserschneidmaschine ist in der Regel mit einer hochpräzisen Linearführung und einer automatischen Schmiervorrichtung ausgestattet.
Die einseitige Linearführungsschiene mit Rollenstruktur ist eine kostengünstige und praktische Lösung für wirtschaftliche Anwendungen. Die alternative Struktur ist die Antriebseinheit, die den Antrieb und die Führungsschiene integriert, wodurch die Installation, die Fehlersuche und die Präzision einfacher zu gewährleisten sind, obwohl sie etwas teurer sind.
Installation und Inbetriebnahme einer Faserlaserschneidmaschine
Die Installation und die Inbetriebnahme der Laserschneidmaschine sind für jeden Betrieb sehr wichtig, deshalb lesen Sie bitte vor der Inbetriebnahme die folgenden Details.
Kontrolle der Lieferung
Vorsichtsmaßnahmen beim Auspacken:
Bitte öffnen Sie die Holzkiste gemäß den Anweisungen auf der Außenseite der Kiste, um eine Beschädigung der darin befindlichen Laserschneidausrüstung zu vermeiden.
Verwenden Sie keine scharfen Gegenstände, um die Schutzfolie zu entfernen, damit die Oberfläche des Geräts nicht zerkratzt und die Elektroinstallation nicht beschädigt wird.
Wenn ein Schaden durch den Kunden verursacht wird, ist das Unternehmen nicht für den Ersatz verantwortlich.
Inhalt prüfen:
Überprüfen Sie bitte nach dem Öffnen der Verpackung, ob es sich um den von Ihnen gekauften Laserschneider handelt.
Überprüfen Sie den Laserschneider auf eventuelle Transportschäden.
Überprüfen Sie anhand der Liste, ob alle Teile vorhanden und in gutem Zustand sind.
Im Falle von Unstimmigkeiten, wie z.B. einem nicht übereinstimmenden Modell des Laserschneiders, fehlendem Zubehör oder Transportschäden, wenden Sie sich bitte sofort an das Unternehmen.
Anforderungen an die Installationsumgebung
Für die Aufstellung und Befestigung der Laserschneidmaschine beachten Sie bitte den Fundamentplan des Werks. Stellen Sie sicher, dass die Maschine in die Hebeposition transportiert wird.
Bitte lassen Sie die Verkabelung der Stromverteilung von einem professionellen Elektriker entsprechend den Anforderungen durchführen und achten Sie darauf, dass das Gerät bei der Installation und Befestigung nicht beschädigt wird.
Installationsmethoden und Vorsichtsmaßnahmen
Installieren und befestigen Sie die Laserschneidmaschine gemäß dem werkseitigen Fundamentplan und in Übereinstimmung mit den von uns empfohlenen Grundsätzen für Auslegung, Installation und Befestigung. Achten Sie darauf, dass die Laserschneidanlage durch die Installation und Befestigung nicht beschädigt wird.
Inbetriebnahmemethoden und entsprechende Anweisungen
Inbetriebnahme der Maschine muss von fachkundigem Personal und unter strikter Einhaltung der einschlägigen Vorschriften durchgeführt werden. Vor der Inbetriebnahme wird empfohlen, sich mit der Leistung der Laserschneidmaschine vertraut zu machen und die beiliegenden technischen Informationen zu lesen. Eine ordnungsgemäße Inbetriebnahme ist unerlässlich, um den normalen Betrieb der Maschine zu gewährleisten. Wenn Sie Hilfe benötigen, setzen Sie sich bitte umgehend mit uns in Verbindung, damit wir Ihnen eine zufriedenstellende Lösung anbieten können.
Hinweis: Dieser Debugging-Prozess umfasst die Inbetriebnahme nach dem Einschalten.
Anschluss von Teilen im Verteilerschrank
Beginnen Sie mit der Identifizierung der Teile entsprechend den Anforderungen, wie unten beschrieben:
Nach Abschluss der Installation wird jeder Verteilerschrank wie folgt angeschlossen:
(A) Überprüfen Sie, ob die drei Anschlüsse am Ende der Y-Achsen-Verlängerung während des Transports beschädigt wurden (die drei Anschlüsse sind: ein 16-adriger Hochleistungsstecker, ein 19-adriger Luftfahrtstecker, ein 4-Encoder-Stecker und ein Verstärkerstecker), wie unten gezeigt:
Luftfahrtstecker
Hochbelastbarer Stecker
Geber Stecker
Verstärker-Stecker
(B) Stecken Sie die Stecker in ihre entsprechenden Positionen (die Positionen sind eindeutig). Der Encoder-Stecker sollte in den entsprechenden Servoantrieb entsprechend der Nummer eingesteckt werden, und der Verstärker-Stecker sollte in den Höhenversteller eingesteckt werden.
(C) Schließen Sie das Netzkabel des Wasserkühlers im Verteilerschrank an die vorgesehene Stelle an, wie unten dargestellt:
Netzstecker
Netzstecker Anschlussposition
(D) Schließen Sie die Hauptstromversorgung an, bei der es sich um ein dreiphasiges Vierleitersystem handelt, wobei die gelbe und die grüne Ader als Nullleitung und die übrigen drei als Stromleitung dienen. Damit ist der Anschluss des externen Stromkreises abgeschlossen. Im nächsten Abschnitt werden wir den Wasseranschluss besprechen.
Warnung:
Das Erdungskabel des Netzkabels muss sicher geerdet werden, um Störungen der Signale innerhalb des Maschinengehäuses zu vermeiden und die Gefahr von Leckagen zu verringern.
Die Anschlussmethode des Wasserkühlers
Anforderungen an die Installation
Die Kältemaschinen sollten gleichmäßig aufgestellt werden und einen ausreichenden Abstand zur Wand haben. Der Aufstellungsort der Kältemaschinen muss über einen ausreichenden Luftein- und -auslass verfügen, um eine schlechte Kühlung zu verhindern und hohe Temperaturen im Verteilerschrank zu vermeiden.
Inspektion der Ausrüstung
Vor der Installation ist es wichtig, den Wassertank von Ablagerungen zu reinigen und sicherzustellen, dass das Wasser frei von Verunreinigungen ist. Überprüfen Sie dann die Verbindungen des Wasserleitungssystems, um sicherzustellen, dass sie dicht sind.
Installationsverfahren
Schließen Sie die Einlass- und Auslassrohre des Kühlers entsprechend den Schildern auf dem Gehäuse des Kühlers an und verbinden Sie sie mit den Einlass- und Auslasstüren des Lasers, wobei darauf zu achten ist, dass die Richtung des Einlasses und des Auslasses des Wasserrohrs nicht verschoben wird. Vergewissern Sie sich vor dem Anschließen der Wasserleitung, dass die Außenseite der Kältemaschine frei von Ablagerungen und Fremdkörpern ist.
Normen für die Wasserqualität
Stellen Sie sicher, dass das Abwasserventil geschlossen ist, und füllen Sie Wasser in den Tank ein. Der Wasserstand im Tank sollte weniger als 30 mm bis 50 mm betragen, um ein Überlaufen zu verhindern. Es ist strengstens untersagt, normales Leitungswasser in den Kühlaggregaten zu verwenden; es muss hochwertiges reines, destilliertes oder deionisiertes Wasser verwendet werden. Die Zugabe von korrosiven Flüssigkeiten ist strengstens untersagt.
Einschalten der Inbetriebnahme
Hinter dem Wasserkühler befindet sich ein Luftschalter. Wenn der Wasserkanal gut angeschlossen ist, schalten Sie den Schalter ein, um den Betrieb zu testen. Wenn die Pumpe anläuft, prüfen Sie, ob Wasserlecks in den Verbindungen vorhanden sind. Wenn dies der Fall ist, schalten Sie den Strom aus und beheben Sie das Problem, bevor Sie die Pumpe wieder einschalten.
Regulierung der Wassertemperatur
In einem klimatisierten Raum wird die Wassertemperatur im Allgemeinen auf 22-24 Grad Celsius eingestellt. In einem nicht klimatisierten Raum wird die Wassertemperatur um 2-5 Grad Celsius niedriger als die Raumtemperatur eingestellt. Wenn das Wasser an der Rohrwand kondensiert, ist dies ein Zeichen dafür, dass die Temperatur des Wasserkühlers zu niedrig eingestellt ist.
Düseneffekt und Justierlaser an der Düsenöffnung
Wirkung und Regulierung der Düsen
A) Düse
Die Konstruktion der Düse und die Strömungsverhältnisse des Strahls wirken sich direkt auf die Qualität des Schnitts aus; die Genauigkeit der Düsenherstellung hängt eng mit der Schnittqualität zusammen.
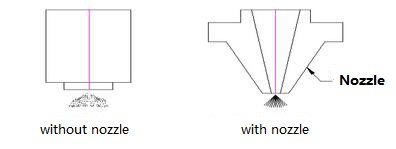
B) Hauptfunktionen der Düse:
▲ Um zu verhindern, dass Schneidreste und andere Verunreinigungen in den Schneidkopf gelangen und die Fokuslinse beschädigen.
