Probleme beim Gasnitrieren von Getrieben lösen: Wirksame Gegenmaßnahmen
1. Vorwort Das Gasnitrierverfahren hat gegenüber dem Ionennitrierverfahren mehrere Vorteile, darunter die einfache Bedienung, die hohe Wiederholbarkeit des Prozesses, der einfache Aufbau der Anlage und die Möglichkeit, den Prozess automatisch zu steuern. Einer der wichtigsten Vorteile des Gasnitrierens ist die verbesserte Gleichmäßigkeit von Temperatur und Atmosphäre während des Prozesses. Insbesondere die Tiefe der [...]
Das Gasnitridieren hat gegenüber dem Ionennitridieren mehrere Vorteile, darunter die einfache Bedienung, die hohe Wiederholbarkeit des Prozesses, der einfache Aufbau der Anlage und die Möglichkeit der automatischen Steuerung des Prozesses.
Einer der wichtigsten Vorteile des Gasnitrierens ist die verbesserte Gleichmäßigkeit von Temperatur und Atmosphäre während des Prozesses.
Insbesondere die Tiefe der Nitrierschicht auf dem Zahnfuß und dem Teilkreis von kleinen Modulzahnrädern ist beim Gasnitrieren gleichmäßiger als beim Ionennitrieren.
In den letzten Jahren hat sich das Gasnitrierverfahren erheblich weiterentwickelt, z. B. durch die Entwicklung von Voroxidations- und Gasnitrierverfahren und verschiedenen anderen Gasnitrierverfahren.
Diese Fortschritte haben die Produktionszykluszeit zwischen dem Ionen- und dem Gasnitridieren in unterschiedlichem Maße reduziert.
Bei der Kontrolle der Atmosphäre während des Nitrierens von Zahnrädern ist es jedoch wichtig, auf mögliche Probleme zu achten.
2. Reinigung vor dem Gasnitrieren
Vor dem Gasnitrieren und der Beschickung muss das Zahnrad gründlich gereinigt werden, um sicherzustellen, dass kein Wasser oder Verunreinigungen vorhanden sind.
Wird dieser Schritt nicht ordnungsgemäß ausgeführt, kann die nitrierte Oberfläche ein ungleichmäßiges Aussehen haben und es können dunkle Flecken entstehen.
Obwohl es keinen signifikanten Unterschied in der Tiefe der Nitrierschicht, der Härte oder der metallografischen Struktur zwischen den gesprenkelten Bereichen und den normalen Bereichen gibt, können diese Sprenkel die Gesamtqualität des Zahnrads erheblich beeinträchtigen.
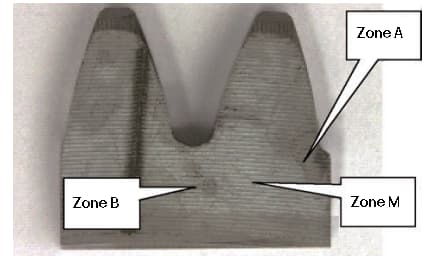
Die Makromorphologie dieser unregelmäßig gesprenkelten Bereiche wurde mit einem Ultra-Tiefenschärfe-Stereomikroskop analysiert (siehe Abbildung 1).
Abb. 1 Makromorphologie des Speckle-Bereichs an der Stirnseite des Zahnrads
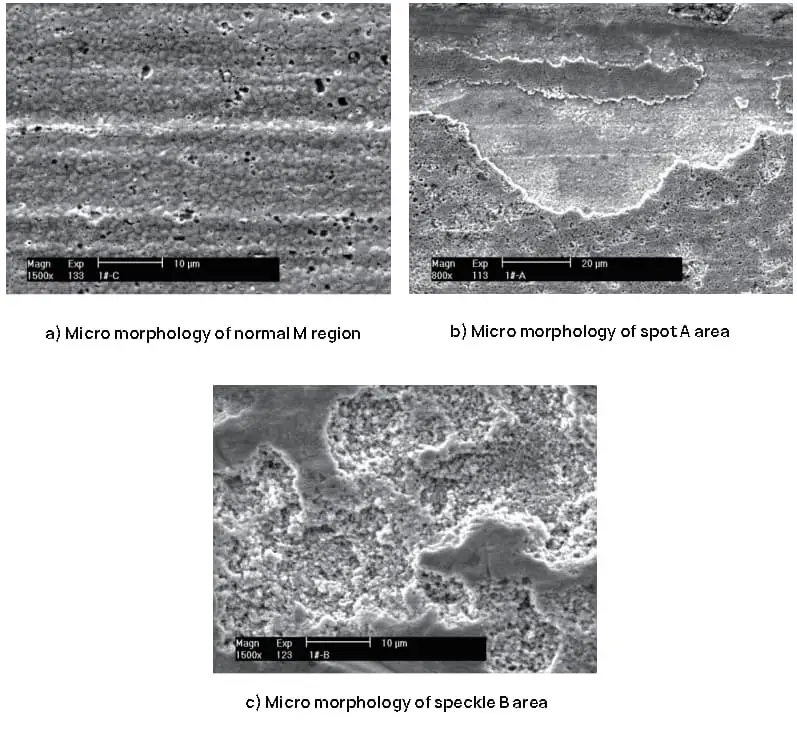
Die mikroskopische Morphologie des gefleckten Bereichs wurde mit einem Rasterelektronenmikroskop analysiert (siehe Abbildung 2). Die Bereiche, die mit bloßem Auge weiß erschienen, wurden unter dem Rasterelektronenmikroskop betrachtet.
