Ein Leitfaden für Gasschweiß- und Schneidetechniken
Haben Sie sich jemals gefragt, wie das Gasschweißen funktioniert und warum es im Maschinenbau so wichtig ist? In diesem Artikel werden die Grundsätze, die Arten von Gasflammen und die beim Gasschweißen verwendeten Materialien erläutert. Am Ende werden Sie verstehen, wie verschiedene Gase und Schweißdrähte die Qualität und Sicherheit von Schweißprozessen beeinflussen.
Sauerstoff ist bei normaler Temperatur und normalem Druck ein Gas mit der Summenformel O2.
Sauerstoff selbst ist nicht brennbar, aber er kann andere brennbare Stoffe zum Brennen bringen und hat eine stark verbrennungsfördernde Wirkung.
Die Reinheit des Sauerstoffs hat einen direkten Einfluss auf die Qualität, die Produktivität und den Sauerstoffverbrauch beim Gasschweißen und Brennschneiden.
Je höher der Reinheitsgrad des Sauerstoffs, desto besser ist die Qualität des Gasschweißens und -schneidens.
(2) Acetylen
Acetylen ist eine farblose Kohlenwasserstoffverbindung mit einem besonderen Geruch, die durch die Wechselwirkung von Calciumcarbid und Wasser entsteht und die Summenformel C2H2 hat.
Acetylen ist ein brennbares Gas, dessen Flammentemperatur in Verbindung mit Luft 2350°C beträgt, während die Flammentemperatur in Verbindung mit Sauerstoff und Verbrennung 3000-3300°C beträgt.
Acetylen ist ein gefährliches Gas, das unter bestimmten Druck- und Temperaturbedingungen explosiv ist.
(3) Flüssiggas (LPG)
Flüssiggas besteht hauptsächlich aus Kohlenwasserstoffen wie Propan (C3H8), Butan (C4H10) und Propylen (C3H6).
Unter normalem Druck liegt es als Gas vor, kann aber zur Lagerung und zum Transport bei einem Druck von 0,8-1,5 MPa verflüssigt werden, daher der Name Liquefied Petroleum Gas.
Wie Acetylen ist auch Flüssiggas in Verbindung mit Luft oder Sauerstoff explosiv, aber es ist viel sicherer als Acetylen.
2. Arten und Eigenschaften von Gasflammen
(1) Acetylen-Sauerstoff-Flamme.
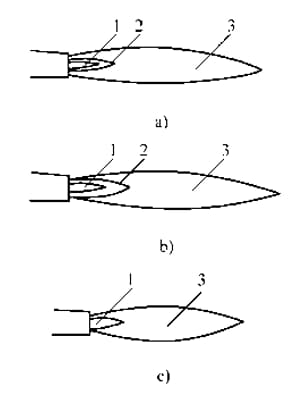
Die Struktur und Form der Acetylen-Sauerstoff-Flamme:
a) Neutrale Flamme b) Aufkohlende Flamme c) Oxidierende Flamme
Sauerstoff und Acetylen werden vollständig verbrannt, wobei weder ein Sauerstoff- noch ein Acetylenüberschuss vorhanden ist. Der Flammenkern ist hell, mit klaren Konturen, und die innere Flamme hat einen gewissen Grad an Reduzierbarkeit
Verkohlungsflamme
<1.1
2700-3000
Acetylen ist überschüssig, und es gibt freien Kohlenstoff und Wasserstoff in der Flamme, die eine starke Reduktionswirkung und auch eine gewisse Kohlenstoffwirkung hat. Die gesamte Flamme der Karbonisierungsflamme ist länger als die der neutralen Flamme
Oxidflamme
>1.2
3100-3300
In der Flamme befindet sich ein Überschuss an Sauerstoff, der stark oxidierende Eigenschaften hat. Die gesamte Flamme ist kurz, und die Schichten der inneren und äußeren Flamme sind unklar
Sauerstoff-Flüssiggasflamme
Die Struktur der Sauerstoff-Flüssiggas-Flamme ist im Grunde dieselbe wie die der Acetylen-Sauerstoff-Flamme und kann ebenfalls in oxidierende Flamme, aufkohlende Flamme und neutrale Flamme unterteilt werden.
Das Flammenzentrum unterliegt teilweisen Zersetzungsreaktionen, jedoch mit weniger Zersetzungsprodukten.
Die innere Flamme ist nicht so hell wie bei Acetylen und erscheint leicht bläulich, während die äußere Flamme klarer und länger ist als die Acetylen-Sauerstoff-Flamme.
Aufgrund des höheren Zündpunkts von Flüssiggas ist es schwieriger zu entzünden als Acetylen und erfordert eine direkte Flamme zur Zündung.
Gasschweißen
1. Grundsätze, Merkmale und Anwendungen des Gasschweißens.
Die Vorteile des Gasschweißens liegen darin, dass es eine einfache Ausrüstung erfordert, leicht zu bedienen ist, geringe Kosten verursacht und eine hohe Anpassungsfähigkeit aufweist. Es kann an Orten ohne Stromanschluss verwendet werden, um bequem zu schweißen.
Die Nachteile des Gasschweißens sind, dass die Flammentemperatur niedrig ist, die Erwärmung gestreut ist, die Wärmeeinflusszone groß ist, das Werkstück leicht verformt und überhitzt wird und die Qualität des Gases Schweißnähte ist nicht so einfach zu gewährleisten wie beim Elektrodenschweißen.
Die Produktivität ist gering, und es ist schwierig, dicke Metalle zu schweißen. Auch die Automatisierung ist eine Herausforderung.
2. Materialien für das Gasschweißen
(1) Gasschweißdraht
Tabelle 3-2 Güte und Verwendung üblicher Stahlschweißdrähte.
Schweißdraht aus Kohlenstoffbaustahl
Schweißdraht aus legiertem Baustahl
Schweißdraht aus rostfreiem Stahl
Klasse
Zweck
Klasse
Zweck
Klasse
Zweck:
H08
Schweißen von allgemeinen Stahlkonstruktionen mit niedrigem Kohlenstoffgehalt
H10Mn2
Gleicher Zweck wie HO8Mn
H03Cr21Ni10
Schweißen von rostfreiem Stahl mit sehr niedrigem KohlenstoffgehaltVerbinden von rostfreiem Stahl des Typs 18-8
H08Mn2Si
H08A
Schweißen von wichtigen Stählen mit niedrigem und mittlerem Kohlenstoffgehalt und bestimmten legierter Stahl Strukturen
H10Mn2MoA
Schweißen von gewöhnlichem niedrig legiertem Stahl
H06Cr21Ni10
Schweißen von rostfreiem Stahl des Typs 18-8
H08E
Gleicher Zweck wie H08A, mit guter Prozessleistung
H10Mn2MoVA
Schweißen von gewöhnlichem niedrig legiertem Stahl
H08Cr21Ni10
Schweißen von rostfreiem Stahl des Typs 18-8
H0SMn
Schweißen wichtiger Konstruktionen aus Kohlenstoffstahl und gewöhnlichem niedrig legiertem Stahl, wie Kessel, Druckbehälter usw.
