Optimaler Spalt zwischen Flanschlochwand und Biegekante
Wie wirkt sich der Abstand zwischen einer gebördelten Lochwand und einer Biegekante auf die Integrität eines Metallteils aus? In der Metallverarbeitung ist dieser Abstand entscheidend, um Schäden bei der Umformung zu vermeiden. Dieser Artikel befasst sich mit den empfohlenen Mindestabständen und Berechnungen, die ein erfolgreiches Biegen ohne Beeinträchtigung der Flanschqualität gewährleisten. Entdecken Sie, wie Sie den optimalen Abstand auf der Grundlage der Materialstärke und anderer Parameter für eine effiziente und sichere Metallverarbeitung bestimmen können.
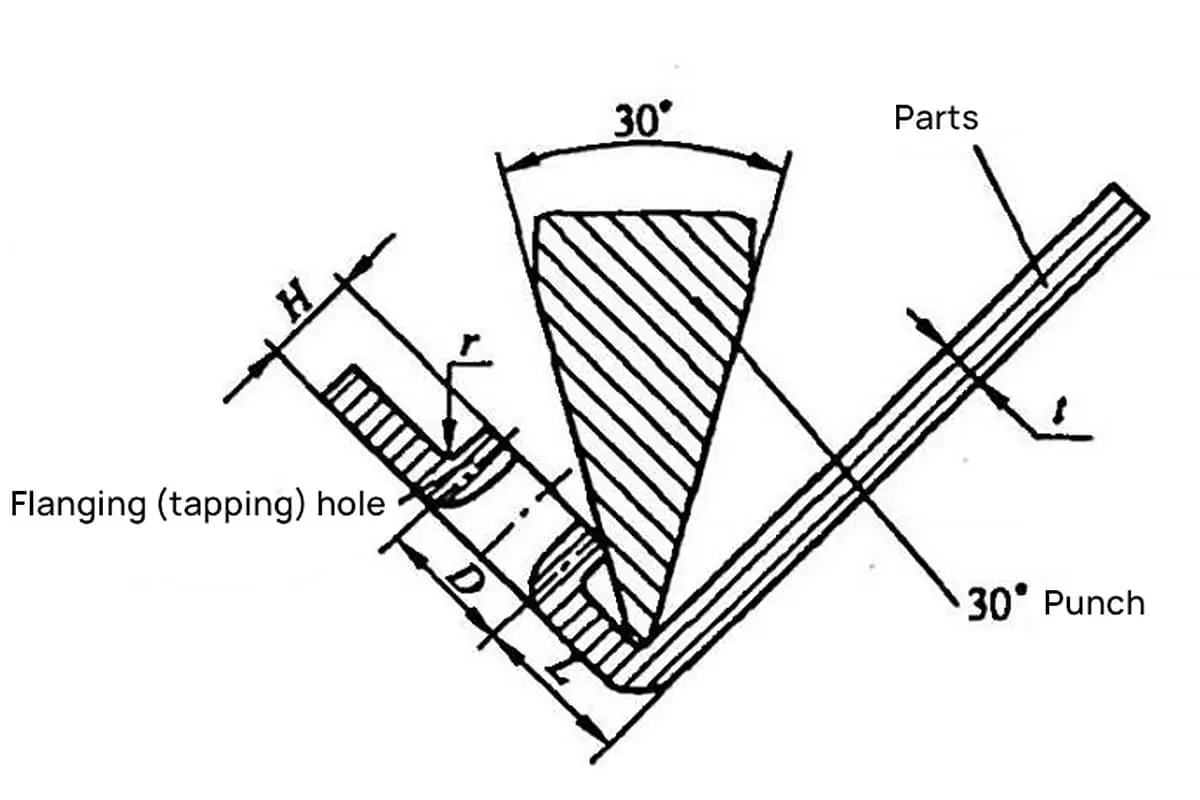
Wie in Abbildung 4-17 dargestellt. Seine Flanschbohrung (Gewindebohrung)
Der Abstand L von der Lochwand zur Biegekante darf nicht zu klein sein, da sonst der Flansch beschädigt werden kann (oder gar nicht erst entsteht).
Abbildung 4-17 Gebogenes Teil mit Flanschbohrung (mit Gewinde)
Im Allgemeinen wird aufgrund von Erfahrungswerten empfohlen, L > (7~8)t zu wählen. Wenn die strukturellen Anforderungen des gebogenen Teils einen kürzeren Abstand von der geflanschten (Gewinde-) Lochwand zur Biegekante erfordern, sollte der Mindestabstand auf der Grundlage von Parametern wie Materialdicke t, Größe des Flansches (Gewinde M), Loch (Durchmesser D), Flanschhöhe, Biegeform und Biegeradius r.