Abb. 2 Mikromorphologie des Speckle-Bereichs an der Stirnseite des Zahnrads
Die chemische Zusammensetzung des fleckigen Bereichs mit anormalem Aussehen auf der Stirnfläche des Zahnrads wurde mit dem normalen Bereich auf der Stirnfläche des Zahnrads verglichen und analysiert. Die Ergebnisse dieses Vergleichs sind in Tabelle 1 dargestellt.
Tabelle 1: Vergleich der Ergebnisse (Massenanteil) (%) der Bestimmung der chemischen Zusammensetzung im Mikrobereich der Zahnradstirnfläche
Ort der Entdeckung:
C
N
O
Na
Al
Si
P
S
C
K
Ca
Cr
Mn
Fe
Zone M
Normale Oberfläche
0.22
0.98
-
-
-
0.26
-
-
-
-
-
0.19
0.63
97.72
0.21
0.99
-
-
-
0.24
-
-
-
-
-
0.25
0.57
97.73
Zone A
Weißer Fleck Oberfläche
0.43
1.03
2.91
-
-
0.22
-
-
-
0.09
0.21
0.19
0.35
94.59
0.38
0.89
2.58
-
0.07
0.18
0.05
0.11
0.08
0.10
0.25
0.12
0.31
94.86
Schälen des flachen Bodens
0.28
0.73
8.59
-
0.09
0.56
0.04
0.08
0.10
0.12
0.06
0.33
1.40
89.61
0.39
0.84
11.59
0.15
0.10
0.67
0.13
0.11
0.09
0.12
0.06
0.34
1.71
83.71
Zone B
Dunkle Flecken
1.03
0.58
29.53
0.50
0.10
0.51
0.05
0.90
0.39
1.21
0.18
0.26
0.51
64.25
0.80
0.55
28.27
0.38
0.04
0.53
0.07
1.04
0.36
1.33
0.11
0.20
0.50
65.84
Weißer runder Fleck
0.62
0.83
3.29
0.25
0.16
0.39
0.10
0.15
0.20
0.22
0.60
0.29
0.58
92.33
0.96
0.66
5.05
030
0.16
0.60
0.06
0.14
0.23
0.30
0.96
0.32
1.09
89.16
Wie aus Tabelle 1 hervorgeht, ist der Gehalt des Elements O in der abnormal gefleckten Fläche höher als in der normalen Fläche. Neben einem höheren O-Gehalt enthält er auch Spuren von Na, S, Cl, K, Ca, Mg, Al und anderen Elementen, die aus den Rückständen von Wasser, Reinigungsmitteln und Rasieröl stammen.
Diese Analyse zeigt, dass das Auftreten des Gasnitrierens auf eine schlechte Reinigung vor dem Nitrierprozess zurückzuführen ist. Daher sollte bei der Reinigung von gasnitrierenden Zahnrädern den folgenden Punkten besondere Aufmerksamkeit geschenkt werden:
Wenn Sie ein Reinigungsmittel auf Wasserbasis verwenden, sollte die Wassertemperatur für die letzte Spülung nicht zu hoch sein. Wenn die Wassertemperatur zu hoch ist, verdunstet das Mittel schnell und hinterlässt Rückstände auf der Werkstückoberfläche. Es ist besser, die Spültemperatur zu reduzieren und das Werkstück mit einer Hochdruckpistole zu trocknen.