Tabelle 3-6: Güteklassen, Leistung und Anwendungen von häufig verwendeten Gasschweißpulvern.
Schweißpulverqualität
Name
Grundlegende Leistung
Anmeldung
CJ101
Gasschweißmittel für Edelstahl und hitzebeständigen Stahl
Sie hat einen Schmelzpunkt von 900℃ und besitzt gute Benetzungseigenschaften, die eine Oxidation des geschmolzenen Metalls verhindern können. Die Schlacke ist nach dem Schweißen leicht zu entfernen.
Es hat einen Schmelzpunkt von 650℃ und eine alkalische Reaktion. Es hat deliquescence und kann effektiv entfernen Silikate und Oxide, die während der Gas Schweißen von Gusseisen. Es hat auch die Funktion, das Schmelzen von Metallen zu beschleunigen.
Für das Gasschweißen von Gusseisenteilen
CJ301
Kupfer-Gasschweißflussmittel
Es ist ein Salz auf Borbasis, das zum Zerfließen neigt und einen Schmelzpunkt von etwa 650℃ hat. Es hat eine saure Reaktion und kann Kupferoxid und Kupferoxid wirksam auflösen.
Der Schmelzpunkt liegt bei etwa 560℃, es hat eine saure Reaktion und kann die Aluminiumoxidschicht wirksam zerstören. Aufgrund seiner starken Hygroskopizität kann es jedoch zu Korrosion von Aluminium an der Luft. Nach dem Schweißen muss die Schlacke gründlich gereinigt werden.
Die Gasschweißpulverqualitäten werden durch CJ, gefolgt von drei Ziffern, dargestellt, und die Codierungsmethode lautet: CJxxx.
3. Ausrüstung und Werkzeuge für das Gasschweißen.
Die Zusammensetzung der Gasschweißgeräte:
1. Sauerstoffschlauch
2. Schweißbrenner
3. Acetylen-Schlauch
4. Acetylenflasche
5. Acetylenregler
6. Sauerstoffregler
7. Sauerstoffflasche
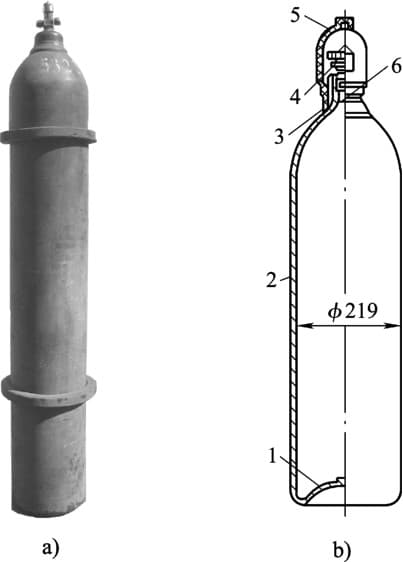
1. Sauerstoff-Flasche
a) Erscheinungsbild b) Struktur
1. Flaschenboden
2. Zylindergehäuse
3. Flaschenbügel
4. Sauerstoff-Flaschenventil
5. Flaschendeckel
6. Zylinderkopf
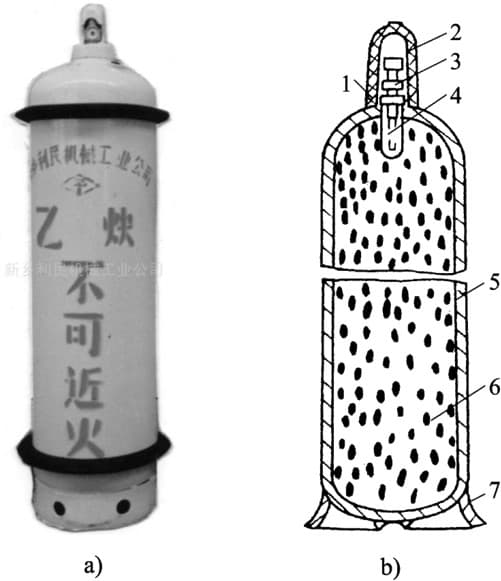
2. Acetylen-Zylinder
a) Erscheinungsbild b) Struktur
1. Flaschenöffnung
2. Flaschendeckel
3. Flaschenventil
4. Asbest
5. Zylindergehäuse
6. Poröses Füllmaterial
7. Flaschenboden
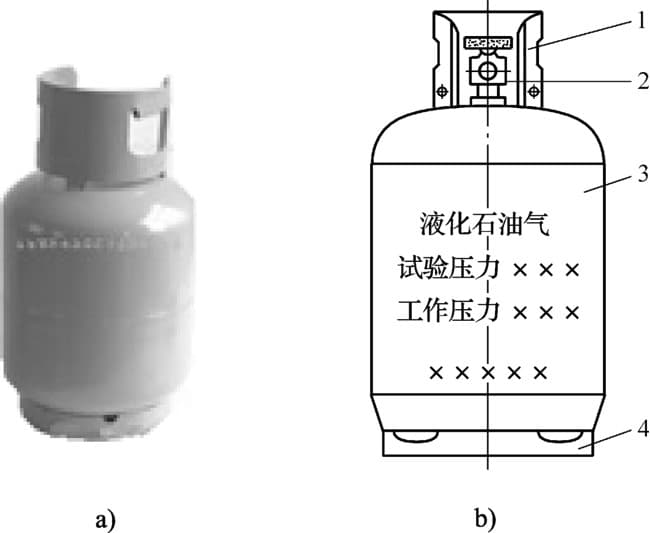
3. Flüssiggasflasche (LPG-Flasche)
a) Erscheinungsbild b) Struktur
1. Schutzschild
2. Flaschenventil
3. Zylindergehäuse
4. Basis
4. Druckregler
(1) Funktionen und Typen von Druckreglern
Ein Druckregler hat die Aufgabe, das Hochdruckgas in der Flasche auf den für den Betrieb erforderlichen Druck zu reduzieren und den Druck während des Betriebs stabil zu halten.
Druckregler können je nach Verwendungszweck in Sauerstoffdruckregler, Acetylendruckregler, Flüssiggasdruckregler usw. unterteilt werden.
Nach ihrem Aufbau lassen sie sich in einstufige und zweistufige Regler einteilen. Nach ihrem Funktionsprinzip lassen sie sich in direkt wirkende und umgekehrt wirkende Regler einteilen.
