Stellen Sie sich vor, Sie schweißen ohne Flammen, Funken oder gar schmelzendes Metall. Genau das bietet das Reibschweißen, bei dem die durch Reibung erzeugte Wärme genutzt wird, um Materialien nahtlos zu verbinden. Diese Methode, die für ihre Effizienz und Stärke bekannt ist, revolutioniert die Art und Weise, wie die Industrie Metalle verbindet. In diesem Artikel erfahren Sie, wie das Reibschweißen funktioniert, welche Arten es gibt und welche Faktoren den Erfolg beeinflussen. Machen Sie sich bereit, ein Verfahren kennenzulernen, das die Zukunft der Fertigung verändern könnte.
I. Das Prinzip und die Klassifizierung des Reibschweißens
(1) Das Prinzip des Reibschweißens
Reibschweißen: Hierbei handelt es sich um ein Pressschweißverfahren, bei dem die durch die gegenseitige Reibung bei der Relativbewegung der Kontaktflächen der Schweißteile erzeugte Wärme genutzt wird, um eine zuverlässige Materialverbindung herzustellen.
Der Schweißvorgang findet unter Druck statt, wobei die zu verschweißenden Materialien durch die Relativbewegung Reibung erzeugen, wodurch die Grenzflächentemperaturen und die Temperaturen in der Nähe ansteigen und einen thermoplastischen Zustand erreichen.
Wenn die Stauchkraft einsetzt, wird die Oxidschicht an der Grenzfläche zerrissen, das Material verformt sich plastisch und fließt, und durch Diffusion der Grenzflächenelemente und metallurgische Rekristallisationsreaktionen entsteht eine Verbindung.
Die Schweißverfahren kommt ohne Zusatzwerkstoff aus, benötigt kein Flussmittel und kein Schutzgas. Der gesamte Schweißvorgang dauert nur wenige Sekunden.
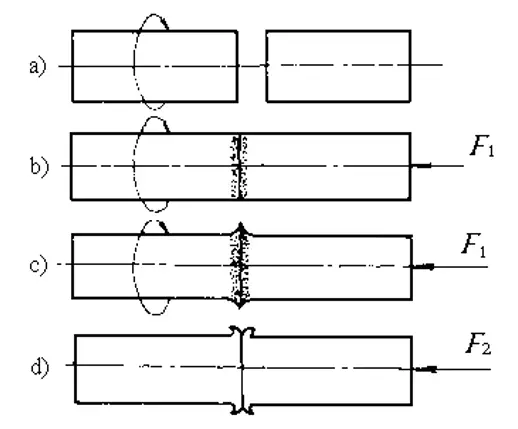
Abbildung 7-16 Schematisches Diagramm des Reibschweißverfahrens
Die Hochgeschwindigkeits-Relativreibung unter Druck zwischen den Verbindungsflächen der beiden Schweißteile hat zwei Auswirkungen:
1) Es zerstört die Oxidschicht oder andere Verunreinigungen auf der Verbindungsoberfläche und legt sauberes Metall frei;
2) Sie erzeugt Wärme und bildet schnell eine thermoplastische Schicht auf der Verbindungsfläche. Unter dem anschließenden Reibungsmoment und dem axialen Druck werden diese zersplitterten Oxide und ein Teil der Kunststoffschicht aus der Fugenoberfläche herausgedrückt und bilden einen Abbrand, und das verbleibende plastisch verformte Metall bildet das Schweißgut. Durch das abschließende Stauchen wird das Schweißgut weiter umgeschmiedet und bildet ein qualitativ hochwertiges Schweißnaht.
Aus dem Schweißprozess ist ersichtlich, dass die Reibschweißverbindung unterhalb des Schmelzpunktes des Schweißgutes entsteht, so dass das Reibschweißen zu den Festkörperschweißverfahren gehört.