Die Reinigung mit Substanzen wie Aceton oder Benzin ist möglich, aber diese Stoffe haben einen niedrigen Flammpunkt. Es ist wichtig, für eine angemessene Belüftung und Brandsicherheit in der Reinigungsumgebung zu sorgen.
Das Werkstück sollte vor der Reinigung mit einem Kohlenwasserstoffreiniger gründlich getrocknet werden.
Die Qualität des für die Reinigung verwendeten Wassers sollte berücksichtigt werden, und es sollte so viel reines Wasser wie möglich verwendet werden.
3. Kontrolle der Verzerrungen beim Nitrieren von Zahnrädern
Der Verzug, der beim Nitrieren von Zahnrädern auftritt, wird von mehreren Faktoren beeinflusst, darunter die Form des Zahnrads und die Eigenspannung bei der Bearbeitung, GetriebematerialNitrierwerkzeuge, Nitrierverfahren und die Abkühlgeschwindigkeit des Zahnrads nach dem Nitrieren.
In der typischen Produktion konzentriert man sich eher auf die ersten Faktoren, übersieht aber oft die Abkühlgeschwindigkeit des Zahnrads nach dem Nitrieren. Dies gilt insbesondere für die Innenbohrung von dünnwandigen Zahnrädern, die besonders empfindlich auf die Abkühlgeschwindigkeit nach dem Nitrieren reagieren.
Betrachten Sie zum Beispiel das in Abbildung 3 dargestellte Zahnrad.
Abb. 3 Getriebegröße
Die Größe der Innenbohrung vor dem Nitrieren betrug φ 52-0,02-0,035 mm. Tabelle 2 zeigt die Beziehung zwischen der Abkühlzeit des Zahnrads und der Ausdehnung des Innenlochs.
Tabelle 2 Zusammenhang zwischen der Abkühlzeit des Zahnrads und der Ausdehnung des Innenlochs
Abkühlzeit nach dem Nitrieren / h
Interne Locherweiterung / mm
Bestehensquote (%)
Bemerkungen
≥6
0.012~0.021
75
Die innere Lochgröße überschreitet die obere Toleranz
4~5
0.008~0.012
99
Das innere Loch liegt grundsätzlich innerhalb des Größenbereichs
≤4
0.005~0.01
78
Innere Lochgröße außerhalb der Toleranz
Die Testergebnisse zeigen, dass der Verzugstrend der inneren Bohrungen des Zahnrads bei verschiedenen Abkühlungsgeschwindigkeiten konsistent ist und im Allgemeinen zunimmt, aber das Ausmaß des Verzugs variiert. Wenn die Abkühlungsgeschwindigkeit nach dem Nitrieren langsam ist, ist die Verformung der Innenbohrung größer, und wenn die Abkühlungsgeschwindigkeit nach dem Nitrieren schnell ist, ist die Verformung der Innenbohrung kleiner.
Um eine stabile Verformung des Zahnradinnenlochs zu gewährleisten und die Qualifikationsrate des Zahnradinnenlochs nach dem Nitrieren zu verbessern, muss die Abkühlgeschwindigkeit des Zahnrads während des Gasnitrierens sorgfältig kontrolliert werden.
4. Abhilfe bei Oxidation durch Gasaustritt bei Gasnitrieröfen
Wenn im Gasnitrierofen aufgrund von Dichtungs- oder anderen Problemen ein Gasleck auftritt, wird die Oberfläche des Werkstücks oxidiert. Diese Oxidation beeinträchtigt zwar nicht die innere Qualität des Werkstücks, entspricht aber nicht den Qualitätsstandards für das Aussehen. In einem solchen Fall kann das in Tabelle 3 beschriebene Reduktionsverfahren zur Reparatur verwendet werden.
Tabelle 3: Reparaturverfahren für oxidierte Werkstücke
Temperatur reparieren / ℃
Reparaturzeit / min
Ammoniak-Zersetzungsrate (%)
480~500
30~40
30~40
Das Aussehen des Zahnrads nach dem Gasnitrieren, der Leckoxidation und dem Reduzieren ist in Abbildung 4 dargestellt.
Abb. 4: Aussehen der Zahnräder vor und nach der Reduzierung der Ammoniakgasleckage
Es ist wichtig zu beachten, dass die Nitriertemperatur während des Reduktionsprozesses die erste Nitriertemperatur nicht überschreiten darf. In der Regel sollte die Nitriertemperatur während der Reduktion etwa 20 °C niedriger sein als die letzte Nitriertemperatur. Die Dauer des Reduktionsprozesses kann je nach dem Ausmaß der Oxidation angepasst werden.