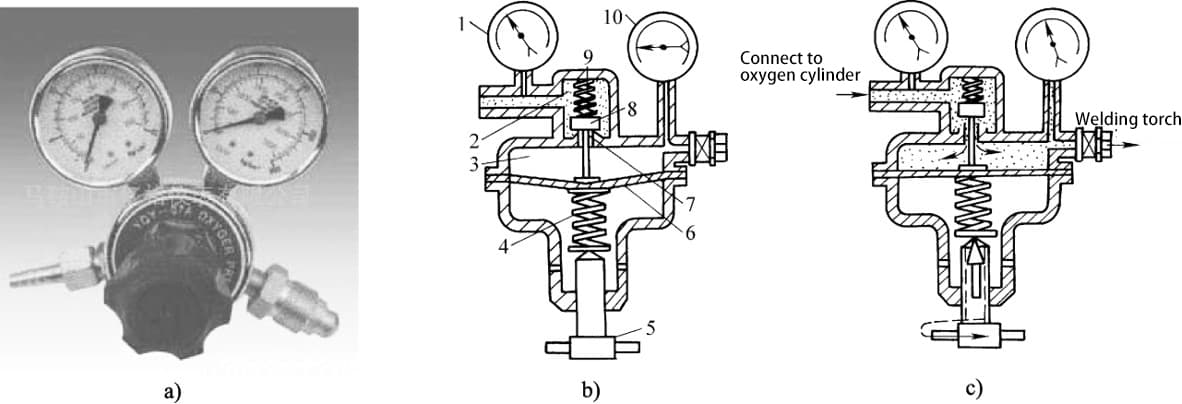
(2) Sauerstoff-Regulator
Einstufiger Sauerstoffregler mit umgekehrter Wirkungsweise a) Erscheinungsbild b) Nicht-Arbeitszustand c) Arbeitszustand
Die Aufgabe des Flüssiggasreglers besteht darin, den Druck in der Gasflasche auf den Arbeitsdruck zu reduzieren und den Ausgangsdruck zu stabilisieren, um eine gleichmäßige Gasversorgung zu gewährleisten.
Im Allgemeinen können Regler für den Hausgebrauch leicht modifiziert werden, um sie für das Schneiden allgemeiner Dicke des Stahlblechs.
Darüber hinaus kann der Flüssiggasregler auch direkt mit einem Propangasregler verwendet werden.
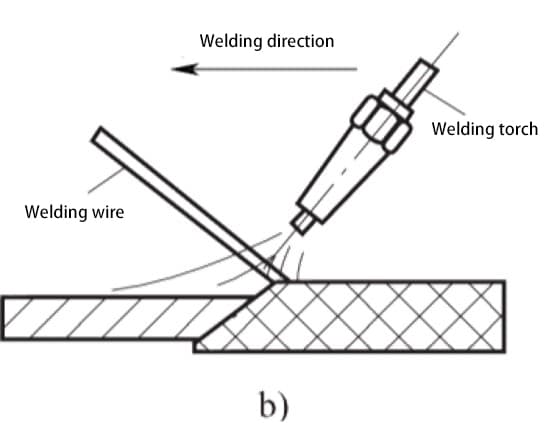
Die Funktion eines Schweißbrenners besteht darin, brennbares Gas und Sauerstoff in einem bestimmten Verhältnis zu mischen und mit einer bestimmten Geschwindigkeit zur Verbrennung auszustoßen, wodurch eine Flamme mit einer bestimmten Energie, Zusammensetzung und stabilen Form entsteht.
Je nach Art der Vermischung von brennbarem Gas und Sauerstoff können Schweißbrenner in Injektionsschweißbrenner (auch bekannt als Niederdruckschweißbrenner) unterteilt werden.Pressschweißen Brenner) und Gleichdruck-Schweißbrenner.
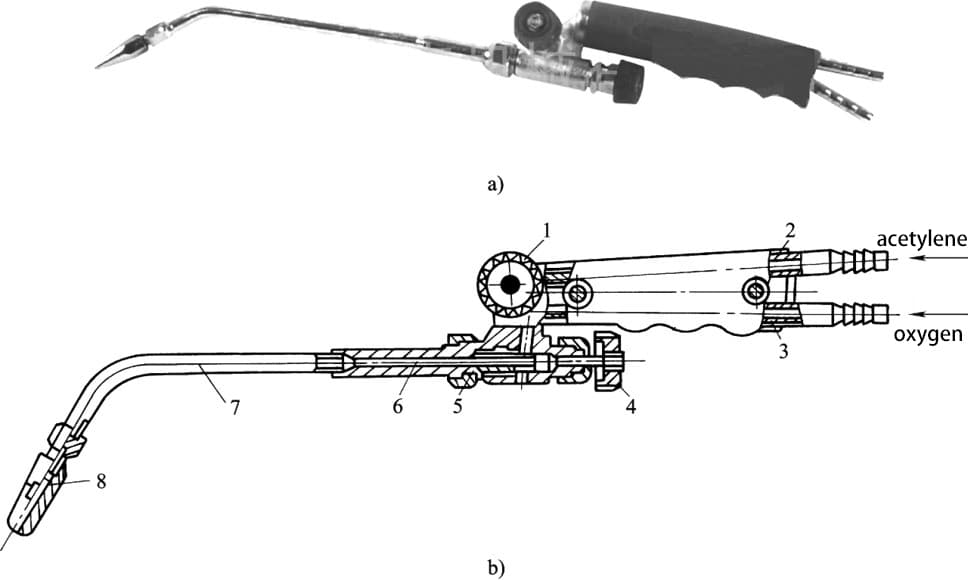
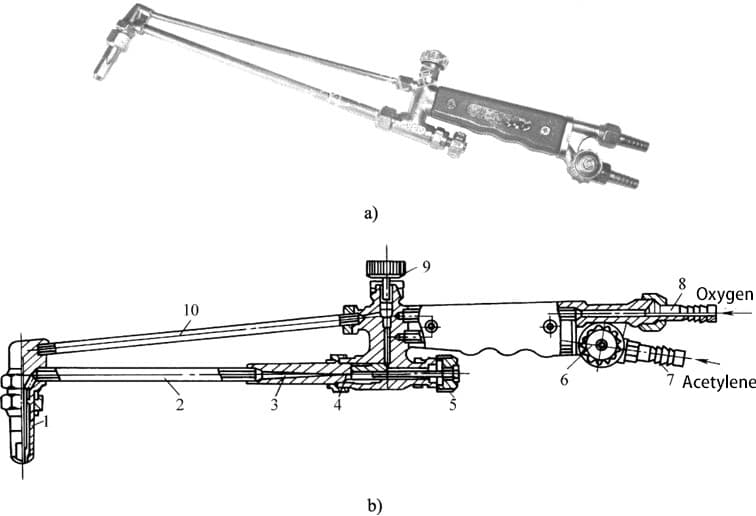
(2) Aufbau und Funktionsweise des Einspritzschweißbrenners
Einspritz-Schweißbrenner a) Erscheinungsbild b) Struktur
1. Acetylen-Ventil
2. Acetylen-Leitung
3. Sauerstoffleitung
4. Sauerstoff-Ventil
5. Düse
6. Injektionsrohr
7. Gemischte Gasleitung
8. Schweissdüsenpaar
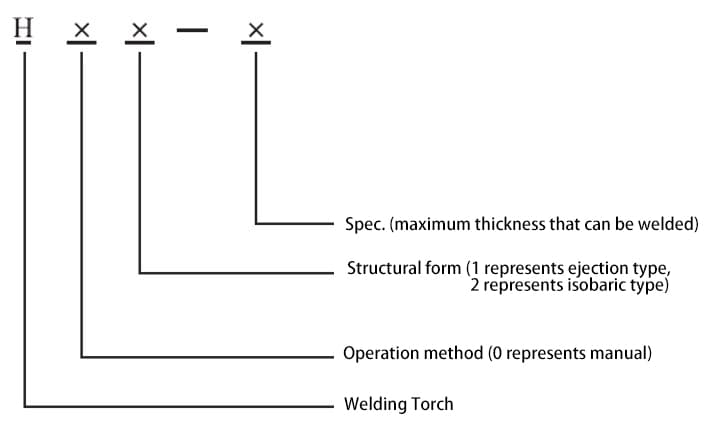
(3) Darstellung des Schweißbrennermodells
Das Schweißbrennermodell setzt sich zusammen aus dem Pinyin-Buchstaben "H", gefolgt von der Seriennummer und der Spezifikation, die die Bauform und die Betriebsart angibt.