(2) Klassifizierung des Reibschweißens:
Das Reibschweißen kann in drei Arten unterteilt werden: Rotation des Werkstücks, stationäres Werkstück und andere Bewegungen. Diese drei Arten können wie folgt weiter unterteilt werden:
1. Drehung des Werkstücks:
Kontinuierliches Reibschweißen
Trägheitsreibschweißen
2. Stationäres Werkstück:
Radiales Reibschweißen
Rührreibschweißen
3. Andere Bewegungen:
Friktionsbeläge
Lineares Reibschweißen
Orbitale Reibschweißung
2. Klassifizierung des Reibschweißens
(1) Kontinuierliche Reibschweißung
Dies ist eine gängige Art des Reibschweißens. Während des Schweißvorgangs wird das Werkstück vom Spindelmotor kontinuierlich mit konstanter Geschwindigkeit angetrieben, bis es die vorgegebene Reibzeit oder den vorgegebenen Reibverformungsbetrag erreicht. Danach wird die Drehung des Werkstücks sofort gestoppt und das Schmiedeschweißen beginnt.
1. Drehung
2. Bremsen
3a. Drehbare Halterung
3b. Nicht-drehende Halterung
4a. Rotierendes Werkstück
4b. Nicht-rotierendes Werkstück
5. Werkstück-Zylinder
(2) Trägheits-Reibschweißen
Das rotierende Ende des Werkstücks wird in das Schwungrad geklemmt. Zu Beginn des Schweißvorgangs werden das Schwungrad und das rotierende Ende des Werkstücks auf eine bestimmte Geschwindigkeit beschleunigt, dann wird das Schwungrad vom Hauptmotor abgekoppelt.
Gleichzeitig bewegt sich das bewegliche Ende des Werkstücks nach vorne. Nach dem Kontakt mit dem Werkstück beginnt es, sich durch Reibung zu erhitzen. Während der Reibungserwärmung wird das Schwungrad durch das Reibungsmoment gebremst, und die Geschwindigkeit nimmt allmählich ab. Wenn die Geschwindigkeit Null erreicht, ist der Schweißvorgang beendet.
1- Drehung
2- Einstellbarer Trägheitskörper
3a- Drehbare Klammer
3b- Nicht drehbare Klemme
4a- Rotierendes Werkstück
4b- Nicht rotierendes Werkstück
5- Werkstückzylinder
(3) Radiale Reibschweißung
Ein ringförmiger Ring mit abgeschrägter Oberfläche wird auf die Endfläche eines Rohrs mit einer geteilten Öffnung montiert. Beim Reibschweißen wird der Ring gedreht und radiale Reibungskräfte werden auf die beiden Rohrenden ausgeübt. Wenn die Reibung beendet ist, wird die Drehung des Rings gestoppt und der Stauchdruck wird aufgebracht.
Abbildung 6: Schematische Darstellung des radialen Reibschweißens
1 - Drehring
2 - Zu schweißendes Rohr
n - Ringgeschwindigkeit
Po - Axialer Schmiededruck
P - Radialer Druck
(4) Reibrührschweißen
Das Funktionsprinzip des Rührreibschweißens ist wie folgt: Eine Rührnadel mit einer bestimmten Form aus hochtemperaturbeständigem, hartem Material wird gedreht und tief in die Kante der beiden zu verschweißenden Materialien eingeführt.
Der Rührkopf stellt die Rotation ein und erzeugt eine große Menge an Reibungswärme an den Rändern der beiden Schweißteile, so dass sich an der Verbindung eine metallisch-plastische Erweichungszone bildet.
Diese plastische Erweichungszone wird unter der Einwirkung des Rührkopfs gerührt und gequetscht und fließt entlang der Schweißnaht mit der Rotation des Rührkopfes, wodurch ein plastischer Metallfluss entsteht. Bei der Abkühlung nach dem Verlassen des Rührkopfs wird das Metall gepresst, um eine Festphasenschweißverbindung zu bilden.
Der Panzerungsmetallstab rotiert mit hoher Geschwindigkeit und übt Reibungsdruck auf das Grundmaterial aus. Aufgrund des großen Volumens des Grundwerkstoffs, der guten Wärmeleitung und der schnellen Abkühlungsgeschwindigkeit bewegt sich die Reibungsfläche von der Grenzfläche zwischen dem Panzerungsmetall und dem Grundwerkstoff zur Seite des Panzerungsmetalls.
Gleichzeitig erstarrt das Auftragmetall und geht auf das Grundmaterial über, um eine Auftragschweißung zu bilden. Wenn sich der Grundwerkstoff relativ zum Auftragschweißstab dreht oder bewegt, bildet sich eine Auftragschweißnaht auf dem Grundwerkstoff.