▲ Die Düse kann die Situation der Schneidgasentladung verändern, die Größe und den Bereich der Gasdiffusion steuern und so die Schneidqualität beeinflussen.
Die nachstehende Abbildung zeigt den Fall des Auswurfs bei installierter und nicht installierter Düse.
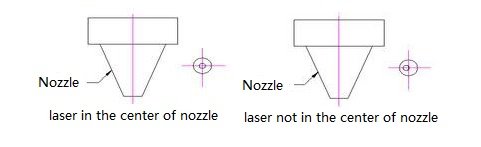
Schritte zur Einstellung der Düse, um den Laser von der Mitte der Düse aus passieren zu lassen
Im Vergleich zu CO2-Laser-Schneidemaschine, Faser-Laser-Schneidemaschine ist kein optischer Weg, müssen nur die Laser an der Düse Mund einzustellen.
Im Vergleich zu CO2-Laserschneidmaschinen, Faserlaserschneidmaschinen haben keinen optischen Pfad und erfordern lediglich eine Justierung des Lasers an der Düse.
Bestreichen Sie das Ende des Stutzens mit indischem Schlamm (oder durchsichtigem Klebeband, wenn Sie keinen Schlamm verwenden), und bringen Sie dann weiße Aufkleber am Ende an.
Stellen Sie die Laserleistung auf 30 bis 50 W ein, öffnen Sie den mechanischen Shutter und schalten Sie den elektronischen Shutter einmal schnell um, während Sie das Phänomen beobachten.
Schalten Sie den mechanischen Verschluss aus, entfernen Sie die weißen Aufkleber und achten Sie darauf, dass Sie die relative Position nicht verändern.
Wenn der Unterschied zwischen der Düsenposition und der Lasermitte zu groß ist, können die Aufkleber nicht auf das Mittelloch ausgerichtet werden. Da die Lasermitte feststeht, kann die Mitte der Düse durch Drehen der Einstellschraube am Schneidkopfgriff auf die Lasermitte eingestellt werden.
Wiederholen Sie die obigen Schritte, bis das Laserloch auf dem weißen Aufkleber mit der Mitte der Düse übereinstimmt, und bestätigen Sie, dass die Lasermitte mit der Düsenmitte übereinstimmt.
Siehe unten:
Einfluss der Düse auf die Schnittqualität und Wahl der Düsengröße
Die Beziehung zwischen der Düse und der Schnittqualität:
Wenn der Mittelpunkt der Düse nicht mit dem Mittelpunkt des Lasers übereinstimmt: Auswirkungen auf die Schnittqualität
Abschnitt Schneiden
Wenn das Schneidgas ausgestoßen wird, kann es zu einem ungleichmäßigen Gasvolumen kommen, was dazu führt, dass der Schneidabschnitt auf einer Seite eher treppenförmig verläuft und auf der anderen Seite nicht. Beim Schneiden von Blechen unter 3 mm ist die Auswirkung gering, beim Schneiden von Blechen über 3 mm ist die Auswirkung jedoch schwerwiegender, und das Schneiden ist möglicherweise gar nicht möglich.
Scharfe Ecken
Beim Schneiden von scharfen Ecken oder Werkstücken mit kleineren Winkeln kann es zu lokalen Überschmelzungen kommen, und das Schneiden dicker Bleche ist möglicherweise nicht möglich.
Perforation
Beim Lochstechen ist es aufgrund der Instabilität schwierig, die Zeit zu kontrollieren, und das Eindringen in dicke Platten kann zum Schmelzen führen. Dies kann auch die Kontrolle der Durchdringungsbedingungen erschweren, und die Auswirkungen auf kleine Teile sind gering.
Zusammenfassend lässt sich sagen, dass die Mitte der Düse und die Konzentrizität des Lasers wichtige Faktoren für die Schnittqualität sind, insbesondere wenn das Werkstück dicker ist. Daher ist es notwendig, die Mitte der Düse an die Konzentrizität des Lasers anzupassen, um einen besseren Schnitt zu erzielen.
Anmerkung:
Eine Verformung der Düse oder Verschmutzungen können die gleichen Auswirkungen auf die Schnittqualität haben wie oben beschrieben. Daher sollte die Düse vorsichtig gehandhabt werden, um Verformungen zu vermeiden, und etwaige Verschmutzungen sollten umgehend gereinigt werden. Die Herstellung der Düse erfordert eine höhere Präzision, und es müssen geeignete Installationsmethoden befolgt werden. Wenn die schlechte Qualität der Düse zu Veränderungen der Schnittbedingungen führt, sollte die Düse umgehend ausgetauscht werden.
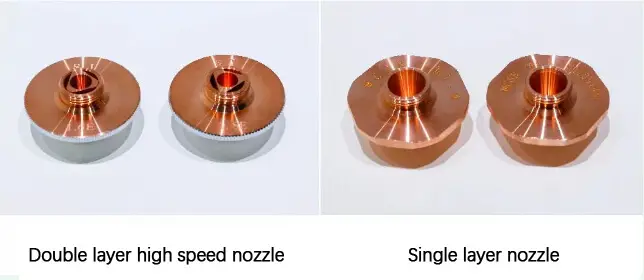
Auswahl der Düsenöffnung
Der Unterschied im Düsendurchmesser ist unten dargestellt:
Düse Blende
Luftstrom
Kapazität zur Entfernung von Flüssigschmelze
Klein
Schnell
Stark
Groß
Langsam
Schwach
Der Durchmesser der Düse beträgt φ 1,0 mm, φ 1,4 mm, φ 2,0 mm, φ 2,5 mm, φ 3,0 mm usw. Der aktuelle Düsendurchmesser beträgt häufig φ 1,4mm, φ 2,0mm. Wie unten gezeigt:
Der Unterschied zwischen den beiden oben genannten Durchmessern ist wie folgt:
Für dünne Platten unter 3 mm:
Die Verwendung einer φ4mm-Düse führt zu einer kleineren Schnittfläche.
Die Verwendung einer φ2mm-Düse führt zu einer dickeren Schnittfläche und damit zu einer höheren Wahrscheinlichkeit von geschmolzenen Flecken in den Ecken.
Für dicke Platten über 3 mm:
Die Schneidleistung ist höher, was zu einer längeren Wärmeabgabezeit und einer längeren Schnittzeit.
Die Verwendung einer Düse von φ1,4 mm führt zu einer kleinen Gasdiffusionsfläche, die bei der Verwendung zu Instabilitäten führen kann, aber im Allgemeinen noch brauchbar ist.
Die Verwendung einer φ2mm-Düse führt zu einer größeren Gasdiffusionsfläche und einem langsameren Gasdurchsatz, was zu einem stabileren Schnitt führt.
Eine Düse mit einem Durchmesser von 2,5 mm kann nur zum Schneiden von Platten verwendet werden, die dicker als 10 mm sind.
Zusammenfassend lässt sich sagen, dass die Düsengröße einen erheblichen Einfluss auf die Qualität des Schneidens und der Perforation hat. Derzeit werden bei Laserschneidmaschinen meist Düsenöffnungen von φ1,4 mm und φ2 mm verwendet.
Anmerkung:
Je größer die Düsenöffnung, desto wahrscheinlicher ist es, dass Funken und Schmelzespritzer beim Schneiden die Linse beschädigen und ihre Lebensdauer verkürzen.
Einstellung des Strahlfokus
Beim Laserschneiden hat das Verhältnis zwischen dem Fokus des Strahls und der Oberfläche des zu schneidenden Blechs einen großen Einfluss auf die Schnittqualität, und es ist entscheidend, die Fokusposition richtig einzustellen.
Dies geschieht in der Regel durch die Einstellung des Fokus durch einen Testschnitt, bei dem der Fokus in der richtigen Position ist, wenn der Schnitt die wenigste hängende Schlacke und die kleinste Größe auf der entsprechenden Linie aufweist. Stahlplatte.
Wenn sich die Position des Schneidkopfes relativ zur Platte ändert, müssen auch die Nullpunkte des Schneidkopfes und des Sensors angepasst werden. Die Feinabstimmung kann durch Einstellen der Schnitthöhe in der Software erfolgen.
Wenn größere Anpassungen erforderlich sind, kann es notwendig sein, die Position des Sensors und seiner Halterung anzupassen, um den Fokus richtig einzustellen.
Gehen Sie bei diesen Einstellungen vorsichtig vor, da ein Fehltritt dazu führen kann, dass der Schneidkopf auf die Oberfläche aufschlägt und die Teile beschädigt werden.