6. Gasschlauch
Die Gase in der Sauerstoff- und Acetylenflasche müssen durch Gummischläuche zum Schweiß- oder Schneidbrenner transportiert werden.
Nach der nationalen Norm "Gummischlauch für Gasschweißen, Schneiden und ähnliche Arbeiten" ist der Sauerstoffschlauch blau und der Acetylenschlauch rot.
Die Länge des Schlauches, der an den Schweißbrenner angeschlossen wird, sollte nicht weniger als 5 Meter betragen, aber wenn er zu lang ist, erhöht sich der Widerstand gegen den Gasfluss.
Im Allgemeinen wird eine Länge von 10 bis 15 Metern empfohlen. Der für den Schweißbrenner verwendete Gummischlauch darf nicht mit Öl oder Leckgas verunreinigt sein, und es ist strengstens verboten, die Schläuche zwischen verschiedenen Gasen auszutauschen.
7. Andere Hilfsmittel
(1) Schweißerschutzbrille
(2) Zündpistole
Eine Pistolenzündpistole ist die sicherste und bequemste Art, den Schweißbrenner zu zünden.
Darüber hinaus gehören zu den Schweißwerkzeugen auch Reinigungswerkzeuge wie Drahtbürsten, Hämmer und Feilen, Werkzeuge zum Anschließen und Schließen von Gasleitungen wie Zangen, Draht, Schlauchklemmen, Schraubenschlüssel und Reinigungsnadeln für Schweißdüsen.
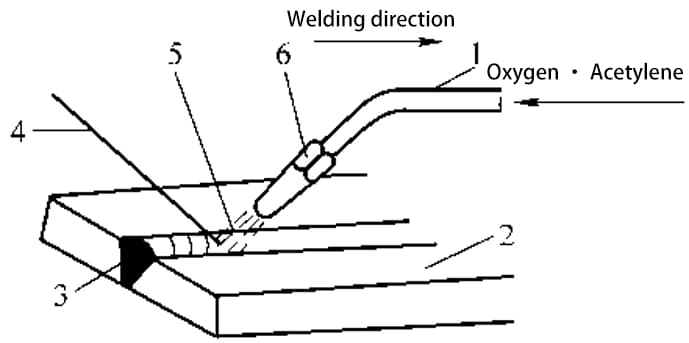
4. Gasschweißverfahren
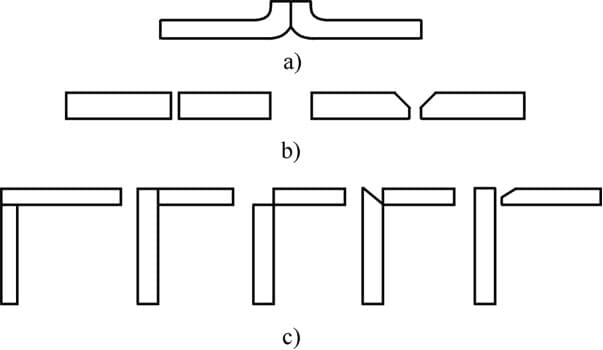
1. Form der Verbindung
Formen von Verbindungen beim Gasschweißen
a) Überlappungsverbindung
b) Stumpfstoß
c) Eckverbindung
Tabelle 3-7 Form und Abmessungen von Überlappungsverbindungen und Stoßverbindungen für kohlenstoffarmen Stahl
Die Auswahl des Gasschweißpulvers sollte auf der Grundlage der Zusammensetzung und der Eigenschaften des Werkstücks erfolgen. Im Allgemeinen ist für das Gasschweißen von Kohlenstoffbaustahl kein Gasschweißpulver erforderlich.
Edelstahl, hitzebeständiger Stahl, Gusseisen, Kupfer und Kupferlegierungen sowie Aluminium und Aluminiumlegierungen erfordern jedoch die Verwendung von Gasschweißpulver zum Gasschweißen.
(3) Eigenschaften und Wirkungsgrad von Flammen
1) Eigenschaften von Flammen
2) Effizienz der Flammen
Tabelle 3-9 Auswahl von Gasschweißflammen für verschiedene Metallwerkstoffe.
Art des Materials
Flamme Typ
Art des Materials
Flamme Typ
Stahl mit niedrigem und mittlerem Kohlenstoffgehalt
Neutrale Flamme
Aluminium-Nickel-Stahl
Neutrale Flammen oder etwas mehr acetylenneutrale Flammen
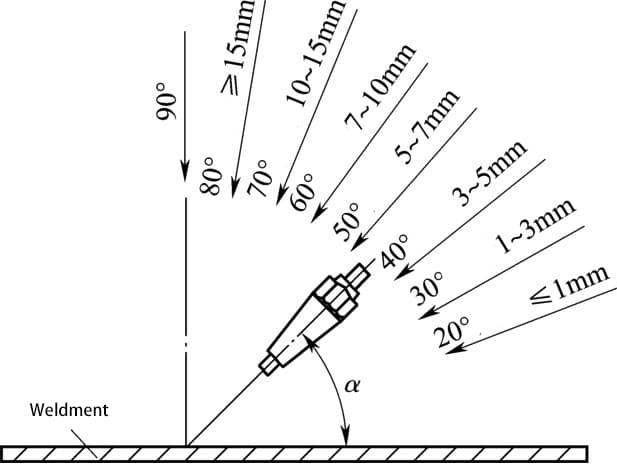
(4) Düsengröße und Neigungswinkel des Schweißbrenners
Die Düse ist der Auslass für das Acetylen-Sauerstoff-Gemisch. Jeder Schweißbrenner ist mit einem Satz Düsen mit unterschiedlichen Durchmessern ausgestattet. Beim Schweißen dickerer Werkstücke sollte eine größere Düse gewählt werden.