Gewöhnliches metrisches Gewinde Flanschabmessungen mit Bodenbohrung
Siehe Tabelle 4-5 für gängige metrische Gewindeflanschabmessungen. Beispiele für Maßkennzeichnungen sind in Abbildung 4-18 dargestellt.
Hinweis: Diese Tabelle gilt für Flanschen Gewindeböden aus kohlenstoffarmem Stahl, Messing, reinem Stahl und Aluminium. Die Daten in der Tabelle sind nur als Referenz.
Abbildung 4-18 zeigt ein Beispiel für die Beschriftung einer metrischen Gewindebohrung.
Beispiel 4-1 zeigt ein gebogenes Teil, wie in Abbildung 4-17 dargestellt. Die Blechdicke beträgt t=1,5 mm, das Gewinde M4 ist am Flansch angebracht, und die erforderliche Flanschhöhe beträgt H=3,3 mm. Berechnen Sie den Mindestabstand von der Wand der Flanschbohrung (Gewindebohrung) zur Biegekante.
Lösung: Verwenden Sie ein 30°-Biegemesser für die Bearbeitung und die grafische Methode zur Berechnung des Mindestabstands von der Wand der Flanschbohrung (Gewindebohrung) zur Biegekante.
Nach der grafischen Methode ergibt sich L=6mm.
2. Vorgeschlagener Mindestabstand von der Wand der Flanschbohrung (Gewindebohrung) zur Biegekante
In Tabelle 4-6 sind die allgemein empfohlenen Mindestabstände von der Wand der Flanschbohrung (Gewindebohrung) zur Biegekante angegeben.
Tabelle 4-6 Vorgeschlagene Mindestabstände von der Wand der Flanschbohrung (Gewindebohrung) zur Biegekante (Einheit: mm)
Gewindedurchmesser d
Materialstärke t
1.0
1.2
1.5
2.0
M3
4.9
5.1
–
–
M4
–
5.7
6.0
–
M5
–
5.9
6.4
–
Hinweis: Die Angaben in der Tabelle dienen als Referenz. Die Mindestwerte werden im Allgemeinen nicht verwendet.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich jemals gefragt, welche Kunst und Wissenschaft hinter der Formung von Blechen zu komplexen Formen steckt? In diesem fesselnden Blogbeitrag tauchen wir tief in die faszinierende Welt der Blechbearbeitung ein...
Die Bediener von Abkantpressen spielen eine entscheidende Rolle bei der Gestaltung der Welt um uns herum, aber ihre Arbeit ist nicht ohne Risiken. In diesem Artikel werden wir die wichtigsten Sicherheitstipps aus der Industrie...
Haben Sie sich jemals gefragt, warum sich Ihre Blechprojekte manchmal ungünstig biegen oder reißen? Dieser Artikel entmystifiziert die entscheidende Rolle der Fertigungslöcher beim Biegen von Blechen. Sie erfahren, wie diese Löcher...
Stellen Sie sich vor, Sie können Bleche biegen, ohne eine einzige Markierung oder einen Kratzer zu hinterlassen. In diesem Artikel untersuchen wir innovative Techniken für das markierungsfreie Biegen von Blechen und gehen dabei auf Herausforderungen wie Reibung, Materialhärte und...
Standen Sie schon einmal vor der Herausforderung, Bleche aus rostfreiem Stahl zu biegen? Dieser Artikel erläutert die Komplexität des Biegens von rostfreiem Stahl, von der erforderlichen Kraft bis zu den Auswirkungen der Rückfederung. Lernen Sie...
Haben Sie sich jemals gefragt, wie Metallteile in verschiedene Formen gebogen werden? In diesem faszinierenden Artikel befassen wir uns mit der Kunst und Wissenschaft des Biegens beim Metallstanzen. Unser Experte...
Hätten Sie gedacht, dass das Biegen von Blechen so kompliziert sein kann? Das geschlossene Biegen, eine wichtige Technik in der Blechverarbeitung, verwendet spezielle Methoden, um präzise und dauerhafte Biegungen zu erzielen, ohne dass ein...
Nutzen sich Ihre Abkantwerkzeuge zu schnell ab? Dieser Artikel befasst sich mit den wichtigsten Reparaturtechniken, um die Lebensdauer Ihrer Werkzeuge zu verlängern und so eine optimale Leistung in Ihrer...
Stellen Sie sich vor, Sie erreichen perfekte Blechbiegungen ohne Flecken oder Makel. Dieser Artikel befasst sich mit fortschrittlichen Techniken, die eine makellose Oberflächenqualität bei Blechbiegeprozessen gewährleisten. Sie erfahren etwas über innovative...