Die Beziehung zwischen der Fokusposition und dem Schneideffekt
Konzentrieren Sie sich auf die Oberfläche der Schneiden Bogen und Pfeil, die obere Oberfläche ist glatt, die untere Oberfläche ist nicht glatt
Positive Brennweite: der Brennpunkt im Inneren von Schneidbögen
Anleitung zum Schneiden von Aluminium
Der Fokus in der Mitte, so gibt es eine größere glatte Oberfläche, Schnittbreite breiter als der Null-Fokus, große Luftströmung beim Schneiden, Perforation Zeit länger als die Null-Fokus
Schneiden von rostfreiem Stahl mit Hochdruck-Stickstoff, Abblasen von geschmolzener Schlacke zum Schutz der Schnittfläche, Schnittbreite erhöht sich mit der Werkstückdicke
Auswahl der Schnittgeschwindigkeit
Die Wahl der Schneidgeschwindigkeit einer Laserschneidmaschine ist entscheidend und hängt vom Material und der Dicke des zu schneidenden Blechs ab. Die Schneidgeschwindigkeit hat einen erheblichen Einfluss auf die Qualität des Laserschneidens.
Die Wahl einer geeigneten Schnittgeschwindigkeit erhöht nicht nur die Effizienz der Laserschneidmaschine, sondern gewährleistet auch eine hohe Schnittqualität.
Hier sehen Sie die Auswirkungen unterschiedlicher Schnittgeschwindigkeiten auf die Schnittqualität:
Die Auswirkung auf die Schnittqualität bei einer zu hohen Vorschubgeschwindigkeit beim Laserschneiden
darf kein Schneiden verursachen, Funken gestreut.
Einige Bereiche können abgeschnitten werden, aber einige Bereiche können nicht abgeschnitten werden.
Dadurch wird der gesamte Schnittbereich dicker, aber es entsteht kein Schmelzpunkt.
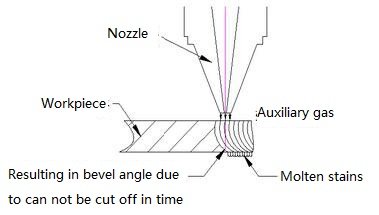
Der Schneidvorschub ist zu schnell, was dazu führt, dass die Platte nicht rechtzeitig abgeschnitten werden kann, der Schnitt schräge Linien aufweist und im unteren Teil verschmolzene Flecken entstehen. Wie unten gezeigt:
Die Auswirkung auf die Schnittqualität bei einer zu langsamen Vorschubgeschwindigkeit beim Laserschneiden:
zu einem Überschmelzen der Schneidplatte und zu einem groben Schnitt führen.
Die Breite des Schlitzes nimmt zu, so dass der gesamte Bereich in kleineren Hohlkehlen oder scharfen Ecken schmilzt, was zu einer schlechten Schnittqualität führt.
geringe Schnittleistung, die die Produktionskapazität beeinträchtigt.
Um die richtige Vorschubgeschwindigkeit zu ermitteln, beobachten Sie die Schneidfunken: Wenn sie sich von oben nach unten ausbreiten und kippen, ist der Vorschub zu schnell. Wenn die Funken verdichtet sind und sich nicht ausbreiten, ist der Vorschub zu langsam. Bei der richtigen Schnittgeschwindigkeit zeigt die Schnittfläche eine glattere Linie, und die untere Hälfte der Platte verschmilzt nicht.
Wie unten dargestellt:
Hinweise zur Auswahl von Gas und Druck beim Laserschneiden
Die Wahl des Schneidgases beim Laserschneiden hängt von dem zu schneidenden Material ab. Die Wahl des Schneidgases und des Drucks hat einen erheblichen Einfluss auf die Schnittqualität.
Die Hauptfunktion des Schneidgases besteht darin, die Verbrennung zu unterstützen und die Wärme abzuführen, indem es die Rückstände wegbläst und verhindert, dass sie in die Düse gelangen und die Linse beschädigen.
Einfluss von Schneidgas und Druck auf die Schnittqualität
Ein geeignetes Schneidgas unterstützt die Verbrennung und Wärmeableitung, was zu einer besseren Schnittqualität führt.
Wenn der Druck des Schneidgases nicht ausreicht, wird der Schneidprozess durch die Ansammlung von Rückständen beeinträchtigt, und die Schneidgeschwindigkeit entspricht nicht den Produktionsanforderungen.
Wenn der Druck des Schneidgases zu hoch ist, wird die Schnittfläche rau und der Schlitz breit, wodurch ein Teil des Schnitts schmilzt, was zu einer schlechten Schnittqualität führt.
Einfluss des Schneidgasdrucks auf die Perforation
Wenn der Gasdruck zu niedrig ist, hat der Laser Schwierigkeiten, die Schneidplatte zu durchdringen, was zu längeren Bohrzeiten und geringerer Produktivität führt.
Wenn der Gasdruck zu hoch ist, schmilzt der Einstichpunkt und bildet einen größeren Schmelzpunkt, was die Schnittqualität beeinträchtigt.
Beim Laserbohren ist eine hohe Feinblech Stanzdruck verwendet, während für das Stanzen dickerer Bleche ein geringerer Druck verwendet wird.
Beim Schneiden von normalem Kohlenstoffstahl gilt: Je dicker das Material, desto niedriger der Druck des Schneidgases.
Zusammenfassend lässt sich sagen, dass die Auswahl des Laserschneidgases und des Drucks an die spezifischen Bedingungen und Umstände der jeweiligen Anwendung angepasst werden muss.
Unsere Laserschneidanlagen werden mit zwei Gasleitungen geliefert, eine für Sauerstoff und Luft und eine für Hochdruck-Stickstoff. Diese beiden Gaskanäle müssen an ein Druckminderventil angeschlossen werden, wie in der Abbildung unten dargestellt.
Beschreibung des Überdruckventils: Die linke Seite der Tabelle zeigt den aktuellen Druck, die rechte Tabelle die verbleibende Gasmenge.
"Warnung"
Der Druck der Stickstoffversorgung sollte 20 kg nicht überschreiten;
Der Druck der Sauerstoffversorgung sollte 10 kg nicht überschreiten, da sonst die Gefahr besteht, dass die Gasleitung platzt.
Einfluss der Laserschneidleistung auf die Schnittqualität
Die Wahl der Laserleistung Es ist wichtig, die Schneidleistung auf der Grundlage des Materials und der Dicke des Blechs zu bestimmen. Eine zu kleine oder zu große Laserleistung führt zu einer schlechten Schnittqualität.
A) Eine zu geringe Laserleistung führt dazu, dass nicht geschnitten wird. B) Wenn die Laserleistung zu hoch eingestellt ist, schmilzt die gesamte Schnittfläche und der Schlitz ist zu breit, was zu einer schlechten Schnittqualität führt. C) Wenn die Laserleistung nicht ausreichend eingestellt ist, kommt es zu Schneidverschmutzungen und Narben auf der Schnittfläche.
Daher führt die Einstellung einer angemessenen Laserleistung zusammen mit dem geeigneten Schneidgas und Druck zu einer guten Schnittqualität ohne Schmelzflecken.
Um die Schwankungen in der Größe des Brennflecks zu reduzieren, die durch Änderungen der Strahlgröße vor der Fokussierung verursacht werden, bieten die Hersteller von Laserschneidsystemen mehrere Optionen an, aus denen der Benutzer wählen kann:
Parallele optische Röhre. Bei dieser Option wird am Ausgang des CO2-Lasers ein paralleler optischer Tubus angebracht, der den Strahldurchmesser vergrößert und den Divergenzwinkel verkleinert, so dass das nahe und das ferne Ende des Strahls annähernd gleich groß sind.
Unabhängige bewegliche Linse. Am unteren Schaft des Schneidkopfs kann eine unabhängige bewegliche Linse angebracht werden, die von der Z-Achse, die den Abstand zwischen Düse und Materialoberfläche steuert, getrennt ist. Diese Linse bewegt sich zusammen mit dem Maschinentisch oder der Lichtachse und stellt sicher, dass der Brennfleckdurchmesser im gesamten Bearbeitungsbereich konstant bleibt.
Steuerung des Wasserdrucks des Fokussierspiegels. Bei dieser Methode, die in der Regel in einem Metallreflexionsfokussierungssystem angewandt wird, wird die Krümmung des Brennflecks durch automatische Anpassung des Wasserdrucks verringert, wodurch der Strahl verkleinert und der Brennfleck vergrößert wird.
Kompensationsoptik in X- und Y-Richtung. Bei dieser Option wird die Schneidemaschine mit fliegendem Strahl um ein optisches Kompensationssystem erweitert. Die Länge des optischen Kompensationspfades verringert sich mit zunehmender Entfernung des fernen Schneidens, während der fliegende Strahl vergrößert wird, um die Länge des optischen Pfades beim Schneiden des nahen Endes konstant zu halten.