Tabelle 3-10 Auswahl von Düsen für Schweißnähte unterschiedlicher Dicke.
Nummer der Schweißdüse
1
2
3
4
5
Schweißnahtdicke/mm
<1.5
1~3
2~4
4~7
7~11
Der Zusammenhang zwischen dem Neigungswinkel des Schweißbrenners und der Dicke der Schweißnaht
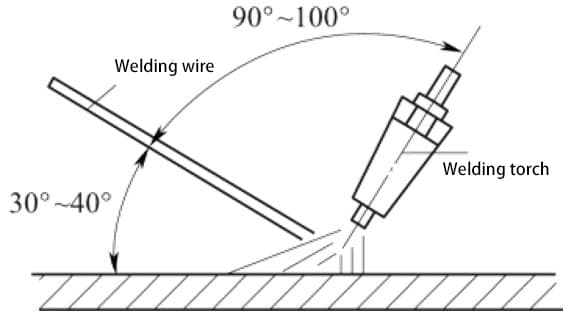
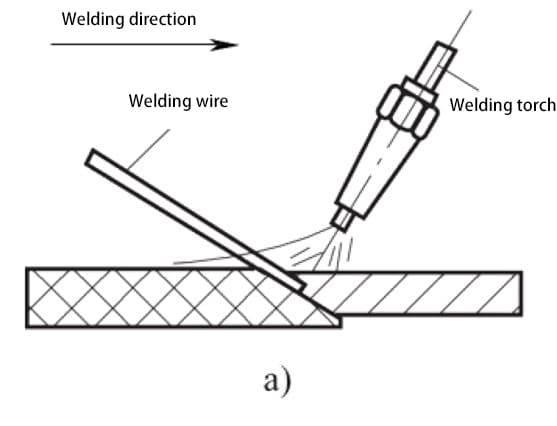
Position des Schweißdrahtes in Bezug auf den Schweißbrenner und die Schweißnaht
Zu schnell, führt leicht zum Verschmelzen der Schweißnaht
Zu langsam, führt leicht zur Überhitzung der Schweißnaht
Durchmesser des Schweißdrahtes:
Zu fein, kann leicht zu einer unvollständigen Verschmelzung der Schweißnaht
Zu dick, leichte Überhitzung der geschweißten Teile
Nummer der Schweißdüse:
Große Anzahl, hohe Flammeneffizienz
Kleine Anzahl, geringe Flammenenergie
Oberflächenbeschaffenheit des Grundmaterials:
Oberflächen mit Farb- oder Rostflecken können leicht porös werden
Eine unvollständige Reinigung der Schweißnähte kann zum Einschluss von Schlacke führen.
Abstand vom Ende der Schweißdüse zur Schweißnaht:
Wenn sie zu groß ist, sinkt die Flammenenergie, was leicht zu einer unvollständigen Verschmelzung der Schweißnaht führen kann.
Zu klein, führt leicht zur Überhitzung der Schweißnaht
3. Brennschneiden
1. Prinzip, Merkmale und Anwendungen des Brennschneidens
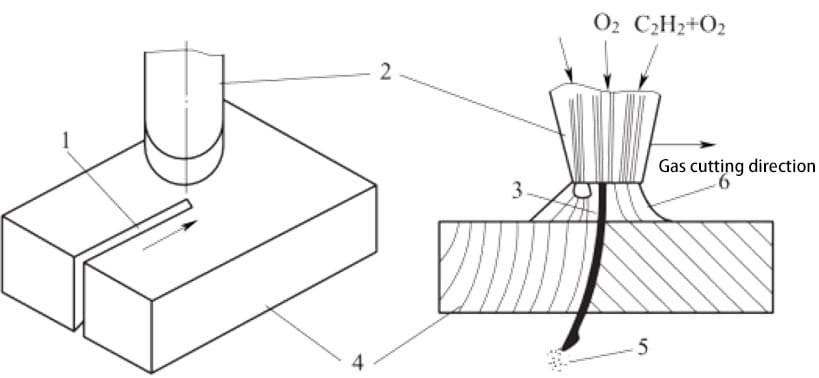
1. Das Prinzip des Brennschneidens
Das Brennschneiden ist ein Schneidverfahren, bei dem die thermische Energie einer Gasflamme genutzt wird, um den Schneidbereich eines Werkstücks auf die Zündtemperatur vorzuwärmen, und dann ein Hochgeschwindigkeits-Sauerstoffstrom zum Schneiden versprüht wird, der verbrennt und Wärme freisetzt, wodurch der Schneidprozess erreicht wird.
Hervorragende Schneidleistung, insbesondere bei Stahl, die die meisten mechanischen Schneidverfahren an Geschwindigkeit übertrifft.
Wirtschaftlich rentabel bei komplexen Querschnittsformen und Dicken, die für mechanische Verfahren schwierig sind.
Geringere Anfangsinvestition im Vergleich zu mechanischen Schneidgeräten, mit tragbaren, leichten Werkzeugen, die für den Einsatz vor Ort geeignet sind.
Außergewöhnliche Manövrierfähigkeit, die schnelle Richtungswechsel beim Schneiden kleiner Bögen oder komplizierter Muster ermöglicht.
Vielseitigkeit sowohl bei manuellen als auch bei maschinellen Schneidvorgängen, die Flexibilität bei verschiedenen Anwendungen bieten.
(2) Nachteile des Brennschneidens:
Geringere Maßgenauigkeit im Vergleich zu mechanischen Präzisionsschneidverfahren, mit größeren Toleranzen.
Sicherheitsrisiken wie Brandgefahr, potenzielle Beschädigung der Ausrüstung und Verbrennungsgefahr für den Bediener durch Hochtemperatur-Vorwärmflammen und herausgeschleuderte heiße Schlacke.
Notwendigkeit robuster Staubkontroll- und Belüftungssysteme zur Kontrolle von Verbrennungsgasen und Metalloxidationsnebenprodukten, um die Sicherheit am Arbeitsplatz und die Einhaltung von Umweltvorschriften zu gewährleisten.
Materialbeschränkungen, vor allem bei Eisenmetallen, die beim Schneiden exotherme Reaktionen eingehen.
