1. Die Normen für den Rost- und Entrostungsgrad der Stahloberfläche basieren auf der nationalen Norm GB8923-88, bekannt als "Rost- und Entrostungsgrad der Stahloberfläche vor der Beschichtung".
2. Die Norm unterteilt die Entrosten Sie lassen sich in drei Typen unterteilen: Kugel- oder Strahlenstrahlen, manuelles und motorbetriebenes Strahlen sowie Flammenentrosten.
3. Kugel- oder Strahlenstrahlen wird mit dem Buchstaben "sa" bezeichnet und in vier Stufen unterteilt:
sa1 - leichtes Strahlen. Die Stahloberfläche ist frei von sichtbarem Fett, Schmutz, lose anhaftendem Zunder, Rost, Farbschichten oder anderen Rückständen.
sa2 - gründliches Strahlen. Die Stahloberfläche ist fett- und schmutzfrei, und Rückstände wie Zunder und Rost werden weitgehend entfernt.
sa2.5 - sehr gründliches Strahlen. Die Stahloberfläche weist keine sichtbaren Fett-, Schmutz-, Zunder-, Rost-, Farbbeschichtungs- oder sonstigen Rückstände auf, und etwaige verbleibende Spuren sind nur leichte Flecken oder Streifen.
sa3 - sehr sauberes Strahlen. Die Stahloberfläche weist keine sichtbaren Fett-, Schmutz-, Zunder-, Rost-, Farbbeschichtungs- oder sonstigen Rückstände auf, und die Oberfläche hat eine einheitliche metallische Farbe.
Manuelle Entrostungsgrade
St1 - gründliche manuelle und maschinelle Reinigung von Werkzeugen:
Bei Betrachtung ohne Vergrößerung sollte die Oberfläche frei von Öl-, Fett- und Staubrückständen sein. Es sollte keine ungesicherte oxidierte Haut, Rost, Farbe oder Fremdkörper vorhanden sein. Eventuell verbleibende Verunreinigungen sollten fest anhaftend sein.
St2 - gründliche Entrostung mit Hand- und Elektrowerkzeugen.
Die Stahloberfläche sollte kein sichtbares Fett und keinen sichtbaren Schmutz sowie keine lose anhaftenden Zunder-, Rost- oder Farbschichten aufweisen.
St3 - sehr gründliche manuelle und maschinelle Entrostung.
Die Stahloberfläche sollte kein sichtbares Fett und keinen Schmutz und keine lose anhaftenden Zunder-, Rost- oder Farbschichten aufweisen. Die Entrostung sollte gründlicher sein als bei St2, und der freiliegende Teil des Substrats sollte einen metallischen Glanz aufweisen.
Oberflächenbehandlung ist der Schlüssel zur Erzielung eines guten Beschichtungseffekts. Die Investition in die Oberflächenbehandlung ist durchaus lohnenswert. Daher muss die Auswahl der Oberflächenbehandlungsmethoden und der passenden Lacksysteme sorgfältig geprüft werden.
Die Verwendung internationaler Normen zur Messung des Grades der Oberflächenbehandlung ist wichtig, wie z. B. die schwedische Norm: SIS055900 oder ISO08501.
Korrosionswerte
Der Eckpfeiler der Normen für die Oberflächenbehandlung besteht aus vier verschiedenen Korrosionsstufen:
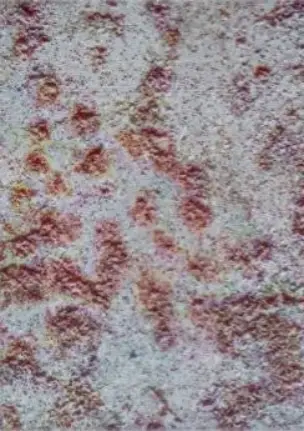
Stufe A: Die Stahloberfläche ist vollständig mit anhaftendem Walzzunder bedeckt und weist praktisch keinen Rost auf.
Stufe B: Die Stahloberfläche hat zu rosten begonnen, und der Walzzunder beginnt abzublättern.
Stufe C: Der Walzzunder auf der Stahloberfläche ist verrostet oder kann abgekratzt werden, aber kleinere Roststellen sind mit bloßem Auge sichtbar.
Stufe D: Der Walzzunder auf der Stahloberfläche ist verrostet und abgeblättert, wobei eine große Anzahl von Rostflecken mit bloßem Auge sichtbar ist.
Vorbehandlungsstufe
Gemäß SIS055900 wird die Oberflächenbehandlung dieser Korrosionsstufen nach den folgenden Qualitätsstandards für Drahtbürsten und Strahlen durchgeführt:
- St - Drahtbürstnormen St2, St3
- Sa - Strahlnormen Sa1, Sa2, Sa2.5, Sa3
1. Drahtbürsten - St
- St1 - Gründliche manuelle und maschinelle Werkzeugreinigung
Bei Betrachtung ohne Vergrößerung sollte die Oberfläche frei von Öl-, Fett- und Staubrückständen sein. Es sollte keine ungesicherte oxidierte Haut, Rost, Farbe oder Fremdkörper vorhanden sein. Eventuell verbleibende Verunreinigungen sollten fest anhaftend sein.
- St2 - Gründliche manuelle und maschinelle Werkzeugreinigung.
Die Oberfläche sollte frei von sichtbarem Fett, Schmutz, Walzzunder, Rost, Farbschichten und Fremdkörpern sein.