2. Schneiden Perforation Technologie.
Bei fast allen Heißschneideverfahren muss zunächst ein kleines Loch in die Platte gebohrt werden. In der Vergangenheit war ein Laserstanze wurde zum Ausstanzen des Lochs verwendet, bevor der Laserschnitt begann. Es gibt zwei grundlegende Methoden für Laserschneidmaschinen ohne Stanzvorrichtung:
Sprengbohrung:
Nach der kontinuierlichen Laserbestrahlung bildet sich in der Mitte des Materials eine Grube, die dann durch den Sauerstoffstrom zusammen mit dem Laserstrahl schnell entfernt wird. Die durchschnittliche Lochgröße hängt von der Blechdicke ab, und der durchschnittliche Durchmesser der Sprenglöcher beträgt die Hälfte der Blechdicke. Dieses Verfahren eignet sich nicht für hochpräzise Teile (wie z. B. Ölsieb-Nahtrohre), da der Lochdurchmesser sehr groß ist und die Rundheit. Es wird nur für Schrott verwendet. Außerdem ist der für das Perforieren verwendete Sauerstoffdruck derselbe wie für das Schneiden, was zu erheblichen Spritzern führt.
Impulsbohren:
Ein gepulster Laser mit einer Spitzenleistung wird zum Schmelzen oder Verdampfen einer kleinen Materialmenge verwendet, wobei Luft oder Stickstoff als Hilfsgas eingesetzt wird, um die Ausdehnung des Lochs aufgrund der exothermen Oxidation zu verringern. Der verwendete Sauerstoffdruck ist niedriger als beim Schneiden. Jeder gepulste Laser erzeugt nur kleine, tiefe Partikel, so dass es nur wenige Sekunden dauert, dicke Bleche zu perforieren. Sobald die Perforation abgeschlossen ist, wird das Hilfsgas sofort durch Sauerstoff zum Schneiden ersetzt. Dieses Verfahren führt zu einem kleineren Perforationsdurchmesser und einer besseren Perforationsqualität als das Sprengbohren.
Der Laser muss eine hohe Ausgangsleistung sowie zeitliche und räumliche Eigenschaften des Strahls aufweisen, so dass der allgemeine CO2-Lasergenerator die Anforderungen des Laserschneidens nicht erfüllen kann. Darüber hinaus muss die Pulsperforation über ein zuverlässiges Gassteuerungssystem verfügen, um Gasart, Druckumschaltung und Perforationszeit zu steuern. Die Übergangstechnologie von der Pulsperforation zum kontinuierlichen Schneiden sollte hervorgehoben werden, um qualitativ hochwertige Schnitte zu erzielen.
Zu den Schneidbedingungen, die sich normalerweise während des Beschleunigungsabschnitts ändern, gehören theoretisch Brennweite, Düsenposition und Gasdruck. Es ist jedoch unwahrscheinlich, dass sich diese Bedingungen in einer so kurzen Zeitspanne ändern.
3. Düsendesign und Luftstromsteuerungstechnologie.
Beim Schneiden von Stahl mit einem Laser werden der Laserstrahl und der Sauerstoff durch eine Düse auf das Material gerichtet und bilden einen Luftstrom. Damit der Schnitt effektiv ist, muss der Luftstrom eine hohe Geschwindigkeit und ein hohes Volumen aufweisen, um die Oxidation zu fördern und das geschmolzene Material zu entfernen. Die Qualität des Schnitts wird nicht nur durch den Laserstrahl, sondern auch durch die Konstruktion der Düse und die Steuerung des Luftstroms (z. B. den Düsendruck und die Position des Materials im Verhältnis zum Luftstrom) beeinflusst.
Die Laserschneiddüse hat ein einfaches Design mit einem kleinen runden Loch am Ende einer konisch zulaufenden Öffnung. Die Düse besteht in der Regel aus Kupfer, das verschleißanfällig ist und daher häufig ausgetauscht werden muss. Daher werden in der Regel keine strömungsmechanischen Berechnungen und Analysen durchgeführt. Als Düsendruck wird der Druck des Gases bezeichnet, das seitlich aus der Düse ausgestoßen wird, gemessen in Überdruck (Pg).
Bei der Anwendung wird das Gas aus der Düse ausgestoßen und erreicht die Oberfläche des Materials in einer bestimmten Entfernung, die als Schneiddruck (Pc) bezeichnet wird. Das Gas dehnt sich dann auf den Atmosphärendruck (Pa) aus. Die Forschung zeigt, dass mit steigendem Düsendruck (Pn) auch die Strömungsgeschwindigkeit und der Schneiddruck zunehmen. Mit Hilfe einer Formel lässt sich die Luftstromgeschwindigkeit berechnen:
V = 8,2d2 (Pg + 1)
Wobei: V = Gasdurchflussgeschwindigkeit in L/min d = Düsendurchmesser in mm Pg = Düsendruck (Überdruck) in bar
Für verschiedene Gase gibt es unterschiedliche Druckschwellen. Wenn der Düsendruck einen bestimmten Wert überschreitet, geht der Luftstrom von Unterschall in Überschall über. Diese Schwelle hängt vom Verhältnis von Pn zu Pa und dem Freiheitsgrad der Gasmoleküle ab. Im Falle von Sauerstoff beträgt die Schwelle beispielsweise Pn = 1 bar x (1,2)3,5 = 1,89 bar. Ist der Düsendruck noch höher (Pn/Pa = (1 + 1/n)1 + n/2, wobei Pn = 4 bar), geht der Luftstrom von einer normalen schrägen Stoßwelle in eine positive Stoßwelle über, was den Schneiddruck und die Luftstromgeschwindigkeit verringert und eine Wirbelbildung auf der Materialoberfläche verursacht, was die Fähigkeit des Luftstroms, das geschmolzene Material zu entfernen, schwächt und die Schneidgeschwindigkeit beeinträchtigt.
Daher wird die konische Düse mit einem kleinen runden Loch verwendet, und der Druck der Sauerstoffdüse wird oft unter 3 bar gehalten.
Um das Modell, die Größe und die Anzahl der anzuschaffenden Laserschneider zu bestimmen, ist es wichtig, den Umfang der Produktion Ihres Unternehmens, die zu verarbeitenden Materialien und die Schnittstärke zu kennen. Es ist ratsam, eine einfache Aufstellung für den späteren Kauf zu erstellen.
Laserschneidmaschinen werden in verschiedenen Branchen eingesetzt, z. B. für Mobiltelefone und Computer, BlechverarbeitungElektronik, Druck, Verpackung, Leder, Kleidung, Industriegewebe, Werbung, Handwerk, Möbel, Dekoration, medizinische Geräte und Instrumente.
Die beliebtesten Modelle auf dem Markt sind der 3015 und der 2513, die 3×1,5 m bzw. 2,5×1,3 m (Breite x Länge der Bettseite) groß sind. Die Größe des Laserschneiders ist jedoch kein Problem, da die Anbieter in der Regel Laserschneider in verschiedenen Größen zur Auswahl anbieten, die auch individuell angepasst werden können.
Zum Preis von Faserlaserschneidmaschinen finden Sie weitere Informationen in einem entsprechenden Beitrag. Professionelles Personal kann vor Ort Simulationslösungen durchführen oder Lösungen anbieten, und sie können auch ihre eigenen Materialien zum Hersteller bringen, um Muster anzufertigen.
Dünne Schneidnaht - Die Laserschneidnaht beträgt in der Regel 0,10 mm bis 0,20 mm.
Glatte Schnittfläche - Das Vorhandensein von Graten auf der Schnittfläche des Laserschneidens kann variieren. Im Allgemeinen haben YAG-Laserschneidmaschinen einen gewissen Grat, der hauptsächlich durch die Schneiddicke und das Gas bestimmt wird. Im Allgemeinen gibt es keine Grate unter 3 mm. Stickstoffschneiden ist das beste, gefolgt von Sauerstoffschneiden und Luftschneiden die am schlechtesten sind. Die Faserlaserschneidmaschine hat die wenigsten Grate, eine sehr glatte Schnittfläche und eine hohe Geschwindigkeit.
Überprüfen Sie die Verformung des Materials.
Laserleistung - Wenn die Fabrik zum Beispiel hauptsächlich Metallplatten unter 6 mm schneidet, besteht keine Notwendigkeit, eine Hochleistungs-Laserschneidmaschine zu kaufen. Eine 500-W-Faserlaserschneidmaschine kann den Produktionsbedarf decken. Wenn die Produktion größer ist und Bedenken hinsichtlich der Effizienz der 500-W-Laserschneidmaschine bestehen, wäre es am besten, zwei oder mehr kleinere und mittelstarke Laserschneidmaschinen zu kaufen. Dies wird dem Unternehmen helfen, Kosten zu sparen und den Gewinn zu steigern.