5. Schlussfolgerung
Die drei oben genannten Probleme und Lösungen machen deutlich, wie wichtig es ist, jedem Detail im Wärmebehandlungsprozess Aufmerksamkeit zu schenken. Wenn jeder Schritt sorgfältig bedacht wird, ist es möglich, alle auftretenden Probleme effektiv zu lösen.
Vergessen Sie nicht: Teilen ist wichtig! : )
Teilen Sie
Facebook
Twitter
LinkedIn
Reddit
VK
E-Mail
Drucken
Autor
Shane
Gründerin von MachineMFG
Als Gründer von MachineMFG habe ich mehr als ein Jahrzehnt meiner Karriere der metallverarbeitenden Industrie gewidmet. Meine umfangreiche Erfahrung hat es mir ermöglicht, ein Experte auf den Gebieten der Blechverarbeitung, der maschinellen Bearbeitung, des Maschinenbaus und der Werkzeugmaschinen für Metalle zu werden. Ich denke, lese und schreibe ständig über diese Themen und bin stets bestrebt, in meinem Bereich an vorderster Front zu bleiben. Lassen Sie mein Wissen und meine Erfahrung zu einem Gewinn für Ihr Unternehmen werden.
Haben Sie sich schon einmal gefragt, wie Sie ein erfolgreiches Metallprägeprojekt sicherstellen können? In diesem Blogbeitrag gehen wir auf die kritischen Faktoren ein, die über Erfolg oder Misserfolg Ihres Stanzprozesses entscheiden können....
Haben Sie sich jemals gefragt, was diese Zahlen auf Blechen bedeuten? In diesem Artikel tauchen wir in die Welt der Blechlehre ein und entmystifizieren diesen wesentlichen Aspekt der Metallbearbeitung....
I. Einleitung Mit der zunehmenden Entwicklung der Technologie stellt die moderne Blechverarbeitung, insbesondere das Biegen, immer höhere Anforderungen. Es gibt unterschiedliche technische Anforderungen an die Ausrüstung und die Verarbeitung...
Sind Sie neugierig auf die Möglichkeiten des Laserschneidens? In diesem umfassenden Leitfaden tauchen wir in die Welt der Laserschneidgeschwindigkeiten und -dicken für verschiedene Metalle ein. Unser erfahrener Maschinenbauingenieur wird...
Haben Sie sich jemals über die verborgene Welt der Z-Purlinen gewundert? In diesem fesselnden Artikel führt Sie unser erfahrener Maschinenbauingenieur durch die Feinheiten der Berechnung des Gewichts von Z-Purlinen. Entdecken Sie, wie...
Haben Sie sich jemals über die verborgene Welt des H-Träger-Stahls gewundert? In diesem fesselnden Artikel lüften wir die Geheimnisse hinter diesen wichtigen Bauteilen. Unser erfahrener Maschinenbauingenieur führt Sie...
Haben Sie sich jemals über das Gewicht dieser gemusterten Stahlplatten gewundert, die Sie jeden Tag sehen? In diesem Blogbeitrag tauchen wir ein in die faszinierende Welt der Riffelbleche....
Fällt es Ihnen schwer, genaue Blechteile zu entwerfen? Entschlüsseln Sie die Geheimnisse des K-Faktors, eines entscheidenden Konzepts in der Blechfertigung. In diesem Artikel entmystifiziert unser erfahrener Maschinenbauingenieur...
Haben Sie sich jemals gefragt, wie Sie den perfekten I-Träger für Ihr Bau- oder Fertigungsprojekt auswählen? In diesem Blog-Beitrag führt Sie unser erfahrener Maschinenbauingenieur durch den Prozess...
I. Vorteile von Kupferkernkabeln gegenüber Aluminiumkernkabeln: 1. Niedriger spezifischer Widerstand: Der spezifische Widerstand von Kabeln mit Aluminiumkern ist etwa 1,68 Mal höher als der von Kabeln mit Kupferkern....
Aufgrund der Vielfalt von Sicherheitsventilen und der Vielfalt und Komplexität von Drucksystemen müssen bei der Auswahl eines Sicherheitsventils die Auswirkungen von Faktoren wie Temperatur, Druck und Medium...
Der Forscher führte ein Projekt über das Warmwassersystem eines Hotels durch, das eine Ganztagsversorgung mit Dampf (0,3 MPa) als Wärmequelle und einer Wasservorlauftemperatur von 60-55 Grad bietet, wobei ein...