- St3 - Sehr gründliche manuelle und maschinelle Werkzeugreinigung.
Ähnlich wie St2, sollte aber gründlicher behandelt werden als St2, wobei das Metallsubstrat einen metallischen Glanz aufweist.
Diese Normen bieten wichtige Anhaltspunkte und Hilfestellungen für die Oberflächenbehandlung. Die Lacklieferanten legen in der Regel für jede Art von Lack entsprechende Normen und Anforderungen für die Oberflächenbehandlung fest.
2. Strahlen - Sa
Vor dem Strahlen sollten alle dicken Rostschichten auf der Oberfläche entfernt werden. Auch sichtbares Öl, Fett und Schmutz sollten entfernt werden. Nach dem Strahlen sollte die Oberfläche sauber und frei von Staub und Schmutz sein.
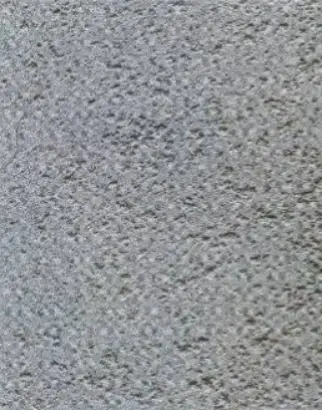
- Klasse Sa1: Leichte Sandstrahl-Rostentfernung
Die Oberfläche sollte frei von sichtbarem Fett, Schmutz, instabilen Oxidationsschichten, Rost, Farbschichten und Verunreinigungen sein.
- Sa2 Grade: Gründliche Sandstrahl-Rostentfernung
Die Oberfläche sollte im Wesentlichen frei von sichtbarem Fett, Schmutz, Oxidationsschichten, Rost, Farbschichten und Verunreinigungen sein, wobei die restlichen Stoffe fest anhaften.
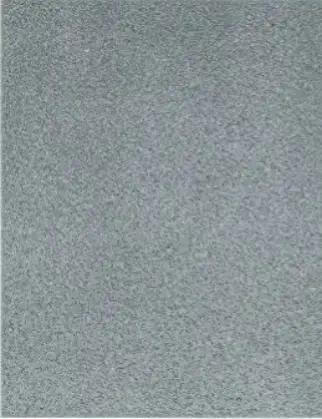
- Qualität Sa2.5: Sehr gründliche Sandstrahl-Entrostung
Die Oberfläche sollte frei von sichtbarem Fett, Schmutz, Oxidationsschichten, Rost, Farbschichten und Verunreinigungen sein. Restspuren sollten nur als leichte fleckige oder streifige Verfärbungen auftreten.
- Qualität Sa3: Sandstrahlen zur Entfernung von Rost auf einer sauberen Stahloberfläche
Die Oberfläche sollte frei von sichtbarem Fett, Schmutz, Oxidationsschichten, Rost, Farbschichten und Verunreinigungen sein und einen gleichmäßigen Metallglanz aufweisen.
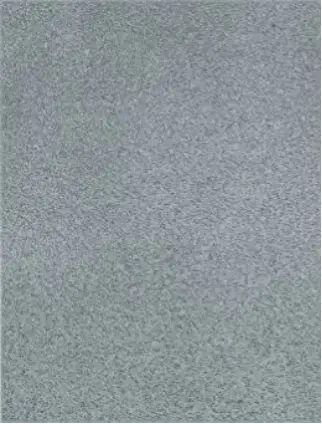
- Sa4 Grade: Die sichtbare Sauberkeit der Stahloberfläche
Ohne Vergrößerung sollte die Oberfläche frei von Öl-, Fett- und Staubrückständen, ohne ungesicherte Oxidationsschicht, Rost, Farbe und Fremdkörper erscheinen und einen gleichmäßigen Metallglanz aufweisen.
3. Flammenreinigung - Fl
Vor der Flammenreinigung sollten dicke Rostschichten abgekratzt und sichtbare Rückstände, Öle und Schmutz entfernt werden. Nach der Flammreinigung sollte die Oberfläche mit einer elektrischen Drahtbürste gebürstet werden.
(Die Flammenreinigung umfasst die abschließende Entfernung von Nebenprodukten mit einer elektrischen Drahtbürste. Mit einer manuellen Drahtbürste kann keine zufriedenstellende Oberfläche für die Lackierung erzielt werden).
Ohne Vergrößerung sollte die Oberfläche frei von Oxidation, Rost, Farbe und Fremdkörpern sein. Etwaige Rückstände sollten sich nur als Oberflächenverfärbung (Schatten unterschiedlicher Farbe) zeigen.
Der Begriff "Fremdkörper" umfasst lösliche Salze und Schweißschlacke. Diese Verunreinigungen können durch trockenes Sandstrahlen, manuelle und motorbetriebene Werkzeuge oder Flammen nicht vollständig entfernt werden. Stattdessen sollten nasse Sandstrahl- oder Wassersprühverfahren eingesetzt werden.
Oxide, Rost und Farbe, die sich mit einem Ölsteinschaber abkratzen lassen, gelten als lose anhaftend. Vor dem Sandstrahlen sollten dicke Rostschichten abgekratzt und auch sichtbare Öl-, Fett- und Schmutzreste entfernt werden. Nach dem Sandstrahlen sollten Staub und Rückstände beseitigt werden.