Die wichtigsten Teile des Laserschneiders - der Lasergenerator und Laserkopf sind die Kernkomponenten des Laserschneiders. Die meisten Lasergeneratoren verwenden importierte IPG-Marken, während die wirtschaftlichste Art die Raycus Marke aus China. Es ist auch wichtig, auf andere Komponenten wie den Elektromotor (ob es sich um einen Servomotor handelt), die Linearführung, den Rahmen usw. zu achten, da diese Komponenten ebenfalls die Schneidgenauigkeit beeinflussen können. Auch das Kühlsystem der Laserschneidmaschine, die Kühlkammer, sollte beachtet werden. Viele Unternehmen verwenden zur Kühlung Klimaanlagen für den Hausgebrauch, was jedoch nicht effektiv ist. Die beste Lösung ist die Verwendung von Industrieklimageräten für eine optimale Kühlung.
Reparatur und Kosten - Jedes Gerät kann während der Nutzung in unterschiedlichem Maße beschädigt werden. Im Falle eines Schadens sollten die Pünktlichkeit und die Kosten der Reparatur berücksichtigt werden. Es ist daher notwendig, den Kundendienst des Unternehmens über verschiedene Kanäle zu verstehen, z. B. ob die Wartungsgebühr angemessen ist.
Wie man DIY Faser-Laser-Schneider?
Wenn Sie einen Laserschneider benötigen, ist es einfach, einen zu kaufen. Selbermachen kann schwierig sein und führt möglicherweise nicht zu Kosteneinsparungen. Es gibt Menschen, die von Laserschneidern begeistert sind und eine Metall-Laserschneider indem sie die Software, den Schaltkreis und die Maschinen selbst entwickelten. Dieser Prozess dauerte etwa drei Monate.
Wenn Sie jedoch lernen und praktische Erfahrungen sammeln möchten, kann der Bau einer Maschine von Anfang bis Ende eine erfüllende Erfahrung sein. Sehen Sie sich die folgenden Ressourcen für DIY-Laserschneider an:
Laserschneider-Bausatz
Laserschneider-Verschleißteilliste
Nein.
Artikel
1
Schutzlinse
2
Filterelement
3
Düse aus Kupfer
4
Fokusobjektiv
5
Keramischer Ring
6
Kollimationslinse
7
Verstärker
8
Verstärkeranschluss
Betriebskostenanalyse eines Laserschneiders.
1) Nehmen Sie 1 mm Edelstahl als Beispiel für die Berechnung des Kapitaleinsatzes und der Zeitkosten
Zum Beispiel:
Nehmen wir an, Sie schneiden 50.000 Meter 1 mm dicken Edelstahl. Die Berechnung des Zeitraums kann aufgrund der kurzen Bohrzeit für dünne Bleche und der unterschiedlichen Produktionsverfahren, die möglicherweise keinen Leerhub erfassen, variieren. Daher spiegeln die statistischen Ergebnisse Effizienz- und Kostenvergleiche möglicherweise nicht genau wider.
Hinweis: Die Be- und Entladezeit wird bei der Berechnung nicht berücksichtigt.
Faserlaserschneider mit einer Leistung von 2000W:
50.000 m ÷ 20 m/min ÷ 60 min = 41,7 h ≈ 5 Tage
41,7 h x (27,8 RMB + 70 RMB) ≈ 4078 RMB
CO2-Laserschneider mit einer Leistung von 3000W:
50.000 m ÷ 8 m/min ÷ 60 min = 104,2 h ≈ 13 Tage
104,2 h x (63,5 RMB + 70 RMB) ≈ 13911 RMB
CO2-Laserschneider mit einer Leistung von 2000 W:
50.000 m ÷ 6,5 m/min ÷ 60 min = 128,2 h ≈ 16 Tage
128,2 h x (50,5 RMB + 70 RMB) ≈ 15488 RMB
1mm SS
Faserlaser 2000W
CO2-Laser 3000W
CO2-Laser 2000W
Zeit(Tag)
5
13
16
Kosten(RMB)
4078
13911
15488
2) Nehmen Sie 2 mm Edelstahl als Beispiel für die Berechnung des Kapitaleinsatzes und der Zeitkosten
Zum Beispiel:
Schneiden von 2 mm starkem rostfreiem Stahl, insgesamt 50.000 Meter, über einen grob geschätzten Zeitraum:
Faserlaserschneider mit einer Leistung von 2000 W:
50.000m ÷ 8,5m/min ÷ 60 min = 98 Stunden ≈ 12 Tage
98 Stunden × (27,8 RMB + 70 RMB) ≈ 9588 RMB
CO2-Laserschneider mit einer Leistung von 3000W:
50.000m ÷ 4,5m/min ÷ 60 min = 185,2 Stunden ≈ 23 Tage
185,2 Stunden × (63,5 RMB + 70 RMB) ≈ 24724 RMB
CO2-Laserschneider mit einer Leistung von 2000 W:
50.000m ÷ 3m/min ÷ 60 min = 277,8 Stunden ≈ 34,7 Tage
4) Betriebseffizienz(nehmen Sie 1~4mm Dicke als Beispiel)
Artikel
Dicke(mm)
IPG2000
CO2 2000W
CO2 3000W
Schnittgeschwindigkeit(m/min)
Baustahl
1
10.0-13.0
5.0-6.5
6.0-9.0
2
5.0-6.0
3.5-5.0
4.0-5.6
3
3.0-4.8
3.0-3.8
3.0-4.6
4
2.8-3.5
2.5-3.3
2.6-3.8
5
2.2-3.0
2.2-2.8
2.2-3.2
6
1.8-2.5
1.8-2.5
2.0-2.8
8
1.2-1.8
1.1-1.6
1.3-2.0
10
1.1-1.3
1.0-1.3
1.2-1.6
12
0.9-1.2
0.9-1.1
1.0-1.4
SS
1
15.0-22.0
6.0-9.0
7.0-9.0
2
7.0-9.0
3.8-4.5
4.2-5.2
3
3.5-5.5
2.0-2.5
2.8-3.9
4
3.0-4.5
1.2-1.8
2.0-2.8
5
1.8-2.5
1.0-1.3
1.6-2.0
6
1.2-1.8
0.6-0.9
1.3-1.6
8
0.8-1.0
0.7-1.0
Wartung und Fehlersuche bei Faserlaserschneidmaschinen
Zusammenfassung
Um das ordnungsgemäße Funktionieren einer Laserschneidmaschine zu gewährleisten, muss sie regelmäßig gewartet werden. Da die Maschine mit hochpräzisen Komponenten arbeitet, ist es wichtig, den Wartungsprozess sorgfältig durchzuführen und die Betriebsverfahren strikt einzuhalten. Es wird auch empfohlen, eine bestimmte Person mit der Wartung zu beauftragen, um Schäden an den Komponenten zu vermeiden.
Die folgenden Ersatzteile sollten Sie immer vorrätig haben:
A) Aceton (Reinheit 99,5%, mit weniger als 0,3% Wasser und 500ml Fassungsvermögen) B) Saugfähige Watte (5 Packungen, medizinische Qualität oder optische Qualität) C) Alkohol (500ml, mit Reinheit 99,5%+) D) Tropfer (medizinisch) E) Wattestäbchen (zwei Packungen) F) Multimeter (eins).
Die Anweisungen für die Installation oder den Austausch der internen Linse des Schneidkopfs sind ebenfalls enthalten.
(1) Vor dem Einsetzen der optischen Linse ist es wichtig, dass Sie: saubere Kleidung tragen, Ihre Hände mit Seife oder Reinigungsmittel reinigen und saubere weiße Handschuhe tragen; keine Teile der Linse mit bloßen Händen berühren; die Linse von der Seite nehmen, ohne die Linsenbeschichtung direkt zu berühren.
(2) Vermeiden Sie es, beim Zusammenbau des Objektivs mit dem Mund darauf zu blasen; legen Sie das Objektiv auf eine saubere Arbeitsfläche und legen Sie ein paar Blätter professionelles Papier darunter.
Behandeln Sie das Objektiv vorsichtig, um Quetschungen oder Stürze zu vermeiden, und üben Sie keine Gewalt auf die Oberfläche der Objektivbeschichtung aus. Reinigen Sie den Objektivhalter vor dem Einsetzen des Objektivs mit einer sauberen Luftpistole, um Staub und Schmutz zu entfernen. Setzen Sie das Objektiv dann vorsichtig in den Objektivhalter ein.
(3) Wenden Sie beim Einsetzen der Linse in den Linsenhalter keine übermäßige Kraft an, um die Linse zu befestigen, da dies zu einer Verformung der Linse führen und die Strahlqualität beeinträchtigen kann.
(4) Vorsichtsmaßnahmen beim Auswechseln der optischen Linse:
Gehen Sie vorsichtig mit dem Objektiv um, wenn Sie es aus dem Karton nehmen, um Kratzer zu vermeiden.
Üben Sie keinen Druck auf das Objektiv aus, bevor das Verpackungspapier entfernt ist.