(3) Anwendungen des Brennschneidens
Das Brennschneiden ist aufgrund seiner hohen Effizienz, Kosteneffizienz und Einfachheit im Betrieb in der Industrie weit verbreitet. Es zeichnet sich aus durch:
Schneiden von Stahlplatten und Herstellen komplex geformter Teile in verschiedenen Ausrichtungen und Positionen.
Öffnen von präzisen Schweißfasen für nachfolgende Schweißvorgänge, die bei der Herstellung von Stahlkonstruktionen entscheidend sind.
Effizientes Entfernen von Gussspeisern in Gießereien, Verbesserung der Nachbearbeitung.
Hochleistungsschneidanwendungen, die Stahlstärken von bis zu 300 mm oder mehr trennen können, was sie im Schiffbau, im Schwermaschinenbau und bei großen Bauprojekten unverzichtbar macht.
2. Bedingungen und Brennschneideigenschaften von Metallen
1. Bedingungen für das Brennschneiden
(1) Der Zündpunkt des Metalls in Sauerstoff sollte niedriger sein als sein Schmelzpunkt. Dies ist die grundlegendste Bedingung für den normalen Prozess der Oxy-Brennschneiden.
(2) Der Schmelzpunkt des Metalloxids, das während des Autogenschneidens erzeugt wird, muss niedriger sein als der Schmelzpunkt des Metalls selbst, und es muss eine gute Fließfähigkeit haben, damit das Oxid von der Platte weggeblasen werden kann. Schnittspalt in flüssigem Zustand.
(3) Die Verbrennung von Metallen im schneidenden Sauerstoffstrahl sollte eine exotherme Reaktion sein. Dies liegt daran, dass bei einer exothermen Reaktion eine große Wärmemenge aus der Verbrennung der oberen Metallschicht entsteht, die eine Vorwärmfunktion für die untere Metallschicht hat.
(4) Die Wärmeleitfähigkeit des Metalls sollte nicht zu hoch sein. Andernfalls wird die durch Oxidation freigesetzte Wärme während der Vorwärmflamme und Brennschneidverfahren geleitet und abgeleitet werden, so dass das Gasschneiden weder beginnen noch auf halbem Wege stoppen kann.
2. Brennschneideigenschaften gängiger Metalle
(1) Stahl mit niedrigem Kohlenstoffgehalt und niedrig legierter Stahl können die Anforderungen erfüllen, so dass das Brennschneiden reibungslos durchgeführt werden kann.
(2) Gusseisen kann nicht mit Autogenschneiden geschnitten werden.
(3) Hochchromstahl und Chrom-Nickel-Stahl erzeugen hochschmelzendes Chromoxid und Nickeloxid (etwa 1990℃), was das Brennschneiden erschwert.
(4) Kupfer, Aluminium und ihre Legierungen haben einen höheren Zündpunkt als ihren Schmelzpunkt und eine gute Wärmeleitfähigkeit, was das Brennschneiden erschwert.
3. Brennschneidausrüstung und Werkzeuge
1. Schneidbrenner
(1) Funktion und Klassifizierung des Schneidbrenners
Die Funktion eines Schneidbrenners besteht darin, brennbares Gas und Sauerstoff in einem bestimmten Verhältnis und auf eine bestimmte Art und Weise zu mischen, um eine Vorwärmflamme mit einer bestimmten Energie und Form zu bilden, und in der Mitte der Vorwärmflamme Schneidsauerstoff zum Brennschneiden zu versprühen.
Schneidbrenner können in zwei Typen unterteilt werden: Injektionsschneidbrenner und Gleichdruckschneidbrenner, je nach der Art der Vermischung von brennbarem Gas und Sauerstoff.
Nach den verschiedenen Arten von brennbarem Gas können sie in Acetylen-Schneidbrenner, Flüssiggas-Schneidbrenner usw. unterteilt werden.
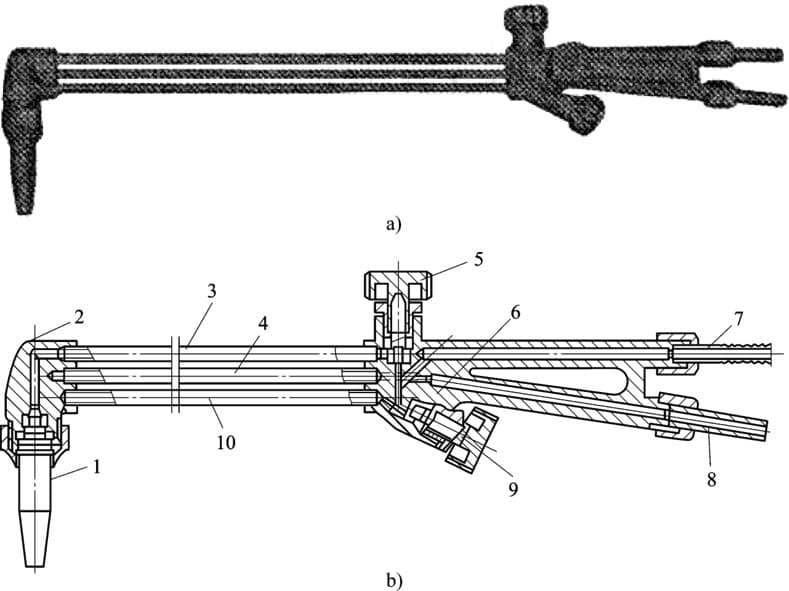
(2) Aufbau und Prinzip des Schneidbrenners vom Typ Injektion
Aufbau des Schneidbrenners vom Typ Injektion.
Schneidbrenner vom Typ Injektion a) Erscheinungsbild b) Struktur
1. Schneiddüse
2. Gasmischrohr
3. Einspritzrohr
4. Düse
5. Vorheizen Sauerstoff-Regulierventil
6. Acetylen-Regulierventil
7. Acetylen-Anschluss
8. Sauerstoffanschluss
9. Schneiden des Sauerstoffreglerventils
10. Schneiden von Sauerstoffrohren.
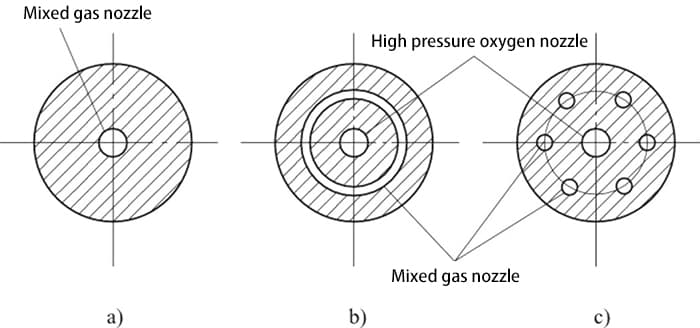
Schneiddüsen und Schweißdüsen a) Schweißdüse b) Kreisförmige Schneiddüse c) Pflaumenblüten-Schneiddüse.