Abbildung 7: Schematische Darstellung des Reibungsbelags
1- Oberflächenbehandlung Metallstab
2- Aufgetragener Teil
3- Oberflächenbeschichtung Schweißnaht
(6) Lineares Reibschweißen
Eines der beiden zu schweißenden Werkstücke ist fixiert, das andere bewegt sich mit einer bestimmten Geschwindigkeit hin und her, oder die beiden Werkstücke bewegen sich relativ zueinander. Unter Druckeinwirkung entsteht an der Schnittstelle der beiden Werkstücke durch Reibung Wärme, so dass eine Schweißung entsteht.
Abbildung 8: Schematisches Diagramm des linearen Reibschweißens
(7) Orbitales Reibschweißen
Das Orbital-Reibschweißen ist ein neu entwickeltes Schweißverfahren, das hauptsächlich zum Schweißen von Werkstücken mit unrundem Querschnitt eingesetzt wird.
Beim geradlinigen orbitalen Reibschweißen bewegt sich das Werkstück entlang einer geradlinigen Bahn, wobei eine bestimmte Amplitude und Frequenz dafür sorgen, dass die Schwingungsgeschwindigkeit den erforderlichen Wert erreicht, so dass die Schweißfläche die relative, sich wiederholende Schwingungsreibung.
Beim kreisförmigen Orbital-Reibschweißen bewegt sich jeder Massepunkt des Werkstücks mit gleichem Radius und gleicher Geschwindigkeit entlang der Kreisbahn, so dass die Schweißfläche eine relative Bewegungsreibung erfährt. Nachdem die Verbindung auf den Schweißtemperaturwird die Reibbewegung des Werkstücks gestoppt, und das Stauchen wird durchgeführt.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Wie kann das Schweißen von Kohlenstoffstahl sowohl eine gängige Praxis als auch eine komplexe Herausforderung sein? Dieser Leitfaden erforscht die komplizierte Welt des Kohlenstoffstahlschweißens und behandelt die Arten von Kohlenstoffstahl,...
Haben Sie sich schon einmal gefragt, wie komplexe Maschinen nahtlos miteinander verbunden bleiben? Dieser Artikel taucht in die faszinierende Welt des Stumpfschweißens ein - eine hocheffiziente Methode, um Metalle zu verbinden. Sie erfahren etwas über die...
Das Schweißen von Aluminiumlegierungen stellt aufgrund ihres niedrigen Schmelzpunkts und ihrer hohen Wärmeleitfähigkeit eine besondere Herausforderung dar. Dieser Artikel befasst sich mit verschiedenen Schweißverfahren wie WIG, MIG und Plasmaschweißen...
Stellen Sie sich eine Welt vor, in der Metalle mit nur einem Funken nahtlos verschmelzen. Das ist die Essenz des Punktschweißens, einer Technik, die Metallteile mit Präzision und Stärke verbindet. In diesem...
Die Schweißtechnik ist ein Verfahren zum Verbinden von Metall oder anderen thermoplastischen Werkstoffen mit Hilfe traditioneller Methoden wie Schmelzschweißen, Pressschweißen und Hartlöten. Mit der kontinuierlichen Entwicklung der Technologie,...
Wie verbindet man zwei Metalle zu einer einzigen, integralen Form? Die Antwort liegt in der faszinierenden Welt des Schweißens, wo Hitze, Druck oder beides unlösbare Verbindungen schafft. Dieser Leitfaden...
Stellen Sie sich vor, Sie könnten leichtes Aluminium mit Hilfe des MIG-Schweißens (Metal Inert Gas) in starke, vielseitige Strukturen verwandeln. Diese Technik gewährleistet nicht nur qualitativ hochwertige, gleichmäßige Schweißnähte, sondern löst auch häufige Probleme wie...
Dieser Artikel erkundet die faszinierende Welt des Schweißens, vom Lichtbogenhandschweißen bis hin zu fortschrittlichen Schutzgasverfahren. Sie erfahren mehr über die Methoden, Vorteile und Anwendungen der verschiedenen Schweißverfahren. Machen Sie sich bereit für...
Stellen Sie sich eine Welt ohne Schweißen vor. Von hoch aufragenden Wolkenkratzern bis hin zu komplizierten Maschinen würde sich das Gefüge unserer modernen Gesellschaft auflösen. In diesem Artikel erkunden wir die faszinierende Welt des Schweißens...