Tragen Sie saubere Handschuhe, wenn Sie die Schutzlinse und die Fokussierlinse aus dem Karton nehmen und seitlich vom Objektiv entfernen.
Vermeiden Sie beim Entfernen des Verpackungspapiers, dass Staub oder andere Gegenstände auf das Objektiv fallen.
Verwenden Sie eine saubere Luftpistole, um Staub von der Linse zu entfernen, und legen Sie ihn auf optisches Linsenpapier.
Entfernen Sie Staub und Schmutz auf dem Objektivhalter und den Halterungen, um zu vermeiden, dass beim Zusammenbau Fremdkörper auf das Objektiv fallen.
Wenden Sie beim Einsetzen des Objektivs in den Objektivhalter nicht zu viel Kraft an, um eine Verformung des Objektivs zu vermeiden.
Entfernen Sie nach dem Zusammenbau des Objektivs mit einer sauberen Luftpistole jeglichen Staub oder Fremdkörper auf dem Objektiv.
Schritte zur Reinigung der Linse der Laserschneidmaschine:
Blasen Sie zunächst den Staub auf dem Spiegel mit einer sauberen Luftpistole aus. Verwenden Sie dann ein sauberes Wattestäbchen, um den Schmutz zu entfernen. Tauchen Sie das Wattestäbchen in neuen hochreinen Alkohol oder Aceton und machen Sie kreisförmige Bewegungen von der Mitte des Objektivs nach außen.
Wiederholen Sie den Vorgang, bis die Linse sauber ist, und wechseln Sie nach jedem Durchgang ein neues sauberes Wattestäbchen aus. Verwenden Sie ein sauberes Tuch, um eventuelle Rückstände auf dem Spiegel zu entfernen, und achten Sie darauf, ihn nicht zu zerkratzen. Beobachten Sie die Linse mit viel Licht, um zu sehen, ob die Reflexion gut ist, was bedeutet, dass die Linse gereinigt wurde. Wenn die Reflexion nicht gut ist, fahren Sie mit dem Reinigungsprozess fort.
Zum Schluss setzen Sie die gereinigte Linse nach der oben beschriebenen Methode in den Spiegelfuß ein. Es ist verboten, dasselbe Wattestäbchen erneut zur Reinigung zu verwenden.
Lagerung von optischen Linsen
Eine ordnungsgemäße Lagerung der optischen Linse ist für die Erhaltung ihrer Qualität unerlässlich.
Die Aufbewahrungsumgebung sollte zwischen 10 und 30 °C liegen, da die Aufbewahrung in einem Gefrierschrank oder einer ähnlichen Umgebung zu Kondensation führen kann, wodurch das Objektiv leicht beschädigt werden kann.
Die Temperatur der Lagerungsumgebung sollte 30°C nicht überschreiten, da dies die Oberflächenbeschichtung des Objektivs beeinträchtigen kann.
Wenn das Objektiv in einer Schachtel aufbewahrt wird, sollte es in einer vibrationsfreien Umgebung gelagert werden, um eine Verformung des Objektivs zu verhindern und seine Leistung zu erhalten.
Elektrische Inspektion
Die Wartung umfasst vor allem die Überprüfung der Stabilität der täglichen Versorgungsspannung, die Aufrechterhaltung der Sauberkeit und der ordnungsgemäßen Belüftung des Schaltschranks der Maschine sowie die Gewährleistung der Unversehrtheit und Sicherheit aller elektrischen Komponenten.
Wartungszyklus
A) Der Wartungszyklus des Lasers, des Kühlers und des Luftkompressors sollte gemäß dem in der Bedienungsanleitung angegebenen Zeitplan erfolgen.
B) Die erste Wartung der Maschine sollte nach 24 Betriebsstunden durchgeführt werden, gefolgt von einer weiteren Wartung nach 100 Betriebsstunden, dann eine Überholung nach sechs Monaten, und danach sollte die Wartung alle sechs Monate oder einmal im Jahr durchgeführt werden (je nach den spezifischen Kundenbedingungen).
Wartung während des Betriebs
Bevor Sie die Maschine in Betrieb nehmen, ist es wichtig, dass Sie eine tägliche Kontrolle und Wartung der Laserschneidmaschine gemäß der täglichen Inspektionsliste durchführen. Wenn Sie während des Betriebs der Maschine ungewöhnliche Geräusche wahrnehmen, halten Sie sie sofort an und führen Sie eine gründliche Inspektion durch. Schalten Sie die Laserschneidmaschine nach dem Gebrauch in der richtigen Reihenfolge aus und reinigen Sie sowohl den Maschinentisch als auch den Bereich um ihn herum. Lassen Sie keine fremden Gegenstände auf dem Maschinentisch oder dem Bedienfeld liegen.
Überprüfen Sie regelmäßig den Ölstand der Schmierpumpe und füllen Sie bei Bedarf Öl nach, um sicherzustellen, dass die Führungen der X- und Y-Achse vollständig geschmiert sind, die Genauigkeit der Maschine erhalten bleibt und die Lebensdauer der Führungen der X- und Y-Achse verlängert wird.
Reinigen Sie die Linearführung der Z-Achse und den Staub auf der Gewindespindel einmal pro Woche und fügen Sie Motoröl hinzu.
Überprüfen Sie die Wasser- und Luftleitungen einmal wöchentlich auf Schäden und melden Sie dem Unternehmen sofort, wenn ein Schaden festgestellt wird.
Reinigen Sie die Luft jede Woche, um Schmutz und Staub herauszufiltern.
Prüfen Sie den internen Kühlwasserstand des Wasserkühlers wöchentlich und füllen Sie bei Bedarf mehr Wasser nach.
Überprüfen Sie die Verschmutzung der Fokussierlinse alle zwei Wochen und reinigen Sie sie bei Bedarf, um ihre Lebensdauer zu gewährleisten.
Prüfen Sie den Schutzspiegel einmal täglich, um seine Schneidewirkung zu erhalten.
Überprüfen Sie den Gasweg einmal im Monat, um mögliche Gefahren zu beseitigen.
Überprüfen Sie regelmäßig die externen Kabel auf Beschädigungen und die Leitungsschnittstellen im Verteilerschrank auf Lockerheit.
Stellen Sie die Nivellierung der Maschine nach sechsmonatigem Gebrauch ein, um ihre Schnittgenauigkeit zu gewährleisten.
Wartung bei langfristiger Nichtnutzung
Wenn die Maschine längere Zeit nicht benutzt wird, sollten Sie die beweglichen Teile mit einem Schutzanstrich, z. B. Öl oder Fett, versehen. Wickeln Sie sie in Rostschutzpapier ein und überprüfen Sie sie regelmäßig auf Rost, entfernen Sie ihn umgehend und führen Sie Rostschutzmaßnahmen an den betroffenen Stellen durch. (Ziehen Sie eine Staubschutzhaube in Betracht, wenn es das Budget zulässt.) Führen Sie regelmäßige Reinigungs- und Inspektionsarbeiten an der Maschine durch.
Probleme
Verursacht
Lösungen
Teile werden ohne Hilfsgasabgabe bearbeitet
1. Mangel an Druck;
1. Prüfen Sie den Luftdruck;
2. das Magnetventil oder die Drahtleitung ist gebrochen;
2. das Magnetventil oder die Magnetventilleitung überprüfen
Es gibt ein abnormales Geräusch bei der Bewegung der Achse
1. keine Schmiermittel auf den beweglichen Teilen;
1. Schmiermittel hinzufügen;
2. prüfen, ob der Bewegungspfad sicher ist
2. Prüfen Sie die Sicherheit der beweglichen Teile.
Am Schneidkopf befindet sich kein Laser oder das Licht ist schwach.
1. kein Lichtsignal;
1. Überprüfen Sie die PWM-Signalleitung;
2. Der Laser oder die Faser ist gebrochen;
2. Prüfen Sie, ob der Laseralarm ausgelöst wurde;
3. Düsenstock; optischer Pfad teilweise;
3. die Düse austauschen; 4. den optischen Pfad einstellen
Das Schnittmuster stimmt nicht mit der Größe der Zeichnung überein
1. die Programmfehler;
1. Lesen Sie die Anleitung. Prüfen Sie, ob die Bedienung korrekt ist;
2. die Positionierungsgenauigkeit beeinträchtigt ist;
2. überprüfen Sie die Genauigkeit der Maschine qualifiziert ist;
Hinweis: Es gibt nicht die eine "beste" Option, sondern nur bessere Optionen, wählen Sie die für Sie am besten geeignete.
Das Laserschneiden ist ein ausgereiftes Fertigungsverfahren, und die Leistung der Top-Marken-Laserschneidmaschinen unterscheidet sich nicht wesentlich. Die Wahl der besten Laserschneidmaschine hängt in erster Linie von den Produktionsmaterialien ab. Die folgenden Faktoren müssen berücksichtigt werden:
Schnittnaht: Die typische Laserschneidnaht beträgt 0,10-0,20 mm.