Öffnen Sie beim Brennschneiden zunächst das Vorwärmsauerstoff-Regelventil und das Acetylen-Regelventil und zünden Sie eine Vorwärmflamme, um das Werkstück vorzuwärmen.
Wenn das Werkstück bis zum Zündpunkt vorgewärmt ist, öffnen Sie das Ventil des Schneidsauerstoffreglers.
Zu diesem Zeitpunkt strömt der Hochgeschwindigkeitsschneidsauerstoff durch das Schneidsauerstoffrohr und wird aus dem mittleren Loch der Schneiddüse gesprüht, um das Brennschneiden durchzuführen.
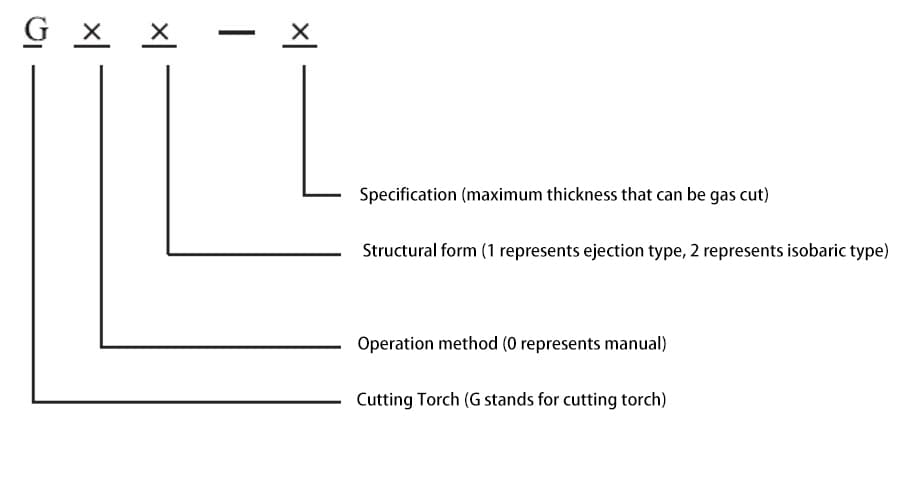
(3) Darstellung des Schneidbrennermodells
Das Schneidbrennermodell setzt sich aus dem chinesischen Pinyin-Buchstaben G und einer Zahl zusammen, die den Aufbau und die Betriebsart sowie die Spezifikationen angibt.
(3) Darstellungsmethode des Schneidbrennermodells
Das Modell des Schneidbrenners setzt sich aus dem chinesischen Pinyin-Buchstaben G und einer Reihe von Zahlen und Angaben zusammen, die die Bauform und die Arbeitsweise darstellen.
(4) Flüssiggas-Schneidbrenner
Bei Flüssiggas-Schneidbrennern kann aufgrund der unterschiedlichen Verbrennungseigenschaften von Flüssiggas und Acetylen der für Acetylen verwendete Injektor-Schneidbrenner nicht direkt verwendet werden.
Es ist notwendig, den Schneidbrenner zu modifizieren oder eine spezielle Schneiddüse für Flüssiggas zu verwenden.
Flüssiggas-Schneidbrenner können nicht nur selbst umgebaut, sondern auch als Spezialgeräte erworben werden.
(5) Schneidbrenner mit gleichem Druck.
Schneidbrenner mit gleichem Druck a) Erscheinungsbild b) Struktur
1- Schneiddüse
2- Düsenkupplung
3- Schneiden des Sauerstoffschlauchs
4- Acetylengasschlauch
5- Schneiden des Sauerstoffreglers
6- Hauptkörper
7-Sauerstoff-Gelenk
8- Acetylenverbindung
9- Sauerstoffvorwärmregler
10- Sauerstoffvorwärmschlauch
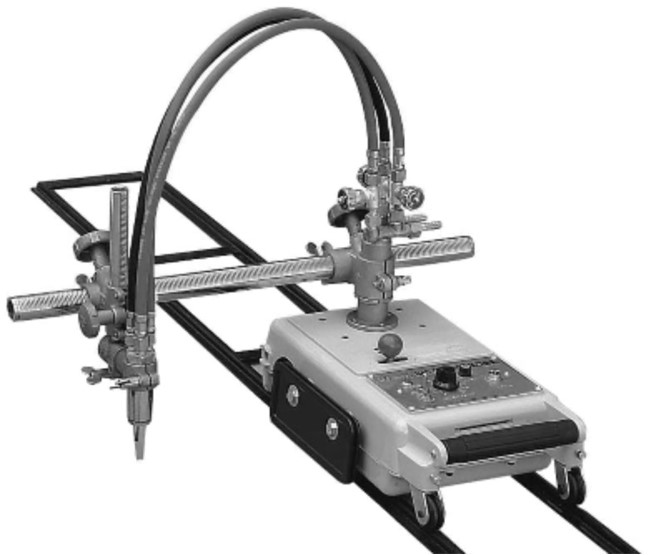
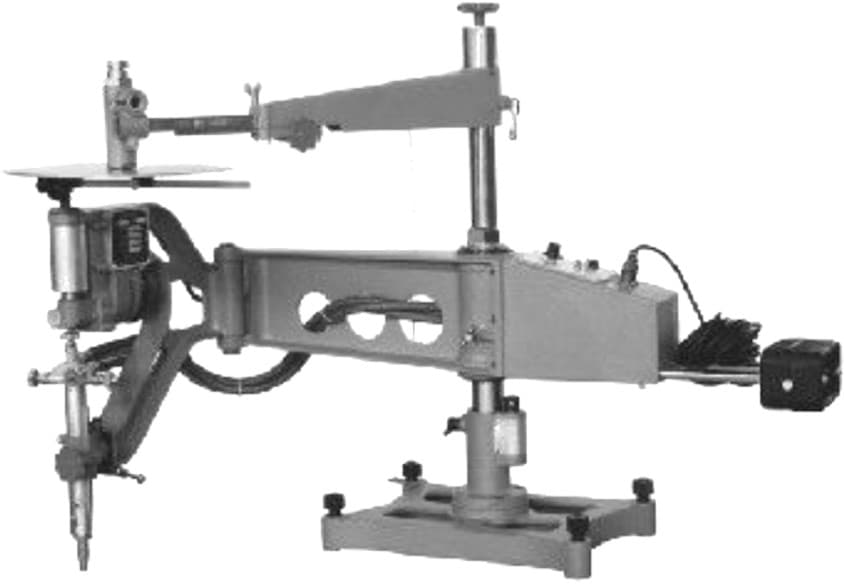
2. Brennschneidmaschine
Eine Brennschneidmaschine ist ein mechanisiertes Gerät, das den manuellen Schneidbrenner beim Brennschneiden ersetzt.