Glatte Schnittfläche: Die Schneidefläche sollte keine Grate aufweisen.
Geringe Wärmeverformung: Der Laserschneidprozess zeichnet sich durch eine dünne Schnittnaht, hohe Geschwindigkeit und konzentrierte Energie aus, was zu einer minimalen Wärmeübertragung auf das Material und einer geringen Verformung führt.
Geeignet für die Verarbeitung großer Produkte: Laserbearbeitung macht Formen für die Herstellung großer Produkte überflüssig, wodurch die Produktionskosten erheblich gesenkt und die Qualität des Produkts verbessert werden können.
Geeignet für die Entwicklung neuer Produkte: Die Laserbearbeitung kann unmittelbar nach Fertigstellung des Produktdesigns durchgeführt werden, was einen kürzeren Entwicklungszyklus ermöglicht.
Materialeinsparungen: Die Laserbearbeitung nutzt die Computerprogrammierung, um die Materialausnutzung durch das Schneiden von Produkten in verschiedene Formen zu maximieren.
Betrieb einer Faserlaserschneidmaschine
Vor der Verwendung der Laserschneidmaschine ist es wichtig, die Funktionsweise der verschiedenen Teile zu verstehen und die richtigen Betriebsmethoden zu befolgen, um sowohl die Leistung der Maschine als auch die persönliche Sicherheit zu gewährleisten.
Führen Sie vor dem Gebrauch die folgenden Kontrollen durch:
Prüfen Sie den Ölstand der Maschine und füllen Sie ihn nach Bedarf auf, um ihn im normalen Bereich zu halten.
Überprüfen Sie die Wasser- und Gaskanäle auf Lecks und stellen Sie sicher, dass die Luft- und Wasserqualität normal und nicht verunreinigt ist.
Überprüfen Sie, ob der Laserstrahl aus der Mitte der Gasdüse austritt, indem Sie die koaxiale Ausrichtung des Lasers und der Düse überprüfen.
Vergewissern Sie sich, dass die Mündung der Schneidgasdüse für den Schneidprozess geeignet ist, und tauschen Sie sie gegebenenfalls aus.
Überprüfen Sie den Anschluss des Hilfsgases für das Schneiden und stellen Sie den Gasdruck bei Bedarf auf den richtigen Wert ein.
Sicherheitsvorkehrungen und Sicherheitszeichen vor und während der Benutzung
Steht für "Achtung", bei Nichtbeachtung kann es zu Verletzungen oder Schäden am Gerät kommen
Stellt es gibt einen Laserstrahl durch, nicht aus dem Strahl gehen, sonst wird es Verbrennungen auf den menschlichen Körper oder sogar lebensbedrohlich verursachen
Es besteht die Gefahr einer Hochspannungsversorgung, nicht in die Nähe von hohem Druck kommen, andernfalls kann es zu einem elektrischen Schlag oder sogar lebensbedrohlich werden
Vorsichtsmaßnahmen:
A) Schauen Sie niemals direkt in den Laser, auch nicht in das rote Licht.
B) Halten Sie Personen und arbeitsfremde Gegenstände aus der Reichweite des Lasers fern, wenn Sie den Shutter öffnen.
C) Der Bediener muss eine Schutzbrille tragen und während des Betriebs der Laserschneidmaschine anwesend sein.
D) Wenn während der Benutzung ein Problem auftritt, betätigen Sie sofort den Not-Aus-Schalter oder schalten Sie die Hauptstromversorgung aus.
E) Überwachen Sie während des Betriebs ständig die Kühlwassertemperatur und den Arbeitsgasdruck.
F) Bedienen Sie die Maschine nur mit entsprechender Schulung und unter Beachtung sicherer Betriebsverfahren. Unbefugten Personen ist die Bedienung der Maschine strengstens untersagt.
G) Der Laser der Laserschneidmaschine ist ein Laserprodukt der Klasse 4, und der unsichtbare Laserstrahl, die Linsenreflexion und das Streulicht können für den menschlichen Körper, insbesondere für die Augen, schädlich sein. Das Personal muss die notwendigen Vorsichtsmaßnahmen treffen, um Brände zu vermeiden.
H) Die Abgase, die beim Laserschneiden entstehen, können für den Bediener schädlich sein; stellen Sie daher sicher, dass der Staubsauger der Maschine ordnungsgemäß funktioniert.
I) Halten Sie die Laserschneidanlage sauber und ordentlich, schmieren Sie sie nach Vorschrift und verwalten Sie Werkzeuge und Zubehör ordnungsgemäß, um Verluste zu vermeiden. Bei Störungen ist die Maschine sofort anzuhalten und der zuständige Techniker zu informieren, wenn der Bediener das Problem nicht lösen kann.
J) Um Stromschlagschäden zu vermeiden, darf nur professionelles Wartungspersonal die elektrischen Steuerteile der Laserschneidmaschine überprüfen oder reparieren.
Ein-/Ausschaltreihenfolge:
A) Schalten Sie zunächst die externe Stromquelle ein, um den Schaltschrank mit Strom zu versorgen.
B) Vergewissern Sie sich, dass der Schalter des Wasserkühlers eingeschaltet ist (schalten Sie den Schalter des Wasserkühlers nach dem Gebrauch nicht aus).
C) Prüfen Sie, ob der Not-Aus-Schalter in der gelösten Stellung ist.
D) Drehen Sie den Schlüsselschalter in die Stellung "Ein".
E) Schalten Sie den Computer ein.
F) Schalten Sie zum Schluss den Laser nach links ein.
Um die Laserschneidanlage auszuschalten, kehren Sie die Reihenfolge dieser Schritte um.
Nutzung und Programmierung von Software:
Anweisungen zur Verwendung der Software finden Sie im Handbuch. Die Einzelheiten werden hier nicht behandelt.
Automatische Kalibrierung für den Höhensensor:
Wenn Sie den Höhensensor kalibrieren müssen, wenn Sie die Düse wechseln oder wenn der Servoabstand nicht genau ist, kann die Kalibrierung die Höhe des Anhängers korrigieren. Die Schritte sind wie folgt:
A) Bewegen Sie den Schneidkopf bis auf ca. 5 mm an die Oberfläche der Platte heran.
B) Wählen Sie am Höhensteuerungsbrenner "Kalibrierung" → "Schwebekopfkalibrierung" → "Bestätigen".
C) Der Schneidkopf fällt während des Vorgangs zweimal ab, was etwa 10 Sekunden dauert. Überprüfen Sie während dieser Zeit die Position der Platte.
D) Die Kalibrierungskurve wird auf dem Höhenkontrollbrenner angezeigt, wenn die Kalibrierung abgeschlossen ist. Für ein normales Kalibrierungsergebnis sollte die Kurve gleichmäßig sein. Wenn das Kalibrierungsergebnis schlecht ist, wirkt sich dies auf die Schneidwirkung aus und die Kalibrierung muss erneut durchgeführt werden.
Es gibt mehrere Faktoren, die die Kalibrierungsergebnisse beeinflussen können, darunter:
Eine instabile Oberfläche auf dem Brett.
Schütteln des Schlittens mit der Z-Achse.
Schwere elektrische Störungen durch externe Quellen.
Die Kalibrierungsergebnisse werden als A, B, C oder D klassifiziert. Das Laserschneidgerät kann normal verwendet werden, wenn das Kalibrierungsergebnis über "C" liegt, und eine Neukalibrierung ist erforderlich, um Störungen zu beseitigen, wenn das Ergebnis "D" ist.
Sicherheit von Laserschneidmaschinen
Dieser Abschnitt befasst sich mit der Bedeutung der Lasersicherheit und enthält Richtlinien für den sicheren Betrieb von Laserschneidmaschinen. Es ist wichtig, dass jeder Bediener die allgemeinen Kenntnisse und Sicherheitsmaßnahmen kennt, um sein Wohlergehen zu gewährleisten.
"Vorsichtsmaßnahmen"
A) Ernennung von Sicherheitsbeauftragten, die ihre Zuständigkeiten festlegen und Sicherheitsschulungen für Laseranwender anbieten.
B) Legen Sie den Bereich für das Lasersicherheitsmanagement fest und stellen Sie Warnschilder am Eingang auf. Die Schilder sollten Informationen über die Leistung der Maschine enthalten, Laser-TypDas Verbot des Zutritts für Außenstehende und die Bedeutung des Augenschutzes. Auch der Name des Sicherheitsbeauftragten sollte angegeben werden.
C) Bediener von Laserbearbeitungsmaschinen müssen eine spezielle Ausbildung absolvieren und dürfen die Maschine nur mit Genehmigung des Sicherheitsbeauftragten bedienen.
Hinweis zur Lasersicherheit
Die größte Gefahr für den menschlichen Körper geht vom Laser aus und betrifft die Augen und die Haut. Eine Laserbestrahlung kann zu Verbrennungen an jedem Körperteil führen, daher ist es wichtig, dass kein Körperteil in den der Lichtweg von Lasergeräten, um Schäden durch unsachgemäße Verwendung zu vermeiden.
Schutz für Augen und Haut
Bei der Laserbearbeitung werden in der Regel CO2- und YAG-Laser eingesetzt, die jeweils Lasertyp können den menschlichen Körper unterschiedlich schädigen. Der YAG-Laser ist schädlicher, da seine Wellenlänge eine hohe Durchlässigkeit für das menschliche Auge aufweist, wodurch die Netzhaut geschädigt werden kann. Andererseits verursachen CO2-Laser Schäden vor allem in Form von Hornhautverbrennungen an den Augen. Beide Arten von Lasern Exposition kann zu grauem Star am Auge und zur Gefahr von Hautverbrennungen führen. Daher ist es wichtig, dass während des Anpassungsprozesses je nach Art des verwendeten Lasers geeignete Schutzmaßnahmen getroffen werden.
Brandverhütung
Beim Laserschneiden werden häufig Sauerstoff und Funken verwendet, was die Brandgefahr erhöht. Daher sollte der Arbeitsbereich keine brennbaren oder explosiven Materialien enthalten und über die notwendigen Schutzvorrichtungen verfügen.
Elektrische Sicherheit
A) Vermeiden Sie das Berühren von Schaltern mit nassen Händen, um einen Stromschlag zu vermeiden
Die mit Leuchtzeichen gekennzeichneten Bereiche der Laserschneidmaschine weisen darauf hin, dass diese Teile unter hoher elektrischer Spannung stehen oder elektrische Komponenten enthalten. Bediener, die sich in der Nähe dieser Teile aufhalten oder Wartungsarbeiten durchführen, sollten vorsichtig sein, um einen Stromschlag zu vermeiden. Dazu gehören die Schutzabdeckung an der Position des Servomotors, der Verteilerkasten hinter der Säule, der Transformatorschrank der Laserschneidmaschine und die Schaltschranktüren usw.
B) Machen Sie sich mit den Funktionen und Tasten vertraut
Lesen Sie das Handbuch und den Schaltplan der Maschine gründlich durch, damit Sie sich mit den Funktionen und Tasten der Laserschneidmaschine vertraut machen können.
C) Unerlaubte Änderungen an den Maschinenparametern verbieten
Öffnen Sie nicht einfach die elektrischen Türen und verbieten Sie unbefugte Änderungen an den Maschinenparametern, den Servoparametern und den Potentiometern (in Übereinstimmung mit der Austauschtabelle). Wenn eine Änderung erforderlich ist, müssen Sie vom Hersteller der Laserschneidanlage geschult und vom Fachpersonal genehmigt werden. Denken Sie daran, die Parameterwerte zu notieren, bevor Sie Änderungen vornehmen, damit der ursprüngliche Zustand bei Bedarf wiederhergestellt werden kann.
D) Schützen Sie sich vor Hochspannung und Röntgenstrahlen
Die allgemeine Versorgungsspannung des Bearbeitungslasers beträgt mehrere Tausend bis Zehntausend Volt, so dass es wichtig ist, eine Exposition gegenüber der Hochspannung des Lasers und den von der Elektronenröhre unter Hochspannung erzeugten Röntgenstrahlen zu vermeiden.
E) Vermeiden Sie das Berühren von stromführenden Teilen des Schaltschranks
Berühren Sie keine stromführenden Teile des Schaltschranks, wenn dieser unter Strom steht, wie z. B. die numerische Steuerung, die Servoeinrichtung, den Transformator, den Lüfter usw.
Alert:
Warten Sie nach einem Stromausfall mindestens 5 Minuten, bevor Sie den Anschluss berühren. Nach einem Stromausfall kann für eine gewisse Zeit Hochspannung zwischen den Stromleitungsanschlüssen herrschen.
Laserschneidmaschine's Schutzmaßnahmen
"Benennen Sie einen Sicherheitsbeauftragten"
Benennen Sie einen Sicherheitsbeauftragten, der die Zuständigkeiten festlegt und die Bediener der Laserbearbeitungsanlage über die sichere Bedienung und Sicherheit aufklärt.
"Managementbereich Lasersicherheit"
Legen Sie den Laserschutzbereich fest und bringen Sie eine Warnkarte am Eingang des Bereichs an. Die Warnkarte sollte die Leistung der Laserbearbeitungsmaschine, den Lasertyp, ein Verbot des Zutritts für Außenstehende, eine Warnung zum Schutz der Augen und den Namen des Sicherheitsbeauftragten enthalten.
"Maschinenschlüsselschalter"
Wenn die Laserbearbeitungsmaschine nicht in Gebrauch ist, ziehen Sie den Schlüsselschalter ab und bewahren Sie ihn unter Verschluss auf, um Schäden durch Missbrauch zu vermeiden.
"Abgassystem für Rauch und Gase"
Stellen Sie sicher, dass Rauch, Gas und Laserarbeitsgase, die während der Herstellung entstehen, durch das Abgasrohr ins Freie abgeleitet werden. Alle Gasflaschen sollten ordentlich und sicher gelagert werden.
Das allgemeine Wissen sollte den Betreibern bekannt sein
Die Bediener von Laserschneidmaschinen müssen eine spezielle Ausbildung absolvieren, um ein bestimmtes Niveau zu erreichen, und dürfen nur mit Zustimmung des Sicherheitsbeauftragten arbeiten.
Bei der Verwendung der Laserschneidmaschine oder in der Nähe des Lasers sollte der Bediener oder die Person eine geeignete Laserschutzbrille und Schutzkleidung tragen. In dem Bereich, in dem die Schutzbrille getragen wird, muss eine angemessene Innenbeleuchtung vorhanden sein, um eine reibungslose Arbeit des Bedieners zu gewährleisten.
Zum Schutz des Bedieners muss ein Bearbeitungsraum oder ein Schutzschirm vorhanden sein. Es sollten Sicherheitsvorrichtungen vorhanden sein, um die Ausbreitung des Lasers zu verhindern und die Sicherheit der Bediener zu gewährleisten.
Wenn die Tür des Bearbeitungsraums geöffnet wird, sollte der Laser-Shutter geschlossen sein.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, wie ein Laser durch Metall schneiden kann wie ein heißes Messer durch Butter? In diesem faszinierenden Artikel erforschen wir die Wissenschaft hinter der Faserlaserschneidetechnik....
Wie schnell kann ein Faserlaser verschiedene Metalle schneiden? Wenn Sie sich jemals gefragt haben, wie Sie die Schneidgeschwindigkeiten für Materialien wie Kohlenstoffstahl oder Aluminium optimieren können, finden Sie in diesem Artikel detaillierte...
Stellen Sie sich vor, Sie schneiden durch Metall so mühelos wie durch Butter. Die Faserlasertechnologie hat die Metallbearbeitung revolutioniert und bietet unübertroffene Präzision und Geschwindigkeit. Dieser Artikel befasst sich mit den Schnittgeschwindigkeiten verschiedener Metalle...
Hatten Sie schon einmal Probleme, einen perfekten Schnitt bei Metall zu erzielen? In diesem Blogbeitrag lüften wir die Geheimnisse der optimalen Schnittparameter für verschiedene Metalle mit einem 3000-W-Faserschneider...
Die Wahl des richtigen Hochleistungs-Faserlasers für Ihre industriellen Anforderungen kann eine schwierige Aufgabe sein. Bedeutet eine höhere Leistung immer eine bessere Effizienz? Nicht unbedingt. Dieser Leitfaden klärt über gängige Missverständnisse und...
Stellen Sie sich ein Werkzeug vor, das so präzise ist, dass es Metall mit der Feinheit eines Chirurgen-Skalpells durchschneiden kann. Faserlaser haben die Industrie von der Fertigung bis zur Medizin revolutioniert. Dieser Artikel befasst sich mit...
Haben Sie sich jemals gefragt, wie die Spitzentechnologie eine solche Präzision erreicht? Faserlaser, ein Wunderwerk der modernen Technik, nutzen mit Seltenen Erden dotierte Glasfasern, um hocheffiziente und vielseitige Laserstrahlen zu erzeugen....
Was sind die Ursachen für den Ausfall von Laserschneidköpfen, und wie kann man ihn verhindern? Dieser Artikel befasst sich mit häufigen Verschmutzungsproblemen bei Linsen von Faserlaserschneidköpfen und bietet praktische Lösungen...
Haben Sie sich jemals gefragt, welche Laserschneidtechnologie wirklich die Oberhand hat? Dieser Artikel befasst sich mit dem Kampf zwischen Faserlasern und CO2-Lasern und untersucht ihre Stärken, Schwächen und die Faktoren, die...