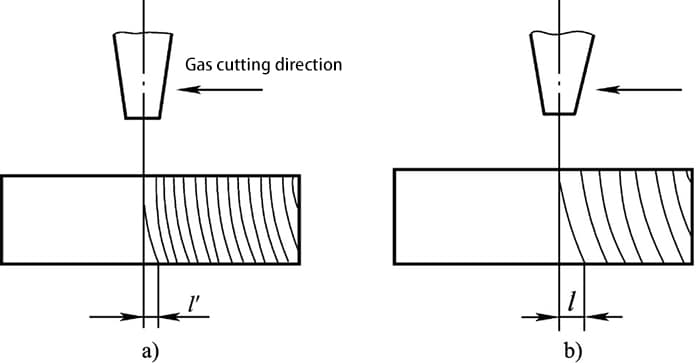
a) Normale Geschwindigkeit b) Überhöhte Geschwindigkeit.
(3) Eigenschaften und Wirkungsgrad der Vorwärmflamme.
Der Zweck der Vorwärmflamme besteht darin, die Metallschneidteile zu erhitzen und eine Temperatur aufrechtzuerhalten, bei der der Sauerstoffstrom brennen kann, und gleichzeitig die Oxidhaut auf der Stahloberfläche abzublättern und zu schmelzen, so dass sich der Sauerstoffstrom leichter mit dem Eisen verbinden kann.
Der Wirkungsgrad der Vorwärmflamme wird durch die Menge des pro Stunde verbrauchten Brenngases ausgedrückt und sollte auf der Grundlage der Dicke des zu schneidenden Teils gewählt werden.
Generell gilt: Je dicker das zu schneidende Teil, desto höher sollte die Effizienz der Vorwärmflamme sein.
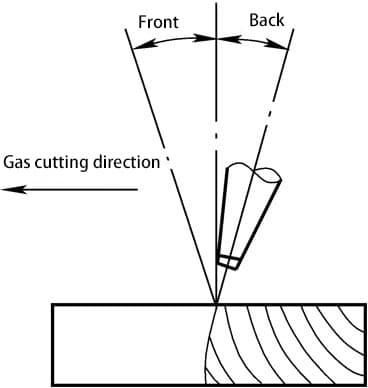
(4) Neigungswinkel von Schneiddüse und Schneidteil.
Beziehung zwischen dem Neigungswinkel der Schneiddüse und der Dicke des Schneidteils.
Schnittstärke /mm
<6
6-30
>30
Schneiden beginnen
Nach dem Durchschneiden
Nicht mehr schneiden
Richtung des Neigungswinkels
Nach hinten kippen
Vertikal
Neigung nach vorn
Vertikal
Nach hinten kippen
Neigungswinkel
25°-45°
0°
5~10°
0°
5°~10°
(5) Abstand zwischen Schneiddüse und Schneidteiloberfläche.
Der Abstand zwischen der Schneiddüse und der Oberfläche des Schneidteils sollte in Abhängigkeit von der Länge der Vorwärmflamme und der Dicke des Schneidteils bestimmt werden, im Allgemeinen zwischen 3 und 5 mm.
Dieser Erwärmungszustand ist optimal und minimiert die Möglichkeit der Aufkohlung der Schnittfläche.
Wenn die Dicke des zu schneidenden Teils weniger als 20 mm beträgt, kann die Flamme länger sein, und der Abstand kann entsprechend vergrößert werden.
Wenn die Dicke des zu schneidenden Teils größer oder gleich 20 mm ist, sollte die Flamme kürzer sein, und der Abstand sollte aufgrund der langsameren Gasschneidgeschwindigkeit entsprechend verringert werden.
2. Anlassen von Brennschneiden (Schweißen).
(1) Der Schlauch für den Gastransport ist zu lang, zu eng oder zu verdreht.
(2) Die Brennschneid- (Schweiß-) zeit ist zu lang oder die Schneid- (Schweiß-) Düse ist zu nahe am Werkstück.
(3) Die Stirnfläche der Schneid- (Schweiß-) Düse haftet an zu vielen herausgespritzten geschmolzenen Metallpartikeln.
(4) Feste kohlenstoffhaltige Partikel oder andere Stoffe setzen sich im Gasdurchlass des Gasförderschlauchs oder des Schneid-(Schweiß-)brenners fest.
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Was ist das Geheimnis hinter makellosen Schweißnähten und präzisen Schnitten beim Gasschweißen und -schneiden? Alles hängt von der Flamme ab. Dieser Artikel befasst sich mit den verschiedenen Flammenarten, die...
Wie bekommt man die perfekte Schweißnaht? Es ist wichtig, die Feinheiten der Strom- und Spannungseinstellung von Schweißgeräten zu verstehen. Dieser Artikel befasst sich mit den Schlüsselfaktoren, die die idealen Einstellungen für...
Stellen Sie sich das Schweißen ohne Gas vor - chaotisch und schwach. Schweißgas ist der stille Champion, der die Schweißnähte vor Verunreinigungen schützt, den Lichtbogen stabilisiert und für feste Verbindungen sorgt. Dieser Artikel erforscht...
Kommt es bei Ihrer Schweißmaschine zu Verstopfungen des Gasflusses? Dieses häufige Problem kann die Schweißqualität stark beeinträchtigen und Defekte wie Porosität und Risse verursachen. In diesem Artikel gehen wir auf die wichtigsten Ursachen ein...
Warum ist die Wahl des richtigen Gasgemischs entscheidend für den Erfolg beim Schweißen? In diesem Artikel wird untersucht, wie die Auswahl des richtigen Gasgemischs die Schweißqualität drastisch verbessern kann, indem Tropfen verfeinert, Spritzer reduziert,...
Haben Sie sich jemals gefragt, was Schweißgase so wichtig und gleichzeitig so komplex macht? Dieser Artikel befasst sich mit den verschiedenen Arten von Schweißgasen, ihrer Rolle beim Schutz und der Stabilisierung von Schweißnähten und...
Warum kommt es beim CO2-Schutzgasschweißen häufig zu Porosität, und wie lässt sie sich vermeiden? Dieser Artikel befasst sich mit den Ursachen für diese lästigen Schweißfehler und erklärt, wie unsachgemäße...
Welche Schweißtechnik hat sich wirklich bewährt: Lichtbogenhandschweißen oder CO2-Schutzgasschweißen? Dieser Artikel befasst sich mit den wichtigsten Unterschieden, Vorteilen und Nachteilen dieser beiden beliebten...
Um eine einwandfreie Schweißnaht zu erzielen, ist mehr als nur Geschicklichkeit erforderlich; es kommt darauf an, das Zusammenspiel von Spannung und Strom zu beherrschen. Diese beiden Parameter sind das Lebenselixier des Schweißens und bestimmen alles, von der...